JP4357630B2 - 冷却機構を備えた切削加工装置 - Google Patents
冷却機構を備えた切削加工装置 Download PDFInfo
- Publication number
- JP4357630B2 JP4357630B2 JP09704299A JP9704299A JP4357630B2 JP 4357630 B2 JP4357630 B2 JP 4357630B2 JP 09704299 A JP09704299 A JP 09704299A JP 9704299 A JP9704299 A JP 9704299A JP 4357630 B2 JP4357630 B2 JP 4357630B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- heat
- workpiece
- cooling mechanism
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Jigs For Machine Tools (AREA)
Description
【発明の属する技術分野】
本発明は、冷却機構を備えた切削加工装置に関し、一層詳細には、ワークと切削刃との間、および切り粉・切り屑と切削刃との間に発生する熱を前記冷却機構を介して速やかに外部に放出するように構成した冷却機構を備えた切削加工装置に関する。
【0002】
【従来の技術】
従来から、金属、プラスチック等の切削のために切削装置が広く採用されるに至っている。
【0003】
この切削装置における切削機構を観察すると、切削箇所では加工されるワークの金属結合等の結合力に抗してこれを破断する作用が継続的に営まれ、また、刃具とワークとの間に摩擦を生じることから、大量の熱が発生する事実が確認されている。このような切削加工では、適当な方法により前記熱の除去を行わないと、ワークや刃具の温度が上昇し、該ワークの変形、表面荒れ、加工精度の低下を生じさせ、また、刃具の寿命が低下するという不具合を来すことになる。このため、一般的には、前記刃具自体あるいはワークの切削箇所に切削剤を供給することにより、潤滑効果によって摩擦熱の発生を抑制し、また、発生した熱を冷却除去するようにしている。なお、供給された切削剤は、摩擦による発熱源の1つである切り粉や切り屑を取り除く作用をも営む。この種の切削剤としては、水性切削剤や油性切削剤(切削油)が用いられている。
【0004】
【発明が解決しようとする課題】
ところで、切削剤として切削油を使用する切削加工においては、膨大な量の切削油の管理を適正化し、また、環境対策から廃油の処理方法を考慮する必要がある。すなわち、昨今使用される切削油の中には水分を含有するものが多いことから、処理が煩雑となり、また、廃油を焼却処理することは大量のCO2 の発生を伴うために環境上好ましくないという不具合がある。さらに、切削油を使用した場合は、切削後にワークを代替フロン等により洗浄する工程が必要であるが、これも環境上好ましいものではない。また、切り粉や切り屑をリサイクルするためには、煩雑な油切り工程が必要である。
【0005】
したがって、切削加工時に切削油を用いないことが最も好ましいが、その場合、切削箇所に発生する熱を除去することができない。逆に言えば、前記熱を速やかに外部へと除去せしめる機構や装置を備えれば切削油は不要であると考えられるが、そのような機構または装置はこれまでのところ知られていない。
【0006】
本発明はこのような課題を考慮してなされたもので、特に、切削加工時にワークを固定位置決めする機構に伝達される熱を速やかに外部に放出する冷却機構を備えることにより、切削加工の際に切削油の使用を不要とし、切削後の洗浄等の後処理を簡略化せしめ、切削油の管理や使用後の切削油の処理を不要とし、かつこのための付帯機器を設ける必要がなく、したがって切削装置をコンパクト化せしめるとともに、切削性能が向上し、さらにまたワークの固定位置決め精度を高め、刃具の寿命を延長せしめることが可能な冷却機構を備えた切削加工装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
前記の目的を達成するために、本発明は、ワークに対して切削加工を行う際に、該ワークを固定するワーク固定装置を備え、かつ前記ワーク固定装置に冷却機構が設けられた冷却機構を備えた切削加工装置であって、
前記ワーク固定装置は、前記ワークを把持して固定する把持部材と、前記ワークに対して切削加工を行う際に発生した熱が前記把持部材を介して伝達される被熱伝達部材とを備え、
前記被熱伝達部材に前記冷却機構が設けられ、
前記冷却機構は、冷却剤が流通する冷却室と、
前記冷却室の内壁に設置され、通電によって低温部と高温部とを生成し、前記高温部が前記冷却室内に臨み、かつ前記低温部が切削箇所に発生した熱を吸収する熱−電気変換素子と、
を備えることを特徴とする。
【0008】
これにより、切削加工時に発生した熱が冷却機構を介して装置外部へと除去されるので、切削油を用いる必要がない。したがって、切削後の洗浄等の後処理が簡略化され、切削油の管理や廃油の処理も不要である。かつ、切削油を供給するための付帯機器を設ける必要がないので、切削装置がコンパクト化される。さらに、切削性能が向上し、またワークの固定位置決め精度が高められるとともに、刃具の寿命を延長せしめることができる。
【0009】
好ましくは、前記高温部の表面に、放熱材が設けられているとよい。
【0010】
これにより、高温部に伝達された熱を効率的に冷却室に導入された冷却剤へ伝達せしめることができ、切削時に生じる熱に対する冷却効率が向上する。
【0011】
さらに好ましくは、前記冷却室の内壁の前記熱−電気変換素子が設置された部位以外の部位に、断熱材が設けられているとよい。
【0012】
これにより、前記熱−電気変換素子に伝達された熱が前記冷却室外へと伝達されることを防ぐことができ、冷却効率が一層向上する。
【0013】
【発明の実施の形態】
以下、本発明に係る冷却機構を備えた切削加工装置について、それに含まれるワーク固定装置との関係で好適な実施の形態を挙げ、添付の図面を参照しながら詳細に説明する。
【0014】
まず、第1の実施の形態として、図1にワーク固定装置がクランプ装置10である切削加工装置を示す。
【0015】
このクランプ装置10は、テーブル11上に位置調整自在に配置される可動部12と、この可動部12から所定間隔離間した固定部14と、前記可動部12の下部、前記固定部14の下部にそれぞれ装着されたアタッチメント部16、18とから構成されている。可動部12とアタッチメント部16とはボルト22a、22bによって一体化され、固定部14とアタッチメント部18とはボルト22c、22dによって一体化されている。
【0016】
前記可動部12は、断面が略L字状のクランプねじ螺着部12aと、図1の左右方向へ移動自在な把持部12bと、クランプねじ螺着部12aと把持部12bとの間に挟持された図1の上下方向へ移動自在な楔部12cとを備えている。そして、クランプねじ24が前記楔部12cを貫通し、クランプねじ螺着部12aの水平部に螺着されている。
【0017】
したがって、クランプねじ24を螺回する程度によって、把持部12bを水平方向に移動せしめることが可能である。すなわち、クランプねじ24を締め付けていくにつれて楔部12cが下方へと移動してその傾斜面に沿って把持部12bを押し出し、その結果、把持部12bが図1における左方へと移動する。したがって、可動部12および固定部14上に戴置されたワークWがこれらに確実に把持され、位置決めされる。
【0018】
一方、固定部14は、可動部12とは異なり、移動可能な部材は備えていない。すなわち、固定部14の把持部14aは、アタッチメント部18に対してボルト22c、22dを螺入することによって固定されている。
【0019】
そして、これらの下部に装着されたアタッチメント部16、18の内部には、ワークWの加工に伴ってワークWとドリルDとの間および切り粉・切り屑とドリルDとの間に発生する熱を外部へと除去せしめる冷却機構30a、30bがそれぞれ備えられている。
【0020】
この冷却機構30a、30bの構成について詳述する。
【0021】
まず、アタッチメント部16、18の内部には、図示しない冷却剤を流通せしめるための液密な冷却室32a、32bがそれぞれ画成されている。そして、冷却剤が冷却室32a、32b内を流通することを可能とするために、冷却室32a、32bに連通して、冷却剤の入口34a、34bおよび出口36a、36bが設けられている。なお、冷却剤としては、コスト的に有利であることや、処理が簡便であること等の理由から水が好適である。
【0022】
この冷却室32a、32bの内壁、例えば、天井面には、その一部を切り欠いて熱−電気変換素子38a、38bが設置されている。この熱−電気変換素子38a、38bは、後述するように、通電によって高温部と低温部とを生成する。そして、前記低温部が可動部12、固定部14の底部を臨んでアタッチメント部16、18に接し、かつ、前記高温部が前記冷却室32a、32bに臨むように設置されている。
【0023】
これら熱−電気変換素子38a、38bは、Bi2 Te3 から構成されている。さらに詳細には、これら熱−電気変換素子38a、38bは、Bi2 Te3 にSeが過剰にドープされたn型領域と、Sbが過剰にドープされたp型領域とを複数組み合わせた1つのモジュールとして構成されている。このようにモジュール化することにより、冷却機構30a、30bが簡素化されかつ小型化される。
【0024】
これら熱−電気変換素子38a、38bは、図示しない電力供給用リードを介して図示しない直流電源に接続されており、前記直流電源から電力を供給することによって、該熱−電気変換素子38a、38bに通電せしめることができる。この際、前記n型領域が低温となり、同時に、前記p型領域が高温となることによって、該熱−電気変換素子38a、38bには低温部、高温部がそれぞれ生成される。例えば、通電することによって、前記低温部の温度は、冷却が開始されて30秒以内に約−20℃程度となる。
【0025】
前記熱−電気変換素子38a、38bの高温部の表面には、熱伝導度の高い材料からなる放熱材40a、40bを設けることが好ましい。放熱材40a、40bは熱交換率が高いので、高温部の表面から冷却剤への熱伝導がより一層効率的に行われるからである。放熱材40a、40bの好適な材質としては、銅、アルミニウム等を例示することができる。
【0026】
また、冷却室32a、32bの内壁の、熱−電気変換素子38a、38bが設置された部位を除く部位には、熱伝導度の低い材料からなる断熱材42a、42bを設置することがさらに好ましい。冷却剤に伝達された熱がさらにアタッチメント部16、18へと伝達されることがなく、したがって前記熱を効率的に外部へと除去することができるからである。断熱材42a、42bの好適な材質としては、ポリテトラフルオロエチレン等を例示することができる。
【0027】
さらに、例えば、図1に示すようにアタッチメント部16、18の底部に断熱材42c、42dを設けて、アタッチメント部16、18とテーブル20とを熱的に遮断することが好ましい。前記熱がテーブル20へ伝達されることや、テーブル20の熱が前記冷却機構30a、30bへと伝達されることがないので、前記熱の外部への除去が一層効率的に営まれるからである。
【0028】
次に、本実施の形態に係るクランプ装置10の作用について説明する。
【0029】
まず、ワークWを前記可動部12上および前記固定部14上に戴置する。次いで、クランプねじ24を締め付け、可動部12の把持部12bを移動変位せしめてワークWを把持し、該ワークWを固定位置決めする。
【0030】
次いで、前記熱−電気変換素子38a、38bに通電せしめる。これにより、前記熱−電気変換素子38a、38bには低温部と高温部が生成される。具体的には、アタッチメント部16、18に接し、かつ可動部12、固定部14の底部に臨む面が低温部となり、冷却室32a、32bに臨む面が高温部となる。なお、前記冷却室32a、32b内には、例えば冷却水等の冷却剤(図示せず)を予め流通せしめておく。
【0031】
この状態で、回転付勢されたドリルDをワークWの切削加工しようとする位置まで下降させ、該ドリルDにより該ワークWを切削加工する。
【0032】
切削加工が進行するのにつれて、ドリルDとワークWとの間およびドリルDと切り粉・切り屑との間には、摩擦により熱が発生する。この熱は、熱伝導により、切削箇所から可動部12、固定部14のワークWの把持箇所へと伝達され、次いで、該可動部12、該固定部14からアタッチメント部16、18へと伝達される。このような熱の伝達によって、アタッチメント部16、18が高温となる。
【0033】
ここで、アタッチメント部16、18の内部に設けられた冷却室32a、32bの内壁には、上記したように熱−電気変換素子38a、38bが設置されている。そして、これら熱−電気変換素子38a、38bに生成した低温部は可動部12、固定部14の底部を臨んでアタッチメント部16、18に接している。したがって、高温となったアタッチメント部16、18と前記低温部との熱交換が起こり、前記熱は前記低温部へと伝達される。言い換えれば、前記熱は、前記低温部に吸収される。
【0034】
前記熱は、次いで、熱−電気変換素子38a、38bの高温部へと伝達され、次いで該高温部と放熱材40a、40bとが熱交換することによって、該放熱材40a、40bへと伝達される。そして最後に、該放熱材40a、40bと冷却室32a、32b内を流通している冷却剤とが熱交換することによって、該冷却剤へと伝達される。この冷却剤が出口36a、36bから速やかに排出されることによって、前記熱は速やかにクランプ装置10の外部に除去される。
【0035】
このとき、冷却室32a、32bの内壁の、熱−電気変換素子38a、38bが設置された部位を除く部位には、断熱材42a、42bが設置されているので、熱−電気変換素子38a、38bに伝達された前記熱が冷却室32a、32b外へと伝達されて冷却効率が低下する等の不具合を生じることがない。
【0036】
また、アタッチメント部16、18の底部には断熱材42c、42dが設置されており、したがってアタッチメント部16、18とテーブル20とは熱的に遮断されているので、前記熱がテーブル20へと伝達されたり、あるいは、テーブル20の熱が冷却機構30a、30bに伝達されて冷却効率が低下する等の不具合を生じることがない。
【0037】
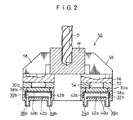
次に、第2の実施の形態として、図2に示すチャック装置50およびその作用について説明する。なお、図1に示した構成要素に対応する構成要素については同符号を付し、詳細な説明を省略する。
【0038】
チャック装置50は、図2に示すように、基部52と、該基部52の内部に設けられたベアリング54と、基部52およびベアリング54上に設けられた軸受部56と、該軸受部56に変位自在に係着された複数のつめ58とを備える。そして、このチャック装置50の内部には、前記つめ58に対応する位置に、冷却機構30a、30bが設けられている。
【0039】
すなわち、チャック装置50の内部の前記つめ58に対応する位置には、冷却剤の入口34a、34bおよび出口36a、36bを有する冷却室32a、32bが設けられている。そして、冷却室32a、32bの内壁には、一部を切り欠いて熱−電気変換素子38a、38bが設置されている。
【0040】
このチャック装置50においては、熱−電気変換素子38a、38bは、通電によって生成される低温部が基部52およびベアリング54の底部を臨み、高温部が冷却室32a、32bに臨むように設置されている。さらに、前記高温部の表面には、放熱材40a、40bが設けられており、冷却室32a、32bの内壁の、熱−電気変換素子38a、38bが設置された部位を除く部位には、断熱材42a、42bが設置されている。
【0041】
以上のような構成において、ワークWの切削加工の際には、まず、該ワークWを前記つめ58の間に配置し、図示しないアクチュエータの付勢作用下に該つめ58を前記軸受部56に沿って摺動させ、該つめ58によってチャック装置50の中心部で前記ワークWを把持固定する。
【0042】
次いで、冷却室32a、32b内に冷却水等の冷却剤(図示せず)を流通せしめた後、前記熱−電気変換素子38a、38bに通電すれば、前記熱−電気変換素子38a、38bに低温部と高温部とが生成される。すなわち、基部52およびベアリング54の底部に臨む面が低温部となり、前記冷却室32a、32bに臨む面が高温部となる。
【0043】
この状態で、回転付勢されたドリルDをワークWの切削加工しようとする位置まで下降させ、該ドリルDにより該ワークWを切削加工する。
【0044】
切削加工の進行につれて、ドリルDとワークWとの間、およびドリルDと切り粉・切り屑との間に摩擦熱が発生する。この熱は、熱伝導により、ワークWを把持固定するつめ58にまず伝達され、次いで、つめ58を係着する軸受部56、さらに軸受部56の直下の基部52およびベアリング54の順に伝達される。すなわち、基部52およびベアリング54が高温となる。
【0045】
上記したように、基部52の内部には、つめ58に対応する位置に冷却室32a、32bが設けられており、該冷却室32a、32bの内壁には熱−電気変換素子38a、38bが設置されている。すなわち、熱−電気変換素子38a、38bは、低温部が基部52およびベアリング54の底部に臨むように設置されているので、前記低温部はこれに接する高温の基部52およびベアリング54の底部と熱交換する。その結果、前記熱は前記低温部に伝達される。言い換えれば、前記熱は、前記低温部に吸収される。
【0046】
以下、前記クランプ装置10に準拠する過程を経て、前記熱は前記冷却剤にまで伝達される。この冷却剤がチャック装置50の外部へと速やかに除去されることによって、チャック装置50の外部への前記熱の除去が完了する。
【0047】
以上説明したように、冷却機構30a、30bが設けられたクランプ装置10やチャック装置50を用いてワークWを固定して切削加工を行うことにより、切削箇所で発生した熱を、切削油を用いることなく該切削箇所からクランプ装置10の外部またはチャック装置50の外部へと速やかに除去せしめることができる。このため、ワークWが熱膨張しないので、ワークWの固定位置決め精度が高められる。しかも、切削箇所に熱が蓄積されて高温化することによる不具合、すなわち、ワークWの変形、表面荒れ、加工精度の低下等が発生することがなく、また、ドリルDの寿命も延長される。
【0048】
さらに、切削油を用いないため、切削油の管理や廃油の処理が不要となる。また、切削油供給のための付帯機器を設ける必要がなく、したがって、切削装置のコンパクト化が可能となる。また、切削後のワークWの洗浄等の後処理を簡略化せしめることができる。
【0049】
なお、切削加工を行う際には、さらに、ワークWの切削加工しようとする箇所にエアを吹き付けて行うと好適である。エアを吹き付けることによって、発生する切り粉・切り屑が適宜除去されるので、ドリルDとの間に摩擦が生じることがない。したがって、これらの間には摩擦熱が発生しない。また、切削油を使用していないため、除去された切り粉・切り屑の処理を簡便に行うことができる。さらに、切削箇所はエアにより直接冷却されるので、冷却作用が一層効果的に営まれる。
【0050】
次に、上記した第1の実施の形態の冷却機構30a、30bを備えたクランプ装置10でワークWを固定して行った切削試験の結果、および、通常のクランプ装置でワークを固定して行った切削試験(以下、比較例という)の結果について説明する。なお、ワークWとしては、寸法が200mm×200mm×50mmの直方体形状のAlAC8B相当材を用いた。また、ドリルDとしては、直径8mm、長さ100mmの超微粒子分散強化型超硬ドリルを用いた。切削条件は、切削速度を300mm/分、穿孔深さを40mmとした。
【0051】
なお、切削加工は、この実施の形態では、上記した冷却機構(冷却水を使用)を活用した状態で、かつ切削箇所へ圧力約2kgf/cm2 のエアを吹き付けて切り粉・切り屑を排出しながら行い、比較例では切削箇所へ切削油を供給しながら行った。
【0052】
図3に、この実施の形態および比較例の加工穴数(単位:穴)とドリルのVB摩耗量との関係を示す。図3から諒解されるように、比較例の場合は、約25000穴を経過した際のVB摩耗量が約0.2mmであるのに対し、この実施の形態では同じ時点で約0.12mmに止まっていることが分かる。すなわち、この実施の形態では、比較例よりもVB摩耗量が著しく低減されている。
【0053】
さらに、比較例では、約10000穴を経過した時点で、もとの刃先に切り屑が堆積、変質して固着する、いわゆる構成刃先の形成が認められ、また、刃先チッピングも発生していた。これに対して、この実施の形態では、構成刃先の形成やチッピングの発生は認められなかった。
【0054】
上記の結果が得られた理由として、本実施の形態においては、切削加工時に発生する熱が外部へと速やかに除去されているためであると考えられる。
【0055】
【発明の効果】
以上説明したように、本発明によれば、冷却剤を導入する冷却室と、前記冷却室の内壁に設置され、通電によって低温部と高温部とを生成し、前記高温部が前記冷却室に臨む熱−電気変換素子とから構成される冷却機構を備え、切削加工の際に切削箇所に発生した熱を前記低温部に吸収せしめ、前記熱を前記高温部からワーク固定装置の外部へ放出させる。
【0056】
このため、切削油を用いる従来技術のように、切削後に洗浄等の後処理が必要とされることがなく、切削油の管理や廃油の処理が不要であり、かつ切削油供給のための付帯機器を設ける必要もない。したがって、結果的に切削装置とワーク固定装置がコンパクト化されるとともに、切削性能が向上し、また刃具の寿命を延長せしめることができる。さらに、ワーク固定装置の位置決めが確実となり、かつ位置決め精度も劣化しない。
【0057】
また、本発明によれば、前記高温部の表面には、好ましくは放熱材が設けられているので、前記高温部と冷却剤との熱交換率が高くなる。その結果、前記熱の除去がより効率的となる。
【0058】
さらに、本発明によれば、より好ましくは前記冷却室の内壁の、前記熱−電気変換素子が設置された部位以外の部位には、断熱材が設けられているので、前記熱が冷却室外へと伝達されることがない。したがって、前記高温部(または放熱材)からの熱伝達の対象が前記冷却剤に限定されるので、前記熱の除去が一層効率的となる。
【図面の簡単な説明】
【図1】本発明の冷却機構を備えたクランプ装置を使用してワークの切削加工を行う際の概略縦断面図である。
【図2】本発明の冷却機構を備えたチャック装置を使用してワークの切削加工を行う際の概略縦断面図である。
【図3】加工穴数とドリルのVB摩耗量との関係を示す図である。
【符号の説明】
10…クランプ装置 12…可動部
14…固定部 16、18…アタッチメント部
30a、30b…冷却機構 32a、32b…冷却室
38a、38b…熱−電気変換素子 40a、40b…放熱材
42a、42b、42c、42d…断熱材
50…チャック装置 52…基部
54…ベアリング 56…軸受部
58…つめ
Claims (4)
- ワークに対して切削加工を行う際に、該ワークを固定するワーク固定装置を備え、かつ前記ワーク固定装置に冷却機構が設けられた冷却機構を備えた切削加工装置であって、
前記ワーク固定装置は、前記ワークを把持して固定する把持部材と、前記ワークに対して切削加工を行う際に発生した熱が前記把持部材を介して伝達される被熱伝達部材とを備え、
前記被熱伝達部材に前記冷却機構が設けられ、
前記冷却機構は、冷却剤が流通する冷却室と、
前記冷却室の内壁に設置され、通電によって低温部と高温部とを生成し、前記高温部が前記冷却室内に臨み、かつ前記低温部が切削箇所に発生した熱を吸収する熱−電気変換素子と、
を備えることを特徴とする冷却機構を備えた切削加工装置。 - 請求項1記載の冷却機構を備えた切削加工装置において、
前記高温部の表面には、放熱材が設けられていることを特徴とする冷却機構を備えた切削加工装置。 - 請求項1または2記載の冷却機構を備えた切削加工装置において、
前記冷却室の内壁の、前記熱−電気変換素子が設置された部位を除く部位には、断熱材が設けられていることを特徴とする冷却機構を備えた切削加工装置。 - 請求項1〜3のいずれか1項に記載の冷却機構を備えた切削加工装置において、
前記ワーク固定装置が、クランプ装置またはチャック装置のいずれか一方であることを特徴とする冷却機構を備えた切削加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP09704299A JP4357630B2 (ja) | 1999-04-02 | 1999-04-02 | 冷却機構を備えた切削加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP09704299A JP4357630B2 (ja) | 1999-04-02 | 1999-04-02 | 冷却機構を備えた切削加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000288868A JP2000288868A (ja) | 2000-10-17 |
| JP4357630B2 true JP4357630B2 (ja) | 2009-11-04 |
Family
ID=14181543
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP09704299A Expired - Fee Related JP4357630B2 (ja) | 1999-04-02 | 1999-04-02 | 冷却機構を備えた切削加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4357630B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102366857A (zh) * | 2011-10-25 | 2012-03-07 | 昆山宝锦激光拼焊有限公司 | 一种用于激光拼焊和激光切割用夹具的压条 |
| CN112427700A (zh) * | 2020-11-10 | 2021-03-02 | 泰州市爱利特金属制品有限公司 | 一种翻转铰链加工台 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0282452U (ja) * | 1988-12-08 | 1990-06-26 | ||
| JPH0746437Y2 (ja) * | 1989-04-17 | 1995-10-25 | 東陶機器株式会社 | 静電チャック |
| JPH045348U (ja) * | 1990-05-02 | 1992-01-17 | ||
| JPH05253790A (ja) * | 1992-03-13 | 1993-10-05 | Toshiba Mach Co Ltd | 工作機械の超精密温度制御システム及びその制御方法 |
| JPH079291A (ja) * | 1993-06-30 | 1995-01-13 | Roland D G Kk | バイス |
| JPH0778796A (ja) * | 1993-07-12 | 1995-03-20 | Toshiba Corp | 半導体装置の製造方法およびその製造装置 |
| JPH10230428A (ja) * | 1997-02-18 | 1998-09-02 | Kanetetsuku Kk | 工作物固定装置 |
-
1999
- 1999-04-02 JP JP09704299A patent/JP4357630B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000288868A (ja) | 2000-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7145927B2 (en) | Laser diode arrays with replaceable laser diode bars and methods of removing and replacing laser diode bars | |
| US20170157760A1 (en) | Active Cooling for Power Tool Gripping Surfaces | |
| JP4357630B2 (ja) | 冷却機構を備えた切削加工装置 | |
| JP6552772B1 (ja) | 付加製造加工機および冷却方法 | |
| CN102596512B (zh) | 工具机和用于工具机的散热的方法 | |
| KR20140080736A (ko) | 절삭유 냉각장치가 구비된 공작기계 | |
| KR101178105B1 (ko) | 냉각 효율이 상승된 공구홀더 | |
| JP4081196B2 (ja) | 冷却機構を備えた切削装置 | |
| JP4280383B2 (ja) | モータ内蔵主軸台における主軸冷却構造 | |
| US5873253A (en) | Method and apparatus for cooling parts that are being worked | |
| JP4109378B2 (ja) | 切削装置における冷却方法および冷却機構 | |
| JP2000225536A (ja) | 熱変形防止方法および切削用工作機械 | |
| KR102009147B1 (ko) | 히트싱크를 포함하는 절삭용 공구유닛 | |
| CN106972807B (zh) | 电动机驱动装置 | |
| CN114501931B (zh) | 散热装置及电子设备 | |
| JP4783000B2 (ja) | 加工機械 | |
| JP7681058B2 (ja) | 空冷システム | |
| JP2005288591A (ja) | 移動用冷却装置及びこれを用いたワーク固定装置 | |
| JP2006181687A (ja) | シート切断装置の切断刃断熱構造 | |
| CN119115093B (zh) | 一种具有智能定位功能的ptc电加热器铲齿型结构切削设备 | |
| CN214443950U (zh) | 一种金刚石拉丝模精密激光打孔机 | |
| US20060179848A1 (en) | Radiator unit | |
| JP6491553B2 (ja) | 放熱器の製造装置 | |
| CN222740374U (zh) | 一种具有导向结构的正反倒角pcd钻铰刀 | |
| JP2719759B2 (ja) | 冷凍チャックおよびその冷却装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080603 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090729 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090805 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120814 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120814 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130814 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140814 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |