JP4657635B2 - モータ - Google Patents
モータ Download PDFInfo
- Publication number
- JP4657635B2 JP4657635B2 JP2004186740A JP2004186740A JP4657635B2 JP 4657635 B2 JP4657635 B2 JP 4657635B2 JP 2004186740 A JP2004186740 A JP 2004186740A JP 2004186740 A JP2004186740 A JP 2004186740A JP 4657635 B2 JP4657635 B2 JP 4657635B2
- Authority
- JP
- Japan
- Prior art keywords
- yoke
- nickel
- plating
- iron
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
Description
本発明の第1の目的は、ヨークの交流磁気特性と機械的な強度を向上させることで、駆動トルクの向上を達成し、高寸法精度で製造歩留まりを高くすることのできるモータを提供しようとするものである。
図5に示される実施例1〜実施例7について、実験により評価を行った。
SUYの板材からプレス加工で作製した図2及び図3の外ヨーク12(13は12と同形状)に、ニッケル−鉄合金をめっきした際の有効性を検討した。厚み260μmのSUYの板材からプレス加工し、外ヨーク12の形状を作製した。その後に、真空中850℃で2時間熱処理した。その外ヨーク12にニッケル−鉄合金めっきするために、図1のように、部品が落ちない程度の網目を有するステンレスの籠30に外ヨーク12を入れる。同時に例えばステンレスからなるカソード33の電極も入れる。籠30は、ニッケル−鉄合金めっき液31に浸されている。ニッケル−鉄合金めっき液31にニッケルからなるアノード32が浸されている。
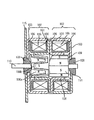
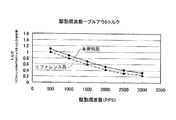
次に、ニッケル−鉄合金めっきを施した図2及び図3の内ヨーク14(14は15と同形状)にニッケル−鉄合金をめっきした際の有効性を検討した。SUYの棒材から基本厚み260μmの図3の内ヨークを切削加工した後に、真空中850℃で2時間熱処理した。そのうち、ヨークにニッケル−鉄合金めっきするために、実験1と同様に、図1の籠30に内ヨーク14を入れニッケル−鉄合金をめっきした。図5の実施例1〜7のめっき条件でめっきした。めっき厚みは、ほぼ20μmであった。めっきを含めた内ヨークの厚みは、ほぼ300μmである。めっき浴の温度は、50±1℃とした。一方、外ヨーク12,13は、厚み300μmのSUYからなる板材をプレス加工し、その後に850℃で2時間保持の熱処理を行い、防錆処理のため、無電解ニッケルめっきを3μm施して作製した。このSUY材からなる外ヨーク12,13にニッケル−鉄合金めっきを施した内ヨーク14、15を圧入し、ステータヨークを作製した。図2及び図3のモータに組込み、駆動周波数―プルアウトトルクを評価した。リファレンスとして、実験1と同様に、SUYからなる外ヨークと内ヨークを組合せたステータヨークを図2及び図3のモータに組込み駆動トルクを評価した。その結果を図7に示す(500PPSのトルクを1とした相対値)。トルクは、実施例1〜7のニッケル−鉄合金をめっきした内ヨークとSUYからなる外ヨークを組合せたステータヨークの方が、全周波数でトルクが高いことがわかった。実施例1〜7ともほぼ同等の駆動トルクを示した。
上記、実験1と実験2で得た実施例3のニッケル−鉄合金めっきを施した外ヨーク12,13と内ヨーク14,15の組み合せによるステータヨークを、図2、図3のモータに組み込んだ。そして、リファレンス品である、SUYからなる外ヨーク、内ヨークのモータと駆動トルクを比較評価した。その結果を図8に示す。トルクは、実施例1〜7のニッケル−鉄合金めっきからなる外ヨークと内ヨークの組み合せのモータが、全周波数でトルクが高いことがわかった。また、この電鋳ヨークの組み合せは、実験1〜2と比べて最も高いトルクを示した。
図2及び図3の出力軸23にニッケル−鉄合金をめっきした際の有効性を検討した。SUYの棒材から図2及び図3の出力軸23を切削加工で作製した。実験1と同様に、籠30の中に出力軸23を入れ、ニッケル−鉄合金めっきを施した。実施例1〜7のめっき条件でめっきした。めっき厚みは5μmを目標とした。図2及び図3のモータに組込み、回転耐久試験を行った。500PPS、無負荷の条件で試験した。リファレンスとして、SUYの棒材から図2及び図3の出力軸23を切削加工で作製し、その後、無電解ニッケルめっきを5μm施して耐久試験した。また、SUS303の棒材から出力軸23を切削加工で作製したものも比較評価した。
上記、実施例1〜7の実験3と同じ手順で、図5の比較例1〜3の条件で、外ヨーク12,13と内ヨーク14,15に厚み20μmのめっきを行った。比較例1でめっきした外ヨーク12,13と内ヨーク14,15でモータを作製してトルクを測定したが、実験1のSUYで作製した外ヨーク12,13と内ヨーク14,15のモータトルクと比較した同じトルクであり、めっきの効果が見られなかった。鉄の含有率が1%程度では鉄の特性が支配的になるため、ニッケル−鉄合金めっきの効果がないことがわかった。また、実験4と同じ手順で出力軸にめっきして耐久試験を行ったが、無電解ニッケルめっきと同じように10万回転で削れが発生し、トルクが小さくなった。これは、硬さが小さくなり、また、動摩擦係数が大きくなったためと思われる。比較例2の条件の場合、めっきが上手く形成できなかった。また、比較例3の条件の場合、めっき中にクラックが発生するため、めっきが形成できなかった。
図5に電鋳ニッケル−鉄合金の鉄の質量%と飽和磁束密度と比抵抗の値を示す。めっきの厚みは、20μmである。ニッケル−鉄合金からなるヨークをモータに組込んで評価した結果、鉄の含有率が高い方が磁束密度は高く、また、比抵抗が大きくなる。本実施例の結果からは、磁束密度より比抵抗が鉄より大きいことが重要であることがわかった。また、SUYからなるヨークを熱処理し、無電解ニッケルめっきの防錆処理したものの表面のビッカース硬度(Hv100g)を測定したが、Hv90で非常にやわらかい。一方、鉄の含有率3〜60質量%のめっきのHvが400以上あると、SUYからなるヨークの5倍以上の硬さがあるため、変形しにくい。また、ニッケル−鉄合金めっきの動摩擦係数は、0.3〜0.4で、無電解ニッケルめっきの動摩擦係数0.6、SUS303の動摩擦係数0.5に比べ小さいため、耐摩耗性が優れる。
12,13 外ヨーク
14,15 内ヨーク
16,17 コイル
18,19 コイルボビン
20 モータカバー
21,22 軸受け
23 出力軸
30 籠
31 ニッケル−鉄合金めっき液
32 アノード
33 カソード
101 ボビン
102 ステータヨーク
103 ケース
105 ステータコイル
106 ヨーク
106a,106b ステータ歯
108 軸受け
109 ロータ
110 出力軸
111 ロータマグネット
115 フランジ
Claims (3)
- コイルにより励磁される磁気回路としての鉄材からなるヨークを備えたモータにおいて、
前記ヨークの表面に、硫黄を含むニッケル−鉄合金からなり鉄の含有率が3〜60質量%で、かつ、硫黄の含有率が0.002〜0.12質量%であるめっき被膜を20μm以上形成したことを特徴とするモータ。 - 回転自在に支持される回転軸に固定されたロータマグネットと、該ロータマグネットとギャップをへだてて対向する磁極を有して磁気回路を構成する鉄材からなるヨークと、該ヨークを励磁するコイルとを有するモータにおいて、
前記ヨークの表面に、硫黄を含むニッケル−鉄合金からなり鉄の含有率が3〜60質量%で、かつ、硫黄の含有率が0.002〜0.12質量%であるめっき被膜を20μm以上形成したことを特徴とするモータ。 - 回転自在に支持される回転軸に固定されたロータマグネットと、該ロータマグネットとギャップをへだてて対向する磁極を有して磁気回路を構成するヨークと、該ヨークを励磁するコイルとを有するモータにおいて、
前記出力軸の表面に、硫黄を含むニッケル−鉄合金からなり鉄の含有率が3〜60質量%で、かつ、硫黄の含有率が0.002〜0.12質量%であるめっき被膜を5μm以上形成したことを特徴とするモータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004186740A JP4657635B2 (ja) | 2004-06-24 | 2004-06-24 | モータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004186740A JP4657635B2 (ja) | 2004-06-24 | 2004-06-24 | モータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006014461A JP2006014461A (ja) | 2006-01-12 |
| JP4657635B2 true JP4657635B2 (ja) | 2011-03-23 |
Family
ID=35781026
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004186740A Expired - Fee Related JP4657635B2 (ja) | 2004-06-24 | 2004-06-24 | モータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4657635B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3060358B2 (ja) * | 1994-06-24 | 2000-07-10 | 富士電気化学株式会社 | ステータヨークの製造方法及びステータヨーク |
| JP3517548B2 (ja) * | 1997-02-21 | 2004-04-12 | キヤノン株式会社 | モータ |
| JP3396455B2 (ja) * | 1999-06-22 | 2003-04-14 | アルプス電気株式会社 | 軟磁性膜及びその製造方法、ならびにこの軟磁性膜を用いた薄膜磁気ヘッド |
| JP3978978B2 (ja) * | 2000-04-24 | 2007-09-19 | 松下電器産業株式会社 | スピンドルモータ |
-
2004
- 2004-06-24 JP JP2004186740A patent/JP4657635B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006014461A (ja) | 2006-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12021424B2 (en) | Coil, and stator, rotor, and motor equipped with same, and manufacturing method for coil | |
| JP3748055B2 (ja) | ボイスコイルモータ磁気回路ヨーク用鉄合金板材およびボイスコイルモータ磁気回路用ヨーク | |
| US5648692A (en) | Stator yoke and method of producing same | |
| JP5531841B2 (ja) | 電動機 | |
| CN114207992A (zh) | 铁芯片、定子铁芯、定子及旋转电机 | |
| JP4644875B2 (ja) | 電動機および電動機の回転子に用いられるエンドプレート | |
| US7723894B2 (en) | Electrical machine with improved loss characteristics and method of making same | |
| JP5284811B2 (ja) | 希土類永久磁石 | |
| CN117378125A (zh) | 定子铁芯、定子、旋转电机以及定子铁芯的制造方法 | |
| CN1906714A (zh) | 耐蚀性磁路和音圈马达或致动器 | |
| JP4657635B2 (ja) | モータ | |
| JP3712100B2 (ja) | 回転子の組立方法、回転子、ステッピングモータ | |
| CN105779809B (zh) | 具有镀层的钛铜以及具备该钛铜的电子元件 | |
| JP5613134B2 (ja) | 永久磁石モータ用ロータ鉄心 | |
| JP7386694B2 (ja) | ステータコア、ステータ、回転電機、及びステータコアの製造方法 | |
| JP4416558B2 (ja) | モータ及びその製造方法 | |
| JPH03164061A (ja) | ステッピングモータのヨーク及びその製造方法 | |
| CN115831516A (zh) | 一种导磁套筒及其制备方法和其应用 | |
| US20230216365A1 (en) | Electromagnetic coil | |
| US20200106310A1 (en) | Motor | |
| JP7840944B2 (ja) | モータ、およびモータの製造方法 | |
| CN103999332A (zh) | 无刷电动机 | |
| JP7808236B2 (ja) | モータコア用の圧粉磁心、およびステータコア | |
| CN118738967B (zh) | 一种微电机用高精度高性能电刷材料及其制备方法 | |
| JP7450354B2 (ja) | 軟磁性合金、磁性コア |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070620 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20100526 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100603 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100818 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101210 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140107 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4657635 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |