KR840000006B1 - 요철무늬 부착 화장체의 제조방법 - Google Patents
요철무늬 부착 화장체의 제조방법 Download PDFInfo
- Publication number
- KR840000006B1 KR840000006B1 KR1019800003072A KR800003072A KR840000006B1 KR 840000006 B1 KR840000006 B1 KR 840000006B1 KR 1019800003072 A KR1019800003072 A KR 1019800003072A KR 800003072 A KR800003072 A KR 800003072A KR 840000006 B1 KR840000006 B1 KR 840000006B1
- Authority
- KR
- South Korea
- Prior art keywords
- sheet
- cosmetic
- heat
- adhesive film
- cosmetic sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Adhesive Tapes (AREA)
Abstract
Description
Claims (1)
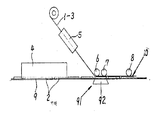
- 사전에 그 자체에 요철상태의 소성가공을 실시하여 사용함에는 적당하지 않은 화장용 시이트에 열 접착성막을 개재하여서 기재위(2)에 재치하고, 전기한 열 접착성 막을 열접착 가능한 온도로 가열하여서 전기한 화장용 시이트를 소정의 요철면을 보유하는 압압부재로서 전기한 기재에 압압하여서 전기한 화장용 시이트 및 열접착성 막에 소정의 요철을 형성하고, 그후 전기한 열 접착성막을 냉각하여서 화장용 시이트에 요철을 유지시키도록 함과 아울러, 그 화장용 시이트를 전기한 기재에 접착하는 것을 특징으로 하는 요철무늬 부착화장체의 제조방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP704 | 1980-05-26 | ||
| JP55-70490 | 1980-05-26 | ||
| JP7049080A JPS5817034B2 (ja) | 1980-05-26 | 1980-05-26 | 凹凸模様付き化粧体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR830003304A KR830003304A (ko) | 1983-06-18 |
| KR840000006B1 true KR840000006B1 (ko) | 1984-01-25 |
Family
ID=13433004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019800003072A Expired KR840000006B1 (ko) | 1980-05-26 | 1980-08-01 | 요철무늬 부착 화장체의 제조방법 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPS5817034B2 (ko) |
| KR (1) | KR840000006B1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4977715B2 (ja) * | 2006-12-01 | 2012-07-18 | 株式会社クリエイティブ テクノロジー | 凹凸パターン形成方法 |
| KR100768253B1 (ko) * | 2007-01-24 | 2007-10-17 | 이기봉 | 요철형태의 장식무늬를 갖는 벽지형 장식판재 |
-
1980
- 1980-05-26 JP JP7049080A patent/JPS5817034B2/ja not_active Expired
- 1980-08-01 KR KR1019800003072A patent/KR840000006B1/ko not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| KR830003304A (ko) | 1983-06-18 |
| JPS5817034B2 (ja) | 1983-04-04 |
| JPS56166011A (en) | 1981-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2415680C (en) | Flocked transfer and article of manufacture including the flocked transfer | |
| AU614622B2 (en) | A gem compound and a method for making it | |
| AU2001280711A1 (en) | Flocked transfer and article of manufacture including the flocked transfer | |
| US3413168A (en) | Adhesive bonding method permitting precise positioning | |
| US2043809A (en) | Method of making cut-embossing stock sheets and article of manufacture | |
| JP5836426B2 (ja) | ジグソーパズルの製造方法およびジグソーパズル用袋 | |
| KR840000006B1 (ko) | 요철무늬 부착 화장체의 제조방법 | |
| US2039284A (en) | Veneering | |
| CN110722896B (zh) | 可重复粘贴的刻字膜及其制法 | |
| JP3156701B2 (ja) | 熱転写フォイル | |
| JPS6119015Y2 (ko) | ||
| US5637172A (en) | Method for applying a decal to foam | |
| JPH08197899A (ja) | ろうそくの絵付け方法 | |
| JPS5544806A (en) | Continuous bonding process of vinyl chloride sheets | |
| US6497778B1 (en) | Method for making holographic foil | |
| JPH0396324A (ja) | ラミネート加工法 | |
| JPH0239395B2 (ko) | ||
| JPH04339652A (ja) | 転写装置及び転写方法 | |
| JPS6467338A (en) | Manufacture of grooved decorative board | |
| JP2558382Y2 (ja) | 化粧単板シート | |
| JP2003147293A (ja) | 粘着式シート及び該粘着式シートの製造方法 | |
| GB1572789A (en) | Application of motifs to textiles | |
| US358678A (en) | Albert komp | |
| JPH0355992Y2 (ko) | ||
| JPS54124032A (en) | Preparation of laminate tape test specimen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1605 | Publication of application before grant of patent |
St.27 status event code: A-2-2-Q10-Q13-nap-PG1605 |
|
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 19870125 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 19870125 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |