JP3677521B2 - 木質セメント板の製造方法 - Google Patents
木質セメント板の製造方法 Download PDFInfo
- Publication number
- JP3677521B2 JP3677521B2 JP4133996A JP4133996A JP3677521B2 JP 3677521 B2 JP3677521 B2 JP 3677521B2 JP 4133996 A JP4133996 A JP 4133996A JP 4133996 A JP4133996 A JP 4133996A JP 3677521 B2 JP3677521 B2 JP 3677521B2
- Authority
- JP
- Japan
- Prior art keywords
- cement board
- wood cement
- curvature
- wood
- radius
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004568 cement Substances 0.000 title claims description 54
- 239000002023 wood Substances 0.000 title claims description 49
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 238000005452 bending Methods 0.000 claims description 30
- 239000000463 material Substances 0.000 claims description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 5
- 238000003825 pressing Methods 0.000 description 13
- 230000000704 physical effect Effects 0.000 description 10
- 230000008021 deposition Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
Landscapes
- Curing Cements, Concrete, And Artificial Stone (AREA)
Description
【発明の属する技術分野】
本発明は、体育館や公会堂、倉庫などの大型建造物における曲面形状の屋根の下地材として適用するに好適な木質セメント板の製造方法に関するものである。
【0002】
【従来の技術】
従来、この種の大型建造物においては一般に平面形状の屋根が採用されており、その下地材としては耐火性に優れる平板状の木質セメント板が広く用いられている。
【0003】
【発明が解決しようとする課題】
近年、これら大型建造物においても意匠性の面から曲面形状の屋根、即ち曲面屋根が採用されることが多くなった。
【0004】
ところが、木質セメント板は剛性が強くて可撓性に劣ることから、平板状の木質セメント板を曲面屋根の形状に沿って円弧状に屈曲させることは困難であり、曲面屋根の曲率が小さい場合(例えば、曲面屋根の曲率半径が10m以上の場合)に限って対応できるに過ぎないという不都合があった。
【0005】
本発明は、上記事情に鑑み、曲率の大きい曲面屋根に対してもその下地材として適用可能な木質セメント板を容易に製造することができる木質セメント板の製造方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
すなわち本発明は、木質材料とセメントと水とを混合し、この混合物をマット状に成形し、このマットを圧締養生して予備硬化させ、この予備硬化体(1)を一対の型(4)の間に1枚以上堆積した状態で養生するようにして構成される木質セメント板の製造方法において、所定の曲率半径(R2)の凹加圧面(2a)が形設された第1の型(2)と、この第1の型と同じ曲率半径(R3)の凸加圧面(3a)が形設された第2の型(3)とを前記一対の型として用いて構成される。
【0007】
また、上記予備硬化体(1)の曲げヤング係数が5000kg/cm2 以上となるようにして構成される。
【0008】
ここで、予備硬化体(1)の曲げヤング係数を5000kg/cm2 以上に限定したのは、これが5000kg/cm2 より小さいと、予備硬化体1の予備硬化が十分でないことから、解締した際に予備硬化体が厚さ方向にスプリングバックして板厚が厚くなってしまうので、その後に堆積養生しても強度の低いものしか得られない恐れがあるためである。
【0009】
なお、括弧内の符号は図面における対応する要素を表す便宜的なものであり、従って、本発明は図面上の記載に限定拘束されるものではない。このことは「特許請求の範囲」の欄についても同様である。
【0010】
【発明の実施の形態】
以下、本発明の実施形態を図面に基づいて説明する。
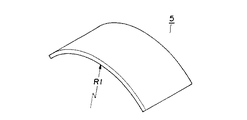
図1は円弧状の木質セメント板の一例を示す斜視図、
図2は本発明による木質セメント板の製造方法における一工程(堆積養生工程)を示す正面図である。
【0011】
本発明によって製造された木質セメント板5は、図1に示すように、平板を円弧状に曲げた形状を有しており、その曲率半径R1は曲面屋根(図示せず)の曲率にほぼ対応している。
【0012】
また、本発明による木質セメント板の製造方法において使用する一対の型4は、図2に示すように、上型3および下型2から構成されており、上型3には凸加圧面3aが形設されていると共に、下型2には凹加圧面2aが形設されている。なお、上型3の凸加圧面3aの曲率半径R3と下型2の凹加圧面2aの曲率半径R2とは互いに一致しており、これらは円弧状の木質セメント板5の曲率半径R1に対応したものとなっている。
【0013】
そして、本発明による木質セメント板の製造方法は次のような手順で行なわれる。
【0014】
まず、木質材料とセメントと水とを混合し、この混合物を平板マット状に成形する。次に、こうして得られたマットを所定の時間(例えば、8時間)だけ圧締養生して予備硬化させる。
【0015】
その後、図2に示すように、この予備硬化体1を一対の型4の下型2上に1枚以上(例えば、10枚)堆積する。この際、予備硬化体1は、完全には硬化しておらず適度の可撓性を有しているので、円弧状に曲げられて下型2の凹加圧面2aにほぼ当接する。
【0016】
次いで、これら予備硬化体1の上面に上型3を載置し、更に上型3の上方から所定の大きさ(例えば、0.15kg/cm2 )の荷重Pをかけ、この状態で予備硬化体1を養生する。所定の大きさの荷重Pをかけることにより、予備硬化体1は下型2の凹加圧面2aに完全に当接し、上型3の凸加圧面3aおよび下型2の凹加圧面2aに沿って曲率半径R2、R3に等しい曲率半径の円弧状に曲げられる。そして、この養生でセメントの硬化が更に進行し、平板状の木質セメント板と同等の強度および剛性のある1枚以上の円弧状の木質セメント板5が同時に出来上がる。ここで、本発明による木質セメント板の製造方法が終了する。
【0017】
なお、予備硬化のための圧締養生時間は、予備硬化体1が、堆積などのハンドリング時に問題がなく、また解締した際にスプリングバックしない程度の曲げ強度を有し、5000kg/cm2 以上の曲げヤング係数を発現するように、夏場と冬場など養生時の温度や湿度に応じて適宜選定すればよい。ここで、予備硬化体1の曲げヤング係数については、製造しようとする木質セメント板4の板厚および曲率半径により適宜設定すればよい。例えば、板厚18mmで曲率半径3mの木質セメント板4を製造するには、予備硬化体1の曲げヤング係数が約15000kg/cm2 以下が望ましく、同じ厚みで曲率半径5mの場合は、約25000kg/cm2 以下であるのが好ましい。また、厚み12mmで曲率半径5mのものを製造するには、予備硬化体1の曲げヤング係数は約25000kg/cm2 以下であるのが好ましい。
【0018】
また、堆積養生の際に堆積物の上方からかける荷重Pは、予備硬化体1の曲げヤング係数や、目的とする木質セメント板の板厚と曲率半径に応じて適宜決めればよい。例えば、曲げヤング係数が10000kg/cm2 の予備硬化体1から板厚が18mmで曲率半径が10mの木質セメント板4を製造する場合には、予備硬化体1が下型2の凹加圧面2aに馴染むため、特に上方から荷重Pをかけなくてもよい。
【0019】
また、上型3の凸加圧面3aの曲率半径R3および下型2の凹加圧面2aの曲率半径R2を変えることで、種々の曲面形状の木質セメント板を製造できることは言うまでもない。
【0020】
更に、上述の実施形態では、下型2に凹加圧面2aを形設し、上型3に凸加圧面3aを形設した。これは堆積物(予備硬化体1)が自重で下型2の凹加圧面2aに馴染むように作用する点で好ましいが、これとは逆に、下型2に凸加圧面を形設し、上型3に凹加圧面を形設することも可能である。
【0021】
【実施例】
以下、本発明の実施例を図面に基づいて説明する。
図3は本発明による木質セメント板の製造方法の一実施例を示す工程図である。
【0022】
〈実施例1〉
木質材料として木片を用い、上型3の凸加圧面3aの曲率半径R3および下型2の凹加圧面2aの曲率半径R2を共に3mとして、本発明を実施した。
【0023】
すなわち、図3に示すように、木質チップを破砕して得た木片24重量%と、セメント66重量%と、その他添加物(無機充填材)10重量%とを混合し、更に水を添加して含水率45%とした。これを下型板上に散布して厚さ50mmのマットとし、このマット上に上型板を載置してプレスで30kg/cm2 に圧締し、その状態で温度20℃にて8時間養生して予備硬化を行なったところ、厚さ18mm、幅3尺、長さ6尺の平板状の予備硬化体1を得た。この予備硬化体1の物性については、表2に示すとおり、曲げ強度が56kg/cm2 、曲げヤング係数が10000kg/cm2 であった。
【0024】
次いで、この予備硬化体1を曲率半径R2が3mの下型2の凹加圧面2a上に複数枚堆積した。そして、これら予備硬化体1の上に曲率半径R3が3mの上型3を載置し、この上型3の上方より0.15kg/cm2 の荷重Pをかけて加圧し、この状態で温度20℃にて120時間養生した。この養生により予備硬化体1中のセメントの硬化が更に進行し、曲率半径3mの曲面形状の木質セメント板が得られた。
【0025】
この木質セメント板の物性を測定したところ、表1に示すとおり、曲げ強度は93kg/cm2 、曲げヤング係数は40000kg/cm2 であった。これらの値は平面形状の木質セメント板の値と同等である。
【0026】
〈実施例2〉
上型3の凸加圧面3aの曲率半径R3および下型2の凹加圧面2aの曲率半径R2を共に10mとしたこと以外は実施例1と同様にして、本発明を実施したところ、曲率半径10mの曲面形状の木質セメント板が得られた。
【0027】
そして、予備硬化体1の物性は、表2に示すとおり、曲げ強度が55kg/cm2 、曲げヤング係数が10000kg/cm2 であった。また、木質セメント板の物性は、表1に示すとおり、曲げ強度が92kg/cm2 、曲げヤング係数は42000kg/cm2 であった。これらの値は平面形状の木質セメント板の値と同等である。
【0028】
この場合、予備硬化体1を下型2の凹加圧面2a上に複数枚堆積すると、その自重によって下型2の凹加圧面2aに完全に当接したので、上方から荷重Pをかけなかった。
【0029】
〈実施例3〉
予備硬化の養生時間を6時間としたこと以外は実施例1と同様にして、本発明を実施したところ、曲率半径3mの曲面形状の木質セメント板が得られた。
【0030】
そして、予備硬化体1は解締後に少しスプリングバックして板厚がやや厚くなったが、その物性は、表2に示すとおり、曲げ強度が35kg/cm2 、曲げヤング係数が5000kg/cm2 であった。また、木質セメント板の物性は、表1に示すとおり、曲げ強度が88kg/cm2 、曲げヤング係数が37000kg/cm2 であった。これらの値は平面形状の木質セメント板とほぼ同等の値である。
【0031】
〈実施例4〉
マットの厚さを35mmとしたこと以外は実施例1と同様にして、本発明を実施したところ、厚さ12mmで曲率半径3mの曲面形状の木質セメント板が得られた。
【0032】
そして、予備硬化体1の物性は、表2に示すとおり、曲げ強度が56kg/cm2 、曲げヤング係数が10000kg/cm2 であった。また、木質セメント板の物性は、表1に示すとおり、曲げ強度が92kg/cm2 、曲げヤング係数が43000kg/cm2 であった。これらの値は平面形状の木質セメント板の値と同等である。
【0033】
この場合、予備硬化体1を下型2の凹加圧面2a上に複数枚堆積すると、その自重によって下型2の凹加圧面2aに完全に当接したので、上方から荷重Pをかけなかった。
【0034】
〈比較例1〉
マットの予備硬化を行なう際の養生時間を5時間とし、上型3の上方からかける荷重Pを0.05kg/cm2 としたこと以外は実施例1と同様にして曲面形状の木質セメント板を試作したところ、予備硬化体1が厚さ方向にスプリングバックして厚さが20mmとなった。
【0035】
そして、予備硬化体1の物性は、表2に示すとおり、曲げ強度が20kg/cm2 、曲げヤング係数が4000kg/cm2 であった。また、木質セメント板の物性は、表1に示すとおり、曲げ強度が35kg/cm2 、曲げヤング係数が15000kg/cm2 であった。これらの値は平面形状の木質セメント板の値より劣っている。これは、予備硬化体1が解締後に大きくスプリングバックしたためである。
【0036】
【表1】

【表2】
【発明の効果】
以上説明したように本発明によれば、木質材料とセメントと水とを混合し、この混合物をマット状に成形し、このマットを圧締養生して予備硬化させ、この予備硬化体1を一対の型4の間に1枚以上堆積した状態で養生するようにして構成される木質セメント板の製造方法において、所定の曲率半径R2の凹加圧面2aが形設された下型2等の第1の型と、この第1の型と同じ曲率半径R3の凸加圧面3aが形設された上型3等の第2の型とを前記一対の型4として用いて構成したので、適度の可撓性を有する予備硬化体1が一対の型4に馴染んで所定の曲面状に成形され、その状態で完全に硬化することから、所望の曲面形状を有する木質セメント板を容易に製造することができる。その結果、多大な設備投資をしなくても曲率の大きい曲面屋根の下地材として適用可能な木質セメント板を製造することが可能となる。
【図面の簡単な説明】
【図1】円弧状の木質セメント板の一例を示す斜視図である。
【図2】本発明による木質セメント板の製造方法における一工程(堆積養生工程)を示す正面図である。
【図3】本発明による木質セメント板の製造方法の一実施例を示す工程図である。
【符号の説明】
1……予備硬化体
2……第1の型(下型)
2a……凹加圧面
3……第2の型(上型)
3a……凸加圧面
4……一対の型
R2、R3……曲率半径
Claims (2)
- 木質材料とセメントと水とを混合し、
この混合物をマット状に成形し、
このマットを圧締養生して予備硬化させ、
この予備硬化体(1)を一対の型(4)の間に1枚以上堆積した状態で養生するようにして構成される木質セメント板の製造方法において、
所定の曲率半径(R2)の凹加圧面(2a)が形設された第1の型(2)と、この第1の型と同じ曲率半径(R3)の凸加圧面(3a)が形設された第2の型(3)とを前記一対の型として用いたことを特徴とする木質セメント板の製造方法。 - 予備硬化体(1)の曲げヤング係数が5000kg/cm2 以上となるようにしたことを特徴とする請求項1記載の木質セメント板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP4133996A JP3677521B2 (ja) | 1996-02-28 | 1996-02-28 | 木質セメント板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP4133996A JP3677521B2 (ja) | 1996-02-28 | 1996-02-28 | 木質セメント板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09227211A JPH09227211A (ja) | 1997-09-02 |
| JP3677521B2 true JP3677521B2 (ja) | 2005-08-03 |
Family
ID=12605771
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP4133996A Expired - Fee Related JP3677521B2 (ja) | 1996-02-28 | 1996-02-28 | 木質セメント板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3677521B2 (ja) |
-
1996
- 1996-02-28 JP JP4133996A patent/JP3677521B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09227211A (ja) | 1997-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2331785A1 (en) | Process for microgel preparation | |
| JP3677521B2 (ja) | 木質セメント板の製造方法 | |
| JPS6247686B2 (ja) | ||
| AU751814B2 (en) | Precast concrete plates | |
| JPS6335401B2 (ja) | ||
| JP4008154B2 (ja) | 木質セメント板及びその製造方法 | |
| RU49013U1 (ru) | Ударопоглощающее покрытие | |
| JPS6013805B2 (ja) | 繊維セメント板に表面構造を形成する方法 | |
| JP2883586B2 (ja) | ガラス繊維強化石膏製品及びその製造方法 | |
| JPS6028565Y2 (ja) | 繊維入りセメント製品の成形用型枠 | |
| JP2971555B2 (ja) | 補強無機質成形体の製造方法 | |
| JPH05293807A (ja) | 石材調板材の製造方法 | |
| JPS6331953Y2 (ja) | ||
| JPH054206A (ja) | リブ付パネルの製造方法 | |
| JPS61102902A (ja) | 歩道用ブロツクとその製造方法 | |
| JPH0679712A (ja) | コンクリート製品の着色工法 | |
| JP2952846B2 (ja) | 弾性舗装部材 | |
| JPS62228542A (ja) | 複合耐火パネルおよびその製造方法 | |
| JPH0679709A (ja) | コンクリート製品の着色工法 | |
| JPS63267516A (ja) | 型面成形用マスタ−の作製方法 | |
| JPH11221811A (ja) | パルプ系ボード及びその製造方法 | |
| JPH0868160A (ja) | 屋根材および屋根材の製造方法 | |
| GB2111907A (en) | Substrate for vehicle trim | |
| JPS60116444A (ja) | 木質単板の改質法 | |
| JPH07329023A (ja) | パーティクルボードの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050315 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20050405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050405 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050406 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090520 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090520 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100520 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100520 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110520 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130520 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140520 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |