JP4599708B2 - 連続溶融金属めっき鋼帯の製造装置および製造方法 - Google Patents
連続溶融金属めっき鋼帯の製造装置および製造方法 Download PDFInfo
- Publication number
- JP4599708B2 JP4599708B2 JP2000369495A JP2000369495A JP4599708B2 JP 4599708 B2 JP4599708 B2 JP 4599708B2 JP 2000369495 A JP2000369495 A JP 2000369495A JP 2000369495 A JP2000369495 A JP 2000369495A JP 4599708 B2 JP4599708 B2 JP 4599708B2
- Authority
- JP
- Japan
- Prior art keywords
- steel strip
- air pad
- gas
- molten metal
- slit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Coating With Molten Metal (AREA)
Description
【発明の属する技術分野】
本発明は、連続的に溶融金属めっき鋼帯を製造する際にワイピングガスが溶融金属めっき浴面を波立たせることにより発生するスプラッシュや浴面でのめっき金属の酸化物を抑制する装置と方法に関するものである。
【0002】
【従来の技術】
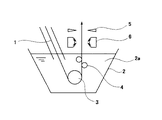
一般的な連続溶融金属めっき鋼帯の製造方法は、図8に示すように、鋼帯1を溶融金属めっき浴槽(めっき浴槽)2に連続的に浸漬し、シンクロール3にて鉛直方向に向きを変え、サポートロール4を通過後、該めっき浴槽2から引上げ、めっき浴面上に設置したガスワイピングノズル5から気体(ワイピングガス)を吹付けることにより鋼帯1表面に余剰に付着した溶融金属を払拭して所定の付着量に調整するようになっている。
【0003】
このようにワイピングガスを鋼帯1に吹付けることにより、ワイピングガスが鋼帯1表面に沿ってめっき浴面方向に流下して、めっき浴面を波立たせ、めっき浴面からスプラッシュ8や溶融金属の酸化物9を発生させる。
【0004】
発生したスプラッシュ8がワイピングノズル5や鋼帯1表面に付着するとめっき表面外観が悪化する。また、発生した酸化物9が鋼帯1表面に付着してめっき表面の外観が悪化するのを防ぐために、めっき浴面から酸化物9を取り除く作業が必要となるばかりでなく、酸化物9を取り除くことによって有効に利用できる溶融金属の割合が少なくなり歩留の低下を招く。ライン速度を増速すると、所定の付着量を確保するためにはワイピングガス流速を増速させなければならないことから、スプラッシュ8や酸化物9の発生量が増加し、前記問題が一層顕著になる。このようにスプラッシュ8や酸化物9の発生は品質不良や生産性の向上を阻害する要因となっている。
【0005】
このようなスプラッシュ8や酸化物9の発生を抑制する対策として、以下のような提案がある。酸化物抑制方法としては、めっき浴面からワイピングノズルの上を囲い、ワイピングガスとして窒素などの非酸化性ガスを用いる方法(例えば、特開平2−182870号公報)がある。また、特開平6―346211号公報には、ワイピングノズルとめっき浴面の間にスリット状のガス噴射孔を有する噴流ノズル(図8の符号21)を設けて、ワイピングガスが浴面に吹き付けられるのを遮る方法が記載されている。
【0006】
しかしながら、非酸化性ガスでワイピングする方法は、囲いが必要であるだけでなく、亜鉛などのめっきにおいては僅かな酸素が存在していても溶融金属が酸化するため酸素濃度を低下させるために多大の工夫と費用が掛ると言った問題点がある。また、スリット状のガス噴射孔を有する噴流ノズルを設ける方法は、該ノズル21から噴射されるガスの動圧の作用によってワイピングガスを遮るため、該噴流ノズルから噴射されたガスがめっき浴面を波立たせることになり、あまり効果がない。
【0007】
【発明が解決しようとする課題】
本発明の目的は、連続溶融金属めっき鋼帯を製造時に、めっき浴面上で余剰な溶融金属を払拭するために用いるワイピングガスがめっき浴面を波立たせて発生させるスプラッシュや酸化物を、簡易かつ効果的に抑制する装置と方法を提供することにある。
【0008】
【課題を解決するための手段】
上記課題を解決する本発明の手段は次のとおりである。
(1)鋼帯を連続的に浸漬してその表面に溶融金属を付着するめっき浴槽と、該めっき浴槽から鉛直方向に引上げられた鋼帯表面に気体を吹付けて余剰な溶融金属を払拭するガスワイピングノズルを有する連続溶融金属めっき鋼帯の製造装置において、該ガスワイピングノズルと該めっき浴槽の浴面との間に、鋼帯との間に静圧を発生するためのスリットを備えるヘッダー室を有するエアパッドを設け、該エアパッドの鋼帯に対面する側の上部側と下部側の各々に離間して一対のスリットを配設し、前記上部側に配設したスリットは水平方向より下向きに、また前記下部側に配設したスリットは水平方向より上向きに、各々加圧気体を吐出可能に配設されていることを特徴とする連続溶融金属めっき鋼帯の製造装置。
(2)鋼帯を連続的に浸漬してその表面に溶融金属を付着するめっき浴槽と、該めっき浴槽から鉛直方向に引上げられた鋼帯表面に気体を吹付けて余剰な溶融金属を払拭するガスワイピングノズルを有する連続溶融金属めっき鋼帯の製造装置において、該ガスワイピングノズルと該めっき浴槽の浴面との間に、鋼帯との間に静圧を発生するためのスリットを備えるヘッダー室を有するエアパッドを設け、該エアパッドは、鋼帯に対面する側に、鋼帯に対してほぼ平行に配設された部分を備え、該平行に配設された部分の下端側に水平方向より上向きに加圧気体を吐出可能に配設されたスリットを備えることを特徴とする連続溶融金属めっき鋼帯の製造装置。
(3)スリットの加圧気体吐出方向が、水平面から上向きに30°〜70°の範囲にあることを特徴とする前記(2)に記載の連続溶融金属めっき鋼帯の製造装置。
(4)エアパッドは、鋼帯に対してほぼ平行に配設された部分の上端側に、鋼帯走行方向に加圧気体を吐出可能に配設されたスリットを備えることを特徴とする前記(2)または(3)に記載の連続溶融金属めっき鋼帯の製造装置。
(5)エアパッドは、該エアパッドの上部外壁面に沿って鋼板方向に向かって気体を吐出可能に配設されたスリットを備えることを特徴とする前記(1)〜(4)のいずれかに記載の連続溶融金属めっき鋼帯の製造装置。
(6)前記(1)〜(5)のいずれかに記載の連続溶融金属めっき鋼帯製造装置を用いてめっき鋼帯を製造するにあたり、エアパッドと鋼帯との距離を10〜100mmの範囲かつガスワイピングノズルと鋼帯との距離よりも大きくし、またエアパッドのヘッダー室圧力を1〜20kPaとするとともに、該ガスワイピングノズルと該鋼帯との距離に応じて該エアパッド圧力を調整することを特徴とする連続溶融金属めっき鋼帯の製造方法。
【0009】
【発明の実施の形態】
以下、本発明について詳しく説明する。
図8に示した従来の装置では、ガスワイピングノズル5からワイピングガスを鋼帯1に吹付けることにより、ワイピングガスが鋼帯1表面に沿ってめっき浴面方向に流下して、めっき浴面を波立たせ、めっき浴面からスプラッシュ8や溶融金属の酸化物9を発生させるという問題がある。
【0010】
めっき浴面で発生するスプラッシュ8や酸化物9を抑制するには、ワイピングガスがめっき浴面を乱して波立ちを起すことを抑制する必要があり、そのためにはワイピングガスがめっき浴面に到達する時の流速を遅くすることが有効と言える。
【0011】
ワイピングノズル5とめっき浴面との間に、鋼帯1との間に静圧を発生させるためのスリットを備えるヘッダー室を有するエアパッドを設置し、このエアパッドと鋼帯との間に圧力が高い領域(静圧領域)を形成することにより、ワイピングガスの流下する速度を減速させることが可能となる。
【0012】
図1は、本発明の実施の形態に係る第1の溶融金属めっき鋼帯の製造設備の要部を示す図である。図1の装置では、図8の装置に対して、めっき浴面とガスワイピングノズル5の間に配設された噴流ノズル21に代えて、エアパッド6が配設されている。
【0013】
図2は、図1の装置に配設されているエアパッド6の構造例を示す概略断面図である。図2(a)では、エアパッド6は中空構造のヘッダー室11を備え、該ヘッダー室11の鋼帯1に対面する側の上下各端部側にスリット12、13が配設されている。スリット12からの気体吐出方向は水平面より上向きになり、スリット13からの気体吐出方向は水平面より下向きになるように配設されている。スリット12と13の間の部分は鋼帯とほぼ平行に配設されている。
【0014】
ヘッダー室11には図示されていないブロアから加圧気体が送気され、加圧気体はスリット12、13から吐出される。図2(a)中、Aはワイピングガスの流れ、B、Cはそれぞれスリット12、13から吐出された気体の流れを示す。スリット12と13から吐出される加圧気体の作用によって、スリット12、13間のエアパッド6と鋼帯1の間に圧力の高い領域(静圧領域)が形成される。ワイピングガスはスリット13から吐出された気体と衝突し、エアパッド6の上方を鋼帯1から離れる方向に流れる。本エアパッドでは、スリット12、13から吐出される気体の圧力が低圧であっても、ワイピングガスの流下する速度を減速させ、めっき浴面を乱すことを防止できる。スリット12から吐出された気体は下方に流れるが、吐出圧を低くできるため、めっき浴面を乱すことがなくなり、めっき浴面で発生するスプラッシュや酸化物を抑制できる。
【0015】
図2(b)では、エアパッド6aは中空構造のヘッダー室11aを備え、該ヘッダー室11aの鋼帯1に対面する側の上下各端部側が、中央部分17に対して突起状に形成されており、上下各端部側の突起状部分15、16の頂部、中央部分17は、いずれも鋼帯1に対してほぼ平行に配設されている。突起状部分15、16の中央部分17側の基部に、ヘッダー室11a内の気体を吐出するスリット12a、13aが配設されている。
【0016】
ヘッダー室11aには図示されていないブロアから加圧気体が送気され、加圧気体はスリット12a、13aから吐出される。図2(b)中、Aはワイピングガスの流れ、B、Cはそれぞれスリット12a、13aから吐出された気体の流れを示す。スリット12aと13aから吐出される加圧気体の作用によって、上下端側の突起部15、16に対して凹状に形成された中央部分17と鋼帯1との間に圧力の高い領域(静圧領域)が形成される。図2(a)のエアパッドの場合と同様、本エアパッドでも、ワイピングガスはスリット13aから吐出された気体と衝突し、エアパッド6aの上方を鋼帯1から離れる方向に流れる。スリット12a、13aから吐出される気体の圧力が低圧であっても、ワイピングガスの流下する速度を減速させ、浴面を乱すことを防止できる。またスリット12aから吐出された気体は下方に流れるが、気体の吐出圧を低くできるため、めっき浴面を乱すことがなくなり、めっき浴面で発生するスプラッシュや酸化物を抑制できる。
【0017】
前記した図2(a)または(b)に示したエアパッドを配設して鋼帯に溶融金属めっきをすると、ワイピングガスにより余剰に付着した溶融金属を払拭する際に微小な液滴(スプラッシュ)が発生する。このスプラッシュがワイピングガスに運ばれてエアパッド上部外面に付着、堆積すると、エアパッドを長期間にわたって安定使用しにくくなる。前記スプラッシュがエアパッド上部外面に付着、堆積することを軽減する観点から、エアパッド上部を平坦な形状とし、該平坦な部分は水平にしてもよいが、鋼帯1から離れると斜め下方に傾斜するようにすることがより好ましい。
【0018】
ワイピングガスの流下する速度を減速させ、かつエアパッドからの吐出ガスによりめっき浴面が乱されることを防ぐためには、エアパッドのヘッダー室に作用させる圧力(以下、ヘッダー室圧力)範囲を限定することが好ましい。本発明者の種々の実験によれば、鋼帯とエアパッドの距離を100mm程度に設置した場合には、ヘッダー室圧力の上限は20kPa程度が望ましい。この圧力を越えると、エアパッドからの吐出ガスによりめっき浴面が乱されることになり望ましくない。また、例えエアパッドを鋼帯に近接させて設置した場合であっても、ヘッダー室圧力があまりにも小さいとワイピングガスがめっき浴面を乱すことを防ぐ作用がなくなる。ワイピングガスがめっき浴面を乱すことを防止するには、ヘッダー室圧力は1kPa以上が望ましい。
【0019】
エアパッドが鋼帯に近い程、エアパッドのヘッダー室圧力を低くできるため好ましいが、エアパッドを鋼帯に近づけてすぎると鋼帯と接触する可能性がある。また、エアパッドをワイピングノズルよりも鋼帯に近づけて設置すると鋼帯と接触する可能性が大きくなるため、エアパッドと鋼帯との距離は、ワイピングノズルと鋼帯との距離よりも大きくすることが望ましい。一方、エアパッドと鋼帯との距離を大きくした場合には、エアパッドのヘッダー室圧力を高くする必要があり、初期のブロア等の設備設置費用や運転時の費用を考慮するとあまり高圧で操業することは好ましくない。通常のワイピングノズルと鋼帯との設定距離を考慮すると、エアパッドと鋼帯との距離は、エアパッドの設置位置は鋼帯から10mm以上100mm以下の距離且つガスワイピングノズルと鋼帯との距離よりも大きくすることが望ましい。
【0020】
めっき浴面を波立たせることを防止する観点からは、エアパッド圧力およびエアパッドと鋼帯との距離を前記範囲とし、さらに前記範囲内でエアパッドと鋼帯との距離に応じてエアパッド圧力を調整することがより好ましい。めっき浴面の波立ちを防止するのに好適なエアパッドと鋼帯との距離とエアパッド圧力の関係は、エアパッド構造によっても幾分異なるので、使用するエアパッドについて予め両者の前記関係を求めておき、ワイピングノズルの設定状況(鋼帯との距離)に応じてエアパッドと鋼帯との距離を設定し、次に前記で求めた関係に基づいて、エアパッドと鋼帯との距離に応じてエアパッド圧力を調整するのがよい。前記範囲はテーブルで設定してもよいし、関数式で上下限を設定してもよい。例えば、(2)の発明の実施例に係るエアパッド(実施例1のタイプ1のエアパッド)の場合、後記するように、好適範囲は図7中の(1)と(2)で挟まれる領域であり、好適範囲の上下限は実験から求めることができる。
【0021】
図3は、本発明の実施の形態に係る第2の溶融金属めっき装置の要部を示す図である。図3の装置では、図1に示した装置のエアパッド6に代えて、エアパッド7が配設されている。
【0022】
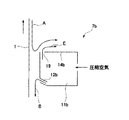
図4は、図3の装置に配設されているエアパッド7の構造例を示す概略断面図である。エアパッド7は中空構造のヘッダー室11bを備え、該ヘッダー室11bの鋼帯1に対面する側に、鋼帯1にほぼ平行に配設された部分17bを備え、該平行に配設された部分17bの下端側にスリット12bが配設されている。スリット12bからの気体の吐出方向は水平面より上向き(角度θ)になるように配設されている。
【0023】
ヘッダー室11bには図示されていないブロアから加圧気体が送気され、加圧気体はスリット12bから吐出される。図4中、Aはワイピングガスの流れ、Bはスリット12bから吐出された気体の流れを示す。鋼帯1に沿って下降してきたワイピングガスとスリット12bから吐出された気体の衝突により、鋼帯1にほぼ平行に配設された部分17bと鋼帯1の間に圧力の高い領域(静圧領域)が形成される。ワイピングガスはスリット12bから吐出された気体と衝突後方向を変えられ、エアパッド7の上方で鋼帯から離れるような流れとなる。スリット12bから吐出された気体は衝突後下降流になるが、吐出圧力が高圧でないのでめっき浴面を波立たせるような流れは発生せず、スプラッシュや酸化物の発生を抑制できる。
【0024】
また、溶融金属の付着量調整は、ワイピングガスが鋼帯1に衝突する位置近傍での圧力分布によりほとんどが決まるため、ワイピングガスの下降流がスリット12bから吐出された気体と衝突しても付着量調整には影響しない。
【0025】
スリット12bの吐出角度(θ)は、水平面から上向きに30°〜70°程度の範囲が好ましい。30°より小さいとスリット12bから吐出したガスが下降して、めっき浴面を波立たせる可能性が増加して望ましくない。一方、70°より大きいと、下降するワイピングガスと効率良く衝突させるためには、エアパッド7を鋼帯1に近接させて設置する必要があり、鋼帯1との接触が懸念されるため望ましくない。
【0026】
前記エアパッド7を配設して鋼帯に溶融金属をめっきする際に、エアパッド7のヘッダー室11bに作用させるヘッダー室圧力及びエアパッド7と鋼帯1との距離については、図2で説明したエアパッド6または6aの場合と同様である。
【0027】
また、前記エアパッド6または6aの場合と同様、ワイピングガスで溶融金属を払拭する際に発生するスプラッシュがエアパッド7の上部に付着、堆積を防止することを防止する観点から、エアパッド上部14bを平坦な形状とし、前記平坦な部分は水平にしてもよいが、鋼帯1から離れると斜め下方に傾斜するようにすることがより好ましい。
【0028】
前記図2または図4に示したエアパッドにおいて、ワイピングガスによる溶融金属の払拭の際に発生するスプラッシュが該エアパッド上部に付着、堆積することを効果的に防止するには、エアパッド上部外面に沿って鋼帯方向に向かって加圧気体を吐出可能なスリットを配設することが有効である。これによって、エアパッドをより長期間安定して使用できるようになる。
【0029】
このようなスリットを備えるエアパッドの構造例を図5に示す。図5(a)は、前記図2(a)のエアパッド6の上部14の外面に沿って、鋼帯1の方向に向かう流れを形成させるスリット18を付設した例である。図中、Aはワイピングガスの流れ、B、Cはそれぞれスリット12a、13aから吐出された気体の流れ、Dはスリット18から吐出される加圧気体の流れの方向を示す。ワイピングガスはスリット18から吐出された流れと衝突後、エアパッド6bの上方を鋼帯1から離れる方向に流れる。ワイピングガスによってエアパッド6bの上方近傍に運ばれてきたスプラッシュは、スリット18から吐出される加圧気体の流れが存在することによって、スリット18から吐出された気体とワイピングガスによって鋼帯から離れる方向に運ばれ、エアパッドの上部外面上に付着、堆積することが防止される。
【0030】
図5(b)は、前記した図4のエアパッド7の上部外壁面14bに沿って鋼帯1の方向に向かう流れを形成するスリット18aを付設した例である。図中、Aはワイピングガスの流れ、Bはスリット12bから吐出された気体の流れ、Dはスリット18aから吐出される気体の流れの方向を示す。本エアパッドの場合も前記図5(a)で説明したのと同様の作用によって、スプラッシュがエアパッド7aの上部14b外面に付着、堆積することを防止できる。
【0031】
また、前記図4または図5(b)に示した構造のエアパッドの場合、エアパッド上部の鋼帯側端部に、鋼帯走行方向とほぼ平行な方向に加圧気体を吐出可能なスリットを配設しても、エアパッドの上部外面にスプラッシュが付着、堆積するのを防止する効果がある。
【0032】
図6は、図4に示したエアパッド7において、平坦で水平に配設されたエアパッド上部14bの鋼帯1側端部に、鋼帯走行方向とほぼ平行に気体を吐出可能に配設されたスリット19が配設されている例である。図6中、Aはワイピングガスの流れ、Bはスリット12bから吐出された気体の流れ、Eはスリット19から吐出される気体の流れである。ワイピングガスによってエアパッド7bの上方に運ばれてきたスプラッシュは、スリット19から吐出される加圧気体が存在することによって、エアパッド上部へのスプラシュの付着、堆積を防止する効果をさらに向上できる。
【0033】
なお、本発明で用いるエアパッドの形状については、前記で説明した構造例のものに限定されない。
【0034】
【実施例】
以下、本発明の実施例について説明する。
(実施例1)
図1の装置において、スリットギャップ0.7mmのワイピングノズル5をめっき浴面から450mm、鋼帯との距離を10mmの位置に設置し、図2(a)タイプIまたは(b)タイプIIに示す形状のエアパッド6をワイピングノズル5とめっき浴面との間に、エアパッド6の上下スリットの中心とめっき浴面との距離が200mmになるように設置した。(a)のエアパッドの寸法L1=60mm、L2=40mm、スリット12の吐出方向は上向きに35°、スリット13の吐出方向は下向きに35°とした。また(b)のエアパッドの寸法L3=50mm、L4=40mmとした。エアパッドのスリットギャップdは何れも5mmである。
【0035】
ワイピングノズル5のヘッダー室圧力を40kPaに設定して空気を吐出させ、エアパッド6のヘッダー室圧力(空気圧力)と鋼帯1との距離を変えて、めっき浴面の波立ち状況を観察した。また、比較のために、エアパッドに代えてノズルギャップ5mmの噴流ノズル(従来法)を用いた場合についても観察を行った。
【0036】
観察結果の評価は、現状(エアパッドも噴流ノズルも設置していない場合)をベースに、現状よりよい場合は○、その抑制改善効果が著しい場合は◎、現状並(改善効果なし)は△、悪化した場合は×とした。
【0037】
観察結果を表1にまとめて示す。また、表1のタイプIのエアパッドについて、エアパッド−鋼帯間距離とヘッダー室圧力に波立ち抑制効果を図7に示す。
【0038】
【表1】
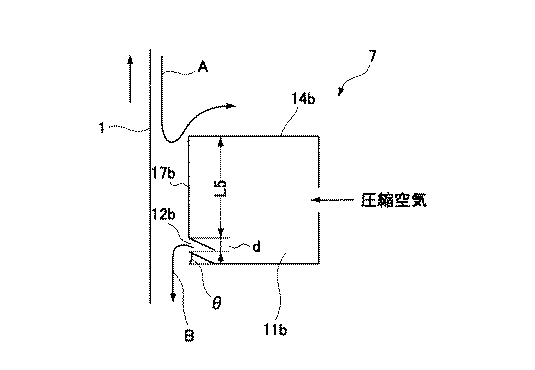
表1から明らかなように、噴流ノズルではめっき浴面の波立ちは改善できないが、エアパッドを設置することにより波立ちは改善される。また、エアパッドのヘッダー室圧力およびエアパッドと鋼帯との距離が本発明の範囲内であればめっき浴面の波立ち改善効果が認められることを示している。
【0040】
波立ちをより確実に防止するためのエアパッド設置および圧力条件は、ワイピングノズルの状況(鋼帯との距離、圧力等)やエアパッド構造によっても異なるので、一義的に明らかにできないが、一例として示した本実施例の場合には、図7中の(1)と(2)で挟まれる範囲に調整することが望ましい。ただし、本実施例では、鋼帯−エアパッド間距離をD(mm)、エアパッドのヘッダー室圧力をP(kPa)とした場合、(1)は一次式D=6.3P−32.7、(2)は一次式D=6.3P+17.3で近似することができる。
【0041】
なお、本実施例で使用した鋼帯は、幅が狭くかつ形状も平坦であったため、エアパッド6をガスワイピングノズル5よりも鋼帯1に近づけて設置したが、通常の鋼帯では反り等のために、エアパッド6をガスワイピングノズル5よりも鋼帯1に近づけて設置することは、鋼帯1と接触する危険が大きいので好ましくない。以下の実施例2〜4でもエアパッドをガスワイピングノズルよりも鋼帯に近づけて設置した例があるが、これは上記と同様の理由による。
(実施例2)
図3の装置において、スリットギャップ0.7mmのワイピングノズル5をめっき浴面から450mm、鋼帯1との距離10mmの位置に設置し、図4の形状のエアパッド7をワイピングノズル5とめっき浴槽との間にエアパッド中心(ヘッダー室11b中心)とめっき浴面との距離が200mmの位置になるように設置した。ノズルギャップdは5mmであり、スリット12bの空気吐出角度θは水平面から上向きに35°、65°のものを使用した。図4中、寸法L5=40mmとした。
【0042】
ワイピングノズル5のヘッダー室圧力を40kPaに設定して空気を吐出させ、エアパッド7のヘッダー室圧力(空気圧力)と鋼帯1との距離を変えて、めっき浴面の波立ち状況を観察した。また、比較のために、前記形状のエアパッドで、空気吐出角度が水平面から上向きに0°、25°、80°のものについても同様な観察を実施した。観察結果を表2にまとめて示す。
【0043】
観察結果の評価としては、めっき浴面での波立ち状態が、エアパッドを設置していない場合と同等の場合は△、エアパッドの使用により抑制された場合は○、その抑制改善効果が著しい場合については◎、エアパッドの使用により状況が悪化した場合は×とした。
【0044】
【表2】
表2から明らかなように、加圧空気の吐出角度が本発明で規定した範囲内であれば、めっき浴面の波立ちは改善される。また、前記角度が80°の場合には、ノズルと鋼帯との距離を狭めれば、めっき浴面の波立ちを抑制する効果がある場合もある。しかし、ワイピングノズルよりも狭めなければならず、鋼帯の形状によりこのエアパッドに接触する可能性もあり好ましくない。このように本発明によればめっき浴面の波立ち改善効果があると言える。
(実施例3)
図1の装置において、スリットギャップ0.7mmのワイピングノズル5をめっき浴面から450mm、鋼帯1との距離10mmの位置に設置し、図5(a)に示す形状のエアパッド6bをワイピングノズル5とめっき浴槽との間にエアパッド6bの上下スリット中心とめっき浴面との距離が200mmの位置になるように設置した。エアパッド6bは、実施例1で使用したタイプIのエアパッドとL1、L2、スリットギャップdが同じで、水平面から上向きの空気吐出角度θが60°のものを使用し、スリット18のスリットギャップd1は1mmである。
【0046】
ワイピングノズル5のヘッダー室圧力を40kPaに設定して空気を吐出させ、エアパッド6bのヘッダー室圧力と鋼帯1との距離を変えて、めっき浴面の波立ち状況を観察した。比較のためにエアパッド上部外面に沿う流れを止めた場合について実施した。観察結果の評価は、実施例1と同様に行った。観察結果を表3に示す。
【0047】
【表3】
表3から明らかなように、エアパッドと鋼帯との距離およびヘッダー室圧力を本発明で規定する範囲とし、さらにエアパッドと鋼帯との距離に応じてヘッダー室圧力を調整することにより浴面の波立ち抑制効果が認められることが確認できた。
【0049】
エアパッド上部外面に沿う流れを止めた場合、浴面状態には変化がなかったが、長時間実施すると、ワイピングガスで余剰の溶融金属を払拭する際に発生した微少な液滴が上部外壁面に付着、堆積する現象が認められ、好ましくないと判断した。
(実施例4)
図3の装置において、スリットギャップ0.7mmのワイピングノズル5をめっき浴面から450mm、鋼帯1との距離10mmの位置に設置し、図5(b)に示す形状のエアパッド7aを、ワイピングノズル5とめっき浴槽との間にエアパッド7aのヘッダー室11b中心とめっき浴面との距離が200mmの位置になるように設置した。
【0050】
エアパッド7aは、実施例2で使用したエアパッドとL3、L4、スリットギャップdが同じで、水平面から上向きの空気吐出角度θが35°および60°のものを使用し、スリット18aのスリットギャップd1は1mmである。
【0051】
エアパッド7aのヘッダー室圧力と鋼帯1との距離を変えて、めっき浴面の波立ち状況を観察した。比較のためにエアパッド7aの吐出角度が0°、25°、75°のものについても同様な観察を実施した。観察結果の評価は、実施例2と同様に行った。観察結果を表4に示す。
【0052】
【表4】
表4から明らかなように、エアパッド7aのスリットの吐出角度が本発明の範囲内であれば、めっき浴面の波立ちは改善される。
【0054】
【発明の効果】
本発明によれば、連続溶融金属めっき鋼帯を製造時に、めっき浴面上で余剰な溶融金属を払拭するために用いるワイピングガスがめっき浴面を波立たせて発生するスプラッシュや酸化物を抑制することができるため、めっき鋼帯の外観品質を悪化させることなく、めっき金属の歩留も向上させることが可能となり、生産性向上を実現できる。
【図面の簡単な説明】
【図1】本発明の実施の形態に係る第1の連続溶融金属鋼帯の製造設備の要部を示す図。
【図2】図1の装置に配設するエアパッドの構造例を示す概略断面図。
【図3】本発明の実施の形態に係る第2の連続溶融金属鋼帯の製造設備の要部を示す図。
【図4】図3の装置に配設する噴流ノズルの構造例を示す概略断面図。
【図5】(a)はエアパッドの上部外壁面に沿う流れを発生させるスリットを備えるエアパッドの構造例、(b)噴流ノズルの上部外壁面に沿う流れを発生させるスリットを備える噴流ノズルの構造例を示す概略断面図。
【図6】本発明の実施の形態に係る連続溶融金属鋼帯の製造設備に配設するエアパッドの別の構造例を示す概略断面図。
【図7】実施例1に使用した本発明の実施の形態に係るエアパッドについて、エアパッド−鋼帯間距離とヘッダー室圧力と波立ち抑制効果との関係を示す図。
【図8】従来の連続溶融金属めっき鋼帯のめっき部を示す図。
【符号の説明】
1 鋼帯
2 めっき浴槽(溶融金属めっき浴槽)
2a めっき浴(溶融金属めっき浴)
3 シンクロール
4 サポートロール
5 ガスワイピングノズル
6、6a、6b、7、7a、7b エアパッド
8 スプラッシュ
9 酸化物(溶融金属の酸化物)
11、11a、11b ヘッダー室
12、12a、12b、13、13a スリット
18、18a、19 スリット
21 噴流ノズル
Claims (6)
- 鋼帯を連続的に浸漬してその表面に溶融金属を付着するめっき浴槽と、該めっき浴槽から鉛直方向に引上げられた鋼帯表面に気体を吹付けて余剰な溶融金属を払拭するガスワイピングノズルを有する連続溶融金属めっき鋼帯の製造装置において、該ガスワイピングノズルと該めっき浴槽の浴面との間に、鋼帯との間に静圧を発生するためのスリットを備えるヘッダー室を有するエアパッドを設け、該エアパッドの鋼帯に対面する側の上部側と下部側の各々に離間して一対のスリットを配設し、前記上部側に配設したスリットは水平方向より下向きに、また前記下部側に配設したスリットは水平方向より上向きに、各々加圧気体を吐出可能に配設されていることを特徴とする連続溶融金属めっき鋼帯の製造装置。
- 鋼帯を連続的に浸漬してその表面に溶融金属を付着するめっき浴槽と、該めっき浴槽から鉛直方向に引上げられた鋼帯表面に気体を吹付けて余剰な溶融金属を払拭するガスワイピングノズルを有する連続溶融金属めっき鋼帯の製造装置において、該ガスワイピングノズルと該めっき浴槽の浴面との間に、鋼帯との間に静圧を発生するためのスリットを備えるヘッダー室を有するエアパッドを設け、該エアパッドは、鋼帯に対面する側に、鋼帯に対してほぼ平行に配設された部分を備え、該平行に配設された部分の下端側に水平方向より上向きに加圧気体を吐出可能に配設されたスリットを備えることを特徴とする連続溶融金属めっき鋼帯の製造装置。
- スリットの加圧気体吐出方向が、水平面から上向きに30°〜70°の範囲にあることを特徴とする請求項2に記載の連続溶融金属めっき鋼帯の製造装置。
- エアパッドは、鋼帯に対してほぼ平行に配設された部分の上端側に、鋼帯走行方向に加圧気体を吐出可能に配設されたスリットを備えることを特徴とする請求項2または3に記載の連続溶融金属めっき鋼帯の製造装置。
- エアパッドは、該エアパッドの上部外壁面に沿って鋼板方向に向かって気体を吐出可能に配設されたスリットを備えることを特徴とする請求項1〜4のいずれかに記載の連続溶融金属めっき鋼帯の製造装置。
- 請求項1〜5のいずれかに記載の連続溶融金属めっき鋼帯製造装置を用いてめっき鋼帯を製造するにあたり、エアパッドと鋼帯との距離を10〜100mmの範囲かつガスワイピングノズルと鋼帯との距離よりも大きくし、またエアパッドのヘッダー室圧力を1〜20kPaとするとともに、該ガスワイピングノズルと該鋼帯との距離に応じて該エアパッド圧力を調整することを特徴とする連続溶融金属めっき鋼帯の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000369495A JP4599708B2 (ja) | 2000-12-05 | 2000-12-05 | 連続溶融金属めっき鋼帯の製造装置および製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000369495A JP4599708B2 (ja) | 2000-12-05 | 2000-12-05 | 連続溶融金属めっき鋼帯の製造装置および製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002173750A JP2002173750A (ja) | 2002-06-21 |
| JP4599708B2 true JP4599708B2 (ja) | 2010-12-15 |
Family
ID=18839521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000369495A Expired - Fee Related JP4599708B2 (ja) | 2000-12-05 | 2000-12-05 | 連続溶融金属めっき鋼帯の製造装置および製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4599708B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4987672B2 (ja) * | 2007-11-09 | 2012-07-25 | 三菱日立製鉄機械株式会社 | ガスワイピング装置 |
| KR101374348B1 (ko) * | 2012-06-25 | 2014-03-14 | 주식회사 포스코 | 스트립 평탄도 유지 장치 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01177350A (ja) * | 1987-12-29 | 1989-07-13 | Nkk Corp | 表面平滑な溶融亜鉛鍍金鋼板の製造装置及び方法 |
| JPH02217453A (ja) * | 1989-02-17 | 1990-08-30 | Kawasaki Steel Corp | 溶融金属めっきにおけるめっき鋼帯の後処理方法 |
| JPH04231448A (ja) * | 1990-12-27 | 1992-08-20 | Kawasaki Steel Corp | 溶融亜鉛めっき設備のワイピング装置 |
| AU630281B2 (en) * | 1991-03-06 | 1992-10-22 | John Lysaght (Australia) Limited | Jet stripping apparatus |
| JP3166300B2 (ja) * | 1992-05-22 | 2001-05-14 | 日本鋼管株式会社 | 溶融亜鉛鍍金ラインにおけるストリップ振動防止装置 |
| JPH06346211A (ja) * | 1993-06-04 | 1994-12-20 | Nippon Steel Corp | 高速溶融めっき装置 |
| JPH0741924A (ja) * | 1993-07-27 | 1995-02-10 | Nippon Steel Corp | 溶融金属めっき鋼帯の振動防止装置 |
| JPH10310857A (ja) * | 1997-05-09 | 1998-11-24 | Kawasaki Steel Corp | 溶融金属めっき鋼板の製造装置 |
| JP3589085B2 (ja) * | 1999-05-07 | 2004-11-17 | Jfeスチール株式会社 | 連続溶融金属めっき方法 |
-
2000
- 2000-12-05 JP JP2000369495A patent/JP4599708B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002173750A (ja) | 2002-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103857822B (zh) | 气体擦拭方法和气体擦拭装置 | |
| JP5418550B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JP4599708B2 (ja) | 連続溶融金属めっき鋼帯の製造装置および製造方法 | |
| JP2010215929A (ja) | 溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法 | |
| CN101443471B (zh) | 热镀金属钢带的制造方法 | |
| US11802329B2 (en) | Method of producing hot-dip metal coated steel strip and continuous hot-dip metal coating line | |
| JP4696690B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JP3498613B2 (ja) | ガス・ワイピング・ノズル | |
| JP4677846B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| CN103380226B (zh) | 擦拭装置及使用了它的热浸镀装置 | |
| JP4816105B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JPH05331610A (ja) | 薄目付け連続溶融メッキ法 | |
| JPH11279736A (ja) | 厚目付けに適したガスワイピング方法 | |
| JPH05306449A (ja) | 溶融金属メッキ時における溶融金属飛沫のストリップ面への付着防止方法 | |
| JP3224208B2 (ja) | 連続溶融金属めっきラインにおける浴面スプラッシュの付着防止方法 | |
| JP2007308778A (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JP2011252180A (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JP3589085B2 (ja) | 連続溶融金属めっき方法 | |
| JP3762722B2 (ja) | 溶融めっき鋼板の冷却装置および冷却方法 | |
| JPH10310857A (ja) | 溶融金属めっき鋼板の製造装置 | |
| JP2010185092A (ja) | 溶融金属めっき鋼帯の製造装置 | |
| JPH11152556A (ja) | 溶融金属めっきの余剰めっき液の除去装置 | |
| JPH11279737A (ja) | ガスワイピング用ノズル | |
| JP4765641B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JP2010235967A (ja) | 溶融金属めっき鋼帯の製造装置、及び溶融金属めっき鋼帯の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20060921 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070927 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100831 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100913 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131008 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4599708 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |