JP5387986B2 - 鋳造ラインおよび砂落とし方法 - Google Patents
鋳造ラインおよび砂落とし方法 Download PDFInfo
- Publication number
- JP5387986B2 JP5387986B2 JP2010191100A JP2010191100A JP5387986B2 JP 5387986 B2 JP5387986 B2 JP 5387986B2 JP 2010191100 A JP2010191100 A JP 2010191100A JP 2010191100 A JP2010191100 A JP 2010191100A JP 5387986 B2 JP5387986 B2 JP 5387986B2
- Authority
- JP
- Japan
- Prior art keywords
- lattice
- sand
- container
- mold
- casting line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
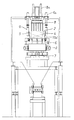
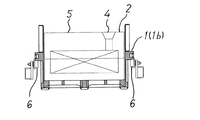
図1、図2は鋳造ラインのうち、注湯済みの鋳型を搬送する冷却ラインの全体図であり、1は格子付き容器、6は格子付き容器1を搬送するローラコンベヤである。この実施形態では格子付き容器1は格子パレット(定盤)1aである。格子パレット1aは図9に示されるように四角形のパレットに多数の砂落とし用の貫通孔1cを形成したもので、この実施形態では各貫通孔1cは平行に形成されている。
1a 格子パレット(定盤)
1b 底面格子付き受け箱
1c 貫通孔
2 鋳型
3 シェイクアウトマシン
4 素材
5 鋳物砂
6 ローラコンベヤ
7 昇降機能
8 昇降できる鋳型破砕用櫛刃
8a 昇降機構
9 昇降できる衝立
9a 昇降機構
Claims (7)
- 注湯済み鋳型を搬送し、該鋳型を搬送する冷却ライン上に砂落し装置を具備する鋳造ラインであって、
注湯済み鋳型が1モールドずつ投入され搬送される格子付き容器と、
鋳型を格子付き容器から移し換えること無く、格子付き容器ごと振動させて素材と鋳物砂を分離するシェイクアウトマシンとを具備したことを特徴とする鋳造ライン。 - 格子付き容器を搬送するローラコンベヤの直下に、昇降機能付きシェイクアウトマシンを1台、または複数台配置したことを特徴とする請求項1記載の鋳造ライン。
- シェイクアウトマシン上部の砂抜き位置に、昇降できる鋳型破砕用櫛刃を設けたことを特徴とする請求項1記載の鋳造ライン。
- 格子付き容器が格子パレットであることを特徴とする請求項1記載の鋳造ライン。
- 格子付き容器が底面格子付き受け箱であることを特徴とする請求項1記載の鋳造ライン。
- 格子パレットの側面からの素材のはみ出し、落下を防止するための昇降できる衝立を具備したことを特徴とする請求項4記載の鋳造ライン。
- 注湯済み鋳型を1モールドずつ格子付き容器に投入してローラコンベヤ上を搬送する工程と、
ローラコンベヤの下方からシェイクアウトマシンを上昇し、格子付き容器をローラコンベヤ上からシェイクアウトマシン上に移し換えて砂落としを行う工程と、
を含むことを特徴とする砂落とし方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010191100A JP5387986B2 (ja) | 2010-08-27 | 2010-08-27 | 鋳造ラインおよび砂落とし方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010191100A JP5387986B2 (ja) | 2010-08-27 | 2010-08-27 | 鋳造ラインおよび砂落とし方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012045593A JP2012045593A (ja) | 2012-03-08 |
| JP5387986B2 true JP5387986B2 (ja) | 2014-01-15 |
Family
ID=45901093
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010191100A Active JP5387986B2 (ja) | 2010-08-27 | 2010-08-27 | 鋳造ラインおよび砂落とし方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5387986B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113941701A (zh) * | 2020-07-17 | 2022-01-18 | 溧阳市联华机械制造有限公司 | 基于rfid的多品种砂箱自动落砂系统 |
| CN112122589A (zh) * | 2020-09-17 | 2020-12-25 | 繁昌县琪鑫铸造有限公司 | 一种砂型铸造用落砂机 |
| CN118808611A (zh) * | 2024-08-07 | 2024-10-22 | 连云港市通港铸造有限公司 | 一种生产井盖用的落砂机 |
| CN120001966B (zh) * | 2025-04-18 | 2025-06-17 | 连云港鑫祥铸造有限公司 | 一种壁炉铸件脱模设备 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0523832A (ja) * | 1991-07-16 | 1993-02-02 | Shinko Electric Co Ltd | 鋳物の砂落とし装置 |
| JPH05138332A (ja) * | 1991-11-22 | 1993-06-01 | Komatsu Ltd | ドラムシエーカの散水装置及び散水方法 |
| JP4052816B2 (ja) * | 2001-06-25 | 2008-02-27 | ダイハツ工業株式会社 | 鋳造ラインにおける解枠装置 |
| JP4386882B2 (ja) * | 2005-11-01 | 2009-12-16 | ダイハツ工業株式会社 | 鋳造製品砂落し方法および鋳造製品砂落し装置 |
-
2010
- 2010-08-27 JP JP2010191100A patent/JP5387986B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012045593A (ja) | 2012-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5403403B2 (ja) | 鋳造ラインおよび砂落とし方法 | |
| JP5387986B2 (ja) | 鋳造ラインおよび砂落とし方法 | |
| JP6350244B2 (ja) | 鋳型バラシ方法及び装置 | |
| CN103842114B (zh) | 铸型的通用分箱装置和使用该装置的铸型的通用分箱方法 | |
| JPWO2010125845A1 (ja) | 鋳物製品の製造方法及び製造工場 | |
| US5597031A (en) | Process and device for the unpacking of casting clusters | |
| JP5246224B2 (ja) | 鋳造ラインおよび砂落し方法 | |
| JP4052816B2 (ja) | 鋳造ラインにおける解枠装置 | |
| JP5212843B2 (ja) | 鋳造ラインおよび砂落し方法 | |
| CN202667621U (zh) | 一种铸造机废料挡板装置 | |
| CN102380609B (zh) | 铸造生产线以及落砂方法 | |
| CN219073572U (zh) | 一种立体式茶叶筛分系统 | |
| CN208322071U (zh) | 一种惯性振动落砂机 | |
| JP3374379B2 (ja) | 鋳枠付砂型のばらし装置 | |
| JP2014040300A (ja) | 振動機 | |
| CN104289428B (zh) | 一种用于孕育剂颗粒筛选设备的振动筛 | |
| US3411171A (en) | Material handling apparatus | |
| CN108722539A (zh) | 一种呋喃树脂砂生产线用振动破碎再生机 | |
| JPH10244360A (ja) | シェイクアウトマシン | |
| JP2002103020A (ja) | 解枠鋳物砂の回収方法及びその装置 | |
| CN108145140A (zh) | 砂箱翻转装置 | |
| JP2005334889A (ja) | 鋳物の取り出し方法及び定盤 | |
| KR20200145995A (ko) | 주물제조장치 | |
| JP2003025061A (ja) | 生砂鋳型の造型・冷却ライン | |
| JPH0756115Y2 (ja) | 鋳型ばらし装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120723 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130904 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130913 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5387986 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |