KR20170134961A - 가식 시트 - Google Patents
가식 시트 Download PDFInfo
- Publication number
- KR20170134961A KR20170134961A KR1020177014261A KR20177014261A KR20170134961A KR 20170134961 A KR20170134961 A KR 20170134961A KR 1020177014261 A KR1020177014261 A KR 1020177014261A KR 20177014261 A KR20177014261 A KR 20177014261A KR 20170134961 A KR20170134961 A KR 20170134961A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- surface layer
- resin
- thermoplastic resin
- resin film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000010410 layer Substances 0.000 claims abstract description 879
- 239000002344 surface layer Substances 0.000 claims abstract description 398
- 229920005989 resin Polymers 0.000 claims abstract description 368
- 239000011347 resin Substances 0.000 claims abstract description 367
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 213
- 239000011342 resin composition Substances 0.000 claims abstract description 81
- 239000000758 substrate Substances 0.000 claims abstract description 39
- 239000012790 adhesive layer Substances 0.000 claims description 93
- 238000000034 method Methods 0.000 claims description 82
- 230000005865 ionizing radiation Effects 0.000 claims description 65
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 47
- 238000004519 manufacturing process Methods 0.000 claims description 33
- 229920001225 polyester resin Polymers 0.000 claims description 30
- 239000004645 polyester resin Substances 0.000 claims description 29
- 238000010030 laminating Methods 0.000 claims description 26
- 238000001125 extrusion Methods 0.000 claims description 25
- 238000004049 embossing Methods 0.000 claims description 20
- 238000009823 thermal lamination Methods 0.000 claims description 13
- 229920003002 synthetic resin Polymers 0.000 claims 1
- 239000000057 synthetic resin Substances 0.000 claims 1
- 238000013461 design Methods 0.000 abstract description 39
- 239000010408 film Substances 0.000 description 250
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 149
- -1 polypropylene Polymers 0.000 description 82
- 238000000465 moulding Methods 0.000 description 73
- 239000011241 protective layer Substances 0.000 description 62
- 239000000853 adhesive Substances 0.000 description 47
- 230000001070 adhesive effect Effects 0.000 description 47
- 229920000515 polycarbonate Polymers 0.000 description 47
- 239000004417 polycarbonate Substances 0.000 description 47
- 229920001296 polysiloxane Polymers 0.000 description 47
- 238000001723 curing Methods 0.000 description 37
- 239000004925 Acrylic resin Substances 0.000 description 36
- 229920000178 Acrylic resin Polymers 0.000 description 35
- 238000001746 injection moulding Methods 0.000 description 34
- 239000004698 Polyethylene Substances 0.000 description 33
- 229920005862 polyol Polymers 0.000 description 33
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 30
- 229920000573 polyethylene Polymers 0.000 description 28
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 26
- 239000000203 mixture Substances 0.000 description 26
- 150000003077 polyols Chemical class 0.000 description 24
- 239000000178 monomer Substances 0.000 description 21
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 16
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 16
- 150000001875 compounds Chemical class 0.000 description 16
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 16
- 238000010894 electron beam technology Methods 0.000 description 15
- 238000011156 evaluation Methods 0.000 description 14
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 14
- 229920000139 polyethylene terephthalate Polymers 0.000 description 13
- 239000005020 polyethylene terephthalate Substances 0.000 description 13
- 229920001187 thermosetting polymer Polymers 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 12
- 150000005846 sugar alcohols Polymers 0.000 description 12
- 239000000654 additive Substances 0.000 description 11
- 239000003795 chemical substances by application Substances 0.000 description 11
- 239000003086 colorant Substances 0.000 description 11
- 229920001577 copolymer Polymers 0.000 description 11
- 230000002708 enhancing effect Effects 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 11
- 239000002184 metal Substances 0.000 description 11
- 125000000524 functional group Chemical group 0.000 description 10
- 229920005672 polyolefin resin Polymers 0.000 description 10
- 230000001133 acceleration Effects 0.000 description 9
- 230000008859 change Effects 0.000 description 9
- 125000000962 organic group Chemical group 0.000 description 9
- 239000004721 Polyphenylene oxide Substances 0.000 description 8
- 230000001588 bifunctional effect Effects 0.000 description 8
- 239000011230 binding agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 238000004132 cross linking Methods 0.000 description 8
- 230000008034 disappearance Effects 0.000 description 8
- 239000003822 epoxy resin Substances 0.000 description 8
- 239000012948 isocyanate Substances 0.000 description 8
- 229920000647 polyepoxide Polymers 0.000 description 8
- 229920005906 polyester polyol Polymers 0.000 description 8
- 229920000570 polyether Polymers 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 150000003673 urethanes Chemical class 0.000 description 8
- 239000004743 Polypropylene Substances 0.000 description 7
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 7
- 238000002347 injection Methods 0.000 description 7
- 239000007924 injection Substances 0.000 description 7
- 239000000049 pigment Substances 0.000 description 7
- 239000005056 polyisocyanate Substances 0.000 description 7
- 229920001228 polyisocyanate Polymers 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 238000007639 printing Methods 0.000 description 7
- 229920002545 silicone oil Polymers 0.000 description 7
- 238000004381 surface treatment Methods 0.000 description 7
- 239000004593 Epoxy Substances 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 6
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 6
- 238000007646 gravure printing Methods 0.000 description 6
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 6
- 150000002513 isocyanates Chemical class 0.000 description 6
- 238000003475 lamination Methods 0.000 description 6
- 239000004611 light stabiliser Substances 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 6
- 238000011282 treatment Methods 0.000 description 6
- 239000004640 Melamine resin Substances 0.000 description 5
- 229920000877 Melamine resin Polymers 0.000 description 5
- 239000004793 Polystyrene Substances 0.000 description 5
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 5
- 125000000217 alkyl group Chemical group 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 5
- 229920005668 polycarbonate resin Polymers 0.000 description 5
- 239000004431 polycarbonate resin Substances 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 229920002223 polystyrene Polymers 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 239000010409 thin film Substances 0.000 description 5
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 4
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 4
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 4
- 229920006026 co-polymeric resin Polymers 0.000 description 4
- 239000003431 cross linking reagent Substances 0.000 description 4
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000005227 gel permeation chromatography Methods 0.000 description 4
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 239000004014 plasticizer Substances 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 230000000007 visual effect Effects 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 3
- 239000002202 Polyethylene glycol Substances 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- ZCZFEIZSYJAXKS-UHFFFAOYSA-N [3-hydroxy-2,2-bis(hydroxymethyl)propyl] prop-2-enoate Chemical compound OCC(CO)(CO)COC(=O)C=C ZCZFEIZSYJAXKS-UHFFFAOYSA-N 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 3
- 239000003054 catalyst Substances 0.000 description 3
- 239000000975 dye Substances 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 238000005886 esterification reaction Methods 0.000 description 3
- IPZIVCLZBFDXTA-UHFFFAOYSA-N ethyl n-prop-2-enoylcarbamate Chemical compound CCOC(=O)NC(=O)C=C IPZIVCLZBFDXTA-UHFFFAOYSA-N 0.000 description 3
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920006122 polyamide resin Polymers 0.000 description 3
- 229920001707 polybutylene terephthalate Polymers 0.000 description 3
- 238000006068 polycondensation reaction Methods 0.000 description 3
- 229920001223 polyethylene glycol Polymers 0.000 description 3
- 229920006324 polyoxymethylene Polymers 0.000 description 3
- 229920005990 polystyrene resin Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 150000003254 radicals Chemical class 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 238000007650 screen-printing Methods 0.000 description 3
- 239000010421 standard material Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 3
- 229920002554 vinyl polymer Polymers 0.000 description 3
- OCKGFTQIICXDQW-ZEQRLZLVSA-N 5-[(1r)-1-hydroxy-2-[4-[(2r)-2-hydroxy-2-(4-methyl-1-oxo-3h-2-benzofuran-5-yl)ethyl]piperazin-1-yl]ethyl]-4-methyl-3h-2-benzofuran-1-one Chemical compound C1=C2C(=O)OCC2=C(C)C([C@@H](O)CN2CCN(CC2)C[C@H](O)C2=CC=C3C(=O)OCC3=C2C)=C1 OCKGFTQIICXDQW-ZEQRLZLVSA-N 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 2
- YAAQEISEHDUIFO-UHFFFAOYSA-N C=CC#N.OC(=O)C=CC=CC1=CC=CC=C1 Chemical compound C=CC#N.OC(=O)C=CC=CC1=CC=CC=C1 YAAQEISEHDUIFO-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 2
- 239000004606 Fillers/Extenders Substances 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- MZRVEZGGRBJDDB-UHFFFAOYSA-N N-Butyllithium Chemical compound [Li]CCCC MZRVEZGGRBJDDB-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000000020 Nitrocellulose Substances 0.000 description 2
- YGYAWVDWMABLBF-UHFFFAOYSA-N Phosgene Chemical compound ClC(Cl)=O YGYAWVDWMABLBF-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 2
- 239000011354 acetal resin Substances 0.000 description 2
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 2
- 125000002947 alkylene group Chemical group 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 150000004650 carbonic acid diesters Chemical class 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 239000007822 coupling agent Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- KIQKWYUGPPFMBV-UHFFFAOYSA-N diisocyanatomethane Chemical compound O=C=NCN=C=O KIQKWYUGPPFMBV-UHFFFAOYSA-N 0.000 description 2
- 150000002009 diols Chemical class 0.000 description 2
- 229920006332 epoxy adhesive Polymers 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 2
- 238000007757 hot melt coating Methods 0.000 description 2
- 150000002430 hydrocarbons Chemical group 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 239000003999 initiator Substances 0.000 description 2
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 2
- 239000004579 marble Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- DHQIYHHEPUYAAX-UHFFFAOYSA-N n-(4,6-diamino-1,3,5-triazin-2-yl)prop-2-enamide Chemical compound NC1=NC(N)=NC(NC(=O)C=C)=N1 DHQIYHHEPUYAAX-UHFFFAOYSA-N 0.000 description 2
- 229920001220 nitrocellulos Polymers 0.000 description 2
- 229920003986 novolac Polymers 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 235000019260 propionic acid Nutrition 0.000 description 2
- 239000004576 sand Substances 0.000 description 2
- 125000005372 silanol group Chemical group 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 239000013008 thixotropic agent Substances 0.000 description 2
- 235000010215 titanium dioxide Nutrition 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 238000007666 vacuum forming Methods 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- WMYINDVYGQKYMI-UHFFFAOYSA-N 2-[2,2-bis(hydroxymethyl)butoxymethyl]-2-ethylpropane-1,3-diol Chemical compound CCC(CO)(CO)COCC(CC)(CO)CO WMYINDVYGQKYMI-UHFFFAOYSA-N 0.000 description 1
- IAXFZZHBFXRZMT-UHFFFAOYSA-N 2-[3-(2-hydroxyethoxy)phenoxy]ethanol Chemical compound OCCOC1=CC=CC(OCCO)=C1 IAXFZZHBFXRZMT-UHFFFAOYSA-N 0.000 description 1
- WTPYFJNYAMXZJG-UHFFFAOYSA-N 2-[4-(2-hydroxyethoxy)phenoxy]ethanol Chemical compound OCCOC1=CC=C(OCCO)C=C1 WTPYFJNYAMXZJG-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- WZSFTHVIIGGDOI-UHFFFAOYSA-N 4,5,6,7-tetrachloro-3-[2-methyl-3-[(4,5,6,7-tetrachloro-3-oxoisoindol-1-yl)amino]anilino]isoindol-1-one Chemical compound ClC1=C(Cl)C(Cl)=C(Cl)C2=C1C(NC1=CC=CC(NC=3C4=C(C(=C(Cl)C(Cl)=C4Cl)Cl)C(=O)N=3)=C1C)=NC2=O WZSFTHVIIGGDOI-UHFFFAOYSA-N 0.000 description 1
- 229920008790 Amorphous Polyethylene terephthalate Polymers 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- 240000008574 Capsicum frutescens Species 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 239000004709 Chlorinated polyethylene Substances 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- BDAGIHXWWSANSR-UHFFFAOYSA-N Formic acid Chemical class OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- 229910000004 White lead Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- 150000001241 acetals Chemical class 0.000 description 1
- 239000003377 acid catalyst Substances 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- GHPGOEFPKIHBNM-UHFFFAOYSA-N antimony(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Sb+3].[Sb+3] GHPGOEFPKIHBNM-UHFFFAOYSA-N 0.000 description 1
- IRERQBUNZFJFGC-UHFFFAOYSA-L azure blue Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[S-]S[S-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-] IRERQBUNZFJFGC-UHFFFAOYSA-L 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- PMMYEEVYMWASQN-IMJSIDKUSA-N cis-4-Hydroxy-L-proline Chemical compound O[C@@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-IMJSIDKUSA-N 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 125000004956 cyclohexylene group Chemical group 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- ROORDVPLFPIABK-UHFFFAOYSA-N diphenyl carbonate Chemical compound C=1C=CC=CC=1OC(=O)OC1=CC=CC=C1 ROORDVPLFPIABK-UHFFFAOYSA-N 0.000 description 1
- JMPVESVJOFYWTB-UHFFFAOYSA-N dipropan-2-yl carbonate Chemical compound CC(C)OC(=O)OC(C)C JMPVESVJOFYWTB-UHFFFAOYSA-N 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- RIFGWPKJUGCATF-UHFFFAOYSA-N ethyl chloroformate Chemical compound CCOC(Cl)=O RIFGWPKJUGCATF-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000005251 gamma ray Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- UCNNJGDEJXIUCC-UHFFFAOYSA-L hydroxy(oxo)iron;iron Chemical compound [Fe].O[Fe]=O.O[Fe]=O UCNNJGDEJXIUCC-UHFFFAOYSA-L 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- XJRAOMZCVTUHFI-UHFFFAOYSA-N isocyanic acid;methane Chemical compound C.N=C=O.N=C=O XJRAOMZCVTUHFI-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- RYZCLUQMCYZBJQ-UHFFFAOYSA-H lead(2+);dicarbonate;dihydroxide Chemical compound [OH-].[OH-].[Pb+2].[Pb+2].[Pb+2].[O-]C([O-])=O.[O-]C([O-])=O RYZCLUQMCYZBJQ-UHFFFAOYSA-H 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- KBJKWYZQIJZAOZ-UHFFFAOYSA-N lithium;oxidosilane Chemical compound [Li+].[SiH3][O-] KBJKWYZQIJZAOZ-UHFFFAOYSA-N 0.000 description 1
- 238000010551 living anionic polymerization reaction Methods 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- DCUFMVPCXCSVNP-UHFFFAOYSA-N methacrylic anhydride Chemical compound CC(=C)C(=O)OC(=O)C(C)=C DCUFMVPCXCSVNP-UHFFFAOYSA-N 0.000 description 1
- XMJHPCRAQCTCFT-UHFFFAOYSA-N methyl chloroformate Chemical compound COC(Cl)=O XMJHPCRAQCTCFT-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- OEIJHBUUFURJLI-UHFFFAOYSA-N octane-1,8-diol Chemical compound OCCCCCCCCO OEIJHBUUFURJLI-UHFFFAOYSA-N 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 125000000466 oxiranyl group Chemical group 0.000 description 1
- UWJJYHHHVWZFEP-UHFFFAOYSA-N pentane-1,1-diol Chemical compound CCCCC(O)O UWJJYHHHVWZFEP-UHFFFAOYSA-N 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- AHWALFGBDFAJAI-UHFFFAOYSA-N phenyl carbonochloridate Chemical compound ClC(=O)OC1=CC=CC=C1 AHWALFGBDFAJAI-UHFFFAOYSA-N 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 125000000843 phenylene group Chemical group C1(=C(C=CC=C1)*)* 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 239000012462 polypropylene substrate Substances 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- ARJOQCYCJMAIFR-UHFFFAOYSA-N prop-2-enoyl prop-2-enoate Chemical compound C=CC(=O)OC(=O)C=C ARJOQCYCJMAIFR-UHFFFAOYSA-N 0.000 description 1
- RQAGEUFKLGHJPA-UHFFFAOYSA-N prop-2-enoylsilicon Chemical compound [Si]C(=O)C=C RQAGEUFKLGHJPA-UHFFFAOYSA-N 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 239000007870 radical polymerization initiator Substances 0.000 description 1
- 238000010022 rotary screen printing Methods 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 150000003376 silicon Chemical class 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- RCYJPSGNXVLIBO-UHFFFAOYSA-N sulfanylidenetitanium Chemical compound [S].[Ti] RCYJPSGNXVLIBO-UHFFFAOYSA-N 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920006230 thermoplastic polyester resin Polymers 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000005809 transesterification reaction Methods 0.000 description 1
- 238000010023 transfer printing Methods 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- 235000013799 ultramarine blue Nutrition 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
- 239000001052 yellow pigment Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B43/00—Operations specially adapted for layered products and not otherwise provided for, e.g. repairing; Apparatus therefor
- B32B43/006—Delaminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
- B32B7/14—Interconnection of layers using interposed adhesives or interposed materials with bonding properties applied in spaced arrangements, e.g. in stripes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1712—Decalcomanias applied under heat and pressure, e.g. provided with a heat activable adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
- B44C5/0453—Ornamental plaques, e.g. decorative panels, decorative veneers produced by processes involving moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1679—Making multilayered or multicoloured articles applying surface layers onto injection-moulded substrates inside the mould cavity, e.g. in-mould coating [IMC]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/584—Scratch resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2509/00—Household appliances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/24—Pressing or stamping ornamental designs on surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/02—Superimposing layers
- B44C3/025—Superimposing layers to produce ornamental relief structures
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31931—Polyene monomer-containing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31935—Ester, halide or nitrile of addition polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31938—Polymer of monoethylenically unsaturated hydrocarbon
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
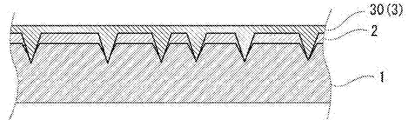
적어도, 기재층과, 경화성 수지 조성물의 경화물에 의해 형성되고, 요철 형상을 갖는 표면층과, 박리 가능한 열가소성 수지 필름층이 이 순서로 적층되어 이루어지는, 가식 시트.
Description
도 2는, 제1 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 3은, 제1 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 4는, 제1 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 5는, 제1 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 6은, 제1 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 7은, 제1 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 8은, 제1 발명의 열가소성 수지 필름층 부착 가식 수지 성형품의 일형태의 단면 구조의 모식도이다.
도 9는, 제1 발명의 열가소성 수지 필름층 부착 가식 수지 성형품의 일형태의 단면 구조의 모식도이다.
도 10은, 제1 발명의 가식 수지 성형품의 일형태의 단면 구조의 모식도이다.
도 11은, 제1 발명의 가식 수지 성형품의 일형태의 단면 구조의 모식도이다.
도 12는, 제2 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 13은, 제2 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 14는, 제2 발명의 가식 시트의 일형태의 단면 구조의 모식도이다.
도 15는, 제2 발명의 요철 보호층 부착 가식 수지 성형품의 일형태의 단면 구조의 모식도이다.
도 16은, 제2 발명의 가식 수지 성형품의 일형태의 단면 구조의 모식도이다.



Claims (17)
- 적어도, 기재층과, 경화성 수지 조성물의 경화물에 의해 형성되고 요철 형상을 갖는 표면층과, 박리 가능한 열가소성 수지 필름층이 이 순서로 적층되어 이루어지는 가식(加飾) 시트.
- 제1항에 있어서, 상기 표면층이 전리 방사선 경화성 수지 조성물의 경화물에 의해 형성되어 있는 가식 시트.
- 제1항 또는 제2항에 있어서, 상기 열가소성 수지 필름층이 비결정성 폴리에스테르 수지를 포함하는 가식 시트.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 열가소성 수지 필름층이, 상기 표면층의 요철 형상 상에, 압출 성형 또는 열 라미네이트에 의해 적층되어 있는 가식 시트.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 열가소성 수지 필름층이 상기 표면층의 요철 형상의 오목부를 매립하고 있는 가식 시트.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 표면층과 상기 열가소성 수지 필름층의 사이에 점접착층이 적층되어 있는 가식 시트.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 표면층의 바로 아래에 프라이머층이 적층되어 있는 가식 시트.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 기재층과 상기 표면층의 사이에 도안층이 적층되어 있는 가식 시트.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 표면층의 요철 형상은, 부분적으로 형성된 볼록부와, 상기 볼록부의 사이에 있어서, 상기 표면층의 하층이 노출된 오목부에 의해 형성되어 있는 가식 시트.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 표면층의 두께가 0.01∼30 ㎛인 가식 시트.
- 기재층 상에, 요철 형상을 갖고 경화성 수지 조성물의 경화물에 의해 형성된 표면층이 적층된 적층체를 형성하는 제1 공정과,
상기 제1 공정에서 얻어진 적층체의 상기 표면층 상에, 박리 가능한 열가소성 수지 필름층을 적층하는 제2 공정
을 구비하는 가식 시트의 제조 방법. - 제11항에 있어서, 상기 열가소성 수지 필름층이 비결정성 폴리에스테르 수지를 포함하는 가식 시트의 제조 방법.
- 제11항 또는 제12항에 있어서, 상기 제2 공정이 이하의 공정을 구비하고 있는 가식 시트의 제조 방법:
표면층 상에, 압출 성형 또는 열 라미네이트에 의해, 상기 표면층의 요철 형상의 오목부를 매립하도록 하여, 박리 가능한 상기 열가소성 수지 필름층을 적층하는 공정. - 제11항 또는 제12항에 있어서, 상기 제2 공정이 이하의 공정을 구비하고 있는 가식 시트의 제조 방법:
표면층 상에 수지 조성물을 도포하고, 상기 표면층의 요철 형상의 오목부를 매립하도록 하여 점접착층을 적층하는 공정과,
상기 점접착층 상에, 박리 가능한 상기 열가소성 수지 필름층을 형성하는 공정. - 적어도, 성형 수지층과, 기재층과, 경화성 수지 조성물의 경화물에 의해 형성되고 요철 형상을 갖는 표면층과, 박리 가능한 열가소성 수지 필름층이 이 순서로 적층되어 이루어지는, 열가소성 수지 필름층 부착 가식 수지 성형품.
- 제1항 내지 제10항 중 어느 한 항에 기재된 가식 시트의 기재층측에, 수지를 사출함으로써 성형 수지층을 적층하는 공정을 구비하는, 열가소성 수지 필름층 부착 가식 수지 성형품의 제조 방법.
- 제15항에 기재된 열가소성 수지 필름층 부착 가식 수지 성형품으로부터 상기 열가소성 수지 필름층을 박리하는 공정을 구비하는, 가식 수지 성형품의 제조 방법.
Applications Claiming Priority (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2015-070353 | 2015-03-30 | ||
| JP2015070353 | 2015-03-30 | ||
| JPJP-P-2015-070352 | 2015-03-30 | ||
| JP2015070352 | 2015-03-30 | ||
| JPJP-P-2015-110738 | 2015-05-29 | ||
| JP2015110738 | 2015-05-29 | ||
| JPJP-P-2015-119725 | 2015-06-12 | ||
| JP2015119725 | 2015-06-12 | ||
| JPJP-P-2015-192320 | 2015-09-29 | ||
| JP2015192320 | 2015-09-29 | ||
| PCT/JP2016/060457 WO2016159119A1 (ja) | 2015-03-30 | 2016-03-30 | 加飾シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170134961A true KR20170134961A (ko) | 2017-12-07 |
| KR102430212B1 KR102430212B1 (ko) | 2022-08-05 |
Family
ID=57007242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177014261A Active KR102430212B1 (ko) | 2015-03-30 | 2016-03-30 | 가식 시트 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11203177B2 (ko) |
| EP (1) | EP3278982A4 (ko) |
| JP (2) | JP6965743B2 (ko) |
| KR (1) | KR102430212B1 (ko) |
| CN (2) | CN107405891A (ko) |
| WO (1) | WO2016159119A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025095454A1 (ko) * | 2023-11-01 | 2025-05-08 | 삼성전자주식회사 | 타일링(tiling)형 표시 장치 |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102430212B1 (ko) * | 2015-03-30 | 2022-08-05 | 다이니폰 인사츠 가부시키가이샤 | 가식 시트 |
| US20180112108A1 (en) | 2016-10-20 | 2018-04-26 | The Boeing Company | Segmented film adhesive, method of making the adhesive and method of applying the adhesive to a non-planar surface |
| JP6497487B2 (ja) * | 2016-12-02 | 2019-04-10 | 株式会社村田製作所 | 多層配線基板 |
| CN106827924A (zh) * | 2017-01-25 | 2017-06-13 | 珠海威客三维科技有限公司 | 浮雕画及其制作方法 |
| US11130263B2 (en) | 2017-03-31 | 2021-09-28 | Dai Nippon Printing Co., Ltd. | Decorative sheet, decorative resin molded article, and method for producing same |
| US10954681B2 (en) | 2018-02-15 | 2021-03-23 | Strong Industries, Inc. | Cover for a spa and method of fabricating a cover for a spa |
| JP2019150976A (ja) * | 2018-03-01 | 2019-09-12 | パナソニックIpマネジメント株式会社 | 加飾金属部品の加工方法と加飾金属部品 |
| KR20210005578A (ko) * | 2018-04-23 | 2021-01-14 | 닛토덴코 가부시키가이샤 | 전자파 투과성 금속 광택 물품 및 그 제조 방법 |
| CN114571584A (zh) * | 2018-10-04 | 2022-06-03 | 凸版印刷株式会社 | 混凝土装饰用压模材料 |
| JP6750763B1 (ja) * | 2018-10-12 | 2020-09-02 | 大日本印刷株式会社 | 透明性樹脂フィルム、化粧板及び化粧板の製造方法 |
| CN113165356B (zh) * | 2018-12-04 | 2023-12-26 | 哈利玛化成株式会社 | 多层片和转印材 |
| JP7316583B2 (ja) | 2019-03-06 | 2023-07-28 | パナソニックIpマネジメント株式会社 | 加飾シート及びその製造方法、表示装置 |
| CN113631375A (zh) * | 2019-03-27 | 2021-11-09 | 大日本印刷株式会社 | 透明性树脂膜、装饰材料和装饰材料的制造方法 |
| JP7497723B2 (ja) * | 2019-03-28 | 2024-06-11 | 大日本印刷株式会社 | 化粧材及びその製造方法 |
| CN113631383B (zh) * | 2019-03-29 | 2023-09-19 | 大日本印刷株式会社 | 转印片和装饰成型品的制造方法 |
| NL2022925B1 (en) | 2019-04-11 | 2020-10-20 | Northann Building Solutions LLC | Decorative panel, panel covering, and method of producing such a decorative panel |
| CN113631641B (zh) * | 2019-04-11 | 2025-02-25 | 巴斯夫欧洲公司 | 黄色颜料组合物 |
| KR102829658B1 (ko) | 2019-04-18 | 2025-07-03 | 다이니폰 인사츠 가부시키가이샤 | 투명성 수지 필름, 투명성 수지 필름의 제조 방법, 및 화장재 |
| JP2020179517A (ja) * | 2019-04-23 | 2020-11-05 | 凸版印刷株式会社 | 加飾シート |
| JP7272115B2 (ja) * | 2019-05-30 | 2023-05-12 | 凸版印刷株式会社 | 化粧シート |
| PT3766651T (pt) | 2019-07-17 | 2022-08-25 | Akzenta Paneele Profile Gmbh | Painéis com superfície de laca estruturada |
| JP6675039B1 (ja) * | 2019-11-22 | 2020-04-01 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品 |
| KR102125182B1 (ko) * | 2020-01-30 | 2020-06-19 | 장세훈 | 다기능 에어캡 시트 및 이의 제조방법 |
| JP7243933B2 (ja) * | 2020-09-29 | 2023-03-22 | 大日本印刷株式会社 | 転写シート及びこれを利用した樹脂成形品の製造方法 |
| JP7146993B1 (ja) * | 2021-03-29 | 2022-10-04 | Nissha株式会社 | インサート成形用加飾フィルム、インサート成形用加飾フィルムの製造方法及び樹脂成形品の製造方法 |
| JP7274129B1 (ja) | 2022-02-03 | 2023-05-16 | 大日本印刷株式会社 | 転写フィルム、並びに撥水・撥油性外装材及びその製造方法 |
| DE102022109515A1 (de) * | 2022-04-20 | 2023-10-26 | Lisa Dräxlmaier GmbH | Verfahren zum herstellen eines dekorverbunds und dekorverbund für ein kraftfahrzeug |
| CN115214256B (zh) * | 2022-07-14 | 2023-06-16 | 艾尔玛科技股份有限公司 | 一种具有表面纹理触感的模内注塑装饰膜 |
| CN121843847A (zh) * | 2023-10-24 | 2026-04-10 | 株式会社发尔特克 | 车辆用外装部件 |
| WO2025264598A1 (en) * | 2024-06-19 | 2025-12-26 | Ppg Industries Ohio, Inc. | Mechanically embossed floor coverings |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6111178A (ja) * | 1984-06-27 | 1986-01-18 | Dainippon Printing Co Ltd | 表面強化化粧材の製造法 |
| US5429857A (en) * | 1989-03-10 | 1995-07-04 | Dai Nippon Insatsu Kabushiki Kaisha | Decorative sheet |
| JP2008137216A (ja) | 2006-11-30 | 2008-06-19 | Nissha Printing Co Ltd | 成形同時加飾用シートおよびこれを用いた加飾成形品の製法 |
| JP2012056237A (ja) * | 2010-09-10 | 2012-03-22 | Dainippon Printing Co Ltd | 三次元成形加飾シート及びそれを用いた加飾成形品 |
| KR20130018963A (ko) * | 2003-11-28 | 2013-02-25 | 다이니폰 인사츠 가부시키가이샤 | 가식 시트, 가식 수지 성형품 및 그 제조 방법 |
Family Cites Families (82)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3022207A (en) * | 1961-02-08 | 1962-02-20 | Abiti Power & Paper Company Lt | Method of producing decorative wall panels with prefinished score lines |
| US3635754A (en) * | 1966-01-21 | 1972-01-18 | Johnson & Johnson | Adhesive product |
| US3654044A (en) * | 1970-11-10 | 1972-04-04 | Toyo Plywood Co Ltd | Decorative overlay paper covered plywood and process of manufacturing the same |
| US3941636A (en) * | 1973-04-30 | 1976-03-02 | Armstrong Cork Company | Process for forming decorative surface coverings |
| US4552792A (en) * | 1984-10-31 | 1985-11-12 | Champion International Corporation | Decorative laminated wall panel and process for making same |
| US4759982A (en) * | 1986-12-12 | 1988-07-26 | Minnesota Mining And Manufacturing Company | Transfer graphic article with rounded and sealed edges and method for making same |
| DE3742457A1 (de) * | 1987-12-15 | 1989-06-29 | Dynamit Nobel Ag | Herstellverfahren fuer kunststoff-formteile mit dekorativ-gepraegter oberflaechenbeschichtung |
| US5019202A (en) * | 1987-12-15 | 1991-05-28 | Dai Nippon Insatsu Kabushiki Kaisha | Process for producing decorative sheets having embossed pattern |
| JPH07110528B2 (ja) * | 1988-09-30 | 1995-11-29 | 大日本印刷株式会社 | 成形用シートおよびそれを用いた絵付け成形品の製造方法 |
| JP2780361B2 (ja) * | 1989-08-07 | 1998-07-30 | 三井化学株式会社 | 剥離性保護フィルムおよびその組成物 |
| US5215826A (en) * | 1990-09-25 | 1993-06-01 | Rexham Industries Corp. | Surfacing film with thermoformable carrier layer |
| DE4134271C1 (ko) * | 1991-10-17 | 1992-12-24 | Leonhard Kurz Gmbh & Co, 8510 Fuerth, De | |
| TW224443B (ko) * | 1992-07-31 | 1994-06-01 | Minnesota Mining & Mfg | |
| JP4043534B2 (ja) * | 1995-03-31 | 2008-02-06 | 大日本印刷株式会社 | エンボス同調化粧シ−トの製造方法 |
| US5750234A (en) * | 1996-06-07 | 1998-05-12 | Avery Dennison Corporation | Interior automotive laminate with thermoplastic low gloss coating |
| KR0167860B1 (ko) * | 1995-10-23 | 1999-01-15 | 히로세 준고 | 광학기능의 연속시트 |
| US6103328A (en) * | 1996-06-18 | 2000-08-15 | Android Industries Of Michigan Llc | Decorative films and laminated formable sheets with dual protective film layers |
| US5919537A (en) * | 1996-06-18 | 1999-07-06 | Android Industries Of Michigan, L.L.C. | Decorative films and laminated formable sheets with dual protective film layers |
| JP3868543B2 (ja) * | 1996-07-19 | 2007-01-17 | 大日本印刷株式会社 | エンボス賦形転写シート及びそれを用いたエンボス賦形化粧板の製造方法 |
| JP3754525B2 (ja) * | 1997-03-25 | 2006-03-15 | 積水化学工業株式会社 | 加飾成形用シートおよびその製造方法並びにその加飾成形用シートを用いた繊維強化熱可塑性樹脂発泡体の製造方法 |
| US5968657A (en) * | 1997-08-18 | 1999-10-19 | 3M Innovative Properties Company | Paint film assembly with masking film and method of making same |
| JP3265255B2 (ja) * | 1998-02-13 | 2002-03-11 | 伸興化成株式会社 | 化粧パネル及びその製造方法 |
| JPH11277708A (ja) * | 1998-03-27 | 1999-10-12 | Dainippon Printing Co Ltd | 保護フィルム付き化粧シートおよび化粧材 |
| JP4046253B2 (ja) * | 1998-05-20 | 2008-02-13 | 大日本印刷株式会社 | 同調エンボス化粧シート及びその製造方法 |
| JP4166337B2 (ja) * | 1998-08-12 | 2008-10-15 | 中国塗料株式会社 | エンボス調意匠仕上げ塗装の可能な光硬化性塗料組成物、エンボス調意匠仕上げ塗装された基材、および基材表面にエンボス調意匠仕上げを施す塗装方法 |
| JP3961697B2 (ja) * | 1998-10-07 | 2007-08-22 | 日東電工株式会社 | 自動車塗膜保護用シート |
| TW440519B (en) * | 1999-04-23 | 2001-06-16 | Dainippon Printing Co Ltd | Shaped sheet and method for producing the same |
| US6440546B1 (en) * | 1999-10-13 | 2002-08-27 | Ream Industries Corp. | Gloss-adjusting mask layer with particulate filler |
| US7195727B2 (en) * | 1999-10-13 | 2007-03-27 | Guardian Industries Corp. | Extruded automotive trim and method of making same |
| JP3585412B2 (ja) * | 2000-02-15 | 2004-11-04 | 五洋紙工株式会社 | 光学機能を有する連続シートの製造法 |
| JP2001240820A (ja) * | 2000-02-29 | 2001-09-04 | Nitto Denko Corp | 塗膜保護シート、その製造方法及び施工方法 |
| AU5339001A (en) * | 2000-04-14 | 2001-10-30 | Du Pont | Multilayer, co-extruded, ionomeric decorative surfacing |
| JP2001348549A (ja) * | 2000-06-09 | 2001-12-18 | Nitto Denko Corp | 塗膜保護用シート |
| US6890625B2 (en) * | 2001-02-05 | 2005-05-10 | Awi Licensing Company | Surface covering having gloss in-register and method of making |
| JP2002267816A (ja) | 2001-03-08 | 2002-09-18 | Dainippon Printing Co Ltd | 射出成形に用いるための反射防止層付与用シート、これを用いた射出成形方法、および反射防止層が積層された射出成型品 |
| JP4759847B2 (ja) * | 2001-05-23 | 2011-08-31 | 大日本印刷株式会社 | 化粧シート及び化粧材 |
| JP4693317B2 (ja) * | 2001-09-28 | 2011-06-01 | 日本写真印刷株式会社 | 凹凸転写シート、透明窓部を有する凹凸シートとその製造方法および凹凸面を有する加飾成形品の製造方法 |
| US20030108718A1 (en) * | 2001-12-07 | 2003-06-12 | Jean-Yves Simon | Polyurethane coated resilient surface covering having improved fidelity of texture and process of manufacture |
| JP4031305B2 (ja) * | 2002-07-11 | 2008-01-09 | 日本写真印刷株式会社 | 微細凹凸模様を有するインサートシートの製造方法、及び微細凹凸模様を有するインサート成形品の製造方法 |
| WO2005009758A1 (de) * | 2003-07-17 | 2005-02-03 | Kunz Holding Gmbh & Co. Kg | Blatt- oder bahnförmige dekorative beschichtungsfolie sowie verfahren zum herstellen einer solchen |
| JP4319882B2 (ja) | 2003-09-29 | 2009-08-26 | 大日本印刷株式会社 | 加飾シート、加飾成形品、及び射出成形同時加飾方法 |
| JP4707326B2 (ja) * | 2004-01-27 | 2011-06-22 | 大日本印刷株式会社 | 硬化性樹脂エンボス化粧板の製造方法 |
| DE102004055363A1 (de) * | 2004-04-16 | 2005-11-10 | Karl Wörwag Lack- Und Farbenfabrik Gmbh & Co. Kg | Flexibler Schichtverbund mit einem Träger und einer darauf angebrachten Schicht härtbaren Lackes |
| JP2006142698A (ja) | 2004-11-22 | 2006-06-08 | Shin Etsu Polymer Co Ltd | 多層成形体の製造方法および多層成形体 |
| US20070026205A1 (en) * | 2005-08-01 | 2007-02-01 | Vapor Technologies Inc. | Article having patterned decorative coating |
| EP1948423A4 (en) * | 2005-09-20 | 2013-10-09 | Fujifilm Corp | METHOD FOR PRODUCING A PRESERVED SURFACE IMAGE AND DEVICE THEREFOR, METHOD FOR PRODUCING A PATTERNED SURFACE IMAGE AND PATTERNED FOIL |
| US8187695B2 (en) * | 2005-09-30 | 2012-05-29 | Dai Nippon Printing Co., Ltd. | Shaping sheet, resin decorative material and method of producing the same |
| US7854985B2 (en) * | 2005-11-18 | 2010-12-21 | Soliant Llc | Decorative paint film laminate |
| DE102006011159A1 (de) * | 2006-03-10 | 2007-09-13 | Benecke-Kaliko Ag | Verfahren zur Herstellung einer thermoplastischen Folie |
| CN101516597A (zh) * | 2006-09-28 | 2009-08-26 | 大日本印刷株式会社 | 经压花装饰的注射成型制品及其制造方法 |
| JP5119638B2 (ja) * | 2006-09-29 | 2013-01-16 | 大日本印刷株式会社 | 凹凸加飾射出成形品 |
| CN101522418A (zh) * | 2006-10-13 | 2009-09-02 | 巴斯夫欧洲公司 | 生产涂膜制品的方法 |
| US7892598B1 (en) * | 2006-12-19 | 2011-02-22 | Intelli-Plac LLC | Method of providing a reusable labeling surface for receiving a removable element on the surface of an object |
| JP5125160B2 (ja) * | 2007-03-14 | 2013-01-23 | 大日本印刷株式会社 | 賦型シート、樹脂化粧板及びその製造方法 |
| DE102007040376A1 (de) * | 2007-08-20 | 2009-02-26 | Karl Wörwag Lack- Und Farbenfabrik Gmbh & Co. Kg | Lack, flexibler Schichtverbund mit einem Träger und einer darauf aufgebrachten Lackschicht sowie deren Verwendung |
| JP2008189943A (ja) * | 2008-05-12 | 2008-08-21 | Chugoku Marine Paints Ltd | エンボス調意匠仕上げ塗装の可能な光硬化性塗料組成物、エンボス調意匠仕上げ塗装された基材、および基材表面にエンボス調意匠仕上げを施す塗装方法 |
| JP6344838B2 (ja) * | 2008-06-27 | 2018-06-20 | トレデガー フィルム プロダクツ コーポレイション | 剥離面を備えた保護フィルム |
| EP2394005B1 (en) * | 2009-02-03 | 2017-10-11 | Robert N. Clausi | Sound attenuating laminate materials |
| FR2946281A1 (fr) * | 2009-06-03 | 2010-12-10 | Corso Magenta | Article pour enduit pour application sur une paroi a decorer, procede de fabrication et procede d'application associes |
| FR2946280B1 (fr) * | 2009-06-03 | 2018-01-05 | Corso Magenta | Article en feuille pour application sur une paroi a decorer, procede de fabrication et procede d'application associes |
| DE102009031478A1 (de) * | 2009-07-01 | 2011-01-05 | Leonhard Kurz Stiftung & Co. Kg | Mehrschichtkörper |
| TW201119869A (en) * | 2009-12-14 | 2011-06-16 | Darfon Electronics Corp | Film, casing with decoration pattern, manufacturing method of film, and manufacturing method of casing |
| US20110151208A1 (en) * | 2009-12-20 | 2011-06-23 | Ming-Hung Huang | Method for fabricating decorative film and decorated article formed with the same thereof |
| CN103253055A (zh) * | 2010-02-12 | 2013-08-21 | 徽达科技股份有限公司 | 模内装饰材料 |
| JP5297401B2 (ja) * | 2010-02-23 | 2013-09-25 | パナソニック株式会社 | 木質板 |
| JP5831087B2 (ja) * | 2010-09-29 | 2015-12-09 | 大日本印刷株式会社 | 加飾シート及び加飾成形品 |
| EP2626186B1 (en) * | 2010-10-05 | 2016-05-25 | Kaneka Corporation | Decorative resin sheet, and molded resin article and process for production thereof |
| JP5894741B2 (ja) * | 2011-03-22 | 2016-03-30 | リケンテクノス株式会社 | 傷付き防止フィルム |
| US10265895B2 (en) * | 2011-03-25 | 2019-04-23 | Dai Nippon Printing Co., Ltd. | Decorative sheet for three-dimensional molding and method for producing same, and decorative molded article using decorative sheet and method for producing same |
| DE102011077612A1 (de) * | 2011-06-16 | 2012-12-20 | Evonik Röhm Gmbh | Verfahren zur kontinuierlichen inline Herstellung von beschichteten polymeren Substraten oder Laminaten |
| BE1020072A5 (nl) * | 2011-07-12 | 2013-04-02 | Flooring Ind Ltd Sarl | Werkwijzen voor het vervaardigen van laminaatpanelen. |
| JP6034554B2 (ja) * | 2011-08-26 | 2016-11-30 | 五洋紙工株式会社 | フィルムインサート成型用加飾フィルム及びその製造方法 |
| EP2752294B1 (en) * | 2011-09-30 | 2017-03-01 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative resin molded article obtained using same |
| US20150132521A1 (en) * | 2012-02-17 | 2015-05-14 | Akzo Nobel Coatings International B.V. | Low-gloss soft-touch thermoformable paint film laminate |
| TW201416214A (zh) * | 2012-10-26 | 2014-05-01 | Etansi Inc | 裝飾薄膜、裝飾成形元件與裝飾成形製程 |
| KR102090921B1 (ko) * | 2013-06-11 | 2020-03-19 | 현대모비스 주식회사 | 자동차 부품 질감 도료용 조성물 및 이를 포함하는 자동차 부품 |
| PL2818292T3 (pl) * | 2013-06-25 | 2018-09-28 | Faurecia Innenraum Systeme Gmbh | Sposób formowania elementu wykończenia mającego warstwę materiału drzewnego i wygrawerowany wzór |
| EP2848403B1 (de) * | 2013-08-27 | 2017-03-22 | Isosport Verbundbauteile Gesellschaft m.b.H. | Oberflächenschutzfolie |
| WO2015049169A1 (en) * | 2013-10-01 | 2015-04-09 | Bayer South East Asia Pte. Ltd. | Uv-patternable hard-coating for transparent conductive film |
| JP6481315B2 (ja) * | 2014-09-30 | 2019-03-13 | 大日本印刷株式会社 | 加飾シート |
| JP6791615B2 (ja) * | 2015-03-06 | 2020-11-25 | スリーエム イノベイティブ プロパティズ カンパニー | 紫外線架橋性組成物 |
| KR102430212B1 (ko) * | 2015-03-30 | 2022-08-05 | 다이니폰 인사츠 가부시키가이샤 | 가식 시트 |
-
2016
- 2016-03-30 KR KR1020177014261A patent/KR102430212B1/ko active Active
- 2016-03-30 WO PCT/JP2016/060457 patent/WO2016159119A1/ja not_active Ceased
- 2016-03-30 JP JP2017510129A patent/JP6965743B2/ja active Active
- 2016-03-30 US US15/559,547 patent/US11203177B2/en active Active
- 2016-03-30 EP EP16773000.1A patent/EP3278982A4/en active Pending
- 2016-03-30 CN CN201680018573.4A patent/CN107405891A/zh active Pending
- 2016-03-30 CN CN202110398898.2A patent/CN113147109A/zh active Pending
-
2021
- 2021-05-14 JP JP2021082731A patent/JP2021176697A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6111178A (ja) * | 1984-06-27 | 1986-01-18 | Dainippon Printing Co Ltd | 表面強化化粧材の製造法 |
| US5429857A (en) * | 1989-03-10 | 1995-07-04 | Dai Nippon Insatsu Kabushiki Kaisha | Decorative sheet |
| KR20130018963A (ko) * | 2003-11-28 | 2013-02-25 | 다이니폰 인사츠 가부시키가이샤 | 가식 시트, 가식 수지 성형품 및 그 제조 방법 |
| JP2008137216A (ja) | 2006-11-30 | 2008-06-19 | Nissha Printing Co Ltd | 成形同時加飾用シートおよびこれを用いた加飾成形品の製法 |
| JP2012056237A (ja) * | 2010-09-10 | 2012-03-22 | Dainippon Printing Co Ltd | 三次元成形加飾シート及びそれを用いた加飾成形品 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025095454A1 (ko) * | 2023-11-01 | 2025-05-08 | 삼성전자주식회사 | 타일링(tiling)형 표시 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016159119A1 (ja) | 2016-10-06 |
| KR102430212B1 (ko) | 2022-08-05 |
| CN107405891A (zh) | 2017-11-28 |
| EP3278982A1 (en) | 2018-02-07 |
| US20180043653A1 (en) | 2018-02-15 |
| JPWO2016159119A1 (ja) | 2018-01-25 |
| JP2021176697A (ja) | 2021-11-11 |
| JP6965743B2 (ja) | 2021-11-10 |
| EP3278982A4 (en) | 2018-11-14 |
| CN113147109A (zh) | 2021-07-23 |
| US11203177B2 (en) | 2021-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170134961A (ko) | 가식 시트 | |
| CN103370195B (zh) | 装饰片材及使用其而成的装饰树脂成形品 | |
| JP6561591B2 (ja) | 加飾シート | |
| JP6398261B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| CN110815995B (zh) | 装饰片和装饰树脂成型品 | |
| JP6657599B2 (ja) | 加飾シート | |
| JP7135268B2 (ja) | 加飾シート | |
| JP6064495B2 (ja) | 加飾シート、及び加飾樹脂成型品 | |
| JP6232884B2 (ja) | 加飾シート | |
| JP6972527B2 (ja) | 加飾シート、加飾樹脂成形品、及びこれらの製造方法 | |
| JP6551469B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6255846B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| WO2015046549A1 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6194571B2 (ja) | 加飾シート、及び加飾樹脂成形品 | |
| JP7501057B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6984767B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| WO2021199360A1 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP7115659B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6221571B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| CN104530461B (zh) | 装饰片材及使用其而成的装饰树脂成形品 | |
| JP6675039B1 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP2020049771A (ja) | 加飾シート及び加飾樹脂成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170525 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210329 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220117 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20220701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20220803 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20220803 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |