JP3843677B2 - 圧電ダイヤフラムポンプとその製造方法 - Google Patents
圧電ダイヤフラムポンプとその製造方法 Download PDFInfo
- Publication number
- JP3843677B2 JP3843677B2 JP36361599A JP36361599A JP3843677B2 JP 3843677 B2 JP3843677 B2 JP 3843677B2 JP 36361599 A JP36361599 A JP 36361599A JP 36361599 A JP36361599 A JP 36361599A JP 3843677 B2 JP3843677 B2 JP 3843677B2
- Authority
- JP
- Japan
- Prior art keywords
- flow path
- side flow
- diaphragm
- resin film
- lower casings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 6
- 239000011347 resin Substances 0.000 claims description 121
- 229920005989 resin Polymers 0.000 claims description 121
- 239000012528 membrane Substances 0.000 claims description 31
- 239000012530 fluid Substances 0.000 claims description 29
- 238000005452 bending Methods 0.000 claims description 12
- 230000002093 peripheral effect Effects 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 4
- 239000010408 film Substances 0.000 description 93
- 238000007789 sealing Methods 0.000 description 14
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 13
- 230000003746 surface roughness Effects 0.000 description 7
- 229920001721 polyimide Polymers 0.000 description 4
- 238000004891 communication Methods 0.000 description 3
- 239000004642 Polyimide Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 241000255777 Lepidoptera Species 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images

















Landscapes
- Reciprocating Pumps (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、例えば、微小流量の精密な流体制御が必要とされる医療分野や分析分野で用いられる圧電ダイヤフラムポンプの構造及びその製造方法に関するものである。
【0002】
【従来の技術】
従来、この種の圧電ダイヤフラムポンプとしては、例えば図15〜図17に示すように、圧電素子からなるダイヤフラム1と、流路2や台座部3や座ぐり部4等が形成された上下の筐体5a,5bと、透孔6a,6bを有すると共にポリイミドフィルム等からなるメンブレンバルブ7とで主体が構成されている。メンブレンバルブ7は上下の筐体5a,5b間に介装され、上下の筐体5a,5bが締め付けネジ等で締結して一体化してある。上記流路2の吸入側流路2aの端部には上の座ぐり部4と下の台座部3とメンブレンバルブ7の透孔6aで逆流を防止する吸入弁8が形成されており、上記流路2の吐出側流路2bの端部には下の座ぐり部4とメンブレバルブ7の透孔6bと上の台座部3にて逆流を防止する吐出弁9が形成されている。上の筐体5aの上にはダイヤフラム1を装着してあり、ダイヤフラム1と上の筐体5aとの間にはポンプ室10を設けてある。ポンプ室10と吸入側流路2aとは上の筐体5aの連絡孔11aと吸入弁8を介して連通させてあり、ポンプ室10と吐出側流路2bとは上の筐体5aの連絡孔11bと吐出弁9を介して連通させてある。この圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1に電圧を印加することでダイヤフラム1を屈曲運動させてポンプの働きをするようになっている。
【0003】
上記ダイヤフラムポンプの動作の一例を図18、図19に示す。図18(a)は流体の吸入状態を示し、図18(b)は流体の吐出状態を示している。流体の吸入状態では、ダイヤフラム1が膨らむことにより、図19(a)のように吐出弁9が閉じられると共に図19(c)のように吸入弁8が開いた状態となり、吸入側流路2aから吸入された流体がポンプ室10に充満する。その後、ダイヤフラム1が縮むことによりポンプ室10が圧縮されると、図19(d)のように吸入弁8が閉じられると共に図19(b)に示すように吐出弁9が開いた状態となり、吐出側流路2bから流体が吐出される。
【0004】
【発明が解決しようとする課題】
ところで、上記の圧電ダイヤフラムポンプの上下の筐体5a,5bは一般的に樹脂の成形品であるが、上下の筐体5a,5bを一体に組み立てるときは上下の筐体5a,5bに締め付けネジを挿通して締結することで一体化しているだけである。しかし、筐体5a,5bの表面の表面粗さ及び表面うねりにより、締め付けネジの締め付けだけは流路の密閉性を確保できないという問題があり、また樹脂製の筐体5a,5bは流体の圧力がかかった場合、変形するために密閉性を確保することができないという問題がある。
【0005】
本発明は叙述の点に鑑みてなされたものであって、流路の密閉性を確保することができる圧電ダイヤフラム及びその製造方法を提供するにある。
【0006】
【課題を解決するための手段】
上記課題を解決するため本発明の請求項1の圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8及び吐出弁9と、ダイヤフラム1と一方の筐体5aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体5a,5bのいずれか一方に上記流路2に沿ってOリング12を配置すると共にOリング12を介装した状態で上下の筐体5a,5bを締結して成ることを特徴とする。流路2に沿って配置したOリング12を介して上下の筐体5a,5bを圧締したことにより上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さや表面うねりによる流体漏れを防ぐことができる。
【0007】
また本発明の請求項2の圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8び吐出弁9と、ダイヤフラム1と一方の筐体1aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプであって、メンブレンバルブ7となる薄い樹脂フィルム13に厚い樹脂フィルム14を重ねると共に上下の筐体5a,5b間に薄い樹脂フィルム13と厚い樹脂フィルム14を介装した状態で上下の筐体5a,3を締結して成ることを特徴とする。上下の筐体5a,5bの間にメンブレンバルブ7となる薄い樹脂フィルム13に加えて厚い樹脂フィルム14を介装して上下の筐体5a,5bを圧締したことにより、上下の筐体5a,5b間に密閉性を確保でき、筐体5a,5bの表面粗さや表面うねりによる流体漏れを防ぐことができる。
【0008】
また本発明の請求項3の圧電ダイヤフラムポンプは、請求項2において、吸入側流路2aの部分と吐出側流路2bの部分とで上記薄い樹脂フィルム13と厚い樹脂フィルム14の上下に重ねる順を逆にしたことを特徴とする。このようにすると厚い樹脂フィルム14に設ける穴加工が容易になる。
【0009】
また本発明の請求項4の圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8及び吐出弁9と、ダイヤフラム1と一方の筐体5aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体5a,5bのいずれか一方に上記流路2に沿って樹脂の突条膜15を形成すると共に樹脂の突条膜15を介装した状態で上下の筐体5a,5bを締結して成ることを特徴とする。上下の筐体5a,5b間に樹脂の突条膜15を介装して上下の筐体5a,5bを圧締したことにより、上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さや表面うねりによる流体漏れを防ぐことができる。また樹脂の突条膜15のためにOリング12より流路2に近接させて設けることができて応答動作特性を向上できる。
【0010】
また本発明の請求項5の圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8及び吐出弁9と、ダイヤフラム1と一方の筐体5aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体5a,5bの少なくとも一方を樹脂にて形成すると共に樹脂にて形成した筐体5bに上記流路2に沿って突起部16を形成し、突起部16を介装した状態で上下の筐体5a,5bを締結して成ることを特徴とする。上下の筐体5a,5b間の筐体5bと一体の樹脂の突起部16を介装して圧締したことにより、上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さや表面うねりによる流体漏れを防ぐことができる。また樹脂の筐体5bから一体に突設した突起部16であるためにOリング12より流路2に近接させて設けることができて応答動作特性を向上できる。
【0011】
また本発明の請求項6の圧電ダイヤフラムポンプの製造方法は、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8及び吐出弁9と、ダイヤフラム1と一方の筐体5aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプおいて、締結した上下の筐体5a,5b間の密閉を保つための樹脂の突条膜15を流路2に沿って形成する際、上下の筐体5a,5bのいずれか一方に樹脂膜17を除去するためのマスク18を流路2の周縁以外の部分を覆うように被覆し、次いで上記マスク18の上から樹脂膜17が少なくとも筐体5bの流路2の周縁に付着するように被覆し、次いでマスク18を剥がして流路2の周縁だけに樹脂膜17としての突条膜15を形成することを特徴とする。筐体5bの流路2の周縁に沿った樹脂の突条膜15を容易に形成することができ、請求項4の構造のダイヤフラムポンプを容易に製造することができる。
【0012】
【発明の実施の形態】
圧電ダイヤフラムポンプ全体の構造は従来例で述べたものと基本的に同じであるので、本発明の実施の形態の説明では従来例と異なる点だけを主に述べる。
【0013】
先ず、第1の実施の形態の例から述べる。図1に示すように上下の筐体5a,5bには吸入側流路2aや吐出側流路2bよりなる流路2や台座部3や座ぐり部4、連絡孔11a,11b等が設けられており、透孔6a,6bを有すると共にポリイミドフィルム等からなるメンブレンバルブ7が上下の筐体5a,5b間に介装され、上下の筐体5a,5bが締め付けネジ等で締結して一体化されている。上記流路2の吸入側流路2aの端部には上の座ぐり部4と下の台座部3とメンブレンバルブ7の透孔6aで逆流を防止する吸入弁8が形成されており、上記流路2の吐出側流路2bの端部には下の座ぐり部4とメンブレバルブ7の透孔6bと上の台座部3にて逆流を防止する吐出弁9が形成されている。上記筐体5a,5bは例えば樹脂成形品である。
【0014】
そして本発明の場合、上下の筐体5a,5bのうち少なくとも一方の流路2の周縁に沿ってゴム等の弾性体にて形成せるOリング12を装着してある。本例の場合、下の筐体5bの吸入側流路2a及び吐出側流路2bの周縁に沿ってOリング12を装着してある。Oリング12を装着するとき流路2の周縁に沿って凹溝22を凹設し、この凹溝22にOリング12を嵌め込んである。このように下の筐体5bにOリング12を装着してあると、上下の筐体5a,5b間にメンブレンバルブ7を介して締め付けネジの締結にて一体化したとき、Oリング12にて密閉性が維持され、筐体5a,5bの表面粗さが粗かったり表面にうねりがあっても、また筐体5a,5bが樹脂製であっても流体漏れを防ぐことができる。なお、本例の場合、Oリング12を下の筐体5bに装着したが、上の筐体5aに装着してもよい。
【0015】
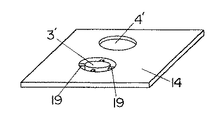
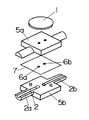
次に第2の実施の形態の例について述べる。本例の場合、図3に示すようにメンブレンバルブ7となる薄い樹脂フィルム13に厚い樹脂フィルム14を重ねると共に上下の筐体5a,5b間に薄い樹脂フィルム13と厚い樹脂フィルム14を介装した状態で上下の筐体5a,5bを締結してある。厚い樹脂フィルム14には図4に示すように下の筐体5bの台座部3に対応する台座部3′を設けると共に座ぐり部4に対応するように透孔4′を設けてある。厚い樹脂フィルム14の台座部3′は放射状の連結部19にて支持してあり、厚い樹脂フィルム14に台座部3′を形成するとき、厚い樹脂フィルム14の上に図5(a)のように最初のマスク20を重ね、レーザを照射することにより穴を貫通するように明けて台座部3′と連結部19を形成し、次に2枚目のマスク21を重ね、レーザを照射することにより連結部19の上部を削る。透孔4′は穴明けのみである。そして、吸入側流路2aの端部には図3(b)のように上の座ぐり部4と下の台座部3と厚い樹脂フィルム14の台座部3′とメンブレンバルブ7としての薄い樹脂フィルム13の透孔6aで逆流を防止する吸入弁8が形成されており、吐出側流路2bの端部には図3(c)のように下の座ぐり部4と厚い樹脂フィルム14の透孔4′とメンブレンバルブ7としての薄い樹脂フィルム13の透孔6bと上の台座部3とで逆流を防止する吐出弁9が形成されている。
【0016】
上記のように上下の筐体5a,5bの間にメンブレンバルブ7となる薄い樹脂フィルム13に加えて厚い樹脂フィルム14を介装して上下の筐体5a,5bを圧締したことにより、上下の筐体5a,5b間に密閉性を確保でき、筐体5a,5bの表面粗さが粗かったり表面にうねりがあっても、また筐体5a,5bが樹脂製であっても流体漏れを防ぐことができる。
【0017】
次に第3の実施の形態の例について述べる。本例も上記第2の実施の形態の例と同じであるが、吸入側流路2aの部分と吐出側流路2bの部分とで上記薄い樹脂フィルム13と厚い樹脂フィルム14の上下に重ねる順を逆にしたものである。薄い樹脂フィルム13は吸入側と吐出側とになるように第1の樹脂フィルム13aと第2の樹脂フィルム13bとに分割してあり、厚い樹脂フィルム14も吸入側と吐出側となるように第1の樹脂フィルム14aと第2の樹脂フィルム14bとに分割してある。厚い樹脂フィルム14の第1の樹脂フィルム14a側には台座部3に対応する透孔3″が設けられている。そして吸入側では第1の樹脂フィルム13aの上に第1の樹脂フィルム14aを重ねてあり、吐出側では第2の樹脂フィルム14bの上に第2の樹脂フィルム13bを重ねてある。そして吸入側流路2aの端部には図6(a)のように上の座ぐり部4と下の台座部3と厚い樹脂フィルム14の透孔3″とメンブレンバルブ7としての薄い樹脂フィルム13の透孔6aで逆流を防止する吸入弁8が形成されており、吐出側流路2bの端部には図6(b)のように下の座ぐり部4と厚い樹脂フィルム14の透孔4′とメンブレバルブ7としての薄い樹脂フィルム13の透孔6bと上の台座部3とで逆流を防止する吐出弁9が形成されている。このようにすると厚い樹脂フィルム14には上記例のように台座部3′を明けるのでなく、透孔3″を明けるだけでよいために厚い樹脂フィルム14の加工が容易になる。
【0018】
次に第4の実施の形態の例について述べる。この場合、上下の筐体5a,5bのいずれか一方に上記流路2に沿って樹脂の突条膜15を形成すると共に樹脂の突条膜15を介装した状態で上下の筐体5a,5bを締結してある。本例の場合、図8に示すように下の筐体5aの流路2に沿って樹脂の突条膜14を形成してある。下の筐体5aに突条膜14を形成する場合、下の筐体5aの上面の全面に蒸着重合等の方法で樹脂膜を形成し(この樹脂はポリイミド等の薄膜形成の可能な材料である)、この上にマスク17を図9のように配置し、酸素プラズマ等によりエッチングを実施し、流路2の周縁の樹脂膜のみを残して突条膜14を形成する。
【0019】
上記のように上下の筐体5a,5b間に樹脂の突条膜15を介装して上下の筐体5a,5bを圧締したことにより、上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さが粗かったり表面にうねりがあっても、また筐体5a,5bが樹脂製であっても流体漏れを防ぐことができる。また上記のように形成される樹脂の突条膜15のためにOリング12より流路2に近接させて設けることができて応答動作特性を向上できる。つまり、Oリング12の場合、図2のように凹溝22を設けて装着しなければならないために流路2の周縁から離れた位置にOリング12が固定されて応答動作特性に悪影響を及ぼす可能性があるが、樹脂の突条膜15の場合、図10に示すように流路2の周縁に近付けることができて応答動作特性に影響がでにくい。なお、本例の場合、突条膜15を下の筐体5bに設けたが、上の筐体5aに設けてもよい。
【0020】
次に第5の実施の形態の例について述べる。この場合、上下の筐体5a,5bの少なくとも一方を樹脂にて形成すると共に樹脂にて形成した筐体5bに上記流路2に沿って突起部16を形成し、突起部16を介装した状態で上下の筐体5a,5bを締結している。本例の場合、樹脂製の下の筐体5bに流路2に沿って一体に突起部16を形成してある。
【0021】
上記のように上下の筐体5a,5b間の筐体5bと一体の樹脂の突起部16を介装して圧締したことにより、上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さが粗かったり表面にうねりがあっても、また筐体5a,5bが樹脂製であっても流体漏れを防ぐことができる。また樹脂の筐体5bから一体に突設した突起部16であるためにOリング12より流路2に近接させて設けることができて応答動作特性を向上できる。つまり、Oリング12の場合、図2のように凹溝22を設けて装着しなければならないために流路2の周縁から離れた位置にOリング12が固定されて応答動作特性に悪影響を及ぼす可能性があるが、突起部16の場合、図12に示すように流路2の周縁に近付けることができて応答動作特性に影響がでにくい。なお、本例の場合、突起部16を下の筐体5bに設けたが、上の筐体5aに設けてもよい。
【0022】
次に第6の実施の形態の例について述べる。本例は第4の実施の形態の筐体5a,5bのいずれか一方に突条膜15を形成する方法の他の例を示すものである。筐体5bに突条膜15を形成する場合、先ず図13,図14(a)に示すように流路2の周縁以外の部分を覆うようにマスク18を被覆し、次いで図14(b)に示すようにマスク18の上から全面に付着するように樹脂膜17を被覆し(樹脂はポリイミド等の薄膜形成が可能な材料)、次いでマスク18を剥がして図14(c)に示すように流路2の周縁だけに樹脂膜17としての突条膜15を形成する。このようにすると筐体5bの流路2の周縁に沿った樹脂の突条膜15を容易に形成することができ、第4の実施の形態の構造のダイヤフラムポンプを容易に製造することができる。
【0023】
【発明の効果】
本発明の請求項1の発明は、上述のように上下の筐体のいずれか一方に流路に沿ってOリングを配置すると共にOリングを介装した状態で上下の筐体を締結しているので、Oリングにて上下の筐体間の密閉性を確保でき、流体漏れを防ぐことができるものである。
【0024】
また本発明の請求項2の発明は、上述のようにメンブレンバルブとなる薄い樹脂フィルムに厚い樹脂フィルムを重ねると共に上下の筐体間に薄い樹脂フィルムと厚い樹脂フィルムを介装した状態で上下の筐体を締結しているので、メンブレンバルブとなる薄い樹脂フィルムに加えて厚い樹脂フィルムを介装したことにより、上下の筐体間に密閉性を確保でき、流体漏れを防ぐことができるものである。
【0025】
また本発明の請求項3の発明は、上述のように請求項2において、吸入側流路の部分と吐出側流路の部分とで上記薄い樹脂フィルムと厚い樹脂フィルムの上下に重ねる順を逆にしたので、厚い樹脂フィルムに設ける穴加工が容易になるものである。
【0026】
また本発明の請求項4の発明は、上述のように上下の筐体のいずれか一方に流路に沿って樹脂の突条膜を形成すると共に樹脂の突条膜を介装した状態で上下の筐体を締結しているので、樹脂の突条膜にて上下の筐体間の密閉性を確保できて流体漏れを防ぐことができるものであり、また樹脂の突条膜のためにOリングより流路に近接させて設けることができて応答動作特性を向上できるものである。
【0027】
また本発明の請求項5の発明は、上述のように上下の筐体の少なくとも一方を樹脂にて形成すると共に樹脂にて形成した筐体に上記流路に沿って突起部を形成し、突起部を介装した状態で上下の筐体を締結しているので、筐体と一体に形成した突起部にて上下の筐体間の密閉性を確保できて流体漏れを防ぐことができるものであり、また樹脂の筐体から一体に突設した突起部であるためにOリングより流路に近接させて設けることができて応答動作特性を向上できるものである。
【0028】
また本発明の請求項6の発明は、締結した上下の筐体間の密閉を保つための樹脂の突条膜を流路に沿って形成する際、上下の筐体のいずれか一方に樹脂膜を除去するためのマスクを流路の周縁以外の部分を覆うように被覆し、次いで上記マスクの上から樹脂膜が少なくとも筐体の流路の周縁に付着するように被覆し、次いでマスクを剥がして流路の周縁だけに樹脂膜としての突条膜を形成するので、筐体の流路の周縁に沿った樹脂の突条膜を容易に形成することができ、請求項4の構造のダイヤフラムポンプを容易に製造することができるものである。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態の例の分解斜視図である。
【図2】同上の組み立て状態の要部の断面図である。
【図3】(a)は同上の第2の実施の形態の例の正面図、(b)は吸入弁部分の断面図、(c)は吐出弁部分の断面図である。
【図4】同上の厚い樹脂フィルムを示す斜視図である。
【図5】(a)(b)は同上の厚い樹脂フィルムに加工する状態を説明する斜視図である。
【図6】同上の第3の実施の形態の例を示し、(a)は吸入弁の部分の断面図、(b)は吐出弁の部分の断面図である。
【図7】同上の分解斜視図である。
【図8】同上の第4の実施の形態の要部を示す斜視図である。
【図9】同上の加工を説明する斜視図である。
【図10】同上の組み立て状態の要部の断面図である。
【図11】同上の第5の実施の形態の例を示し、(a)は要部の斜視図、(b)は要部の断面図である。
【図12】同上の組み立て状態の要部の断面図である。
【図13】同上の第6の実施の形態の例の加工を説明する分解斜視図である。
【図14】(a)(b)(c)は加工の工程を説明する説明図である。
【図15】従来の圧電ダイヤフラムポンプの分解斜視図である。
【図16】従来の筐体とメンブレンバルブの分解斜視図である。
【図17】(a)は従来の吸入弁部分の断面図、(b)は従来の吐出弁部分の断面図である。
【図18】(a)(b)はダイヤフラムの屈曲運動を説明する説明図である。
【図19】(a)(b)(c)(d)は吸入弁と吐出弁の動作説明図である。
【符号の説明】
1 ダイヤフラム
2 流路
2a 吸入側流路
2b 吐出側流路
5a 筐体
5b 筐体
7 メンブレンバルブ
8 吸入弁
9 吐出弁
10 ポンプ室
12 Oリング
13 薄い樹脂フィルム
14 厚い樹脂フィルム
15 突条膜
16 突起部
17 樹脂膜
18 マスク
【発明の属する技術分野】
本発明は、例えば、微小流量の精密な流体制御が必要とされる医療分野や分析分野で用いられる圧電ダイヤフラムポンプの構造及びその製造方法に関するものである。
【0002】
【従来の技術】
従来、この種の圧電ダイヤフラムポンプとしては、例えば図15〜図17に示すように、圧電素子からなるダイヤフラム1と、流路2や台座部3や座ぐり部4等が形成された上下の筐体5a,5bと、透孔6a,6bを有すると共にポリイミドフィルム等からなるメンブレンバルブ7とで主体が構成されている。メンブレンバルブ7は上下の筐体5a,5b間に介装され、上下の筐体5a,5bが締め付けネジ等で締結して一体化してある。上記流路2の吸入側流路2aの端部には上の座ぐり部4と下の台座部3とメンブレンバルブ7の透孔6aで逆流を防止する吸入弁8が形成されており、上記流路2の吐出側流路2bの端部には下の座ぐり部4とメンブレバルブ7の透孔6bと上の台座部3にて逆流を防止する吐出弁9が形成されている。上の筐体5aの上にはダイヤフラム1を装着してあり、ダイヤフラム1と上の筐体5aとの間にはポンプ室10を設けてある。ポンプ室10と吸入側流路2aとは上の筐体5aの連絡孔11aと吸入弁8を介して連通させてあり、ポンプ室10と吐出側流路2bとは上の筐体5aの連絡孔11bと吐出弁9を介して連通させてある。この圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1に電圧を印加することでダイヤフラム1を屈曲運動させてポンプの働きをするようになっている。
【0003】
上記ダイヤフラムポンプの動作の一例を図18、図19に示す。図18(a)は流体の吸入状態を示し、図18(b)は流体の吐出状態を示している。流体の吸入状態では、ダイヤフラム1が膨らむことにより、図19(a)のように吐出弁9が閉じられると共に図19(c)のように吸入弁8が開いた状態となり、吸入側流路2aから吸入された流体がポンプ室10に充満する。その後、ダイヤフラム1が縮むことによりポンプ室10が圧縮されると、図19(d)のように吸入弁8が閉じられると共に図19(b)に示すように吐出弁9が開いた状態となり、吐出側流路2bから流体が吐出される。
【0004】
【発明が解決しようとする課題】
ところで、上記の圧電ダイヤフラムポンプの上下の筐体5a,5bは一般的に樹脂の成形品であるが、上下の筐体5a,5bを一体に組み立てるときは上下の筐体5a,5bに締め付けネジを挿通して締結することで一体化しているだけである。しかし、筐体5a,5bの表面の表面粗さ及び表面うねりにより、締め付けネジの締め付けだけは流路の密閉性を確保できないという問題があり、また樹脂製の筐体5a,5bは流体の圧力がかかった場合、変形するために密閉性を確保することができないという問題がある。
【0005】
本発明は叙述の点に鑑みてなされたものであって、流路の密閉性を確保することができる圧電ダイヤフラム及びその製造方法を提供するにある。
【0006】
【課題を解決するための手段】
上記課題を解決するため本発明の請求項1の圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8及び吐出弁9と、ダイヤフラム1と一方の筐体5aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体5a,5bのいずれか一方に上記流路2に沿ってOリング12を配置すると共にOリング12を介装した状態で上下の筐体5a,5bを締結して成ることを特徴とする。流路2に沿って配置したOリング12を介して上下の筐体5a,5bを圧締したことにより上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さや表面うねりによる流体漏れを防ぐことができる。
【0007】
また本発明の請求項2の圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8び吐出弁9と、ダイヤフラム1と一方の筐体1aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプであって、メンブレンバルブ7となる薄い樹脂フィルム13に厚い樹脂フィルム14を重ねると共に上下の筐体5a,5b間に薄い樹脂フィルム13と厚い樹脂フィルム14を介装した状態で上下の筐体5a,3を締結して成ることを特徴とする。上下の筐体5a,5bの間にメンブレンバルブ7となる薄い樹脂フィルム13に加えて厚い樹脂フィルム14を介装して上下の筐体5a,5bを圧締したことにより、上下の筐体5a,5b間に密閉性を確保でき、筐体5a,5bの表面粗さや表面うねりによる流体漏れを防ぐことができる。
【0008】
また本発明の請求項3の圧電ダイヤフラムポンプは、請求項2において、吸入側流路2aの部分と吐出側流路2bの部分とで上記薄い樹脂フィルム13と厚い樹脂フィルム14の上下に重ねる順を逆にしたことを特徴とする。このようにすると厚い樹脂フィルム14に設ける穴加工が容易になる。
【0009】
また本発明の請求項4の圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8及び吐出弁9と、ダイヤフラム1と一方の筐体5aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体5a,5bのいずれか一方に上記流路2に沿って樹脂の突条膜15を形成すると共に樹脂の突条膜15を介装した状態で上下の筐体5a,5bを締結して成ることを特徴とする。上下の筐体5a,5b間に樹脂の突条膜15を介装して上下の筐体5a,5bを圧締したことにより、上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さや表面うねりによる流体漏れを防ぐことができる。また樹脂の突条膜15のためにOリング12より流路2に近接させて設けることができて応答動作特性を向上できる。
【0010】
また本発明の請求項5の圧電ダイヤフラムポンプは、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8及び吐出弁9と、ダイヤフラム1と一方の筐体5aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体5a,5bの少なくとも一方を樹脂にて形成すると共に樹脂にて形成した筐体5bに上記流路2に沿って突起部16を形成し、突起部16を介装した状態で上下の筐体5a,5bを締結して成ることを特徴とする。上下の筐体5a,5b間の筐体5bと一体の樹脂の突起部16を介装して圧締したことにより、上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さや表面うねりによる流体漏れを防ぐことができる。また樹脂の筐体5bから一体に突設した突起部16であるためにOリング12より流路2に近接させて設けることができて応答動作特性を向上できる。
【0011】
また本発明の請求項6の圧電ダイヤフラムポンプの製造方法は、圧電素子からなるダイヤフラム1と、吸入側流路2aと吐出側流路2bよりなる流路2が間に形成された上下の筐体5a,5bと、上下の筐体5a,5b間にメンブレンバルブ7を介装して形成された吸入弁8及び吐出弁9と、ダイヤフラム1と一方の筐体5aとの間に形成されるポンプ室10とを備え、ダイヤフラム1の屈曲運動により流体が吸入側流路2aからポンプ室10を経て吐出側流路2bへ吐出されるように構成された圧電ダイヤフラムポンプおいて、締結した上下の筐体5a,5b間の密閉を保つための樹脂の突条膜15を流路2に沿って形成する際、上下の筐体5a,5bのいずれか一方に樹脂膜17を除去するためのマスク18を流路2の周縁以外の部分を覆うように被覆し、次いで上記マスク18の上から樹脂膜17が少なくとも筐体5bの流路2の周縁に付着するように被覆し、次いでマスク18を剥がして流路2の周縁だけに樹脂膜17としての突条膜15を形成することを特徴とする。筐体5bの流路2の周縁に沿った樹脂の突条膜15を容易に形成することができ、請求項4の構造のダイヤフラムポンプを容易に製造することができる。
【0012】
【発明の実施の形態】
圧電ダイヤフラムポンプ全体の構造は従来例で述べたものと基本的に同じであるので、本発明の実施の形態の説明では従来例と異なる点だけを主に述べる。
【0013】
先ず、第1の実施の形態の例から述べる。図1に示すように上下の筐体5a,5bには吸入側流路2aや吐出側流路2bよりなる流路2や台座部3や座ぐり部4、連絡孔11a,11b等が設けられており、透孔6a,6bを有すると共にポリイミドフィルム等からなるメンブレンバルブ7が上下の筐体5a,5b間に介装され、上下の筐体5a,5bが締め付けネジ等で締結して一体化されている。上記流路2の吸入側流路2aの端部には上の座ぐり部4と下の台座部3とメンブレンバルブ7の透孔6aで逆流を防止する吸入弁8が形成されており、上記流路2の吐出側流路2bの端部には下の座ぐり部4とメンブレバルブ7の透孔6bと上の台座部3にて逆流を防止する吐出弁9が形成されている。上記筐体5a,5bは例えば樹脂成形品である。
【0014】
そして本発明の場合、上下の筐体5a,5bのうち少なくとも一方の流路2の周縁に沿ってゴム等の弾性体にて形成せるOリング12を装着してある。本例の場合、下の筐体5bの吸入側流路2a及び吐出側流路2bの周縁に沿ってOリング12を装着してある。Oリング12を装着するとき流路2の周縁に沿って凹溝22を凹設し、この凹溝22にOリング12を嵌め込んである。このように下の筐体5bにOリング12を装着してあると、上下の筐体5a,5b間にメンブレンバルブ7を介して締め付けネジの締結にて一体化したとき、Oリング12にて密閉性が維持され、筐体5a,5bの表面粗さが粗かったり表面にうねりがあっても、また筐体5a,5bが樹脂製であっても流体漏れを防ぐことができる。なお、本例の場合、Oリング12を下の筐体5bに装着したが、上の筐体5aに装着してもよい。
【0015】
次に第2の実施の形態の例について述べる。本例の場合、図3に示すようにメンブレンバルブ7となる薄い樹脂フィルム13に厚い樹脂フィルム14を重ねると共に上下の筐体5a,5b間に薄い樹脂フィルム13と厚い樹脂フィルム14を介装した状態で上下の筐体5a,5bを締結してある。厚い樹脂フィルム14には図4に示すように下の筐体5bの台座部3に対応する台座部3′を設けると共に座ぐり部4に対応するように透孔4′を設けてある。厚い樹脂フィルム14の台座部3′は放射状の連結部19にて支持してあり、厚い樹脂フィルム14に台座部3′を形成するとき、厚い樹脂フィルム14の上に図5(a)のように最初のマスク20を重ね、レーザを照射することにより穴を貫通するように明けて台座部3′と連結部19を形成し、次に2枚目のマスク21を重ね、レーザを照射することにより連結部19の上部を削る。透孔4′は穴明けのみである。そして、吸入側流路2aの端部には図3(b)のように上の座ぐり部4と下の台座部3と厚い樹脂フィルム14の台座部3′とメンブレンバルブ7としての薄い樹脂フィルム13の透孔6aで逆流を防止する吸入弁8が形成されており、吐出側流路2bの端部には図3(c)のように下の座ぐり部4と厚い樹脂フィルム14の透孔4′とメンブレンバルブ7としての薄い樹脂フィルム13の透孔6bと上の台座部3とで逆流を防止する吐出弁9が形成されている。
【0016】
上記のように上下の筐体5a,5bの間にメンブレンバルブ7となる薄い樹脂フィルム13に加えて厚い樹脂フィルム14を介装して上下の筐体5a,5bを圧締したことにより、上下の筐体5a,5b間に密閉性を確保でき、筐体5a,5bの表面粗さが粗かったり表面にうねりがあっても、また筐体5a,5bが樹脂製であっても流体漏れを防ぐことができる。
【0017】
次に第3の実施の形態の例について述べる。本例も上記第2の実施の形態の例と同じであるが、吸入側流路2aの部分と吐出側流路2bの部分とで上記薄い樹脂フィルム13と厚い樹脂フィルム14の上下に重ねる順を逆にしたものである。薄い樹脂フィルム13は吸入側と吐出側とになるように第1の樹脂フィルム13aと第2の樹脂フィルム13bとに分割してあり、厚い樹脂フィルム14も吸入側と吐出側となるように第1の樹脂フィルム14aと第2の樹脂フィルム14bとに分割してある。厚い樹脂フィルム14の第1の樹脂フィルム14a側には台座部3に対応する透孔3″が設けられている。そして吸入側では第1の樹脂フィルム13aの上に第1の樹脂フィルム14aを重ねてあり、吐出側では第2の樹脂フィルム14bの上に第2の樹脂フィルム13bを重ねてある。そして吸入側流路2aの端部には図6(a)のように上の座ぐり部4と下の台座部3と厚い樹脂フィルム14の透孔3″とメンブレンバルブ7としての薄い樹脂フィルム13の透孔6aで逆流を防止する吸入弁8が形成されており、吐出側流路2bの端部には図6(b)のように下の座ぐり部4と厚い樹脂フィルム14の透孔4′とメンブレバルブ7としての薄い樹脂フィルム13の透孔6bと上の台座部3とで逆流を防止する吐出弁9が形成されている。このようにすると厚い樹脂フィルム14には上記例のように台座部3′を明けるのでなく、透孔3″を明けるだけでよいために厚い樹脂フィルム14の加工が容易になる。
【0018】
次に第4の実施の形態の例について述べる。この場合、上下の筐体5a,5bのいずれか一方に上記流路2に沿って樹脂の突条膜15を形成すると共に樹脂の突条膜15を介装した状態で上下の筐体5a,5bを締結してある。本例の場合、図8に示すように下の筐体5aの流路2に沿って樹脂の突条膜14を形成してある。下の筐体5aに突条膜14を形成する場合、下の筐体5aの上面の全面に蒸着重合等の方法で樹脂膜を形成し(この樹脂はポリイミド等の薄膜形成の可能な材料である)、この上にマスク17を図9のように配置し、酸素プラズマ等によりエッチングを実施し、流路2の周縁の樹脂膜のみを残して突条膜14を形成する。
【0019】
上記のように上下の筐体5a,5b間に樹脂の突条膜15を介装して上下の筐体5a,5bを圧締したことにより、上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さが粗かったり表面にうねりがあっても、また筐体5a,5bが樹脂製であっても流体漏れを防ぐことができる。また上記のように形成される樹脂の突条膜15のためにOリング12より流路2に近接させて設けることができて応答動作特性を向上できる。つまり、Oリング12の場合、図2のように凹溝22を設けて装着しなければならないために流路2の周縁から離れた位置にOリング12が固定されて応答動作特性に悪影響を及ぼす可能性があるが、樹脂の突条膜15の場合、図10に示すように流路2の周縁に近付けることができて応答動作特性に影響がでにくい。なお、本例の場合、突条膜15を下の筐体5bに設けたが、上の筐体5aに設けてもよい。
【0020】
次に第5の実施の形態の例について述べる。この場合、上下の筐体5a,5bの少なくとも一方を樹脂にて形成すると共に樹脂にて形成した筐体5bに上記流路2に沿って突起部16を形成し、突起部16を介装した状態で上下の筐体5a,5bを締結している。本例の場合、樹脂製の下の筐体5bに流路2に沿って一体に突起部16を形成してある。
【0021】
上記のように上下の筐体5a,5b間の筐体5bと一体の樹脂の突起部16を介装して圧締したことにより、上下の筐体5a,5b間の密閉性を確保でき、筐体5a,5bの表面粗さが粗かったり表面にうねりがあっても、また筐体5a,5bが樹脂製であっても流体漏れを防ぐことができる。また樹脂の筐体5bから一体に突設した突起部16であるためにOリング12より流路2に近接させて設けることができて応答動作特性を向上できる。つまり、Oリング12の場合、図2のように凹溝22を設けて装着しなければならないために流路2の周縁から離れた位置にOリング12が固定されて応答動作特性に悪影響を及ぼす可能性があるが、突起部16の場合、図12に示すように流路2の周縁に近付けることができて応答動作特性に影響がでにくい。なお、本例の場合、突起部16を下の筐体5bに設けたが、上の筐体5aに設けてもよい。
【0022】
次に第6の実施の形態の例について述べる。本例は第4の実施の形態の筐体5a,5bのいずれか一方に突条膜15を形成する方法の他の例を示すものである。筐体5bに突条膜15を形成する場合、先ず図13,図14(a)に示すように流路2の周縁以外の部分を覆うようにマスク18を被覆し、次いで図14(b)に示すようにマスク18の上から全面に付着するように樹脂膜17を被覆し(樹脂はポリイミド等の薄膜形成が可能な材料)、次いでマスク18を剥がして図14(c)に示すように流路2の周縁だけに樹脂膜17としての突条膜15を形成する。このようにすると筐体5bの流路2の周縁に沿った樹脂の突条膜15を容易に形成することができ、第4の実施の形態の構造のダイヤフラムポンプを容易に製造することができる。
【0023】
【発明の効果】
本発明の請求項1の発明は、上述のように上下の筐体のいずれか一方に流路に沿ってOリングを配置すると共にOリングを介装した状態で上下の筐体を締結しているので、Oリングにて上下の筐体間の密閉性を確保でき、流体漏れを防ぐことができるものである。
【0024】
また本発明の請求項2の発明は、上述のようにメンブレンバルブとなる薄い樹脂フィルムに厚い樹脂フィルムを重ねると共に上下の筐体間に薄い樹脂フィルムと厚い樹脂フィルムを介装した状態で上下の筐体を締結しているので、メンブレンバルブとなる薄い樹脂フィルムに加えて厚い樹脂フィルムを介装したことにより、上下の筐体間に密閉性を確保でき、流体漏れを防ぐことができるものである。
【0025】
また本発明の請求項3の発明は、上述のように請求項2において、吸入側流路の部分と吐出側流路の部分とで上記薄い樹脂フィルムと厚い樹脂フィルムの上下に重ねる順を逆にしたので、厚い樹脂フィルムに設ける穴加工が容易になるものである。
【0026】
また本発明の請求項4の発明は、上述のように上下の筐体のいずれか一方に流路に沿って樹脂の突条膜を形成すると共に樹脂の突条膜を介装した状態で上下の筐体を締結しているので、樹脂の突条膜にて上下の筐体間の密閉性を確保できて流体漏れを防ぐことができるものであり、また樹脂の突条膜のためにOリングより流路に近接させて設けることができて応答動作特性を向上できるものである。
【0027】
また本発明の請求項5の発明は、上述のように上下の筐体の少なくとも一方を樹脂にて形成すると共に樹脂にて形成した筐体に上記流路に沿って突起部を形成し、突起部を介装した状態で上下の筐体を締結しているので、筐体と一体に形成した突起部にて上下の筐体間の密閉性を確保できて流体漏れを防ぐことができるものであり、また樹脂の筐体から一体に突設した突起部であるためにOリングより流路に近接させて設けることができて応答動作特性を向上できるものである。
【0028】
また本発明の請求項6の発明は、締結した上下の筐体間の密閉を保つための樹脂の突条膜を流路に沿って形成する際、上下の筐体のいずれか一方に樹脂膜を除去するためのマスクを流路の周縁以外の部分を覆うように被覆し、次いで上記マスクの上から樹脂膜が少なくとも筐体の流路の周縁に付着するように被覆し、次いでマスクを剥がして流路の周縁だけに樹脂膜としての突条膜を形成するので、筐体の流路の周縁に沿った樹脂の突条膜を容易に形成することができ、請求項4の構造のダイヤフラムポンプを容易に製造することができるものである。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態の例の分解斜視図である。
【図2】同上の組み立て状態の要部の断面図である。
【図3】(a)は同上の第2の実施の形態の例の正面図、(b)は吸入弁部分の断面図、(c)は吐出弁部分の断面図である。
【図4】同上の厚い樹脂フィルムを示す斜視図である。
【図5】(a)(b)は同上の厚い樹脂フィルムに加工する状態を説明する斜視図である。
【図6】同上の第3の実施の形態の例を示し、(a)は吸入弁の部分の断面図、(b)は吐出弁の部分の断面図である。
【図7】同上の分解斜視図である。
【図8】同上の第4の実施の形態の要部を示す斜視図である。
【図9】同上の加工を説明する斜視図である。
【図10】同上の組み立て状態の要部の断面図である。
【図11】同上の第5の実施の形態の例を示し、(a)は要部の斜視図、(b)は要部の断面図である。
【図12】同上の組み立て状態の要部の断面図である。
【図13】同上の第6の実施の形態の例の加工を説明する分解斜視図である。
【図14】(a)(b)(c)は加工の工程を説明する説明図である。
【図15】従来の圧電ダイヤフラムポンプの分解斜視図である。
【図16】従来の筐体とメンブレンバルブの分解斜視図である。
【図17】(a)は従来の吸入弁部分の断面図、(b)は従来の吐出弁部分の断面図である。
【図18】(a)(b)はダイヤフラムの屈曲運動を説明する説明図である。
【図19】(a)(b)(c)(d)は吸入弁と吐出弁の動作説明図である。
【符号の説明】
1 ダイヤフラム
2 流路
2a 吸入側流路
2b 吐出側流路
5a 筐体
5b 筐体
7 メンブレンバルブ
8 吸入弁
9 吐出弁
10 ポンプ室
12 Oリング
13 薄い樹脂フィルム
14 厚い樹脂フィルム
15 突条膜
16 突起部
17 樹脂膜
18 マスク
Claims (6)
- 圧電素子からなるダイヤフラムと、吸入側流路と吐出側流路よりなる流路が間に形成された上下の筐体と、上下の筐体間にメンブレンバルブを介装して形成された吸入弁及び吐出弁と、ダイヤフラムと一方の筐体との間に形成されるポンプ室とを備え、ダイヤフラムの屈曲運動により流体が吸入側流路からポンプ室を経て吐出側流路へ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体のいずれか一方に上記流路に沿ってOリングを配置すると共にOリングを介装した状態で上下の筐体を締結して成ることを特徴とする圧電ダイヤフラムポンプ。
- 圧電素子からなるダイヤフラムと、吸入側流路と吐出側流路よりなる流路が間に形成された上下の筐体と、上下の筐体間にメンブレンバルブを介装して形成された吸入弁及び吐出弁と、ダイヤフラムと一方の筐体との間に形成されるポンプ室とを備え、ダイヤフラムの屈曲運動により流体が吸入側流路からポンプ室を経て吐出側流路へ吐出されるように構成された圧電ダイヤフラムポンプであって、メンブレンバルブとなる薄い樹脂フィルムに厚い樹脂フィルムを重ねると共に上下の筐体間に薄い樹脂フィルムと厚い樹脂フィルムを介装した状態で上下の筐体を締結して成ることを特徴とする圧電ダイヤフラムポンプ。
- 吸入側流路の部分と吐出側流路の部分とで上記薄い樹脂フィルムと厚い樹脂フィルムの上下に重ねる順を逆にしたことを特徴とする請求項2記載の圧電ダイヤフラムポンプ。
- 圧電素子からなるダイヤフラムと、吸入側流路と吐出側流路よりなる流路が間に形成された上下の筐体と、上下の筐体間にメンブレンバルブを介装して形成された吸入弁及び吐出弁と、ダイヤフラムと一方の筐体との間に形成されるポンプ室とを備え、ダイヤフラムの屈曲運動により流体が吸入側流路からポンプ室を経て吐出側流路へ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体のいずれか一方に上記流路に沿って樹脂の突条膜を形成すると共に樹脂の突条膜を介装した状態で上下の筐体を締結して成ることを特徴とする圧電ダイヤフラムポンプ。
- 圧電素子からなるダイヤフラムと、吸入側流路と吐出側流路よりなる流路が間に形成された上下の筐体と、上下の筐体間にメンブレンバルブを介装して形成された吸入弁及び吐出弁と、ダイヤフラムと一方の筐体との間に形成されるポンプ室とを備え、ダイヤフラムの屈曲運動により流体が吸入側流路からポンプ室を経て吐出側流路へ吐出されるように構成された圧電ダイヤフラムポンプであって、上下の筐体の少なくとも一方を樹脂にて形成すると共に樹脂にて形成した筐体に上記流路に沿って突起部を形成し、突起部を介装した状態で上下の筐体を締結して成ることを特徴とする圧電ダイヤフラムポンプ。
- 圧電素子からなるダイヤフラムと、吸入側流路と吐出側流路よりなる流路が間に形成された上下の筐体と、上下の筐体間にメンブレンバルブを介装して形成された吸入弁及び吐出弁と、ダイヤフラムと一方の筐体との間に形成されるポンプ室とを備え、ダイヤフラムの屈曲運動により流体が吸入側流路からポンプ室を経て吐出側流路へ吐出されるように構成された圧電ダイヤフラムポンプおいて、締結した上下の筐体間の密閉を保つための樹脂の突条膜を流路に沿って形成する際、上下の筐体のいずれか一方に樹脂膜を除去するためのマスクを流路の周縁以外の部分を覆うように被覆し、次いで上記マスクの上から樹脂膜が少なくとも筐体の流路の周縁に付着するように被覆し、次いでマスクを剥がして流路の周縁だけに樹脂膜としての突条膜を形成することを特徴とする圧電ダイヤフラムポンプの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP36361599A JP3843677B2 (ja) | 1999-12-22 | 1999-12-22 | 圧電ダイヤフラムポンプとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP36361599A JP3843677B2 (ja) | 1999-12-22 | 1999-12-22 | 圧電ダイヤフラムポンプとその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001173568A JP2001173568A (ja) | 2001-06-26 |
| JP3843677B2 true JP3843677B2 (ja) | 2006-11-08 |
Family
ID=18479758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP36361599A Expired - Fee Related JP3843677B2 (ja) | 1999-12-22 | 1999-12-22 | 圧電ダイヤフラムポンプとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3843677B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100458152C (zh) * | 2004-03-24 | 2009-02-04 | 中国科学院光电技术研究所 | 一种微机械往复膜片泵 |
| TWI398577B (zh) * | 2007-08-31 | 2013-06-11 | Microjet Technology Co Ltd | 大流體輸送裝置 |
| JP5428785B2 (ja) * | 2009-11-12 | 2014-02-26 | 株式会社リコー | 輸液ポンプモジュール |
| TWI418722B (zh) * | 2011-03-18 | 2013-12-11 | Microjet Technology Co Ltd | 致動流體閥門裝置 |
| JP6846747B2 (ja) * | 2019-03-19 | 2021-03-24 | 群馬県 | 流体制御弁 |
-
1999
- 1999-12-22 JP JP36361599A patent/JP3843677B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001173568A (ja) | 2001-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR970002000B1 (ko) | 유체제어기 | |
| TW561223B (en) | Pump and its producing method | |
| US7799484B2 (en) | Gasket for electrolyte membrane | |
| JP6743994B2 (ja) | バルブおよびバルブを備える流体制御装置 | |
| JPH10213077A (ja) | ポンプ用リード弁 | |
| JP3843677B2 (ja) | 圧電ダイヤフラムポンプとその製造方法 | |
| JP2004025906A (ja) | ウインドモールの取り付け構造 | |
| WO2006064642A1 (ja) | 電磁波シールド用ガスケット | |
| JP2002050369A (ja) | 燃料電池用セパレータ | |
| JP3888015B2 (ja) | 圧電ダイヤフラムポンプの密封方法 | |
| JP2001263486A (ja) | ダイヤフラム及びダイヤフラムポンプ並びにダイヤフラムの製造方法 | |
| JP3890859B2 (ja) | 圧電ダイヤフラムポンプの製造方法 | |
| JPH11257533A (ja) | 電磁弁 | |
| JPH09282860A (ja) | ハードディスク装置用ガスケット | |
| JP3467522B2 (ja) | 膜式燃料ポンプ | |
| TWI815651B (zh) | 具有防水卸壓結構之電子裝置機殼 | |
| JPH11248020A (ja) | ガスケットの固定構造 | |
| JPS62188871A (ja) | 薄型逆流防止弁 | |
| JP3342826B2 (ja) | ボール弁のシートリング | |
| JP3978575B2 (ja) | ケーシングカバー及びポンプ装置 | |
| JP3330808B2 (ja) | ダイアフラムバルブ | |
| JPH0682468U (ja) | ガスケット | |
| JP2510590Y2 (ja) | 圧電ポンプ | |
| JPH0914075A (ja) | 脈圧式燃料ポンプの可撓性樹脂膜 | |
| JPH10318368A (ja) | ダイアフラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060725 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060807 |
|
| LAPS | Cancellation because of no payment of annual fees |