JP4144927B2 - セラミック・金属基板およびその製法 - Google Patents
セラミック・金属基板およびその製法 Download PDFInfo
- Publication number
- JP4144927B2 JP4144927B2 JP04763298A JP4763298A JP4144927B2 JP 4144927 B2 JP4144927 B2 JP 4144927B2 JP 04763298 A JP04763298 A JP 04763298A JP 4763298 A JP4763298 A JP 4763298A JP 4144927 B2 JP4144927 B2 JP 4144927B2
- Authority
- JP
- Japan
- Prior art keywords
- metal
- metal coating
- ceramic
- ceramic layer
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0058—Laminating printed circuit boards onto other substrates, e.g. metallic substrates
- H05K3/0061—Laminating printed circuit boards onto other substrates, e.g. metallic substrates onto a metallic substrate, e.g. a heat sink
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/021—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles in a direct manner, e.g. direct copper bonding [DCB]
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/40—Forming printed elements for providing electric connections to or between printed circuits
- H05K3/4038—Through-connections; Vertical interconnect access [VIA] connections
- H05K3/4053—Through-connections; Vertical interconnect access [VIA] connections by thick-film techniques
- H05K3/4061—Through-connections; Vertical interconnect access [VIA] connections by thick-film techniques for via connections in inorganic insulating substrates
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/40—Forming printed elements for providing electric connections to or between printed circuits
- H05K3/4038—Through-connections; Vertical interconnect access [VIA] connections
- H05K3/4076—Through-connections; Vertical interconnect access [VIA] connections by thin-film techniques
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/255—Arrangements for cooling characterised by their materials having a laminate or multilayered structure, e.g. direct bond copper [DBC] ceramic substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/01—Manufacture or treatment
- H10W70/04—Manufacture or treatment of leadframes
- H10W70/047—Attaching leadframes to insulating supports, e.g. for tape automated bonding [TAB]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/01—Manufacture or treatment
- H10W70/05—Manufacture or treatment of insulating or insulated package substrates, or of interposers, or of redistribution layers
- H10W70/098—Applying pastes or inks, e.g. screen printing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/366—Aluminium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/407—Copper
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/62—Forming laminates or joined articles comprising holes, channels or other types of openings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0306—Inorganic insulating substrates, e.g. ceramic, glass
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/03—Conductive materials
- H05K2201/0332—Structure of the conductor
- H05K2201/0335—Layered conductors or foils
- H05K2201/0352—Differences between the conductors of different layers of a multilayer
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/03—Conductive materials
- H05K2201/0332—Structure of the conductor
- H05K2201/0335—Layered conductors or foils
- H05K2201/0355—Metal foils
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/03—Conductive materials
- H05K2201/0332—Structure of the conductor
- H05K2201/0388—Other aspects of conductors
- H05K2201/0394—Conductor crossing over a hole in the substrate or a gap between two separate substrate parts
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09654—Shape and layout details of conductors covering at least two types of conductors provided for in H05K2201/09218 - H05K2201/095
- H05K2201/0969—Apertured conductors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09818—Shape or layout details not covered by a single group of H05K2201/09009 - H05K2201/09809
- H05K2201/09981—Metallised walls
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
- H05K3/0044—Mechanical working of the substrate, e.g. drilling or punching
- H05K3/0052—Depaneling, i.e. dividing a panel into circuit boards; Working of the edges of circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
- Parts Printed On Printed Circuit Boards (AREA)
Description
【発明の属する技術分野】
本発明は、金属・セラミック基板に関する。さらに詳しくは、第1および第2金属コーティングがセラミック層の両側に設けられた、電気回路用のセラミック・金属基板の製法に関する。
【0002】
【従来の技術および発明が解決しようとする課題】
セラミックにプリントコンダクタ、ターミナルなどを製造するために必要な金属コーティングを施すのに、DCBプロセス(direct copper bond technology)を用いることは特に知られているが、この方法においてはその表面が酸化しており、金属コーティングを形成する銅箔が用いられる。これら箔の酸化銅層は、銅の溶融点よりも低い溶融点を有し、共晶を形成するので、これら箔をセラミックに貼りつけてすべての層を加熱することによって、特に実質的には銅の上における酸化層の範囲のみにおいて溶融することによってお互いに結合される。このDCBプロセスは当業者にとって公知である技術であり、たとえば、・銅シートを酸化させ、・均一な酸化銅層を形成する工程と、・銅シートをセラミック層の上に配する工程と、この組み合わせをたとえば約1071℃に加熱する工程と、・室温にまで冷却させる工程とからなる。
【0003】
本発明の目的は、電力開閉回路(elektrische Leistungsschaltkreise)のための金属・セラミック基板を経済的に、かつ最適な熱特性を有するように製造するための製造方法を提供することにある。
【0004】
【課題を解決するための手段】
このため、本発明の請求項1によれば、各々がセラミック層(2)の片面に設けられる第1と第2金属コーティング(3,4)を備える前記セラミック層(2)、及び前記セラミック層(2)の少なくとも1つの開口部(11)領域に備えられ、前記第1と第2金属コーティング(3,4)を接続する少なくとも1つのスループレーティング(10)を有する、電気回路用セラミック・金属基板の製法であって、
−前記第1金属コーティング(3)として前記セラミック層(2)の一方の表面上にDCBプロセスを用いて銅箔を適用し、次に、
−前記第2金属コーティング(4)の少なくとも金属を含む導電ペーストを前記セラミック層(2)のもう一方の表面上に、そしてまた前記少なくとも1つの開口部(11)へ、そして前記少なくとも1つの開口部(11)内に又は前記少なくとも1つの開口部の周りに露出する前記第1金属コーティング(3)表面上へ設けた後、適用されたペーストを乾燥し、加熱することにより、前記第2金属コーティング(4)を形成することを特徴とする製法を提案している。
【0005】
また本発明によれば、第1および第2金属コーティング(3、4)をセラミック層(2)の両側に設け、当該第1金属コーティング3をDCBプロセスを用いて銅箔の形で設ける電気回路用のセラミック・金属基板の製法であって、基板(1、1a、1b)が熱的および/または電気的に、金属ベースプレートなど他の要素と結合されうる中間層を形成するために、前記セラミック層(2)の他の表面に第2金属コーティング(4)を厚膜または薄膜技術により該第2金属コーティングの金属を含むペーストを用いて該第2金属コーティングの厚さが第1金属コーティングの厚さより小さくなるように設けてなる金属・セラミック基板の製法を提案している。
【0006】
本発明の方法によって製造された基板において、厚膜または薄膜技術を用いて製造された第2金属コーティングは、その上に基板が配されることになるセラミック層と金属ベースプレートとの間の特に熱伝導性または電気伝導性が改善され、またその一部が冷却体またはヒートシンク(heat sink)に連結されているかあるいはヒートシンクの一部である中間層であることが好ましい。基板とベースプレートの間の連結は、たとえばはんだ付けによっても接続しうる。基本的には、この連結をブレーシング(bracing)によって行うことも可能である。本発明においてDCBプロセスを用いて製造され、構成部分のためのプリントコンダクタ接触面等を形成する第1金属コーティングは織物状に形成されている。
【0007】
【発明の実施の形態】
本発明の金属・セラミック基板およびその製法について、以下に図面を参照しつつ詳細に説明する。
【0008】
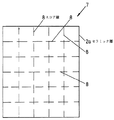
図1は本発明によって製造された本発明の一実施の形態にかかわる基板あるいはそれを用いて製造された電気回路の簡略化された横断面図、図2は多数の単独の基板がスコア線に沿って互いに隣接している複合基板の簡略化された上面図、図3は図2におけるI−I線に沿った断面図、図4は本発明の方法で製造された他の構成部分あるいは基板の図1に類似した図、図5は本発明を用いて製造された他の基板の簡略化された横断面図、図6および7は本発明の基板の他の実施の形態の概略断面図である。
【0009】
図1〜3において、1はセラミック層2(たとえば窒素アルミニウムセラミック製)、このセラミック層2の表面に表在的に設けられ表在的に結合される上部第1金属コーティング3および同様に表在的にセラミック層2の底部に結合される下部金属コーティング4からなる単独の金属−セラミック基板である。第1金属コーティング3は、プリントコンダクタおよびそのうち少なくとも1が電源部分である電気部分5のための接触表面を形成するために織物状に形成されている。その中に加わって冷却体に連結されたまたは冷却体として用いられる金属ベースプレート6が下部金属コーティング4に隣接している。第1金属コーティング3および第2金属コーティング4は銅製である。同様にベースプレート6も銅製である。金属コーティング4の上で単独の基板1は図示されない機械ばねまたはブレーシング部分によってベースプレート6とブレースされているかあるいはベースプレート6にはんだづけされている。
【0010】
基板1は複数の処理工程によって製造されるが、具体的にはまず0.2〜2mmの厚さを有するセラミック層の一方の表面側に0.2から6mmの厚さを有する銅箔がDCBプロセスを用いて施される。
【0011】
次の処理工程において第1金属コーティング3を形成する銅層がプリントコンダクタ、接触面等を製造するのに公知であるマスキングおよびエッチング技術を用いて織物状に形成される。
【0012】
別の処理工程において下部第2金属コーティング4を形成するペーストが薄い層として施され、下部第2金属コーティング4は約0.01〜0.1mmの厚さを有することになる。デュポン社製のシリーズ6003のローファイアコッパー(商品名、Low fire copper)は、ペーストとして最適なものの一例である。ペーストはたとえばスクリーン印刷のような適当な技術を用いて施され、その後乾燥された後DCBプロセスにおける温度よりもかなり低い温度の窒素ガス雰囲気中にて加熱されることによって下部第2金属コーティング4が形成される。
【0013】
さらに別の処理工程においてセラミック層2の表部および底部の各表面がマイクロエッチングによって洗浄される。これにより存在する酸化物あるいは第2金属コーティング4を製造するために用いられたペーストの残留物等が除去される。
【0014】
さらに別の処理工程において第1金属コーティング3のむき出しの表面、また選択には第2金属コーティング4に対してもたとえばニッケルメッキなどの表面エンハンスメントを行ってもよい。
【0015】
上述の処理において厚膜技術により製造される第2金属コーティング4の厚さが第1金属コーティング3の厚さよりもわざと薄くなるようにされるのは、第2金属コーティング4は単に可能な限り均一である熱および/または電気伝導性を付与するためのものであり、すなわち特に単独の基板1とベースプレート6との間にあるセラミック面のムラ(uneveness)を平らにすることが求められるためである。
【0016】
マイクロエッチングによって洗浄、また選択的に表面エンハンスメントを行った後に構成部分5との組み立てが行われる。
【0017】
単独の基板1は、複合基板7、すなわち複数のスコア線(Sollbruchlinie)8が設けられる広範のセラミック層またはプレート2aを有する複数の基板の形に製造されるのが好ましい。
複合基板7は、完成および搭載後、これらスコア線に沿って分けることにより単独の基板1に分割され得る。
【0018】
セラミック層2aの一方の表面側にDCB方法を用いて第1金属コーティング3を形成する銅箔を施し、またこの銅箔をセラミック層2aの底部に単独の基板用にそれぞれ独立した個々のレイアウトを形成するために織物状に形成した後、第2金属コーティング4のために広範囲にわたってペーストを施し、このペーストを乾燥(Trocken)・加熱(Brennen)する。
【0019】
スコア線はたとえば切り込みまたはひっかきによって形成され、本実施例においてはセラミック層2aの表部および底部において対向するような形になっており、たとえば機械的にあるいはレーザを用いて製造される。
【0020】
複合基板7を完成した後、すなわち上述の処理工程を完了し、好ましくは個々の基板1を組み立てた後に、これらはスコア線に沿ってセラミック層2aを分けることにより互いにそれぞれ分割される。第2金属コーティング4は極めて薄く、さらに比較的もろいのでスコア線8が下部第2金属コーティング4によって間隙を埋められているにもかかわらず割れてしまうことがある。
【0021】
第2金属コーティング4あるいは広範囲に亘ってこのコーティングを形成するペーストを施す処理は、同様にたとえばスクリーン印刷を用いて行われ、それにより単独の基板のサイズまたは形状、また特にスコア線のコースと数に関係なく第2金属コーティング4を製造する際に標準のスクリーンを用いることができるという利点を有する。
【0022】
図4は、図1と同様の形状にて示される単独の基板1aを用いた回路の他の可能な実施の形態を示している。この独立した基板1aは、順番にセラミック層2、2つの金属コーティング3および4、ならびにセラミック層2とは反対側の第2金属コーティング4の側に設けられる薄い中間層9からなる。
【0023】
単独の基板1aは次のような工程を有する処理において製造される:先ず第2金属コーティング4は、モリブデン(Mo)、マンガン(Mn)あるいはタングステンを含有するペーストが、0.2〜2mmの厚さを有するセラミック層2の表部に、たとえば0.005〜0.01mm(より好ましくは、0.01〜0.05mm)の厚さを有する薄い層あるいは薄膜として設けられる。この層は乾燥され、1200〜1300℃の間の温度にて還元性の、すなわち水素含有雰囲気において加熱される。
【0024】
その後の処理工程において選択的にセラミック層2の洗浄を行った後、0.1〜0.6mmの厚さを有する第1金属コーティング3を形成する銅箔をDCBプロセスによって貼り付ける。
【0025】
その後の処理工程において銅層3は従来のマスキングおよびエッチング技術を用いて特に構成部分5のレイアウトを形成するために織物状に形成される。製造された第2金属コーティング4はこのように織物状に形成されることによって悪影響を受けない。
【0026】
別の処理工程において各表面はマイクロエッチングによって洗浄される。
【0027】
また別の処理工程において少なくとも第2金属コーティング4には中間層9を形成するためにニッケルメッキが施される。基本的には織物状に形成された第1金属コーティング3もニッケルメッキすることが可能である。単独の基板1aはその後薄い中間層9によってその底部をはんだづけすることができる。
【0028】
図5は、図1の基板1と同様に製造される、すなわちセラミック層2と2つの第1金属コーティング3および4とからなる単独の基板1bの簡略化した図である。基板1bにおけるセラミック層2はスループレーティング10を有し、これは第2金属コーティング4を製造するのに用いられるもののようにセラミック層2における開口部11にペーストを導入し、このペーストあるいはペーストにより形成される金属コーティングが開口部の縁4’および開口部11の底部の4”においても連続して開口部に重なり合う第1金属コーティング3との電気的接続を生み出すようにする。
【0029】
基板1bは基本的には基板1の製造に用いられるものと同じ材料を用いて同様の処理工程にて製造される、すなわち第1の処理において0.2〜0.6mmの厚さを有する第1金属コーティング3を形成する銅箔をDCB方法を用いて約0.2〜2mmの範囲の厚さを有するセラミック層2に設け、この銅箔あるいは第1金属コーティング3もまたセラミック層2の表面側の開口部11に重なり合うようにする。次に同様に第1金属コーティング3が織物状に形成され、構成部分5のレイアウトを形成する。別の処理工程において銅金属コーティングを形成するペーストが、このペーストによってまた領域4’および広範領域4”が形成されるように第1金属コーティング3に対して下方に向かってセラミック層2に塗布される。ペーストを塗布するために用いられる印刷スクリーンはこの目的のために合うように、たとえばペーストが開口部11にも所望の様態で押込まれるように塗布される。しかしながら、基本的には開口部11にペーストを導入するのにディスペンサーを用いることも可能である。
【0030】
ペーストを乾燥・加熱した後は、驚くべきことにセラミック表面とペーストによって形成される金属コーティングとの間に接続が形成されるのみならず、開口部11の底部において2つの金属コーティング3および4もが接続される。
【0031】
その後たとえば図1に関連して上述した処理工程を第2金属コーティング4を形成するペーストを加熱した後に行ってもよい。
【0032】
たとえばデュポン社製のシリーズ6003のローファイアコッパー(商品名)がペーストとして同様に適当である。
【0033】
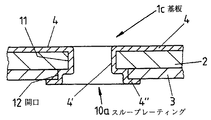
図6は、基板1cの簡略化された横断面図であり、ここではスループレーティング10aが第1金属コーティング3によってスループレーティング10aのためにセラミック層2に設けられている開口部11と一致する開口部12を有するスループレーティング10aの領域に製造される。次に、第2金属コーティング4を形成するペーストが開口部11の縁領域4’のみならず第1金属コーティング3が施されたセラミック層2の側にて開口部11を囲むセラミック層2の縁を覆い、さらには開口部12を囲む第1金属コーティング3の領域をも覆うように塗布される。
【0034】
その後ペーストが順番に乾燥・加熱されると、驚くべきことにセラミック表面とペーストにより形成される第2金属コーティング4との間のみならず、開口部12を囲む2つの金属コーティング3および4の領域(いずれも開口部12を囲む第1金属コーティング3の縁)およびセラミック層2とは反対側の表部またはその第1金属コーティング3の縁領域における接続もが形成される。
【0035】
図7は、基板1bと基本的には開口部11の領域における第1金属コーティング3に少なくとも1つの必ず開口部11よりもかなり小さい直径を有し、換気の目的のみに利用される換気口13を有する点においてのみ異なり、これによりペーストに囲まれ得る空気が換気口13から下方に逃れることができるためスループレーティング10に対応するスループレーティング10bの製造における金属コーティングを形成するペーストをよりよく開口部に流れ込ませることができる。
【0036】
図7において示されるように、換気口13は第2金属コーティング4またはセクション4”を形成するペーストによって覆われている。換気口13の直径は使用されるペーストの粘性によって選択され、開口部13から流れ出ないよう、かつ粘性状態における換気口13をブリッジする(ueberbruecken)ようにする。
【0037】
本発明について、一例により説明した。これらの変形および変更が可能であることは言うまでもない。
【0038】
【発明の効果】
本発明によれば、経済的に、かつ最適な熱特性を有する電源回路のための金属・セラミック基板をように製造するための方法が提供される。
【図面の簡単な説明】
【図1】本発明によって製造された本発明の一実施の形態にかかわる基板あるいはそれを用いて製造された電気回路の簡略化された横断面図である。
【図2】多数の単独の基板がスコア線に沿って互いに隣接している複合基板の簡略化された上面図である。
【図3】図2におけるI−I線に沿った断面図である。
【図4】本発明の方法で製造された他の構成部分あるいは基板の図1に類似した図である。
【図5】本発明を用いて製造された他の基板の簡略化された横断面図である。
【図6】本発明の基板の他の実施の形態の概略断面図である。
【図7】本発明の基板の他の実施の形態の概略断面図である。
【符号の説明】
1、1a、1b、1c、1d 基板
2、2a セラミック層
3、4 金属コーティング
6 ベースプレート
8 スコア線
9 中間層
10、10a、10b スループレーティング
11、12、13 開口
Claims (15)
- 各々がセラミック層(2)の片面に設けられる第1と第2金属コーティング(3,4)を備える前記セラミック層(2)、及び前記セラミック層(2)の少なくとも1つの開口部(11)領域に備えられ、前記第1と第2金属コーティング(3,4)を接続する少なくとも1つのスループレーティング(10)を有する、電気回路用セラミック・金属基板の製法であって、
−前記第1金属コーティング(3)として前記セラミック層(2)の一方の表面上にDCBプロセスを用いて銅箔を適用し、次に、
−前記第2金属コーティング(4)の少なくとも金属を含む導電ペーストを前記セラミック層(2)のもう一方の表面上に、そしてまた前記少なくとも1つの開口部(11)へ、そして前記少なくとも1つの開口部(11)内に又は前記少なくとも1つの開口部の周りに露出する前記第1金属コーティング(3)表面上へ設けた後、適用されたペーストを乾燥し、加熱することにより、前記第2金属コーティング(4)を形成することを特徴とする製法。 - 各々がセラミック層(2)の片面に適用される第1と第2金属コーティング(3、4)を備える前記セラミック層(2)、及び前記第1と第2金属コーティング(3、4)を接続しそして前記セラミック層(2)と前記第1金属コーティング(3)内の少なくとも1つの開口部(11、12)領域に備えられる少なくとも1つのスループレーティング(10a)からなる、電気回路のためのセラミック・金属基板の製法であって、
−DCBプロセスにより前記第1金属コーティング(3)として前記セラミック層(2)の一方の表面上に銅箔を適用し;次に、
−前記第2金属コーティング(4)の少なくとも金属を含む導電ペーストを前記セラミック層(2)のもう一方の表面上に、前記少なくとも1つの開口部(11、12)へ、そして前記少なくとも1つの開口部(11、12)の周りに露出する前記第1金属コーティング(3)の表面上へ適用した後、適用されたペーストを乾燥し、加熱することにより、前記セラミック層(2)のもう一方の表面上に前記第2金属コーティング(4)を形成することを特徴とする製法。 - 前記セラミック層(2)の他の表面に第2金属コーティング(4)を厚膜または薄膜技術により該第2金属コーティングの金属を含むペーストを用いて該第2金属コーティングの厚さが第1金属コーティングの厚さより小さくなるように設け、熱的および/または電気的に他の要素と結合されうる中間層を形成する請求項1記載のセラミック・金属基板の製法。
- 厚さが約0.2mm〜約2mmのセラミック層を用いていることを特徴とする請求項1、2または3記載のセラミック・金属基板の製法。
- 厚さが約0.1mm〜約6mmの銅箔を用いていることを特徴とする請求項1、2、3または4記載のセラミック・金属基板の製法。
- 前記第1金属コーティングを銅から形成するために、DCBプロセスを用いて銅箔を設けてなる請求項1、2、3、4または5記載のセラミック・金属基板の製法。
- 前記第2金属コーティングを製造したのち、ファインエッチングまたはマイクロエッチングによって、少なくとも表面を洗浄しおよび/または酸化物またはペーストの残留物を除去することによって仕上げてなる請求項1、2、3、4、5または6記載のセラミック・金属基板の製法。
- 他の工程において第1および/または第2金属コーティング(3、4)が、前記露出された表面上でニッケルメッキされてなる請求項1、2、3、4、5、6、または7記載のセラミック・金属基板の製法。
- 前記第2金属コーティングを形成するために、モリブデン、マンガンまたはタングステンを含むペーストが、厚さが約0.005mmないし約0.01mmの薄膜または薄層としてセラミック層に設けられてなる請求項1、2、3、4、5、6、7また は8記載のセラミック・金属基板の製法。
- まずモリブデン、マンガンまたはタングステンを含むペーストを厚膜または薄膜としてセラミック層(2)に設け、ついで乾燥し、約1200℃ないし約1300℃のあいだの温度で加熱し、その後の工程においてDCBプロセスを用いて第1金属コーティングを形成する銅箔をセラミック層の他の表面に設け、そののち第1金属コーティングを設け、最後に他の工程において第2金属コーティングにニッケルメッキを施してなる請求項1、2、3、4、5、6、7、8または9記載のセラミック・金属基板の製法。
- 前記第1金属コーティングを形成している銅箔を設けた後、少なくともファインエッチングまたはマイクロエッチングで仕上げを行ってなる請求項10記載のセラミック・金属基板の製法。
- 前記第2金属コーティング(4)上の基板(1、1a、1b)が、はんだづけまたはブレーシングによって金属ベースプレート(6)と連結されてなる請求項1、2、3、4、5、6、7、8、9、10または11記載のセラミック・金属基板の製法。
- 少なくとも1つのスループレーティングの製造において、第1金属コーティング(3)を形成する銅箔またはセラミック層(2)における開口(11)の領域における第1金属コーティング(3)に少なくとも1つの換気口(13)が設けられてなる請求項1、2、3、4、5、6、7、8、9、10、11または12記載のセラミック・金属基板の製法。
- 請求項1ないし13に記載された方法を用いて製造されることを特徴とする基板。
- 前記第2金属コーティングを形成するために、モリブデン、マンガンまたはタングステンを含むペーストが、厚さが約0.005mmないし0.01mmの薄膜または薄層としてセラミック層に設けられてなる請求項1、2、3、4、5、6、7または8記載のセラミック・金属基板の製法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19708363A DE19708363C1 (de) | 1997-03-01 | 1997-03-01 | Verfahren zum Herstellen eines Metall-Keramik-Substrats und Metall-Keramik-Substrat |
| DE19753148A DE19753148C2 (de) | 1997-03-01 | 1997-11-29 | Verfahren zum Herstellen eines Metall-Keramik-Substrates und Metall-Keramik-Substrat |
| DE19708363.3 | 1997-11-29 | ||
| DE19753148.2 | 1997-11-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10256689A JPH10256689A (ja) | 1998-09-25 |
| JP4144927B2 true JP4144927B2 (ja) | 2008-09-03 |
Family
ID=26034424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP04763298A Expired - Fee Related JP4144927B2 (ja) | 1997-03-01 | 1998-02-27 | セラミック・金属基板およびその製法 |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0862209B1 (ja) |
| JP (1) | JP4144927B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1187521A1 (de) * | 2000-09-09 | 2002-03-13 | AB Mikroelektronik Gesellschaft m.b.H. | Verfahren zur Herstellung einer Trägerplatte für elektronische Bauteile |
| DE10062108B4 (de) | 2000-12-13 | 2010-04-15 | Infineon Technologies Ag | Leistungsmodul mit verbessertem transienten Wärmewiderstand |
| JP2005520334A (ja) * | 2002-03-13 | 2005-07-07 | スチュルス−ハーダー,ジャーヘン | 金属−セラミック基板、好ましくは銅−セラミック基板を製造するプロセス |
| DE10212495B4 (de) | 2002-03-21 | 2004-02-26 | Schulz-Harder, Jürgen, Dr.-Ing. | Verfahren zum Herstellen eines Metall-Keramik-Substrats, vorzugsweise eines Kupfer-Keramik-Substrats |
| DE10227658B4 (de) * | 2002-06-20 | 2012-03-08 | Curamik Electronics Gmbh | Metall-Keramik-Substrat für elektrische Schaltkreise -oder Module, Verfahren zum Herstellen eines solchen Substrates sowie Modul mit einem solchen Substrat |
| DE10327360B4 (de) * | 2003-06-16 | 2012-05-24 | Curamik Electronics Gmbh | Verfahren zum Herstellen eines Keramik-Metall-Substrates |
| WO2009131217A1 (ja) * | 2008-04-25 | 2009-10-29 | 京セラ株式会社 | 放熱基体およびこれを用いた電子装置 |
| DE102010018668B4 (de) * | 2010-04-07 | 2012-11-15 | Curamik Electronics Gmbh | Verpackungseinheit für Metall-Keramik-Substrate |
| EP3290399B1 (en) | 2016-08-29 | 2022-03-02 | Infineon Technologies AG | Method for producing a metal-ceramic substrate with a least one via |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2201123B (en) * | 1987-02-19 | 1990-11-14 | Marconi Electronic Devices | Electrical conductor arrangement |
| DE3837618A1 (de) * | 1988-11-05 | 1990-05-10 | Semikron Elektronik Gmbh | Elektrische oder elektronische anordnung |
| JPH02241205A (ja) * | 1989-03-15 | 1990-09-25 | Matsushita Electric Ind Co Ltd | 分布定数型ディレイライン |
| DE4103294C2 (de) * | 1991-02-04 | 2000-12-28 | Altan Akyuerek | Verfahren zum Herstellen von keramischen Leiterplatten mit Durchkontaktierungen |
| JPH0817272B2 (ja) * | 1991-03-16 | 1996-02-21 | 太陽誘電株式会社 | 厚膜印刷回路用基板の製造方法 |
| DE4123911C1 (ja) * | 1991-07-18 | 1993-01-14 | Doduco Gmbh + Co Dr. Eugen Duerrwaechter, 7530 Pforzheim, De | |
| FR2692887B1 (fr) * | 1992-06-29 | 1996-11-29 | Alsthom Cge Alcatel | Procede pour realiser une liaison entre du cuivre et un substrat pour l'electronique de puissance en ceramique non oxyde. |
| DE4319944C2 (de) * | 1993-06-03 | 1998-07-23 | Schulz Harder Juergen | Mehrfach-Substrat sowie Verfahren zu seiner Herstellung |
| JPH0883864A (ja) * | 1994-09-13 | 1996-03-26 | Meidensha Corp | 電力用半導体装置 |
-
1998
- 1998-02-19 EP EP98102845A patent/EP0862209B1/de not_active Expired - Lifetime
- 1998-02-27 JP JP04763298A patent/JP4144927B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10256689A (ja) | 1998-09-25 |
| EP0862209B1 (de) | 2009-12-16 |
| EP0862209A2 (de) | 1998-09-02 |
| EP0862209A3 (de) | 2000-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8021920B2 (en) | Method for producing a metal-ceramic substrate for electric circuits on modules | |
| JP2726130B2 (ja) | 金属有機物膜からなる少量アンペア用ヒューズ及びその製造方法 | |
| US4430690A (en) | Low inductance MLC capacitor with metal impregnation and solder bar contact | |
| JP2999374B2 (ja) | 積層チップインダクタ | |
| US5465898A (en) | Process for producing a metal-ceramic substrate | |
| JP4764877B2 (ja) | セラミック−金属基板を製作するための方法 | |
| JP4144927B2 (ja) | セラミック・金属基板およびその製法 | |
| US6207221B1 (en) | Process for producing a metal-ceramic substrate and a metal-ceramic substrate | |
| JP2000100987A (ja) | 半導体チップモジュール用多層回路基板およびその製造方法 | |
| US5819858A (en) | Circuit board having a metal matrix composite inlay | |
| JP3793547B2 (ja) | 積層セラミック回路基板の製造方法 | |
| JP2006066595A (ja) | 金属−セラミックス接合基板およびその製造方法 | |
| JP4471470B2 (ja) | 半導体装置 | |
| JP2007251192A (ja) | 電子部品実装基板 | |
| JP2006286754A (ja) | 金属−セラミックス接合基板 | |
| JPS62214632A (ja) | 混成集積回路 | |
| JP3499061B2 (ja) | 多層窒化アルミニウム回路基板 | |
| JP2000277301A (ja) | 伝熱層を有する絶縁基板及び抵抗器 | |
| JP2721793B2 (ja) | 配線基板の製造方法 | |
| JP2008072151A (ja) | 回路基板 | |
| JPH06252561A (ja) | ヴィアペースト充填方法 | |
| JPH1083752A (ja) | リードリレー | |
| JP3931360B2 (ja) | 厚膜多層基板 | |
| JPH05144553A (ja) | ヒータおよびヒータの製造方法 | |
| JPH03284894A (ja) | 厚膜回路基板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060725 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20060725 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060823 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20060825 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20061025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061030 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20061102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070403 |
|
| AA92 | Notification that decision to refuse application was cancelled |
Free format text: JAPANESE INTERMEDIATE CODE: A971092 Effective date: 20070424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070710 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071009 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071012 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071109 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071120 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071206 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080417 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080527 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080617 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110627 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120627 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130627 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |