KR20200047111A - 주조 설비 및 주조 방법 - Google Patents
주조 설비 및 주조 방법 Download PDFInfo
- Publication number
- KR20200047111A KR20200047111A KR1020180129153A KR20180129153A KR20200047111A KR 20200047111 A KR20200047111 A KR 20200047111A KR 1020180129153 A KR1020180129153 A KR 1020180129153A KR 20180129153 A KR20180129153 A KR 20180129153A KR 20200047111 A KR20200047111 A KR 20200047111A
- Authority
- KR
- South Korea
- Prior art keywords
- molten steel
- room
- tundish
- casting
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/007—Continuous casting of metals, i.e. casting in indefinite lengths of composite ingots, i.e. two or more molten metals of different compositions being used to integrally cast the ingots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
- B22D1/002—Treatment with gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0406—Moulds with special profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/103—Distributing the molten metal, e.g. using runners, floats, distributors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/108—Feeding additives, powders, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/08—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like for bottom pouring
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
따라서, 본 발명의 실시예에 따른 주조 주소 설비에 의하면, 복수의 스트랜드를 구비하도록 설비를 구성함에 따라, 복층 주편의 생산율을 향상시킬 수 있다.
또한, 래들에서 제 1 용강과 제 2 용강을 분리하여 마련하고, 이를 턴디시로 공급함에 따라 주편 길이 방향으로 성분이 균일한 복층 주편을 주조할 수 있다.
Description
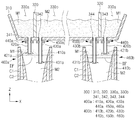
도 2는 본 발명의 실시예에 따른 주조 설비에 있어서, 래들 및 턴디시를 설명하기 위한 입체도
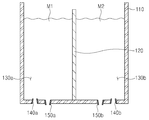
도 3은 본 발명의 실시예에 따른 래들을 도시한 도면
도 4는 본 발명의 실시예에 따른 턴디시를 도시한 상면도
도 5는 본 발명의 실시예에 따른 방법으로 주조된 복층 주편에 있어서, 농도 구배를 설명하기 위한 개념도
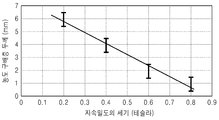
도 6은 자속 밀도 세기에 따른 농도 구배 영역의 두께를 나타낸 그래프
도 7은 본 발명의 실시예에 따른 복층 주편 주조 방법을 순차적으로 나타낸 순서도

120: 분할 부재 130a: 제 1 룸
130b: 제 2 룸
300: 턴디시 310: 본체
311: 제 1 몸체 312: 제 2 몸체
320: 격벽부 321: 제 1 격벽체
322: 제 2 격벽체 330a: 제 1 수용 공간
330b: 제 2 수용 공간
Claims (18)
- 각각에 용강의 수용이 가능한 제 1 룸 및 제 2 룸이 마련된 래들;
내부에 상기 제 1 룸으로부터 제공된 제 1 용강을 수용할 수 있는 제 1 수용 공간 및 상기 제 2 룸으로부터 제공된 제 2 용강을 수용할 수 있는 제 2 수용 공간이 마련된 턴디시; 및
상기 턴디시의 하측에 위치되어, 상기 턴디시로부터 제공된 제 1 용강과 제 2 용강을 응고시켜, 표층과 내층의 성분이 상이한 복층 주편을 주조하는 주형;
을 포함하는 주조 설비. - 청구항 1에 있어서,
상기 래들은,
내부 공간을 가지는 바디; 및
상기 제 1 룸과 제 2 룸이 상기 바디의 내부 공간을 분할하여 형성하도록, 상기 바디의 내부에 설치된 분할 부재;
를 포함하고,
상기 분할 부재의 바닥면은 상기 바디의 바닥면과 연결되도록 설치된 주조 설비. - 청구항 2에 있어서,
상기 래들은,
상기 제 1 룸으로 불활성 가스의 취입이 가능하도록, 상기 제 1 룸의 바닥을 상하 방향으로 관통되게 마련된 제 1 플러그;
상기 제 2 룸으로 불활성 가스의 취입이 가능하도록, 상기 제 2 룸의 바닥을 상하 방향으로 관통되게 마련된 제 2 플러그;
상기 제 1 용강의 배출이 가능하도록, 상기 제 1 룸의 바닥을 상하 방향으로 관통되게 마련된 제 1 배출 노즐;
상기 제 2 용강의 배출이 가능하도록, 상기 제 2 룸의 바닥을 상하 방향으로 관통되게 마련된 제 2 배출 노즐;
을 포함하는 주조 설비. - 청구항 3에 있어서,
상기 턴디시는,
내부 공간을 가지는 본체; 및
상기 본체 내에서 상기 제 1 수용 공간이 외측 공간이 되고, 상기 제 2 수용 공간이 내측 공간이 되도록, 상기 본체의 내부에 설치된 격벽부;
를 포함하고,
상기 격벽부의 하단은 상기 본체의 바닥에 연결된 주조 설비. - 청구항 4에 있어서,
상기 본체는,
제 1 연장 방향으로 연장 형성된 제 1 몸체; 및
상기 제 1 몸체로부터 상기 제 1 연장 방향과 교차하는 제 2 연장 방향으로 연장 형성된 제 2 몸체;
를 포함하고,
상기 격벽부는,
상기 제 1 몸체의 연장 방향으로 연장 형성되어, 상기 제 1 몸체의 내부에 수용된 제 1 격벽체;
상기 제 1 격벽체의 연장 방향과 교차하는 방향으로 연장 형성되어, 적어도 일부가 제 2 몸체 내에 수용된 제 2 격벽체;
를 포함하는 주조 설비. - 청구항 5에 있어서,
상기 주형은 상기 턴디시의 제 1 몸체 및 제 1 격벽체의 하측에 위치하고,
상기 래들은 상기 턴디시의 제 2 몸체 및 제 2 격벽체의 상측에 위치되는 주조 설비. - 청구항 5에 있어서,
상기 주형은 복수개로 마련되며,
복수의 주형은, 상기 턴디시로부터 제 1 용강 및 제 2 용강을 제공받을 수 있도록, 상기 턴디시 하측에서 상기 제 1 연장 방향으로 나열 배치된 주조 설비. - 청구항 7에 있어서,
상기 턴디시의 제 1 용강을 복수의 상기 주형 각각으로 공급하는 복수의 상부 침지 노즐; 및
상기 턴디시의 제 2 용강을 복수의 상기 주형 각각으로 공급하는 복수의 하부 침지 노즐;
을 포함하는 주조 설비. - 청구항 7에 있어서,
상기 주조 장치는 상기 주형 내로 자장을 인가하는 자장 발생부를 포함하는 주조 설비. - 표층과 내층의 성분이 상이한 복층 주편을 제조하는 주조 방법으로서,
래들의 제 1 룸에 수용된 제 1 용강을 턴디시의 제 1 수용 공간으로 공급하는 과정;
상기 제 1 룸과 고립 구분되는 상기 래들 내부의 제 2 룸에 수용된 제 2 용강을 상기 턴디시의 제 2 수용 공간으로 공급하는 과정;
상기 턴디시의 제 1 및 제 2 용강을 주형으로 공급하여, 주편을 주조하는 과정;
을 포함하는 주조 방법. - 청구항 10에 있어서,
상기 래들의 제 1 룸에 제 1 용강을 마련하고, 상기 제 2 룸에 제 2 용강을 마련하는 과정을 포함하고,
상기 제 1 룸에 제 1 용강을 마련하고, 상기 제 2 룸에 제 2 용강을 마련하는 과정은,
상기 제 1 룸에 첨가제를 투입하는 과정; 및
상기 제 1 룸 및 제 2 룸 각각에 성분 조성이 동일한 용강을 장입하는 과정;
을 포함하는 주조 방법. - 청구항 11에 있어서,
상기 제 1 룸에 제 1 용강을 마련하고, 상기 제 2 룸에 제 2 용강을 마련한 후, 상기 제 1 룸 및 제 2 룸 각각으로 불활성 가스를 취입하는 과정을 포함하는 주조 방법. - 청구항 11에 있어서,
상기 주형 내로 자장을 인가하는 과정을 포함하는 주조 방법. - 청구항 13에 있어서,
상기 주형 내로 자장을 인가하는데 있어서,
상기 표층에 있어서, 표면으로부터 내측 방향으로 상기 첨가제에 포함된 첨가 성분의 농도가 감소하는 농도 구배가 형성되도록 자속 밀도를 조절하는 주조 방법. - 청구항 14에 있어서,
상기 주형 내 자속 밀도가 0.2 테슬라 내지 0.8 테슬라가 되도록 자장을 인가하는 주조 방법. - 청구항 14에 있어서,
상기 첨가제는 Cr, C, Si, Mn, Ni 및 Al 중 적어도 하나의 첨가 성분을 포함하는 합금철을 포함하는 주조 방법. - 청구항 10 내지 청구항 16 중 어느 하나의 주조 방법으로 제조되며,
표면으로부터 내측 방향으로 첨가 성분에 대한 농도 구배를 가지는 농도 구배층을 가지는 복층 주편. - 청구항 17에 있어서,
상기 농도 구배층의 두께는 주편 전체 두께의 1.4% 내지 8.5%인 복층 주편.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180129153A KR102227826B1 (ko) | 2018-10-26 | 2018-10-26 | 주조 설비 및 주조 방법 |
| CN201980080618.4A CN113165056B (zh) | 2018-10-26 | 2019-10-22 | 铸造设备和铸造方法 |
| JP2021523063A JP7148724B2 (ja) | 2018-10-26 | 2019-10-22 | 鋳造設備及び鋳造方法 |
| PCT/KR2019/013908 WO2020085772A1 (ko) | 2018-10-26 | 2019-10-22 | 주조 설비 및 주조 방법 |
| EP19875171.1A EP3871802A4 (en) | 2018-10-26 | 2019-10-22 | CASTING PLANT AND CASTING PROCESS |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180129153A KR102227826B1 (ko) | 2018-10-26 | 2018-10-26 | 주조 설비 및 주조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200047111A true KR20200047111A (ko) | 2020-05-07 |
| KR102227826B1 KR102227826B1 (ko) | 2021-03-15 |
Family
ID=70332158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180129153A Active KR102227826B1 (ko) | 2018-10-26 | 2018-10-26 | 주조 설비 및 주조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3871802A4 (ko) |
| JP (1) | JP7148724B2 (ko) |
| KR (1) | KR102227826B1 (ko) |
| CN (1) | CN113165056B (ko) |
| WO (1) | WO2020085772A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113857463A (zh) * | 2021-09-06 | 2021-12-31 | 盐城市联鑫钢铁有限公司 | 一种复合不锈钢浇注工艺和装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01284459A (ja) * | 1988-05-12 | 1989-11-15 | Nisshin Steel Co Ltd | クラッド鋼材の製造装置 |
| JPH06320232A (ja) * | 1993-05-12 | 1994-11-22 | Nippon Steel Corp | 複合金属材料の連続鋳造方法 |
| JPH0760408A (ja) * | 1993-08-24 | 1995-03-07 | Nippon Steel Corp | 薄板用鋼板の製造方法 |
| JPH07284879A (ja) * | 1994-04-20 | 1995-10-31 | Nippon Steel Corp | 連鋳鋳片の製造方法 |
| KR20120071475A (ko) | 2010-12-23 | 2012-07-03 | 재단법인 포항산업과학연구원 | 복층주편 슬라브 연속주조장치 |
| JP2017030012A (ja) * | 2015-07-31 | 2017-02-09 | 新日鐵住金株式会社 | 複層鋳片の連続鋳造方法及び連続鋳造装置 |
| KR20170059280A (ko) * | 2015-11-20 | 2017-05-30 | 주식회사 포스코 | 주조장치 및 주조방법 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63108947A (ja) * | 1986-10-24 | 1988-05-13 | Nippon Steel Corp | 複合金属材の連続鋳造方法 |
| US4828015A (en) * | 1986-10-24 | 1989-05-09 | Nippon Steel Corporation | Continuous casting process for composite metal material |
| JPH03297537A (ja) * | 1990-04-13 | 1991-12-27 | Nkk Corp | 取鍋底吹きポーラス煉瓦および取鍋底吹きポーラス煉瓦の地金除去方法 |
| JPH0531555A (ja) * | 1991-07-31 | 1993-02-09 | Nippon Steel Corp | 複層鋼の湯面下凝固連続鋳造法 |
| JPH07108441B2 (ja) * | 1991-09-18 | 1995-11-22 | 新日本製鐵株式会社 | 複層鋳片の連続鋳造における注入量制御方法 |
| JPH0671385A (ja) * | 1992-08-28 | 1994-03-15 | Nippon Steel Corp | 2ストランド型複層鋳片用連続鋳造装置 |
| JPH06297092A (ja) * | 1993-04-19 | 1994-10-25 | Nippon Steel Corp | 複合金属材料の連続幅可変鋳造装置 |
| JPH0683141U (ja) * | 1993-04-22 | 1994-11-29 | 新日本製鐵株式会社 | 複合金属材料の連続鋳造装置 |
| JPH07308739A (ja) * | 1994-05-19 | 1995-11-28 | Nippon Steel Corp | 複層鋳片の連続鋳造方法 |
| WO2000051762A1 (fr) | 1999-03-02 | 2000-09-08 | Nkk Corporation | Procede et dispositif permettant, en coulee continue, de predire et de reguler la configuration d'ecoulement de l'acier en fusion |
| CN1189267C (zh) * | 2002-11-22 | 2005-02-16 | 大连理工大学 | 复层材料的电磁连续铸造方法 |
| JP2005103552A (ja) * | 2003-09-26 | 2005-04-21 | Daido Steel Co Ltd | 連続鋳造方法 |
| WO2009024601A1 (en) * | 2007-08-23 | 2009-02-26 | Aleris Aluminum Koblenz Gmbh | Method for casting a composite aluminium alloy ingot or billet |
| JP6631162B2 (ja) * | 2015-10-30 | 2020-01-15 | 日本製鉄株式会社 | 複層鋳片の連続鋳造方法及び連続鋳造装置 |
| CN106216618A (zh) * | 2016-09-18 | 2016-12-14 | 华北理工大学 | 一种浇注连续铸造制备双金属复合材料的方法 |
| JP2018094613A (ja) * | 2016-12-16 | 2018-06-21 | Jfeスチール株式会社 | 高清浄鋼製造のための連続鋳造開始方法 |
| JP6855806B2 (ja) * | 2017-01-20 | 2021-04-07 | 日本製鉄株式会社 | 複層鋳片の連続鋳造方法及び連続鋳造装置 |
-
2018
- 2018-10-26 KR KR1020180129153A patent/KR102227826B1/ko active Active
-
2019
- 2019-10-22 CN CN201980080618.4A patent/CN113165056B/zh active Active
- 2019-10-22 WO PCT/KR2019/013908 patent/WO2020085772A1/ko not_active Ceased
- 2019-10-22 EP EP19875171.1A patent/EP3871802A4/en active Pending
- 2019-10-22 JP JP2021523063A patent/JP7148724B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01284459A (ja) * | 1988-05-12 | 1989-11-15 | Nisshin Steel Co Ltd | クラッド鋼材の製造装置 |
| JPH06320232A (ja) * | 1993-05-12 | 1994-11-22 | Nippon Steel Corp | 複合金属材料の連続鋳造方法 |
| JPH0760408A (ja) * | 1993-08-24 | 1995-03-07 | Nippon Steel Corp | 薄板用鋼板の製造方法 |
| JPH07284879A (ja) * | 1994-04-20 | 1995-10-31 | Nippon Steel Corp | 連鋳鋳片の製造方法 |
| KR20120071475A (ko) | 2010-12-23 | 2012-07-03 | 재단법인 포항산업과학연구원 | 복층주편 슬라브 연속주조장치 |
| JP2017030012A (ja) * | 2015-07-31 | 2017-02-09 | 新日鐵住金株式会社 | 複層鋳片の連続鋳造方法及び連続鋳造装置 |
| KR20170059280A (ko) * | 2015-11-20 | 2017-05-30 | 주식회사 포스코 | 주조장치 및 주조방법 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113857463A (zh) * | 2021-09-06 | 2021-12-31 | 盐城市联鑫钢铁有限公司 | 一种复合不锈钢浇注工艺和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113165056B (zh) | 2022-12-23 |
| EP3871802A4 (en) | 2021-11-10 |
| JP7148724B2 (ja) | 2022-10-05 |
| WO2020085772A1 (ko) | 2020-04-30 |
| JP2022509011A (ja) | 2022-01-20 |
| CN113165056A (zh) | 2021-07-23 |
| KR102227826B1 (ko) | 2021-03-15 |
| EP3871802A1 (en) | 2021-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8047265B2 (en) | Electromagnetic stirrer coil | |
| TWI633954B (zh) | 多層鑄片之連續鑄造裝置及連續鑄造方法 | |
| US8210239B2 (en) | Continuous casting method of molten metal | |
| KR102227826B1 (ko) | 주조 설비 및 주조 방법 | |
| JP6855806B2 (ja) | 複層鋳片の連続鋳造方法及び連続鋳造装置 | |
| JP6515286B2 (ja) | 複層鋳片の連続鋳造方法及び連続鋳造装置 | |
| EP3533534A1 (en) | Structure for casting, and casting method using same | |
| JP6801378B2 (ja) | 鋼の連続鋳造用鋳型装置及びそれを用いた表層改質鋳片の製造方法 | |
| JP6500682B2 (ja) | 複層鋳片の連続鋳造方法及び連続鋳造装置 | |
| CN114286728A (zh) | 铸造设备和铸造方法 | |
| KR101388071B1 (ko) | 연속주조용 몰드의 냉각 방법 | |
| CN115716122B (zh) | 一种高均匀细晶铝合金铸锭的生产装置及方法 | |
| KR101466202B1 (ko) | 슬라브 표면 품질 제어 방법 | |
| KR101499432B1 (ko) | 연속주조 시 냉각수 분사 노즐 배치 방법 | |
| KR101435117B1 (ko) | 연속주조 공정에서의 탕면 안정화 방법 | |
| JPH07100587A (ja) | 難分離性複層鋳片の製造方法 | |
| JP2017177179A (ja) | 連続鋳造用タンディッシュ、及びそのタンディッシュを用いた連続鋳造方法 | |
| KR101435122B1 (ko) | 극저탄소강 슬라브의 표면 품질 제어 방법 | |
| JPH04339546A (ja) | 鋳込み複層鋳片の製造方法 | |
| JPH07100588A (ja) | 鋳込み複層鋳片の製造方法 | |
| KR20140017163A (ko) | 용강의 탄소픽업량 예측방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 6 |