JP3799701B2 - レイングヘッドの回転位置制御装置 - Google Patents
レイングヘッドの回転位置制御装置 Download PDFInfo
- Publication number
- JP3799701B2 JP3799701B2 JP35777396A JP35777396A JP3799701B2 JP 3799701 B2 JP3799701 B2 JP 3799701B2 JP 35777396 A JP35777396 A JP 35777396A JP 35777396 A JP35777396 A JP 35777396A JP 3799701 B2 JP3799701 B2 JP 3799701B2
- Authority
- JP
- Japan
- Prior art keywords
- control
- laying head
- wire
- tip
- discharge port
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Coiling Of Filamentary Materials In General (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Description
【発明の属する技術分野】
本発明は、線材の製造ライン等に使用されるレイングヘッドの回転位置制御装置に関する。
【0002】
【従来の技術】
線材の製造では、図1に示すように、熱管圧延を終え、仕上圧延機2から出た線材1がレイングヘッド3に送られる。レイングヘッド3は、線材1の進行速度と同じ速度で回転することにより、線材1をコイル状に成形してコンベア4上に放出する。コンベア4上に連続的に落下するコイル状の線材1は、半径方向にずれた状態で重なり合って搬送され、その過程で冷却される。
【0003】
レイングヘッド3を用いた線材1のコイル成形では、線材1の先端をコンベア4上の決められた位置に落下させることが重要な技術課題になっている。即ち、線材1の先端がコンベア4上に落下したときに、その先端が搬送方向前方を向くと、その先端がチェーン等に引っ掛かり、線材1が団子状に固まることから、線材1の先端が搬送方向後方を向くように、線材1の先端落下位置が制御されるのである。そして、この制御は従来は次のようにして行われている。
【0004】
制御開始からの経過時間と線材の進行速度とから、線材の先端位置をトラッキングする。線材の先端がレイングヘッドの吐出口に到達する時点の吐出口の回転位置を時々刻々予測すると共に、レイングヘッドの吐出口の現在の回転位置を時々刻々検出する。線材の先端を目標とする位置に落下させるのに必要な吐出口の目標回転位置と予測回転位置の偏差角が0となるように、レイングヘッドの回転速度を制御する。
【0005】
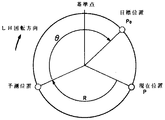
即ち、図2に示すように、レイングヘッドの吐出口の現在位置をP、線材の先端が吐出口に到達する時点における吐出口の予測位置をPy、吐出口の目標位置をPoとすると、現在のレイングヘッドの回転速度を維持した場合、線材の先端が吐出口に到達する時点では、現在位置PはRだけ回転し、予測位置Pyまでしか移動せず、目標位置Poとの間にθの不足角を生じる。そこで、予測位置Pyと目標位置Pの偏差角θを0とするべく、レイングヘッドの回転速度を基準値から変化させて(図では加速して)、予測位置Pyを目標位置Poに一致させるのである。
【0006】
ところで、このようなレイングヘッドの回転位置制御では、レイングヘッドの回転速度制御により、吐出口の予測位置Pyと目標位置Poの偏差角θが0にされるが、その偏差角θがそのままレイングヘッドの回転速度の制御量になるわけではない。偏差角θを制御角度として、その制御角度に所定の比率を乗じたものをレイングヘッドの回転速度の制御量とする。ここにおける比率はゲインと呼ばれ、このゲインを使用するフィードバック制御はPI制御と呼ばれている。
【0007】
レイングヘッドの吐出口の予測位置Pyと目標位置Poの偏差角θを検出しつつ、その偏差角θが0となるようにレイングヘッドの回転速度を制御するレイングヘッドの回転位置制御は例えば特公昭52−15250号公報、特開昭61−123417号公報等に記載されているが、いずれの制御もPI制御である。
【0008】
【発明が解決しようとする課題】
ところが、PI制御を用いてレイングヘッドの回転位置を制御する場合には次のような問題がある。PI制御を用いてレイングヘッドの回転位置を制御する場合の制御出力の経時的な変化を図3に示す。
【0009】
PI制御を用いてレイングヘッドの回転位置を制御する場合には、図3に示すように、制御角度である予測位置Pyと目標位置Poの偏差角θが大きい制御初期にレイングヘッドの回転速度が大きく制御され、吐出口の回転位置(現在位置P)が急激に目標位置Poに接近する。そして、制御が進むに連れて偏差角θが小さくなることにより回転速度の制御量も小さくなり、最終的には偏差角θが0となって吐出口の回転位置(現在位置P)が目標位置Poに一致する。これと同時に、レイングヘッドの回転速度も線材の進行速度に等しい基準値に戻る。
【0010】
この場合の理想的な制御パターンは、図3に実線で示すように、線材の先端がレイングヘッドの吐出口に到達するまでに、吐出口の回転位置(現在位置P)を目標位置Poに一致させ、レイングヘッドの回転速度を線材の進行速度に等しい基準値に戻すパターンである。この変化パターンを得るために、線材の製造条件に基づいて特定のゲインが選択される。
【0011】
しかしながら、実際の線材製造では、操業条件が変更されるし、そのばらつきもある。これらの変動に対応してゲインを逐一変更することは不可能である。このため、選択したゲインが理想値から外れ、過剰の場合と不足の場合を生じる。以前は線材の製造速度が遅く、選択したゲインが理想値から外れても、特に大きな問題は生じなかった。しかし、最近は線材の製造速度が著しく増大し、吐出口の回転位置を制御するための時間を十分に確保することができないため、ゲインの理想値からのずれは次のような問題を生じる。
【0012】
選択したゲインが過剰の場合は、図3に破線で示すように、急激な制御の余韻として、線材の先端がレイングヘッドの吐出口に到達した時点では、レイングヘッドの回転速度の制御量が0にならない。選択したゲインが不足する場合も、図3に2点鎖線で示すように、制御が遅れることにより、線材の先端がレイングヘッドの吐出口に到達した時点では、レイングヘッドの回転速度の制御量が0にならない。その結果、いずれの場合も、線材の先端がレイングヘッドの吐出口に到達した後もしばらくの間、レイングヘッドの回転速度が基準値から外れるのである。
【0013】
本発明者らは、線材の先端を決められた位置へ正確に落下させる研究を続ける一方で、その線材のコイル形状を良くする研究を行っているが、PI制御を用いる従来のレイングヘッドの回転位置制御では、線材先端の落下位置は正確に制御できても、線材先端部のコイル形状の悪化を避け得ないこと、及びその悪化の原因が図3の破線や2点鎖線で示すような線材の先端がレイングヘッドの吐出口に到達した後も継続するレイングヘッドの回転速度の不安定にあることを見いだした。
【0014】
即ち、線材の先端がレイングヘッドの吐出口に到達するまでは、レイングヘッドの回転速度の基準値からのずれは、コイル形状に一切影響を与えない。しかし、線材の先端がレイングヘッドの吐出口に到達した後、即ちその吐出口から線材が排出される過程では、レイングヘッドの回転速度が基準値(線材の進行速度に等しい)からずれることにより、コイルの巻き径がその基準値から変化するのである。このため、レイングヘッドの回転速度が基準値に安定するまでの間、線材の先端部においてコイルの形状が悪化することになる。
【0015】
最近は線材製造速度が非常に速くなっている。このため、線材の先端がレイングヘッドの吐出口に到達した後も、レイングヘッドの回転速度の変動が続く場合が多く、線材先端部のコイル形状の悪化が顕著になってきた。線材先端の落下位置のずれは、その量が小さければ実操業上は特に問題を生じないが、線材先端部のコイル形状の悪化はコイル集積装置での引っ掛かりトラブルや製品荷姿の悪化等の原因になるので、これからの線材製造においては線材先端部のコイル形状の悪化を防止することの方がむしろ重要と考えられる。
【0016】
本発明の目的は、線材の進行速度が速い場合も、その先端を決められた位置へ正確に落下させることができ、合わせて線材先端部のコイル形状の悪化を回避することができるレイングヘッドの回転位置制御装置を提供することにある。
【0017】
【課題を解決するための手段】
本発明のレイングヘッドの回転位置制御装置は、内部を通過する線材を回転運動によりコイル状に成形して吐出口から放出するレイングヘッドを回転駆動する手段と、線材の先端位置をトラッキングして線材先端がレイングヘッドの吐出口に到達する時点における吐出口の回転位置を予測する手段と、吐出口の現在の回転位置を検出する手段と、予測された吐出口の回転位置を目標位置に一致させるのに必要なレイングヘッドの制御角度を求める手段と、制御角度、制御角度の変化率及び線材先端からレイングヘッドの吐出口までの残距離のうちの、少なくとも制御角度を含む1以上の因子を用いてレイングヘッドの回転速度の制御量を演算すると共に、その演算を行う際にその因子が大きいほどゲインを大きくする手段と、演算された制御量にてレイングヘッドの回転速度を制御する手段とを具備する。
【0018】
本発明では、基本的にレイングヘッドの吐出口の制御角度を0として、その吐出口の回転位置を目標位置に一致させる。従来と異なるのは、レイングヘッドの回転速度の制御量を演算する際に、制御角度を含む1以上の因子を用い、その因子が大きいほどゲイン(因子の大きさに対する制御量の比率)を大きくすることである。即ち、その因子が制御角度の場合は、制御角度の大きい制御初期にゲインを大きくして感度の高い制御を行い、制御の進行により制御角度が小さくなるに連れてゲインを小さくして制御の感度を低下させるのである。こうすることにより、ゲインが一定の従来制御よりも制御時間が短くなり、線材の進行速度が速い場合にも、線材先端がレイングヘッドの吐出口に到達する時点までに制御が完了し、線材先端が決められた位置へ正確に落下すると共に、線材先端部のコイル形状の悪化が回避される。
【0019】
このような制御量の演算には、具体的には例えばファジー推論等を用いることができる。また制御量を演算する際に用いる因子は、具体的には「制御角度のみ」、「制御角度+制御角度の変化率」、「制御角度+残距離」、「制御角度+制御角度の変化率+残距離」の4種類である。線材先端からレイングヘッドの吐出口までの残距離を用いることにより、残距離の大きいところで感度の高い制御が行われるので、線材先端がレイングヘッドの吐出口に到達した後も制御が継続する事態がより確実に回避される。
【0020】
【発明の実施の形態】
以下に本発明の実施の形態を図面に基づいて説明する。図4は本発明の実施の形態に係る制御装置の構成図、図5は制御量の演算に使用されるファジー推論に用いられるメンバーシップ関数の説明図、図6は同ファジー推論に用いられるファジールールの説明図、図7は同ファジー推論の具体的手順を説明するためのメンバーシップ関数図である。
【0021】
制御装置は、図4に示すように、線材1を製造する製造ラインの仕上圧延機2の下流側に設けられたレイングヘッド3の回転位置を制御するのに使用される。線材1は前述したようにレイングヘッド3を通過する際にコイルに成形されてコンベア4上に放出される。
【0022】
レイングヘッド3はモータ5により回転駆動され、モータ5はドライブ装置6により制御駆動されることによりレイングヘッド3の回転速度を制御する。一方、仕上圧延機2はモータ7により駆動され、その入側及び出側には、制御開始のタイミングをとらえるために、線材1の先端通過を検出するセンサ8,9が配設されている。また、仕上圧延機2を駆動するモータ7には、線材1の進行速度Vn及び進行距離を検出するために、パルスジェネレータ10が付設されており、レイングヘッド3を駆動するモータ5には、レイングヘッド3の回転速度Vhを検出するためのパルスジェネレータ11と、レイングヘッド3の吐出口の現在位置を検出するためのパルスジェネレータ12とが付設されている。
【0023】
制御では、線材1の先端がセンサ8により検出された時点から、パルスジェネレータ10により検出された線材1の進行速度Vnが回転位置予測手段13に与えられる。また、パルスジェネレータ11により検出されたレイングヘッド3の回転速度Vhがこの回転位置予測手段13に与えられる。そして、回転位置予測手段13は与えられた情報を用いて次の手順により、線材1の先端がレイングヘッド3の吐出口に到達する時点における吐出口の回転位置を予測する。より具体的には、吐出口が現在位置Pから予測位置Ryまで移動する間のレイングヘッド3の回転量Rを演算する(図2参照)。
【0024】
まず、仕上圧延機2を駆動するモータ7に付設されたパルスジェネレータ10の出力パルス数をカウントすることにより制御開始からの線材1の進行距離を求め、この進行距離をセンサ9と吐出口の間の距離から差し引くことにより、線材1の先端から吐出口までの残距離L(m)を求める。また、線材1の進行速度Vnとレイングヘッド3の回転速度Vhとの速度比であるリード率α(Vn/Vh)を求める。このリード率αは、吐出口から放出される線材1のコイル径を一定に維持するために、通常(制御時以外)は1とされる。
【0025】
線材1の先端がVn(m/s)の速度で残距離L(m)を通過するために要する時間tはt=L/Vn(s)となる。この間のレイングヘッド3の回転量Rは、レイングヘッド3の直径をD(m)とすると、R=t×Vh/πD=L/Vn/Vh/πD=L/πD×α(m)となる。線材1の先端が吐出口に到達する時点における吐出口の予測位置Ryは、吐出口の現在位置をPとすると、P+Rになる(図2参照)。
【0026】
また、吐出口の回転位置の予測と並行して、パルスジェネレータ12の出力が回転位置検出手段14に入力されることにより、吐出口の現在位置Pが検出される。そして、吐出口の目標回転位置を設定する回転位置設定手段15から出力される吐出口の目標位置Poと、上述した吐出口の現在位置P、及び現在位置Pから予測位置Ryまでのレイングヘッド3の回転量Rとから、吐出口の予測位置Ryを目標位置Poに一致させるのに必要なレイングヘッド3の制御角度θ(=Po−P−R)が演算され、制御量演算手段16に与えられる。また、制御角度θの変化率dθ/dt、及び残距離Lが制御量演算手段16に与えられる。
【0027】
制御量演算手段16は、制御角度θ、制御角度θの変化率dθ/dt、及び残距離Lを用いてファジー推論により、レイングヘッド3の回転速度の制御量を演算する。その演算手順は以下の通りである。
【0028】
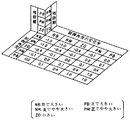
制御角度θ、制御角度θの変化率dθ/dt、及び残距離Lについては図5のようなメンバーシップ関数と、図6に示すようなファジールールが設定されている。ここにおけるルールの基本は、制御角度θ、制御角度θの変化率dθ/dt、及び残距離Lのいずれの入力因子についても、それが大きい程、因子の大きさに対する制御量の比率、即ちゲインを大きくするというものである。図6に示すファジールール中の数字がゲインに対応する。
【0029】
説明を簡単にするために、ファジー入力因子として制御角度θ及び制御角度θの変化率dθ/dtを用いる場合につき、図7を参照してファジーの演算内容を説明する。なお、その演算には高さ法を用いた。また、制御角度θのメンバーシップ関数を示す図の横軸は、実際の角度(°)をスケーリングしたものである。スケーリング係数は0.02であり、±1は±200°に対応する。
【0030】
制御角度θが108°であり、制御角度θの変化率が0の場合、高さ法によってファジー演算及びデファジー化を行うと、図7(a)または図7(b)のデータが得られる。このときの出力Yは下式よりY=0.16となる。

これを更にスケーリングしたものをレイングヘッド3の回転速度の制御量とする。そして、レイングヘッド3の回転速度の基準値を設定する回転速度設定手段17から出力される基準速度に上記制御量を加えたものを指示速度としてモータ5のドライブ装置6に与える。
【0032】
線材1の先端がセンサ9により検出されると、ここで先端位置を補正し、制御を続ける。仕上圧延機2の入側に設けられたセンサ8のところから制御を開始することにより、制御時間が確保される。
【0033】
このようにしてレイングヘッドの回転位置を制御した場合の制御出力の経時的な変化を図8に示す。図3との比較から明らかなように、本発明の場合はPI制御を用いた従来の場合よりも短時間で吐出口が目標位置に制御され、レイングヘッド3の回転速度が基準値に戻る。その結果、線材先端の落下位置精度が向上する。また、線材1の先端が吐出口に到達した後におけるレイングヘッド3の回転速度の変動が抑制されることにより、線材先端部のコイル形状の悪化が回避される。
【0034】
図9(a)は線材先端の落下位置のばらつきを本発明の場合とPI制御を用いる従来の場合とについて示す図表である。本発明の方が、低速から高速まで落下位置精度が高く、特に高速圧延でその効果が顕著である。また、図9(b)は線径5.5mm、速度60m/sで圧延を行う場合の制御終了時(線材先端が吐出口に到達した時点)におけるレイングヘッドの回転速度偏差を示す図表である。本発明により、レイングヘッドの回転速度偏差が約1/5に減少し、線材先端部のコイル形状は手入れが不要なレベルまで改善された。
【0035】
【発明の効果】
以上の説明から明らかなように、本発明のレイングヘッドの回転位置制御装置は、レイングヘッドの回転速度の制御量を演算する際に、制御角度、制御角度の変化率及び線材先端からレイングヘッドの吐出口までの残距離のうちの、少なくとも制御角度を含む1以上の因子を用い、その因子が大きいほどゲインを大きくすることにより、ゲインが一定の従来制御よりも制御時間が短くなるので、線材の進行速度が速い場合も、線材先端がレイングヘッドの吐出口に到達する時点までに制御を完了させることができる。従って、線材の進行速度が速い場合も、線材の先端を決められた位置へ正確に落下させることができる。また、線材先端がレイングヘッドの吐出口に到達する時点までにレイングヘッドの回転速度が基準値に復帰することにより、線材先端部のコイル形状の悪化を回避することができる。
【図面の簡単な説明】
【図1】線材の製造ラインを示す模式図である。
【図2】レイングヘッドの吐出口の回転位置を示す模式図である。
【図3】PI制御を用いてレイングヘッドの回転位置を制御する場合の制御出力の経時的な変化を示す図表である。
【図4】本発明の実施の形態に係る制御装置の構成図である。
【図5】制御量の演算に使用されるファジー推論に用いられるメンバーシップ関数の説明図である。
【図6】同ファジー推論に用いられるファジールールの説明図である。
【図7】同ファジー推論の具体的手順を説明するためのメンバーシップ関数の説明図である。
【図8】ファジー制御を用いてレイングヘッドの回転位置を制御する場合の制御出力の経時的な変化を示す図表である。
【図9】本発明の効果を示す図表である。
【符号の説明】
1 線材
2 仕上圧延機
3 レイングヘッド
4 コンベア
5,7 モータ
6 ドライブ装置
8,9 先端センサ
10,11,12 パルスジェネレータ
13 回転位置予測手段
14 回転位置検出手段
15 回転位置設定手段
16 制御量演算手段
17 回転速度設定手段
Claims (2)
- 内部を通過する線材を回転運動によりコイル状に成形して吐出口から放出するレイングヘッドを回転駆動する手段と、線材の先端位置をトラッキングして線材先端がレイングヘッドの吐出口に到達する時点における吐出口の回転位置を予測する手段と、吐出口の現在の回転位置を検出する手段と、予測された吐出口の回転位置を目標位置に一致させるのに必要なレイングヘッドの制御角度を求める手段と、制御角度、制御角度の変化率及び線材先端からレイングヘッドの吐出口までの残距離のうちの、少なくとも制御角度を含む1以上の因子を用いてレイングヘッドの回転速度の制御量を演算すると共に、その演算を行う際にその因子が大きいほどゲイン(因子の大きさに対する制御量の比率)を大きくする手段と、演算された制御量にてレイングヘッドの回転速度を制御する手段とを具備することを特徴とするレイングヘッドの回転位置制御装置。
- 前記制御角度を含む1以上の因子は「制御角度のみ」、「制御角度+制御角度の変化率」、「制御角度+残距離」又は「制御角度+制御角度の変化率+残距離」である請求項1に記載のレイングヘッドの回転位置制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35777396A JP3799701B2 (ja) | 1996-12-26 | 1996-12-26 | レイングヘッドの回転位置制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35777396A JP3799701B2 (ja) | 1996-12-26 | 1996-12-26 | レイングヘッドの回転位置制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10180352A JPH10180352A (ja) | 1998-07-07 |
| JP3799701B2 true JP3799701B2 (ja) | 2006-07-19 |
Family
ID=18455851
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35777396A Expired - Fee Related JP3799701B2 (ja) | 1996-12-26 | 1996-12-26 | レイングヘッドの回転位置制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3799701B2 (ja) |
-
1996
- 1996-12-26 JP JP35777396A patent/JP3799701B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10180352A (ja) | 1998-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109634274A (zh) | 一种运卷小车定位系统及方法 | |
| JP3799701B2 (ja) | レイングヘッドの回転位置制御装置 | |
| CN118434524A (zh) | 线放电加工机的控制装置及线放电加工机的控制方法 | |
| JPS58141807A (ja) | 自動板厚制御装置 | |
| JP2744399B2 (ja) | 圧延材の冷却制御装置 | |
| US4220026A (en) | Position control method and apparatus for controlling the position of the wire discharging port of a laying head | |
| JP2667340B2 (ja) | 巻取温度制御装置 | |
| JP2795791B2 (ja) | 鋼板の冷却制御方法 | |
| JPH0310408B2 (ja) | ||
| JP3355109B2 (ja) | レイングヘッドの位置制御装置及び位置制御方法 | |
| JPS6142423A (ja) | バ−インコイル設備のコイル巻取形状制御方法及び装置 | |
| JPH0929330A (ja) | レイングヘッド先端位置制御方法 | |
| JPH08257831A (ja) | クロップシャーの制御方法 | |
| JP2000343119A (ja) | レイングヘッドの位置制御装置 | |
| JP3488382B2 (ja) | 間ピッチ制御方法および装置 | |
| JP2541311B2 (ja) | 絞り圧延機の管端制御開始点学習方法 | |
| JPH08141638A (ja) | ラッパーロールの制御方法及び装置 | |
| JP2783083B2 (ja) | ループカーの制御方法 | |
| JP2004025245A (ja) | 熱間圧延におけるミルペーシング制御方法 | |
| JPH08174030A (ja) | レイングヘッド回転速度制御方法及びレイングヘッド回転速度制御装置 | |
| JPH0750576B2 (ja) | 電線被覆ラインの線径制御装置 | |
| SU556420A1 (ru) | Устройство дл регулировани температуры полосы в процессе прокатки | |
| KR950007469B1 (ko) | 강재(steel)의 냉각 제어방법 | |
| JPS58168433A (ja) | マ−キング装置のマ−ク位置制御装置 | |
| JPS61123417A (ja) | レイングヘツドの先端位置制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20040521 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040521 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040820 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060303 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060417 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100512 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110512 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110512 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120512 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120512 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130512 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130512 Year of fee payment: 7 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130512 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140512 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |