JP5087005B2 - 航空機の胴体製造方法 - Google Patents
航空機の胴体製造方法 Download PDFInfo
- Publication number
- JP5087005B2 JP5087005B2 JP2008540611A JP2008540611A JP5087005B2 JP 5087005 B2 JP5087005 B2 JP 5087005B2 JP 2008540611 A JP2008540611 A JP 2008540611A JP 2008540611 A JP2008540611 A JP 2008540611A JP 5087005 B2 JP5087005 B2 JP 5087005B2
- Authority
- JP
- Japan
- Prior art keywords
- fuselage
- shell
- manufacturing
- aircraft
- dedicated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
- B64F5/10—Manufacturing or assembling aircraft, e.g. jigs therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
- Y10T29/49622—Vehicular structural member making
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Transportation (AREA)
- Aviation & Aerospace Engineering (AREA)
- General Factory Administration (AREA)
- Automatic Assembly (AREA)
- Multi-Process Working Machines And Systems (AREA)
- Packaging Of Machine Parts And Wound Products (AREA)
- Casings For Electric Apparatus (AREA)
Description
少なくとも1つのシェル部分によって形成される少なくとも1つの胴体セクション及び少なくとも1つのフロアグリッドからなり、少なくとも1つの胴体セクションに専用艤装システムを組み付けることで、航空機の胴体を製造する本発明の方法は、
少なくとも1つのシェル部分の領域に表面防護及び断熱を少なくとも部分的に提供し、
少なくとも1つのシェル部分及び/又は少なくとも1つのフロアグリッドに専用装備システムを少なくとも部分的に導入し、
少なくとも1つのシェル部分及び少なくとも1つのフロアグリッドを少なくとも1つの胴体セクションに組み立て、
少なくとも1つのフロアグリル(13,41)の導入の前に、前記シェル部分(20,58)内に積み荷フロア(59)を少なくとも部分的に導入する。
更にまた、本発明の方法においては、既に閉じた円周形状の胴体セクション内では使用できなかった複雑な製造補助器具、例えば自動又は手動の操作機器、作業プラットホーム、足場、昇降装置等の使用が可能となる。
本発明によれば、例えば、浄水及び汚水ライン、液圧ライン、空調ライン、給気及び排気ライン、電気制御及び給電ライン及び光学制御ラインの形態をなす専用艤装システムが比較的長い寸法となり、そして、組立に際し、そのアクセス性が改善されているため、接続箇所の数が減少される。これにより、本発明の方法が使用されたとき、大幅な重量の低減とともに故障のし易さの低減をも同時に図ることができる。更にまた、無故障な作動を確実にするうえで要求される保守費用もまた低減される。
好ましくは少なくとも2つのシェル部分に少なくとも部分的な取り付けが実施された後、シェル部分は互いに連結され、これにより、例えば本質的に円周形状にして閉じた胴体サクションが得られる。同時に、少なくとも1つのフロアグリッドの組み付けが実施される。好ましくは少なくとも2つのシェル部分は、それらの側縁に沿い長手方向シーム、例えば、公知のリベット、溶接及び接着結合方法により連結され、閉じた胴体セクションを形成する。最後に、胴体セクションの領域、特に、新たな長手方向及び横方向シームの領域に表面防護がなされる。
本発明の好適な実施例は、最大30mの長さを有する少なくとも1つの胴体セクションを提供する。
本発明における方法の展開において、胴体アセンブリの完成には、航空機の少なくとも1つの胴体部、特に、少なくとも1つの胴体セクションによって形成されるべき前、中及び後の航空機の少なくとも胴体部が提供され、航空機の胴体は少なくとも1つの胴体部を有する。
更に、本発明の更なる好適な実施例は他の請求項に記述されている。
本発明の方法の手順は図1〜図4により説明される。
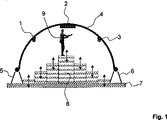
図1は、上部シェル4内への専用艤装システム1〜3の導入を示す。例えば、専用艤装システム1〜3は、汚水及び浄水のライン、汚水設備、空調ライン、給気及び排気ライン、給電ライン、電気的及び/又は光学的制御ライン、液圧ライン、専用機器、調理設備、個室トイレ、客室窓、照明器具、安全設備、断熱材等である。この場合、上部シェル4は架台5,6に受け止められ、これら架台5,6は固定ベース7上に支持されている。専用艤装システム1〜3の組み付けを容易にするため、上部シェル4は、作業プラットホーム8の上方に滑動される。作業プラットホール8は黒色の二重矢印で示されるように部分的に鉛直方向に調整可能となっている。上部シェル4内への専用艤装システム1〜3の導入、即ち、上部シェル4に専用艤装システム1〜3を取り付けるため、作業プラットホーム8は、人間工学的に有利となる直立作業姿勢を作業者9に可能とする。専用艤装システム1〜3の導入と並行して、例えば上部シェル4を形成するシェル部分間での長手方向シーム及び横方向シームに対するシールや断熱材の導入が実施される。更にまた、固定ベース7上に既に配置された専用艤装システムを覆う上部シェル4を鉛直方向にそっと動かす(Slip)ことも可能である。この結果、専用艤装システム1〜3はその取付に、持ち上げが不要となるか、また、その持ち上げが僅かになり、組立プロセスが更に簡単になる。この場合、上部シェル4は一体品であるか、又は、複数のシェル構成部分から形成されている。図1の図示とは逆に、上部シェル4はその長手軸線回りに180°回転可能であってもよく、これにより、専用艤装システム1〜3の取り付けは、適切な足場又は横材を介して上方から可能となる。
人間工学的に有利となる作業者の作業姿勢は、特に、環状に閉じた胴体セクション内に専用艤装システム1〜3を導入する必要が無いために、長尺な寸法、つまり、図の面と直交する長手方向に長い上部シェル4の提供を可能にする。更にまた、前述の専用艤装システム1〜3の取り付けに際し、胴体セクション内に存在し且つ通常機械的条件に関して十分な負荷強度を有していないフロアグリッドから始める必要はない。これに代えて、本発明の方法にあっては、作業プラットホーム8を介してなされる専用艤装システム1〜3や、可能性として重い組付け補助器具の取り付けは、常時、固定ベース7上に支持した状態で実施可能となる。これにより、専用艤装システム1〜3が重量や長さ寸法の制限を受けることは最早無い。公知の組立方法においては通常、取り付けられるべき専用艤装システム1〜3の長さ寸法が制限される。公知の組立方法にて要求される長さ寸法の制限は、一般的には、特に専用ラインでの接続箇所の増加をもたらし、これは、重量の増加、故障が起きる可能性の増加、そして、保守頻度の増加を導く。これに対し、本発明の方法によれば、通常の胴体セクションよりも非常に長い長さ寸法の上部シェル4にも、専用艤装システム1〜3の取り付けが可能となる。
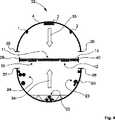
架台14及び作業プラットホーム16、また、昇降プラットホーム17は固定ベース19上に配置されている。この結果、重く、特に長尺な形態の扱い難い専用艤装システム10〜12、つまり、図の面と直交する長手方向に長い専用艤装システム10〜12もまたフロアグリッド13上に取り付け可能である。更にまた、専用艤装システム10〜12の取り付け中、好ましくは鉛直に位置付けられるフロアグリッド13は、公知の組立方法に比べ、非常に良好なアクセス性を与える。公知の組立方法では一般的に、既に閉じた環状の胴体セクション内への専用艤装システムの少なくとも一部の導入及び取り付けが必要となる。
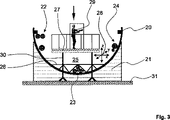
更にまた、図3は下部シェル20への専用艤装システムの導入を示す。下部シェル20は担持構造21上に載置され、この担持構造21は下部シェル20の幾何的面形状に対して合致した領域を少なくとも有する。例えば、担持構造21は楔ブロック、担持紐等によって形成可能である。或いは、各々が異なる幾何的断面の可動ラムが下部シェルを受け止め可能となっており、これら可動ラムは単一の同一担持構造を備えている。下部シェル20の下側領域には底側足場26が導入され、この底側足場26は特に、専用艤装システム23を案内し、且つ、機械的な補強部材として機能する。更にまた、下部シェル20の内部には作業プラットホーム27が配置され、この作業プラットホーム27は好ましくは、座標系28によって示されるように空間のx,y,z方向に位置決め可能である。作業者29はプラットホーム27上に配置され、下部シェル20への専用艤装システム22〜24の取り付け範囲内にて、組み付け作業を実施する。作業プラットホーム27は担持足場30上に支持され、この担持足場30は固定ベース31に支持されている。また、担持構造21は固定ベース31に同様に支持されている。
胴体セクション32を形成するため、上部シェル4、フロアグリッド13及び下部シェル20は、例えば、リベット、溶接又は接着結合により長手方向シーム35〜40にて、互いにしっかりと連結される。
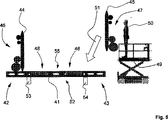
フロアグリッド41はその両側の縁領域42,43に公知のフロア支持バー44,45を備えている。フロア支持バー44,45は、図5には示されていないが、下部シェルにフロアグリッド41を付加的に接続するのに役立つ。この場合、図示のフロア支持バー44,45は多数のフロア支持バーを表し、これらフロア支持バーは前記両側縁にて互いに等間隔を存して離間し、フロアグリッド41の(図の面と直交する)全長に亘って配置されている。通常、フロア支持バーは約50cm、相互に離間している。フロアグリッド41には、準備段階にて、幾つかの専用艤装システム48が既に予備的に取り付けられている。更に、フロア支持バー44,45には専用艤装システム46,47が配置され、これら専用艤装システム46,47は図示しない作業工程にて、フロア支持バー44,45に取り付けられている。繰り返せば、専用艤装システム46〜48は例えば、空調ライン、給気及び排気ライン、給電ライン、液圧ライン、電気及び/又は光学ライン、専用的な機器、トイレ設備、トイレや調理用の個室、断熱及び/又は遮音材等である。図示されているように、フロアグリッド41の予備的な取り付け位置へアクセスが容易であるため、フロア支持バー44,45が位置決めして固定された後でさえも、専用艤装システム46,47の取り付けは可能である。適切ならば、付加的な取付け装置を備えた昇降プラットホーム49を介して作業者50はフロアグリッド41上に、既に配置された専用艤装システム47を含むフロア支持バー45を矢印51の方向に位置決めして固定する。上述の手順と同様にして、専用艤装システム46を有するフロア支持バー44はフロアグリッド41上に既に位置決めして固定されている。図5から明らかなように、特に本発明の方法は、フロア支持バー44,45の領域にて専用艤装システム46,47の取付けを非常に簡単にする。何故ならば、例えば、扱い難いライン形態の専用艤装ステム46,47は最早、フロア支持バーの後側から「螺貫」されねばならないこともなく、この代わりに、長い寸法であるとしても、自由にアクセス可能なフロア支持バー44,45に簡単にして固定可能となるからである。専用艤装システム46,47が配置されたフロア支持バー44,45の取り付け中、フロアグリッド41の上面52は支持部材53,54上に載置され、これにより、専用艤装システム46〜48の取り付けは、一時的に上下逆向きとなったフロアグリッド41の下面55から実施される。このことは、予備的取り付けプロセス中、非常に良好なアクセス性を提供する。
また、本発明の方法は、好ましくは「モノコック」、即ち、閉じた胴体セクションが長い寸法を有する場合に好適に使用され、ここでは、例えば、予備的な取付けが完全になされたフロアグリッドが既に閉じた胴体を形成する胴体セクションの開口側から、この胴体セクション内に導入される。この場合、胴体セクション内へのフロアグリッドの導入には、例えばフレームや保持装置等を提供する対応した機械的補助器具が要求される。
2 専用艤装システム
3 専用艤装システム
4 上部シェル
5 架台
6 架台
7 固定ベース
8 作業プラットホーム
9 作業者
10 専用艤装システム
11 専用艤装システム
12 専用艤装システム
13 フロアグリッド
14 架台
15 作業者
16 作業プラットホーム
17 昇降プラットホーム
18 座標系
19 固定ベース
20 下部シェル
21 担持構造
22 専用艤装システム
23 専用艤装システム
24 専用艤装システム
25 下部領域
26 底側足場
27 作業プラットホーム
28 座標系
29 作業者
30 担持足場
31 固定ベース
32 胴体セクション
33 矢印
34 矢印
35 長手方向シーム
36 長手方向シーム
37 長手方向シーム
38 長手方向シーム
39 長手方向シーム
40 長手方向シーム
41 フロアグリッド
42 側縁領域
43 側縁領域
44 フロア支持バー
45 フロア支持バー
46 専用艤装システム
47 専用艤装システム
48 専用艤装システム
49 昇降プラットホーム
50 作業者
51 矢印
52 上面(フロアグリッド)
53 支持部材
54 支持部材
55 下面(フロアグリッド)
56 昇降装置
57 矢印
58 下部シェル
59 積み荷フロア
60 専用艤装システム
Claims (12)
- 少なくとも1つのシェル部分によって形成された少なくとも1つの胴体セクション及び少なくとも1つのフロアグリッド(13,41)からなり、前記少なくとも1つの胴体セクション(32)に専用艤装システムを組み付けて、航空機の胴体を製造する方法において、
前記少なくとも1つのシェル部分の領域に表面防護及び断熱を少なくとも部分的に提供し、
前記少なくとも1つのシェル部分及び/又は前記少なくとも1つのフロアグリッド(13,41)に前記専用艤装システム(1〜3,10〜12,22〜24、46〜48)を少なくとも部分的に導入し、
前記少なくとも1つのシェル部分及び前記少なくとも1つのフロアグリッド(13,41)から少なくとも1つの胴体セクション(32)を組み立て、
少なくとも1つのフロアグリル(13,41)の導入の前に、前記シェル部分としての下部シェル(20,58)内に積み荷フロア(59)を少なくとも部分的に導入することを特徴とする、航空機の胴体製造方法。 - 前記専用艤装システム(1〜3,10〜12,22〜24、46〜48)は、電気ライン、液圧ライン、空調ライン、電気的な機器、液圧的な機器、トイレ及び/又は調理設備を含むことを特徴する請求項1の航空機の胴体製造方法。
- 前記少なくとも1つの胴体セクション(32)は最大30mの長さを有することを特徴する請求項1又は2の航空機の胴体製造方法。
- 胴体の組立を完成するため、航空機の少なくとも1つの胴体部は前記少なくとも1つの胴体セクション(32)によって形成され、航空機の胴体は前記少なくとも1つの胴体部を有することを特徴とする請求項1〜3の何れかの航空機の胴体製造方法。
- 前記少なくとも1つの胴体部は、前側、中央又は後側の胴体部であることを特徴とする請求項4の航空機の胴体製造方法。
- 表面防護は、前記少なくとも1つのシェル部分及び少なくとも1つのフロアグリッド(13,41)が胴体セクション(32)に組み立てられる前に、少なくとも部分的になされる、請求項1〜5の何れかの航空機の胴体製造方法。
- 表面防護の完成は、前記専用艤装システム(1〜3,10〜12,22〜24、46〜48)の導入中及び/又は少なくとも1つの胴体セクション(32)の組立中及び/又は胴体の組み立てを完成させる間になされる、請求項1〜6の何れかの航空機の胴体製造方法。
- 前記専用艤装システム(1〜3,10〜12,22〜24、46〜48)は、少なくとも1つのシェル部分及び少なくとも1つのフロアグリッド(13,41)の組み付け後に完成される、請求項1〜7の何れかの航空機の胴体製造方法。
- 前記胴体セクション(32)は、4つシェル部分及び少なくとも1つのフロアグリッド(13,41)によって形成されている、請求項1〜8の何れかの航空機の胴体製造方法。
- 前記4つのシェル部分は、下部シェル(20,58)、2つのサイドシェル及び、上部シェル(4)を含む請求項9の航空機の胴体製造方法。
- 前記胴体セクション(32)は、2つのシェル部分及び少なくとも1つのフロアグリッド(13,41)によって形成されている、請求項1〜8の何れかの航空機の胴体製造方法。
- 前記2つのシェル部分は、下部シェル(20,58)及び上部シェル(4)を含む請求項11の航空機の胴体製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005054869.5 | 2005-11-17 | ||
| DE102005054869A DE102005054869A1 (de) | 2005-11-17 | 2005-11-17 | Verfahren zur Herstellung einer Rumpfzelle eines Luftfahrzeugs |
| PCT/EP2006/068496 WO2007057411A1 (en) | 2005-11-17 | 2006-11-15 | Method for producing a fuselage cell of an aircraft |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009515765A JP2009515765A (ja) | 2009-04-16 |
| JP5087005B2 true JP5087005B2 (ja) | 2012-11-28 |
Family
ID=37685658
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008540611A Expired - Fee Related JP5087005B2 (ja) | 2005-11-17 | 2006-11-15 | 航空機の胴体製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8468699B2 (ja) |
| EP (1) | EP1948502B1 (ja) |
| JP (1) | JP5087005B2 (ja) |
| CN (1) | CN101341067B (ja) |
| BR (1) | BRPI0618748A2 (ja) |
| CA (1) | CA2625504C (ja) |
| DE (2) | DE102005054869A1 (ja) |
| RU (1) | RU2418722C2 (ja) |
| WO (1) | WO2007057411A1 (ja) |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7861970B2 (en) | 2006-11-02 | 2011-01-04 | The Boeing Company | Fuselage structure including an integrated fuselage stanchion |
| US7735779B2 (en) * | 2006-11-02 | 2010-06-15 | The Boeing Company | Optimized fuselage structure |
| DE102006058377B4 (de) * | 2006-12-08 | 2010-09-16 | Airbus Deutschland Gmbh | Stange zur strukturellen Verstärkung einer Rumpfstruktur eines Flugzeugs |
| DE102007044387B4 (de) * | 2007-09-18 | 2010-07-15 | Airbus Deutschland Gmbh | Verfahren zur Herstellung einer Rumpfzelle eines Flugzeugs |
| DE102009012424B4 (de) * | 2009-03-10 | 2014-03-20 | Telair International Gmbh | Frachtraumboden für einen Frachtraum eines Flugzeugs sowie Verfahren zur Montage eines solchen |
| FR2947524B1 (fr) * | 2009-07-02 | 2011-12-30 | Airbus Operations Sas | Procede de fabrication d'un aeronef comprenant un plancher |
| FR2947525B1 (fr) * | 2009-07-02 | 2011-09-02 | Airbus Operations Sas | Plancher d'aeronef a encombrement optimise |
| CN102126549A (zh) * | 2010-01-20 | 2011-07-20 | 苏章仁 | 圆形截面飞行载体壳体顺航向非对称分离仿生结构 |
| CN101850850B (zh) * | 2010-03-30 | 2013-04-17 | 浙江大学 | 一种大飞机中机身数字化装配布局方法 |
| FR2963314B1 (fr) * | 2010-07-27 | 2013-06-14 | Airbus Operations Sas | Procede et dispositif d'amenagement d'une soute avionique en pointe-avant d'un aeronef |
| ES2398861B1 (es) * | 2010-10-08 | 2014-04-29 | Airbus Operations, S.L. | Concepto de unión intercambiable para un cono de un fuselaje trasero de un avión. |
| US8752791B2 (en) * | 2010-11-11 | 2014-06-17 | The Boeing Company | Fuselage employing multifunctional crown and method of making the same |
| WO2012084205A2 (en) * | 2010-12-23 | 2012-06-28 | Airbus Operations Gmbh | Aircraft system component carrier module and system, and mounting method |
| ES2401517B1 (es) * | 2011-05-31 | 2014-06-18 | Airbus Operations S.L. | Cuaderna de aeronave en material compuesto. |
| US8914979B2 (en) * | 2011-07-21 | 2014-12-23 | Spirit AcroSystems, Inc. | System and method for assembling aircraft components |
| FR2998725B1 (fr) * | 2012-11-28 | 2015-01-30 | Airbus Operations Sas | Procede de mise en place d'un harnais electrique dans un aeronef et outillage assurant la mise en oeuvre dudit procede |
| DE102013110684A1 (de) * | 2013-09-26 | 2015-03-26 | Airbus Operations Gmbh | Verfahren zum Montieren eines Flugzeugrumpfs und Rumpffertigungsstation |
| US9199715B2 (en) * | 2013-10-10 | 2015-12-01 | The Boeing Company | Self-aligning fitting assemblies and systems and methods including the same |
| US9505051B2 (en) | 2014-07-09 | 2016-11-29 | The Boeing Company | Mobile platforms for performing operations along an exterior of a fuselage assembly |
| EP2985232A1 (en) * | 2014-08-13 | 2016-02-17 | Airbus Operations GmbH | Method for assembling an aircraft fuselage |
| US10625844B2 (en) * | 2014-11-10 | 2020-04-21 | The Boeing Company | Fuselage with structural and non-structural stanchions |
| US10675769B2 (en) | 2017-01-27 | 2020-06-09 | The Boeing Company | Cable carrier crossover supplying four non-static locations |
| US10344906B2 (en) | 2017-01-27 | 2019-07-09 | The Boeing Company | Isolated human work platform for stabilized positioning of collaborative robotics |
| US10815679B2 (en) * | 2017-01-27 | 2020-10-27 | The Boeing Company | System for four collaborative robots and humans in a narrowing work envelope |
| US10745251B2 (en) * | 2017-01-27 | 2020-08-18 | The Boeing Company | Belt drive dual robot gantry |
| FR3068952B1 (fr) | 2017-07-11 | 2019-07-26 | Airbus Sas | Fuselage et aeronef comportant une sous-structure multifonctionnelle de distribution d’air et procede d’assemblage |
| US10773830B2 (en) * | 2018-04-26 | 2020-09-15 | The Boeing Company | Flexible track manufacturing system and method |
| FR3086268A1 (fr) * | 2018-09-25 | 2020-03-27 | Airbus Operations | Procede d’assemblage d’un troncon de fuselage d’aeronef a partir de deux parties superieure et inferieure superposees, support de montage polyvalent, outillage et unite de production de troncons de fuselage pour la mise en œuvre dudit procede |
| DE102019113437A1 (de) * | 2019-05-21 | 2020-11-26 | Airbus Operations Gmbh | Verfahren und ein System zum Installieren einer Komponente in einem Innenraum eines Rumpfes eines Transportmittels |
| EP3995400B1 (en) * | 2020-11-10 | 2024-05-01 | The Boeing Company | Continuous airplane verification to improve production build efficiency |
| US11724346B2 (en) | 2020-11-18 | 2023-08-15 | The Boeing Company | Moving line assembly of airframes |
| US12049330B2 (en) * | 2020-11-18 | 2024-07-30 | The Boeing Company | Methods and systems for assembly and installation of airframe floor grids |
| NL2027389B1 (en) * | 2021-01-26 | 2022-08-12 | Boeing Co | Methods and systems for assembly and installation of airframe floor grids |
| EP4001130A1 (en) * | 2020-11-18 | 2022-05-25 | The Boeing Company | Methods and systems for assembly and installation of airframe floor grids |
| EP4001093A1 (en) | 2020-11-18 | 2022-05-25 | The Boeing Company | Aircraft assembly formed of mating half barrel sections and the method of assembling the same |
| EP4001094A1 (en) * | 2020-11-18 | 2022-05-25 | The Boeing Company | Aircraft assembly formed of mating half barrel sections and the method of assembling the same |
| NL2028121B1 (en) * | 2021-04-30 | 2022-11-09 | Boeing Co | Moving line assembly of airframes |
| US11801576B2 (en) | 2020-11-18 | 2023-10-31 | The Boeing Company | Aircraft assembly formed of mating half barrel sections and the method of assembling the same |
| NL2027402B1 (en) * | 2021-01-26 | 2022-08-19 | Boeing Co | Aircraft assembly formed of mating half barrel sections and the method of assembling the same |
| US12343832B2 (en) * | 2021-08-06 | 2025-07-01 | The Boeing Company | System and method to adjust extension lengths of slats of a work platform relative to a workpiece |
| EP4160070B1 (de) * | 2021-09-30 | 2024-12-04 | Airbus Operations GmbH | Struktur- und ausstattungssystem zur installation in einem luftfahrzeug |
| CN119551209B (zh) * | 2024-12-23 | 2025-10-28 | 中航西安飞机工业集团股份有限公司 | 一种大型热塑性复材机身装配装置及其使用方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2374894A (en) * | 1943-06-16 | 1945-05-01 | Ford Motor Co | Method and apparatus for assembling aircraft fuselages |
| DE3141869C2 (de) | 1981-10-22 | 1984-02-02 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Fußbodenkonstruktion für den oberen Laderaum eines Luftfahrzeuges |
| US4674712A (en) * | 1985-01-22 | 1987-06-23 | The Boeing Company | Double-lobe fuselage composite airplane |
| CN85108795A (zh) * | 1985-12-19 | 1987-06-24 | 弗克斯兄弟有限公司 | 飞机分级设计和制造方法 |
| RU1655071C (ru) | 1989-12-11 | 1995-10-20 | Ташкентское авиационное производственное объединение им.В.П.Чкалова | Способ сборки фюзеляжа летательного аппарата |
| RU2121452C1 (ru) | 1997-01-24 | 1998-11-10 | Закрытое акционерное общество "Саратовский авиационный завод" | Способ сборки фюзеляжа самолета |
| DE19929471C1 (de) * | 1999-06-26 | 2001-01-18 | Eads Airbus Gmbh | Verfahren und Vorrichtung zur Herstellung eines dreidimensionalen Großbauteiles |
| DE10339508A1 (de) * | 2003-07-18 | 2005-03-24 | Telair International Gmbh | Flugzeug |
| WO2005012085A1 (de) * | 2003-07-18 | 2005-02-10 | Telair International Gmbh | Frachtraumboden für ein flugzeug und verfahren zu dessen montage |
-
2005
- 2005-11-17 DE DE102005054869A patent/DE102005054869A1/de not_active Withdrawn
-
2006
- 2006-11-15 US US12/085,268 patent/US8468699B2/en not_active Expired - Fee Related
- 2006-11-15 EP EP06819507A patent/EP1948502B1/en not_active Not-in-force
- 2006-11-15 JP JP2008540611A patent/JP5087005B2/ja not_active Expired - Fee Related
- 2006-11-15 CN CN200680042886XA patent/CN101341067B/zh not_active Expired - Fee Related
- 2006-11-15 CA CA2625504A patent/CA2625504C/en not_active Expired - Fee Related
- 2006-11-15 RU RU2008118064/11A patent/RU2418722C2/ru not_active IP Right Cessation
- 2006-11-15 WO PCT/EP2006/068496 patent/WO2007057411A1/en not_active Ceased
- 2006-11-15 DE DE602006021774T patent/DE602006021774D1/de active Active
- 2006-11-15 BR BRPI0618748-0A patent/BRPI0618748A2/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007057411A1 (en) | 2007-05-24 |
| DE102005054869A8 (de) | 2007-09-20 |
| BRPI0618748A2 (pt) | 2011-09-13 |
| US8468699B2 (en) | 2013-06-25 |
| CA2625504C (en) | 2014-03-04 |
| JP2009515765A (ja) | 2009-04-16 |
| RU2008118064A (ru) | 2009-12-27 |
| EP1948502B1 (en) | 2011-05-04 |
| CA2625504A1 (en) | 2007-05-24 |
| CN101341067A (zh) | 2009-01-07 |
| DE602006021774D1 (de) | 2011-06-16 |
| US20100031509A1 (en) | 2010-02-11 |
| DE102005054869A1 (de) | 2007-05-31 |
| RU2418722C2 (ru) | 2011-05-20 |
| CN101341067B (zh) | 2011-06-29 |
| EP1948502A1 (en) | 2008-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5087005B2 (ja) | 航空機の胴体製造方法 | |
| US4117342A (en) | Utility frame for mobile electric power generating systems | |
| JP6668005B2 (ja) | 胴体組立体を支持する組立治具 | |
| EP2853495B1 (en) | Method for the assembly of an aircraft fuselage and fuselage manufacturing station | |
| CN102089205B (zh) | 在航空器的后部安装拱顶形状的压力隔板的方法以及实现该方法的装置 | |
| JP2572184B2 (ja) | 準備部材からなる床なしの非自己支持型の船室 | |
| CN110937132A (zh) | 用于在飞行器机身的区段中安装系统部件的方法 | |
| CN202643718U (zh) | 可拆卸、调节的高炉冷却壁的安装托架 | |
| CN201151053Y (zh) | 轨道车辆侧墙立式台位工装 | |
| KR102439230B1 (ko) | 엘리베이터용 제어 케이블의 송출 기능 부여 운반 대차 | |
| CN203208234U (zh) | 一种集成吊塔的重症救治方舱 | |
| CN114221286A (zh) | 一种管型风电母线安装方法及安装组件 | |
| CN115504376B (zh) | 一种支撑装置及挖泥船备件吊架的放置方法 | |
| KR101159206B1 (ko) | 용접환경 조성 장치 및 이를 이용한 용접 방법 | |
| JP2609206B2 (ja) | 地下式貯槽における屋根コーナー部へのプレート据付装置 | |
| US11396384B2 (en) | Cradle assembly for supporting a door for uninstalling or installing to an aircraft, and arrangements and methods for the same | |
| KR20110124202A (ko) | 선박용 조절 스테이션 및 그 조립 방법 | |
| CN204978674U (zh) | 用于车辆的紧凑顶板 | |
| JPH0624928B2 (ja) | 車両構体およびその製作方法 | |
| JPH0672383A (ja) | 船舶の厨房室艤装方法 | |
| JPH07196037A (ja) | 車両生産方法 | |
| JPH06220922A (ja) | ユニットルームの搬入方法 | |
| CN116511918A (zh) | 一种船舶支柱制造系统及制造方法 | |
| JPH02284843A (ja) | ワーク搬出装置 | |
| CN120364557A (zh) | 吸盘式曲面蒙皮吊装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091015 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20091015 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20091015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120822 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120907 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |