JP4184663B2 - 鉛蓄電池の製造法及びその製造用治具 - Google Patents
鉛蓄電池の製造法及びその製造用治具 Download PDFInfo
- Publication number
- JP4184663B2 JP4184663B2 JP2001533570A JP2001533570A JP4184663B2 JP 4184663 B2 JP4184663 B2 JP 4184663B2 JP 2001533570 A JP2001533570 A JP 2001533570A JP 2001533570 A JP2001533570 A JP 2001533570A JP 4184663 B2 JP4184663 B2 JP 4184663B2
- Authority
- JP
- Japan
- Prior art keywords
- lead
- laser welding
- shield
- welding
- bushing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002253 acid Substances 0.000 title claims description 48
- 238000004519 manufacturing process Methods 0.000 title claims description 40
- 238000003466 welding Methods 0.000 claims description 169
- 230000002093 peripheral effect Effects 0.000 claims description 38
- 238000000034 method Methods 0.000 claims description 37
- 238000003860 storage Methods 0.000 claims description 36
- 239000003517 fume Substances 0.000 claims description 22
- 238000004891 communication Methods 0.000 claims description 17
- 239000011324 bead Substances 0.000 claims description 14
- 239000012530 fluid Substances 0.000 claims description 12
- 239000001301 oxygen Substances 0.000 claims description 8
- 229910052760 oxygen Inorganic materials 0.000 claims description 8
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 7
- 230000001678 irradiating effect Effects 0.000 claims description 6
- 238000002360 preparation method Methods 0.000 claims description 5
- 230000003247 decreasing effect Effects 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000002142 lead-calcium alloy Substances 0.000 claims 1
- 239000011521 glass Substances 0.000 description 18
- 230000035515 penetration Effects 0.000 description 12
- 229910000978 Pb alloy Inorganic materials 0.000 description 9
- 238000003780 insertion Methods 0.000 description 8
- 230000037431 insertion Effects 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 238000001816 cooling Methods 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 229920003002 synthetic resin Polymers 0.000 description 5
- 239000000057 synthetic resin Substances 0.000 description 5
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229910000882 Ca alloy Inorganic materials 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 229910000464 lead oxide Inorganic materials 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- YEXPOXQUZXUXJW-UHFFFAOYSA-N oxolead Chemical compound [Pb]=O YEXPOXQUZXUXJW-UHFFFAOYSA-N 0.000 description 3
- 241000270728 Alligator Species 0.000 description 2
- 229910014474 Ca-Sn Inorganic materials 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910020220 Pb—Sn Inorganic materials 0.000 description 1
- 206010037660 Pyrexia Diseases 0.000 description 1
- 229910001245 Sb alloy Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000011437 continuous method Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 150000002926 oxygen Chemical class 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/561—Hollow metallic terminals, e.g. terminal bushings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53135—Storage cell or battery
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53796—Puller or pusher means, contained force multiplying operator
- Y10T29/53804—Battery post and terminal
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Laser Beam Processing (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Secondary Cells (AREA)
Description
この場合、バーナー溶接により上記のように溶接するに当たり、その溶接熱により蓋が変形し、これに一体に鋳込まれている鉛ブッシングとの間に気密不良を発生することを未然に防止するため、冷却水を通すジャケット式の環状の鋳型を該鉛ブッシングの周面に或いは端子の前記鉛ブッシングとの嵌合部の周面に接触させて配置した状態で、バーナー溶接を行うことが好ましく一般に行われている。
上記のブッシング端子形式の鉛蓄電池を製造する場合、更に詳細には、鉛蓄電池の端子部の被溶接部、即ちインサート成形により合成樹脂成形電池蓋に一体に鋳込まれた鉛ブッシングと該鉛ブッシングの筒孔内に挿通された電池本体の極柱との円形状の相互接合部をバーナー火炎で溶接することが行われている。
従って、このような不都合を解消し、上記の所要個所の溶接が円滑にでき、製造ロスなく鉛蓄電池を製造できる方法の開発が望まれる。
また、バーナー火炎で上記端子部の溶接を行うときは、その端子部周囲の合成樹脂成形蓋部は、そのバーナー火炎の熱で軟化し、ブッシングとの間に隙間を生じ、気密不良をもたらす。また、被溶接部の溶け込み深さを一定にすることが困難であり、更にまた、溶接部の端子部の外観形状が崩れ、一定形状の溶接端子を作ることは困難であった。
従って、従来のかゝる不都合を解消し、蓄電池の製造ロスなく、安定良好に端子部の溶接がなし得る端子部の溶接法による鉛蓄電池の製造法の開発が望まれる。
更に本発明は、上記の鉛蓄電池の製造法において、鉛蓄電池の製造法は、組み立てられた鉛蓄電池の蓋に一体に鋳込まれた鉛ブッシングと該鉛ブッシングに挿通した極柱との溶接及び該鉛ブッシングとこれに嵌合した鉛端子との溶接を上記のレーザー溶接法でレーザー溶接を行うことを特徴とする。
更に本発明は、上記の鉛蓄電池の製造法においてレーザー溶接は、パルス式であることを特徴とする。
更に本発明は、上記の鉛蓄電池の製造法において、パルス式レーザー溶接におけるビードの重ね密度は、1mmの間に6点乃至12点であることを特徴とする。
更に本発明は、上記の鉛蓄電池の製造法において、レーザー溶接において、その照射時発生するフュームによるレーザー光線の遮光を防止して、高能率に且つ安定良好に溶接を行うことを可能にした鉛蓄電池の端子部のレーザー溶接法を提供するもので、鉛蓄電池の端子部の被溶接部位をレーザー照射してレーザー溶接するに当たり、シールド筒体の下端筒部で該端子部を囲繞し、この状態でレーザー溶接時に発生するフュームを該シールド筒体の排気口からシールド筒体の外部に吸引排気するようにしたレーザー溶接法を用いることを特徴とする。
更に本発明は、上記の鉛蓄電池の製造法において、上記のレーザー溶接法を用いるに当たり、レーザー照射による溶接を的確に効率良く行うようにしたレーザー溶接法を提供するもので、該シールド筒体に吐出口を設け、該吐出口を介して被溶接部位に酸素又は空気を供給するようにしたことを特徴とする。
更に本発明は、上記の鉛蓄電池の製造法において、上記のレーザー溶接法を用いるに当たり、レーザー溶接を更に効率良く的確に行うようにしたレーザー溶接法を提供するもので、該シールド筒体内に、周壁に円周上に複数個の連通孔を配設されたシェラウドリングを、そのシールド筒体の内周壁面との間に環状のスペースを存して設置し、該シェラウドリングの内部に発生したフュームを前記の吐出孔から流入したシールド流体と共に該シェラウドリングの該連通孔とその外周の環状スペースを介して排気口からシールド筒体の外部に吸引排気するようにしたことを特徴とする。
更に本発明は、上記の鉛蓄電池の製造法において、上記のレーザー溶接法を用いるに当たり、レーザー溶接を発生するフュームを効率良く排除し乍ら、レーザー溶接を更に効率良く行うことができる該シェラウドリングに一定間隔を存して配設した複数個の連通孔の夫々を該リングの円周接線方向に開口する連通孔とすることにより、該シェラウドリング内部に発生するフュームに渦流を発生させて吸引排気するようにしたことを特徴とする。
更に本発明は、本発明の鉛蓄電池の製造法において、上記のレーザー溶接法を実施するに適したレーザー溶接用治具を提供するもので、伝熱性の良い金属製筒体をその上面開口部を透光板で閉塞すると共に、その下端部を蓄電池の端子部の外周面に嵌合するに適した筒状下端部に形成して成るシールド筒体に構成し、その下部に位置して、その円周上に複数個のシールド流体用吐出孔を配設し、更に該シールド筒体内に、これら吐出孔より上方に位置して円周上に、一定の間隔を存して複数個の連通孔を配設されたシェラウドリングを該シールド筒体の周壁内面との間に環状のスペースを存して設けると共に、該シールド筒体に、該環状スペースに連通する排気口を設けたことを特徴とする。
また、このように本発明のレーザー溶接用治具によるときは、シールド筒体の下端筒部で鉛蓄電池の端子部を囲繞した状態でシールド筒体に設けた吐出孔を介しシールド流体を流入させ、該端子部の被溶接部位に接触せしめる一方、シールド筒体に設けた排気口を介しレーザー溶接時に発生するフュームを吸引排気除去し乍ら、被溶接部位のレーザー溶接を行うようにしたので、該シールド流体によりレーザー光の反射を抑えられ、効率の良いレーザー溶接ができると共に、レーザー光を遮光するフュームによるレーザー光の遮光を防止し、良好なレーザー出力の低下を防ぐことができ、溶接効率を向上すると共に被溶接部位に、一定の溶接深さの溶接を確保し得られる。
この場合、シールド筒体内に連通孔を配設したシェラウドリングを設けることにより、排気作用を直接受けることがなくシールド筒体内に流入したシールド流体をシェラウドリングの内部空間にしばらく保持し、被溶接部位との接触を確保した後、連通孔よりフュームを担持して排出せしめることができる。
また、シェラウドリングに配設した連通孔を円周接線方向に開口せしめることにより、フュームに過流を生ぜしめて円滑良好に吸引排除することができる。
また、請求項12に係る本発明のレーザー溶接用治具を用い、上記のレーザー溶接法を行うことにより、上記の諸効果をもたらすと共にブッシング周りの樹脂の軟化、溶融を防止し得られ良好な鉛蓄電池を容易且つ高能率に得られる。
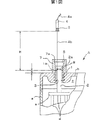
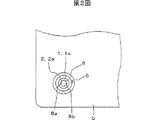
図1及び図2は、本発明を鉛ブッシング端子の形式の鉛蓄電池の製造法に適用した場合の実施の1例を示す。図1は、組み立てられた鉛蓄電池Aの溶接すべき極柱端子部の上面にレーザー発生装置(図示しない)に接続するレーザーノズルを配置した状態の一部を裁除した側面図、図2は、その蓋の上面図を示す。
更に詳細には、組み立てられた鉛蓄電池Aは、例えば、6セルから成るモノブロック式鉛蓄電池から成る。図面でaは、ポリプロピレンなどの合成樹脂製成形電槽、bは、その上面に当接し気密に結着されたポリプロピレンなどの合成樹脂を材料とした鋳込み成形法により鉛ブッシング1を一体に鋳込んだ上面平坦な成形電槽蓋を示す。鉛ブッシング1は、好ましくは、Pb-Ca-Snなどの鉛合金を材料としたものが好ましい。本発明によれば、鉛ブッシング1は、該蓋bの上面からその上端面までの突出高さhが15mm以下、好ましくは10mm以下、図示の例では4mmである極めて低い突出部1aを有するように鋳込んだものである。
電槽a内の各セル室cに収容されたセルは、常法により直列接続され、図示するように、その一端のセル室c内のセルを構成する正,負極板のうち、例えば正極板d,d,…同志の耳を接続したストラップeから上方に突出した正極柱2の上部2aを電槽蓋bの1側の隅角部に位置する該鉛ブッシング1の挿通孔3に挿通し、図示しないが、電槽aの他端のセル室内のセルの負極板同志を接続したストラップから上方に突出した負極柱の上部を電槽蓋bの他側の隅角部に位置する上記と同様に鋳込まれた鉛ブッシングの挿通孔に挿通して組み立てられたものである。このように組み立てた鉛蓄電池の該正極柱2の上部2aとその外周面の鉛ブッシング1の突出部1aとを、本発明によれば、レーザー溶接により溶接し、該負極柱の上部とその外周面の鉛ブッシングの突出部とを夫々同様にレーザー溶接する。便宜上、図示の一方の正極柱の極柱2と鉛ブッシング1とのレーザー溶接についてのみ詳述し、負極柱側のレーザー溶接については、同様に行うので説明を省略する。
尚、極柱2及びブッシング1は、鉛又は鉛合金から成り、両者は、同材質のものを使用することが一般であり、好ましい。
極柱2及びブッシング1が鉛合金の場合、Pb-Ca合金、Pb-Ca-Sn合金、Pb-Sn合金、Pb-Sb合金などの各種の鉛合金が使用でき、レーザー溶接に適用するが、特に酸化し易いPb-Ca系合金は、表面は空気により黒色の酸化膜で被覆されるので、レーザー光線の吸収力が高くなり、レーザー溶接により、比較的深い溶接を行うに都合が良いことが判った。
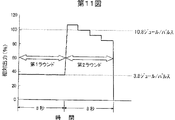
即ち、該鉛ブッシング1の表面及び該極柱2の表面に初めから高出力のレーザー光線を当てるときは、その表面の鉛又は酸化鉛が勢い良く爆発的に飛び出し、いわゆるスパッタ鉛となりその上方のシールドガラス5面に付着し、レーザー光線が遮光されるので、レーザー溶接開始時は良いが経時的にレーザー溶接力は低下し、環状の相互当接部8を良好にレーザー溶接ができない嫌いがあることが認められた。そこで、種々試験を行った結果、該極柱と該鉛ブッシングの表面にレーザー光線5bを先ず、スパッタを生じない低出力で照射して1周させた後、高出力で照射すれば、その全周に当たり高エネルギーで良好なレーザー溶接が高能率に得られることを確認した。
該極柱2と該鉛ブッシング1との溶接すべき環状の相互当接部8の全周をパルス式レーザー溶接により溶接するに当たり、先ず0.8〜1.5ジュール/パルスの低出力のレーザー光線を該相互当接部8とその両側近傍の表面に全周に亘り照射して鉛酸化膜を破壊し、次で6〜8ジュール/パルスの高出力のレーザー光線を全周に亘り照射してレーザー溶接を行った場合(本発明例)と、初めから6〜8ジュール/パルスの高出力のレーザー光線でレーザー溶接を行った場合(比較例)とで得られた夫々の溶接個所を、図2に環状の相互当接部8上に×印で示す溶接開始点8aとその反対側の△印で示す溶接過程点8bとを結ぶ線で裁断して、その裁断面のその夫々の溶接個所の溶接(溶け込み)深さを測定したところ、下記表1に示す結果を得た。
即ち、図1示の組み立てられた鉛蓄電池の100個ずつをサンプルとし、その夫々に0.8ジュール/パルスの低出力のレーザー光を鉛ブッシング1と極柱2の表面に照射した後、6〜8ジュール/パルスの高出力のパルス式レーザー光をビード(径2mm)の重なり密度を種々変えて該相互当接部8に照射し、溶接を行った。その各サンプルについて、溶接(溶け込み)深さ、ピンホール発生率、蓋変形による気密不良発生の有無を調べた。その結果は下記表2に示す通りであった。
一方、ビードの重なり数/mmが6点〜12点の場合は、溶け込み深さは2.5mm〜3.3mmと深く、而も、溶け込み部を貫通するピンホールの発生は全くなく、安定良好なレーザー溶接が得られる。ビードの重なり数/mmが15点の場合は、溶け込み深さは3.9mmとなり、溶け込み深さは深すぎ、蓋bを熱変形し、これに鋳込まれた鉛ブッシング1との気密性が破壊され、気密不良を発生することが判った。
この結果、長さ1mm内のビードの重なり数/mmは、6点〜12点の範囲であることが安定良好なレーザー溶接を行うことができることが判った。
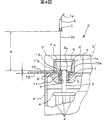
この実施例では、組み立てられた鉛蓄電池A′の構造は、その蓋b′に、その一端と他端の隅角部に切欠き空間9を形成すると共にその空間9の底面に形成された一段と低い蓋部b′1に鉛ブッシング1が鋳込まれているが、この場合、鉛ブッシング1の該蓋b′1の上面からの突出部1aの高さ、即ち、その上端面までの高さhは、先の実施例と同じ4mmとした。而して、該鉛ブッシング1の挿通孔3に、電槽a′の端部のセル室c内のセルの正極ストラップeから上方に突出する極柱2の上部2aを挿通し、更に、円柱状の該鉛ブッシング1の周面に、厚さ3〜4mm程度の長板から成るタブ端子部材10、最適には鉛又は鉛合金製の長板から成るタブ端子部材10の一端部に形成した該鉛ブッシング1の周面に丁度嵌合する径を有する円形の嵌合孔11で該鉛ブッシング1の外周面に嵌合し、ボルト挿通孔12を有する側の他端部を該蓄電池A′の側面から外方に水平に突出するようにした。該タブ端子部材10の材料は、該鉛ブッシング1と同じ鉛合金とすることが好ましい。
更に好ましくは、銅製の円筒状の鋳型7′を該鉛ブッシング1の突出部1aの周面と該タブ端子部材10の嵌合側の端部10aの外周縁を半円形に形成した周面に接触させて嵌合すると共に、その鋳型7′の下端に形成した凹状の切欠部7′bで跨いで該タブ端子部材10の上面と両側面に接触させて該蓋部b′1の上面に載置し、レーザー溶接時の冷却を兼ねるようにした。
レーザー溶接に当たり、その鉛ブッシング1の上面から約100mmの上方の高さ位置に集光レンズを内蔵のレーザーノズル4を配置する一方、その下方に先の実施例と同様に、シールドガラス5を配置する。
更に、本発明によれば、該鉛ブッシング1とその外周のタブ端子部材10とを溶接するため、レーザーノズル5からその両者の環状の相互当接部13にシールドガラス5を介してそのレーザー光線5aを照射するようにして両者のレーザー溶接を行うが、そのレーザー溶接の方法は、先の実施例で説明したと同様に、連続式又はパルス式を採用し照射するが、好ましくは、パルス式で先ず0.8〜1.5ジュール/パルスの低出力のレーザー光線で、該鉛端子部材10の表面を照射し、外面にその内側の鉛を露出せしめ、次で6〜8ジュール/パルスの高出力のレーザー照射で、且つビード重ね数/mm6〜12点の範囲で鉛ブッシング1の突出部1aとその外周の該鉛タブ端子部材10とのレーザー溶接を行い、鉛蓄電池の製造を完了する。
このレーザー溶接の開始から終了までに発生する熱はバーナーに比し著しく小さいので、蓋の熱変形を生ずることがない。また、銅製の鋳型7′煮夜冷却で足り、従来のような水冷の必要はないことは、先の実施例と同様である。
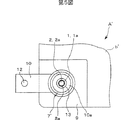
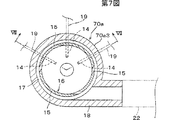
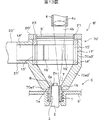
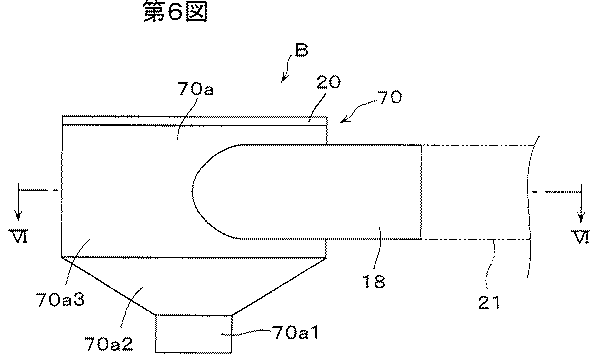
図6乃図10において、Bは本発明の鉛蓄電池の製造法において用いられる上記のレーザー溶接法を実施するに用いる本発明のレーザー溶接用治具の1例を示す。該治具Bの主体を構成するシールド筒体70の筒体70aは、熱伝導性の良い材料、例えば熱伝導率の高い銅、銅合金などの金属製の円筒状に形成されており、先の実施例の冷却を兼ねる鋳型7に対応する。該シールド筒体70は、その筒体70aの上面開口部をレーザー光線を透す透光板5で、一般には、耐熱性ガラス板5で閉塞し、その下端部は、鉛蓄電池の端子部の外周面に嵌合するに適した内径を有する筒状下端部70a1に形成された構成から成る。更にそのシールド筒体70には、その下部に位置して、その円周上に一定間隔を存して複数個の好ましくは3個又はそれ以上の吐出孔14,14,…を図示のように該筒体70aの下部に開口するように配設し、更に該シールド筒体1内に、これら吐出孔14,14,…より上方に位置して円周上に一定の間隔を存して複数個の、図示の例では6個の連通孔15,15,…を配設されたシェラウドリング16を該シールド筒体70の周壁内面との間に環状のスペース17を存して設けると共に、該シールド筒体70に、該環状スペース17に連通する排気口18を、好ましくは図示のように筒状の排気口18を突設して成るものである。
尚、該筒状の排気口18には、使用に当たり、これに耐圧性チューブなどの接続管22の一端をバンド方式により連結し、その他端を外部の真空ポンプ(真空ポンプ)などに接続し、該治具B内に溶接時に発生するフュームを所望の負圧で吸引排出するようにした。
本発明の治具Bのシールド筒体70の筒状下端部70a1を、鉛蓄電池A″の合成樹脂成形電槽蓋b″に鋳込まれている鉛ブッシング1の上端部1aと該鉛ブッシング2の挿通孔3に挿通された正極用又は負極用の極柱、図示の例では正極用極柱2の上端部2aとから成る端子部Tの外周面、即ち、鉛ブッシング1の上端部1aの外周面に嵌着する。これにより、該シールド筒体70内は密閉状態となる。一方、該シールド筒体70の下部に配設した吐出孔14,14,14は、外部の共通の圧縮ポンプ(図示しない)に耐圧性チューブなどの接続管19,19,19を介して接続され、該シールド筒体70の上部側面に突出する排気筒18は、外部の真空ポンプ(図示しない)に耐圧性チューブなどの接続管21を介して接続される。
このように端子部Tを囲繞して電池蓋b″上に設置された該治具Bの上方には、例えば、パルス式レーザー発生器(図示しない)から導出したレーザーノズル4内の射出レンズを介して、溶接すべき目標部位に、即ち該端子部Tを構成する鉛ブッシング1′の突出部1a′と該鉛ブッシング1の挿通孔に挿通した負極又は正極の極柱、図示の例では正極柱2′の上部2a′との円環状の相互当接部8、即ち、環状の被溶接部8のある一点にレーザー光線4bを矢示のように位置せしめる。この時、被溶接部8とレーザーノズル4との距離は、そのレーザーノズル4内の照射レンズの焦点距離と等しくする。而して、レーザー照射において、レーザーノズル4を上記の円形状の被溶接部8の半径と同じ半径で移動させ、少なくとも1周させ該被溶接部8の全周を照射し溶接するようにする。この場合の照射条件は、例えば、照射熱量を5〜10ジュール/パルス、照射間隔を6〜13ppsで照射し、或いは上記したように1周面は低出力で照射し、次で高出力で照射するレーザー溶接法を行う。また、レーザーノズル4の移動速度は、例えば、0.5〜3.0mm/secの速度とする。
この場合、前記したように、該シェラウドリング16に配設した連通孔15,15,…を円周接線方向に穿設するときは、該排気流に渦流を生じ、一定の方向の流れとして円滑迅速に吸引排気除去することができる。而して、吐出孔14からシールド筒体70内に流入されるシールド流体の吐出量と吸引排気されるシールド流体の排気量を所望により種々調整して所望の好ましいレーザー溶接を行うことができる。このためには、圧縮ポンプによるシールド流体の吐出圧力、吐出流量、真空ポンプによる排気圧力、排気風量を種々調節するが、特に、60〜80KPa、吐出流量15〜20リットル/min、吐出圧力300〜450Pa、排気風量4〜5m3/minとすることが好ましい。
吐出圧力、吐出流量をこれ以上大きくすると、溶融鉛が飛散し勝ちとなり、逆にこれ以下に小さくすると、鉛の溶け不足となり、溶接深さが不足し勝ちとなる。また、排気圧力、排気風量をこれ以上大きくすると、電池内の空気を端子部、まだ溶接されていない被溶接部8の部分を通して吸い上げ溶接不良を生じ、逆に、小さくすると、透光板5がフュームの飛散により汚染しレーザー光線による被溶接部8に対する溶接力を低下せしめ溶接不良となる傾向をもたらす。
一方、シールド筒体70は、熱伝導性の材質で作製されているので、レーザー溶接中に発生する熱を直ちに奪い外気に放散し、鉛ブッシング1の周りの樹脂の軟化、溶融を防止することができる。
かくして、端子部Tの外周面、即ち、鉛ブッシング1の突出部1aの外周面に設けた環状切欠段部1bに該レーザー溶接用治具B′の下端筒部70a1′を嵌着せしめた状態でレーザー溶接を行うが、図示の例では、レーザーノズル4は、その集光レンズ4cにより集束されたレーザー光線4bの焦点は該極柱2の外周面と該鉛ブッシング2の内周面との環状当接部8(間隙0〜0.5mm)より0.15mm程度外側に当たるように位置せしめるように、換言すれば、鉛ブッシング1の内周縁に当たるように位置せしめ、該レーザーノズル4をその内周縁に沿い回転せしめてレーザー光線4bを照射するようにする一方、該排気筒21′、接続管22′を介して吸引排気を行った。レーザー溶接は、上記した方法で、スパッタの発生しない低出力のレーザー光線を1周させた後、高出力のレーザー光線を1周させて行う。かくして、極柱2と鉛ブッシング1間のレーザー溶接を全周に亘り均一な深さに良好に溶接することができる。この場合、高出力のレーザー光線で1周させる場合に、その高出力を一定の出力で1周させたり、複数段に段階的にその出力を下げて1周させることができることは言うまでもない。この実施例によれば、上記の吸引排気作用に伴い、外気は空気取入孔23,23,…より該シールド筒体70′内に吸い込まれ、上記のレーザー溶接において発生するフュームを担持し乍らシールド筒体70′内から常に外部へ排除されるので、保護ガラス5は、フュームの付着が防止され、従って、レーザー光が遮光されることなく、所定の高いエネルギーで被溶接部Xを所定深さの良好な溶接を行うことができるばかりでなく、その吸引排気流により溶接時に加熱される該鉛ブッシング1を空冷する効果を伴う。
また、該極柱2の上端面の筒状突起2bは、その溶接時の熱による該環状部の溶け具合により、溶接深さを判断する指標として役立つ。
また、突起2bが中実の柱状突起とする場合は、レーザー溶接終了後の充電工程において、該柱状突起をワニ口クリップで挟み、充電中に突起とワニ口クリップ間にスパークが発生しても、そのスパークにより端子部Tの破損を防止するに役立つ。
尚、レーザー光線の焦点を、前記の環状当接部8より内側の極柱2の外周縁に当てるように位置せしめてその内周縁を照射せしめるときは、該鉛ブッシング1の周囲の蓋の樹脂に与える熱影響を更に小さくすることができ有利である。
A′ 他の形式の鉛蓄電池
a,a′ 電槽
b,b′ 電槽蓋
b′1 蓋部
1 鉛ブッシング
1a 鉛ブッシングの突出部
2 極柱、正極柱
2a 極柱の上部
3 鉛ブッシングの挿通孔
4 レーザー溶接用ノズル
5 シールドガラス、透光板
10 端子、鉛端子
h 蓋の上面から鉛ブッシングの上端面までの高さ
H 鉛ブッシングの上端面からシールドガラスまでの高さ
B レーザー溶接用治具
70 シールド筒体
14 シールド流体用吐出孔
16 シェラウドリング
17 環状スペース
18 排気口
Claims (13)
- 組み立てられた鉛蓄電池の蓋に一体に鋳込まれた鉛ブッシングと該鉛ブッシングに挿通した極柱との溶接を、レーザー溶接により行うに当たり、レーザー光線の 1 周目は低出力で照射し、 2 周目の高出力で且つ複数段に亘り段階的に減少せしめるように照射することを特徴とする鉛蓄電池の製造法。
- 組み立てられた鉛蓄電池の蓋に一体に鋳込まれた鉛ブッシングと該鉛ブッシングに挿通した極柱との溶接及び該鉛ブッシングとこれに嵌合したタブ端子部材との溶接をレーザー溶接で行うことを特徴とする請求項 1 に記載の鉛蓄電池の製造法。
- 極柱及び鉛ブッシングは、鉛カルシウム系合金製である請求項1又は2に記載の鉛蓄電池の製造法。
- 該極柱は、その上端面の中央部に柱状突起又は内部中空の筒状突起を設けたものである請求項1,2又は3に記載の鉛蓄電池の製造法。
- レーザー溶接は、パルス式であることを特徴とする請求項1乃至4のいずれか1つに記載の鉛蓄電池の製造法。
- パルス式レーザー溶接におけるビードの重ね密度は、1mmの間に6点乃至12点であることを特徴とする請求項1乃至5のいずれか1つに記載の鉛蓄電池の製造法。
- 請求項1乃至6のいずれか1つに記載の鉛蓄電池の製造法において、鉛蓄電池の端子部の被溶接部位をレーザー照射してレーザー溶接するに当たり、シールド筒体の下端筒部で該端子部を囲繞し、この状態でレーザー溶接時に発生するフュームを該シールド筒体の排気口からシールド筒体の外部に吸引排気するようにしたことを特徴とする鉛蓄電池の製造法。
- 該シールド筒体に吐出口を設け、該吐出口を介して被溶接部位に酸素又は空気を供給するようにした該端子部のレーザー溶接法を用いることを特徴とする請求項7に記載の鉛蓄電池の製造法。
- 該シールド筒体内に、周壁に円周上に複数個の連通孔を配設されたシェラウドリングを、そのシールド筒体の内周壁面との間に環状のスペースを存して設置し、該シェラウドリングの内部に発生したフュームを前記の吐出孔から流入したシールド流体と共に該シェラウドリングの該連通孔とその外周の環状スペースを介して排気口からシールド筒体の外部に吸引排気するようにした鉛蓄電池の該端子部のレーザー溶接法を用いることを特徴とする請求項7又は8項に記載の鉛蓄電池の製造法。
- 該シェラウドリングに一定間隔を存して配設した複数個の連通孔の夫々を該リングの円周接線方向に開口する連通孔とすることにより、該シェラウドリング内部に発生するフュームに渦流を発生させて吸引排気するようにした該端子部のレーザー溶接法を用いることを特徴とする請求項9に記載の鉛蓄電池の製造法。
- 該端子部の外周面を構成する鉛ブッシングの周側面に環状切欠段部を設け、伝熱性の良いシールド筒体の下端筒部を該段部に嵌合装着した該端子部のレーザー溶接法を用いることを特徴とする請求項7又は10に記載の鉛蓄電池の製造法。
- 伝熱性の良い金属製筒体をその上面開口部を透光板で閉塞すると共に、その下端部を蓄電池の端子部の外周面に嵌合するに適した筒状下端部に形成して成るシールド筒体に構成し、その下部に位置して、その円周上に複数個のシールド流体用吐出孔を配設し、更に該シールド筒体内に、これら吐出孔より上方に位置して円周上に、一定の間隔を存して複数個の連通孔を配設されたシェラウドリングを該シールド筒体の周壁内面との間に環状のスペースを存して設けると共に、該シールド筒体に、該環状スペースに連通する排気口を設けたことを特徴とするレーザー溶接用治具。
- シールド筒体の上部に複数個の空気取入口を配設し、その下方の筒体側面に該環状スペースに連通する該排気口を設けたことを特徴とする請求項 12 に記載のレーザー溶接用治具。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30640599 | 1999-10-28 | ||
| JP11-306405 | 1999-10-28 | ||
| JP2000-232727 | 2000-08-01 | ||
| JP2000232727 | 2000-08-01 | ||
| PCT/JP2000/007495 WO2001031719A1 (fr) | 1999-10-28 | 2000-10-26 | Procede de production d'accumulateurs au plomb et gabarit destine a cette production |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2001031719A1 JPWO2001031719A1 (ja) | 2003-05-20 |
| JP4184663B2 true JP4184663B2 (ja) | 2008-11-19 |
Family
ID=26564705
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001533570A Expired - Fee Related JP4184663B2 (ja) | 1999-10-28 | 2000-10-26 | 鉛蓄電池の製造法及びその製造用治具 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US6960408B1 (ja) |
| JP (1) | JP4184663B2 (ja) |
| KR (1) | KR100534237B1 (ja) |
| CN (2) | CN1240149C (ja) |
| AU (1) | AU7958600A (ja) |
| WO (1) | WO2001031719A1 (ja) |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7294431B2 (en) * | 2004-04-14 | 2007-11-13 | Ovonic Battery Company, Inc. | Battery employing thermally conductive polymer case |
| KR100620081B1 (ko) * | 2004-11-16 | 2006-09-07 | 주식회사 아트라스비엑스 | 납축전지의 단자 |
| WO2006058773A1 (de) * | 2004-11-29 | 2006-06-08 | Bae Anlagen Gmbh | Isolierter batteriepol für eine blei-säure-batterie |
| JP5343307B2 (ja) * | 2006-05-16 | 2013-11-13 | 日産自動車株式会社 | 燃料電池スタックおよび燃料電池セパレータ並びにその製造方法 |
| GB0619444D0 (en) * | 2006-10-02 | 2006-11-08 | Enersys Ltd | A battery and a process of making a battery |
| US8637787B1 (en) * | 2007-04-05 | 2014-01-28 | Quallion Llc | Electrochemical device components having weld regions |
| JP2009043441A (ja) * | 2007-08-06 | 2009-02-26 | Gs Yuasa Corporation:Kk | 蓄電池 |
| US7875820B2 (en) | 2007-08-22 | 2011-01-25 | Honeywell International Inc. | Switching device having welding tabs for securing sensing structures to the device housing |
| US8003248B2 (en) * | 2007-09-27 | 2011-08-23 | Greatbatch Ltd. | Battery lid with integral thick boss surrounding a terminal hole |
| JP2009166065A (ja) * | 2008-01-15 | 2009-07-30 | Nippon Densan Corp | レーザ加工方法、軸受装置、スピンドルモータ、およびディスク駆動装置 |
| BRPI0907551B1 (pt) | 2008-04-25 | 2019-07-09 | Gs Yuasa International Ltd | Bateria de armazenamento |
| KR101552872B1 (ko) * | 2008-08-08 | 2015-09-18 | 가부시키가이샤 지에스 유아사 | 납 축전지 |
| US20100155378A1 (en) * | 2008-12-18 | 2010-06-24 | Hans-Herbert Fuchs | Battery Manufacturing |
| JP5632924B2 (ja) * | 2009-11-03 | 2014-11-26 | ザ セクレタリー,デパートメント オブ アトミック エナジー,ガヴァメント,オブ インディア | レーザ溶接によって結合されたニオブ部品を備えるニオブベース超伝導無線周波(scrf)キャビティおよびその製造方法並びに製造装置 |
| WO2011078209A1 (ja) | 2009-12-24 | 2011-06-30 | 株式会社Gsユアサ | 蓄電池用蓋、その蓋の射出成形方法、その蓋を備えた蓄電池、及び蓄電池用端子部 |
| CN101924195A (zh) * | 2010-09-08 | 2010-12-22 | 江苏理士电池有限公司 | 免维护摩托车电池的铅钙合金端子 |
| CN101941120B (zh) * | 2010-09-10 | 2013-05-01 | 中国科学院力学研究所 | 平衡支架与配重铅块的激光焊接方法 |
| DE102011117757A1 (de) * | 2011-11-05 | 2013-05-08 | Robert Bosch Gmbh | Lötverfahren zum Herstellen einer elektrisch leitfähigen Verbindung |
| US9409249B1 (en) | 2012-01-19 | 2016-08-09 | Christopher Bryan Trussell | Welding assistance systems |
| JP6029854B2 (ja) | 2012-05-22 | 2016-11-24 | ミネベア株式会社 | 振動子及び振動発生器 |
| JP5637181B2 (ja) * | 2012-06-29 | 2014-12-10 | トヨタ自動車株式会社 | 電池、電池の製造方法、及び、電池製造用マスク部材 |
| USD678372S1 (en) * | 2012-11-02 | 2013-03-19 | Christopher Bryan Trussell | Welding jig |
| JP2014136254A (ja) * | 2013-01-18 | 2014-07-28 | Mitsubishi Heavy Ind Ltd | レーザ溶接用治具およびこれを用いたレーザ溶接方法 |
| WO2016000023A1 (en) * | 2014-06-30 | 2016-01-07 | Sunspin Pty Ltd | A method of forming a sealed joint between a tubular article and a sheet article |
| KR102331724B1 (ko) * | 2015-01-29 | 2021-11-26 | 삼성에스디아이 주식회사 | 이차전지의 제조방법 |
| ES2654807T3 (es) * | 2015-08-20 | 2018-02-15 | Wegmann Automotive Gmbh & Co. Kg | Terminal de batería con protección antitorsión interna |
| KR102090787B1 (ko) * | 2017-01-11 | 2020-03-18 | 주식회사 엘지화학 | 레이저 용접용 지그 어셈블리 |
| KR102155029B1 (ko) * | 2017-06-27 | 2020-09-11 | 주식회사 엘지화학 | 전극 탭의 용접 방법 및 이에 따라 용접된 전극을 포함하는 케이블형 이차전지 |
| CN111801813B (zh) | 2018-03-05 | 2023-10-24 | Cps科技控股有限公司 | 电池端子 |
| WO2019173378A1 (en) | 2018-03-05 | 2019-09-12 | Cps Technology Holdings Llc | Cap for battery terminal |
| US12199312B2 (en) * | 2019-03-28 | 2025-01-14 | Panasonic Intellectual Property Management Co., Ltd. | Battery and manufacturing method for battery |
| DE102020212933A1 (de) | 2020-10-14 | 2022-04-14 | Volkswagen Aktiengesellschaft | Schweißanlage zur Herstellung einer elektrischen Kontaktierung in einem Batteriemodul für eine Hochvoltbatterie |
| CN114204135B (zh) * | 2021-12-07 | 2024-05-17 | 风帆有限责任公司 | 一种提高蓄电池壳体热封质量的方法 |
| JP7594566B2 (ja) * | 2022-05-02 | 2024-12-04 | プライムプラネットエナジー&ソリューションズ株式会社 | 電池の製造方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5173234A (en) * | 1974-12-20 | 1976-06-24 | Matsushita Electric Industrial Co Ltd | Chikudenchino tanshikeiseiho |
| JPS5821778B2 (ja) * | 1976-03-11 | 1983-05-04 | 松下電器産業株式会社 | 鉛蓄電池 |
| JPS52111634A (en) * | 1976-03-16 | 1977-09-19 | Matsushita Electric Industrial Co Ltd | Method of producing lead battery terminal |
| GB1542128A (en) * | 1976-08-03 | 1979-03-14 | Boc Ltd | Laser welding apparatus |
| US4358658A (en) * | 1980-12-05 | 1982-11-09 | The United States Of America As Represented By The United States Department Of Energy | Laser weld jig |
| JPS6053424B2 (ja) * | 1980-12-18 | 1985-11-26 | 新神戸電機株式会社 | 鉛蓄電池極板格子用の製造法 |
| JPS59171461A (ja) * | 1983-03-18 | 1984-09-27 | Hitachi Maxell Ltd | リ−ド体付き電池の製造方法 |
| JPS6027486A (ja) * | 1983-07-26 | 1985-02-12 | Matsushita Electric Ind Co Ltd | レ−ザ溶接装置 |
| JPS62268055A (ja) * | 1986-05-13 | 1987-11-20 | Fuji Elelctrochem Co Ltd | リ−ド端子付き電池の製造方法 |
| JPH11111246A (ja) * | 1997-08-06 | 1999-04-23 | Toshiba Corp | 密閉電池およびその製造方法 |
| JPH0220275A (ja) | 1988-07-08 | 1990-01-23 | Saakuru Tekko:Kk | 長ねぎの皮剥ぎ装置 |
| JPH062216Y2 (ja) * | 1988-07-26 | 1994-01-19 | 関西日本電気株式会社 | リード導出構造 |
| JPH0713894B2 (ja) * | 1990-03-13 | 1995-02-15 | 湯浅電池株式会社 | 鉛蓄電池の端子部 |
| JPH056769A (ja) * | 1991-06-18 | 1993-01-14 | Matsushita Electric Ind Co Ltd | 非水溶媒電池 |
| JP3132079B2 (ja) * | 1991-09-19 | 2001-02-05 | 松下電器産業株式会社 | 鉛蓄電池の端子溶接装置 |
| JPH05325940A (ja) * | 1992-05-25 | 1993-12-10 | Shin Kobe Electric Mach Co Ltd | 鉛蓄電池の端子封口部の形成法 |
| US5336273A (en) * | 1992-11-27 | 1994-08-09 | Gould Electronics Inc. | Laser sealed solid electrolyte cell housed within a ceramic frame and the method for producing it |
| JPH08293299A (ja) * | 1995-04-24 | 1996-11-05 | Matsushita Electric Ind Co Ltd | 電池の製造法 |
| KR100405873B1 (ko) * | 1995-07-28 | 2004-03-30 | 산요덴키가부시키가이샤 | 레이저밀봉전지 |
| KR970072523A (ko) * | 1996-04-26 | 1997-11-07 | 김광영 | 각형 밀폐식 축전기의 제조 방법 |
| CN1127158C (zh) * | 1996-09-03 | 2003-11-05 | 东洋钢钣株式会社 | 用于电池外壳的表面处理钢板、电池外壳和使用该外壳的电池 |
| JPH11245064A (ja) * | 1998-03-03 | 1999-09-14 | Nhk Spring Co Ltd | ディスク装置用サスペンションのレーザ溶接設備 |
| JP3568387B2 (ja) * | 1998-03-23 | 2004-09-22 | 三洋電機株式会社 | 密閉式電池の製造方法 |
-
2000
- 2000-10-26 JP JP2001533570A patent/JP4184663B2/ja not_active Expired - Fee Related
- 2000-10-26 AU AU79586/00A patent/AU7958600A/en not_active Abandoned
- 2000-10-26 CN CNB008024499A patent/CN1240149C/zh not_active Expired - Lifetime
- 2000-10-26 KR KR10-2001-7007726A patent/KR100534237B1/ko not_active Expired - Lifetime
- 2000-10-26 CN CNB2005100638600A patent/CN1320668C/zh not_active Expired - Lifetime
- 2000-10-26 WO PCT/JP2000/007495 patent/WO2001031719A1/ja not_active Ceased
- 2000-10-26 US US09/857,187 patent/US6960408B1/en not_active Expired - Lifetime
-
2003
- 2003-10-23 US US10/690,719 patent/US6765173B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| KR20010099833A (ko) | 2001-11-09 |
| WO2001031719A1 (fr) | 2001-05-03 |
| CN1240149C (zh) | 2006-02-01 |
| CN1684288A (zh) | 2005-10-19 |
| KR100534237B1 (ko) | 2005-12-08 |
| CN1336013A (zh) | 2002-02-13 |
| CN1320668C (zh) | 2007-06-06 |
| US20040079738A1 (en) | 2004-04-29 |
| US6765173B2 (en) | 2004-07-20 |
| AU7958600A (en) | 2001-05-08 |
| US6960408B1 (en) | 2005-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4184663B2 (ja) | 鉛蓄電池の製造法及びその製造用治具 | |
| JPWO2001031719A1 (ja) | 鉛蓄電池の製造法及びその製造用治具 | |
| KR100571229B1 (ko) | 슬림형의 각형상 제조에 적합한 밀폐식 배터리 | |
| JP3594555B2 (ja) | 密閉式電池の製造方法及び密閉式電池 | |
| CN218769655U (zh) | 圆柱形二次电池、电池组以及车辆 | |
| JPWO1999025035A1 (ja) | 密閉式電池の製造方法及び密閉式電池 | |
| JP2000090893A (ja) | 電池及び電池の製造方法 | |
| CN215418352U (zh) | 一种钢壳扣式电池的焊接结构及扣式电池 | |
| KR101838382B1 (ko) | 밀폐형 전지 및 그 제조 방법 | |
| CN118888937A (zh) | 电池盖板组件、电池及动力装置 | |
| JP2017054786A (ja) | 二次電池の製造方法 | |
| JPH1177347A (ja) | アルミニウム薄板のレーザ溶接方法と密閉電池の製造方法及び密閉電池 | |
| JP3908838B2 (ja) | アルミニウム容器及びその製造方法 | |
| JP2923621B2 (ja) | 密閉電池の封口溶接方法 | |
| KR20180072964A (ko) | 파이버 펄스형 레이저를 이용하여 버(Burr)를 제거하는 과정을 포함하는 전지셀 제조방법 | |
| JP2002184365A (ja) | 密閉型電池の封口方法および密閉型電池 | |
| JP6792802B2 (ja) | 密閉型電池および密閉型電池の製造方法 | |
| KR100508947B1 (ko) | 이차 전지 및 이의 밀봉 방법 | |
| CN221239752U (zh) | 一种电池 | |
| WO2023243387A1 (ja) | 接合方法 | |
| JPH05314957A (ja) | 電池の封口方法 | |
| CN120395131A (zh) | 一种圆柱电池壳底焊接方法 | |
| KR20240174827A (ko) | 전지 캔과 집전판과 캡의 용접 구조 및 이를 적용한 배터리 셀 | |
| CN120895864A (zh) | 集流构件、极耳焊接方式以及单体电池 | |
| TW202205730A (zh) | 蓄電池電極鑄熔方法及裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080702 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080902 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080904 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4184663 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130912 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |