JP4337685B2 - 樹脂封止基板 - Google Patents
樹脂封止基板 Download PDFInfo
- Publication number
- JP4337685B2 JP4337685B2 JP2004242256A JP2004242256A JP4337685B2 JP 4337685 B2 JP4337685 B2 JP 4337685B2 JP 2004242256 A JP2004242256 A JP 2004242256A JP 2004242256 A JP2004242256 A JP 2004242256A JP 4337685 B2 JP4337685 B2 JP 4337685B2
- Authority
- JP
- Japan
- Prior art keywords
- circuit pattern
- hole
- electronic component
- recess
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Structure Of Printed Boards (AREA)
Description
2a タイバー
2b ランド
2c スルーホール
3 電子部品
4 絶縁樹脂層
4a 凹部
4b 凹部
4c 棚状部
4f 凹部
4g 薄肉部
5 後付け電子部品
5a リード
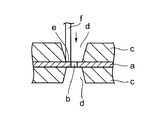
6 はんだ噴流
Claims (3)
- 金属薄板を打ち抜くことにより回路パターンや、電子部品を実装するためのスルーホールが穿設されたランド等を形成した回路パターン基板と、前記回路パターン基板の表裏面を被覆することにより前記回路パターン基板に実装された電子部品を封止する絶縁樹脂層とからなる樹脂封止基板であって、前記回路パターン基板の前記表裏面のうち後付け電子部品実装面となる側に設けられた前記絶縁樹脂層に形成され、かつ表面側が大径で、前記後付け電子部品を実装するスルーホール側へ順次小径となるテーパ状の第1の凹部と、前記第1の凹部を設けることにより前記スルーホールの周囲に形成された棚状部とを備え、前記棚状部の幅が前記後付け電子部品のリードの直径の1/2以下となるように前記第1の凹部の小径部の直径を設定すると共に、前記テーパ状の第1の凹部の内周面の傾斜角がほぼ5度に設定してなり、
さらに、前記回路パターン基板の前記表裏面のうちはんだ面となる側に設けられた前記絶縁樹脂層に、表面側が大径で、前記後付け電子部品を実装する前記スルーホール側へ順次小径となるテーパ状をなし、かつ内周面の傾斜角がほぼ45度に設定された第2の凹部を形成したことを特徴とする樹脂封止基板。 - 前記回路パターン上に前記後付け電子部品を複数実装する際において、各後付け電子部品のリードを実装するための前記スルーホール同士が近接する場合には、前記各スルーホールに対応して形成された前記第2の凹部を、互いに連続するように形成し、かつ互いに近接する前記各スルーホールの間に薄肉部またはリブを形成してなる請求項1に記載の樹脂封止基板。
- 前記回路パターンが分離しないように設けたタイバーを覆う前記絶縁樹脂層に長方形状の凹部を形成して前記タイバーを露出させ、かつ前記長方形状の凹部内に前記タイバーに達する薄肉部を形成すると共に、前記薄肉部を残して前記タイバーを打ち抜き切断してなる請求項1または請求項2に記載の樹脂封止基板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004242256A JP4337685B2 (ja) | 2004-08-23 | 2004-08-23 | 樹脂封止基板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004242256A JP4337685B2 (ja) | 2004-08-23 | 2004-08-23 | 樹脂封止基板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006060125A JP2006060125A (ja) | 2006-03-02 |
| JP4337685B2 true JP4337685B2 (ja) | 2009-09-30 |
Family
ID=36107320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004242256A Expired - Fee Related JP4337685B2 (ja) | 2004-08-23 | 2004-08-23 | 樹脂封止基板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4337685B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI406384B (zh) * | 2008-07-25 | 2013-08-21 | Unimicron Technology Corp | 封裝基板及其製法 |
| JP2011159868A (ja) * | 2010-02-02 | 2011-08-18 | Autonetworks Technologies Ltd | 回路構成体 |
| JP5213910B2 (ja) * | 2010-06-04 | 2013-06-19 | Tdkラムダ株式会社 | 回路基板 |
| CN103260359B (zh) * | 2013-04-26 | 2016-03-23 | 淳华科技(昆山)有限公司 | 柔性线路板中的正背面相对盲孔的制作方法 |
| US11602055B2 (en) * | 2018-09-04 | 2023-03-07 | Apple Inc. | Overmolded components having sub-flush residuals |
| JP2020174078A (ja) * | 2019-04-09 | 2020-10-22 | 住友電装株式会社 | 基板、部品実装基板及び電気接続箱 |
| JP7156162B2 (ja) * | 2019-04-26 | 2022-10-19 | 住友電装株式会社 | 基板及び基板の製造方法 |
-
2004
- 2004-08-23 JP JP2004242256A patent/JP4337685B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006060125A (ja) | 2006-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10356901B2 (en) | Manufacturing method of circuit board structure | |
| JP4477202B2 (ja) | 半導体装置およびその製造方法 | |
| JP4337685B2 (ja) | 樹脂封止基板 | |
| JP2009170476A (ja) | 半導体装置および半導体装置の製造方法 | |
| JP2010103295A (ja) | 端面スルーホール配線基板の製造方法 | |
| JP3735023B2 (ja) | ピン立て型プリント回路基板 | |
| JPH0582960A (ja) | プリント配線板における断面スルーホールの形成方法 | |
| JP5595813B2 (ja) | 回路基板の製造方法 | |
| US20070205251A1 (en) | Soldering structure of through hole | |
| JP4322633B2 (ja) | 電子回路ユニットの製造方法 | |
| JP2002334953A (ja) | 配線基板の加工方法 | |
| KR100582086B1 (ko) | 인쇄회로기판의 제조방법 | |
| JP2005223266A (ja) | 基板の端面スルーホール製造方法 | |
| JP6345957B2 (ja) | 金属−セラミックス回路基板およびその製造方法 | |
| JPH0656871B2 (ja) | 外部リード段差部の形成方法 | |
| JP4457739B2 (ja) | 電子部品およびその製造方法 | |
| JPS6143857B2 (ja) | ||
| JP2009060006A (ja) | 半田付けパレット | |
| JP2012069563A (ja) | リードフレームとその製造方法及び製造装置 | |
| JP6566586B2 (ja) | 金属−セラミックス回路基板およびその製造方法 | |
| JP2991174B2 (ja) | 半導体装置用リードフレームおよびその半導体装置の製造方法 | |
| JPS6312399B2 (ja) | ||
| JP2570581B2 (ja) | 垂直型表面実装半導体パッケージ | |
| JP2008103547A (ja) | 半田ペースト塗布方法及び電子回路基板 | |
| JP4448809B2 (ja) | リードフレーム付きハイブリッドicの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081028 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090609 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090622 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |