WO2013172286A1 - 炭素材-セラミック材接合体の製造方法、及び炭素材-セラミック材接合体 - Google Patents
炭素材-セラミック材接合体の製造方法、及び炭素材-セラミック材接合体 Download PDFInfo
- Publication number
- WO2013172286A1 WO2013172286A1 PCT/JP2013/063253 JP2013063253W WO2013172286A1 WO 2013172286 A1 WO2013172286 A1 WO 2013172286A1 JP 2013063253 W JP2013063253 W JP 2013063253W WO 2013172286 A1 WO2013172286 A1 WO 2013172286A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carbon material
- ceramic
- carbon
- ceramic material
- oxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/52—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite
- C04B35/522—Graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
- C04B35/575—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide obtained by pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/581—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on aluminium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6264—Mixing media, e.g. organic solvents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/001—Joining burned ceramic articles with other burned ceramic articles or other articles by heating directly with other burned ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3201—Alkali metal oxides or oxide-forming salts thereof
- C04B2235/3203—Lithium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3227—Lanthanum oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3229—Cerium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3409—Boron oxide, borates, boric acids, or oxide forming salts thereof, e.g. borax
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3826—Silicon carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3865—Aluminium nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5409—Particle size related information expressed by specific surface values
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/666—Applying a current during sintering, e.g. plasma sintering [SPS], electrical resistance heating or pulse electric current sintering [PECS]
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/361—Boron nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/363—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/365—Silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/366—Aluminium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/368—Silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/38—Fiber or whisker reinforced
- C04B2237/385—Carbon or carbon composite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/60—Forming at the joining interface or in the joining layer specific reaction phases or zones, e.g. diffusion of reactive species from the interlayer to the substrate or from a substrate to the joining interface, carbide forming at the joining interface
Definitions
- the present invention relates to a carbon material-ceramic material assembly manufacturing method and a carbon material-ceramic material assembly.
- Carbon material does not have a melting point at normal pressure. Ceramics is generally a high melting point material. Therefore, it can be said that it is difficult to join a carbon material and ceramics by fusion welding.
- Carbon materials and ceramics are generally brittle materials. For this reason, it is difficult to join a carbon material and a ceramic material by a pressure welding method.
- the carbon material and the ceramic material are usually joined by a mechanical method using a screw or the like, or a method using a brazing material or an adhesive.
- Patent Document 1 discloses a method of bonding a graphite material using a phenol / formaldehyde resin.
- Patent Document 2 discloses that a graphite material is bonded using a carbon-based adhesive such as a phenol resin.
- Patent Document 3 discloses a method of joining graphite and an aluminum-based material using a brazing material.
- the main object of the present invention is to provide a method for producing a novel carbon material-ceramic material assembly.
- the present invention is a method for producing a carbon material-ceramic material joined body in which a carbon material and a ceramic material are joined.
- a carbon material-ceramic material joined body is obtained by forming a layer containing ceramics and a sintering aid on a carbon material and sintering it.
- yttrium oxide aluminum oxide, calcium oxide, lithium oxide, silicon oxide, boron oxide, zirconium oxide, magnesium oxide, cerium oxide, and gadolinium oxide are used. It is preferable to use at least one selected from the group consisting of europium oxide, lanthanum oxide, lutetium oxide, neodymium oxide, erbium oxide, dysprosium oxide, and samarium oxide.
- the sintering aid is infiltrated into the recesses or pores of the surface layer of the carbon material by cooling and cooled, whereby the sintering aid is removed from the carbon material. It is preferable to stay on the surface layer.
- the ceramic and / or the sintering aid contains a silicon element, and the sintering causes a crystalline phase at the interface between the carbon material and the ceramic material.
- the content of the sintering aid in the layer containing the ceramic and the sintering aid is preferably 2% by mass or more.
- the carbon material-ceramic material assembly manufacturing method of the present invention it is preferable to use at least one of metal nitride and metal carbide as the ceramic.
- niobium aluminum nitride, boron nitride, silicon nitride, silicon carbide, boron carbide, tantalum carbide, zirconium carbide, tungsten carbide, titanium carbide, chromium carbide, and carbonization are used. It is preferable to use at least one selected from the group consisting of niobium.
- a carbon material an electrode material for steel making, an isotropic graphite material, a porous carbon material, a carbon fiber aggregate, a carbon fiber composite material, and a carbon fiber reinforced carbon are used. It is preferable to use at least one selected from the group consisting of composite materials.
- the first carbon material-ceramic material assembly of the present invention includes a carbon material and a ceramic material.
- the ceramic material is joined to the carbon material.
- the sintering aid used to sinter the ceramic material is included in both the ceramic material side surface layer of the carbon material and the carbon material side surface layer of the ceramic material.
- the content of the sintering aid in the surface layer of the carbon material on the ceramic material side is higher than the content of the sintering aid on the carbon material side of the ceramic material. May be.
- the second carbon material-ceramic material assembly of the present invention includes a carbon material and a ceramic material joined to the carbon material.
- a crystal phase or an amorphous glass phase formed by sintering is provided at the bonding interface between the carbon material and the ceramic material.
- a novel method for producing a carbon material-ceramic material assembly can be provided.
- FIG. 1 is a schematic cross-sectional view for explaining a method for producing a carbon material-ceramic material assembly in one embodiment of the present invention.
- FIG. 2 is a schematic cross-sectional view of a carbon material-ceramic material assembly in one embodiment of the present invention.
- FIG. 3 is an SEM image of the interface portion between the carbon material and the ceramic material in the carbon material-ceramic material assembly A obtained in Example 1.
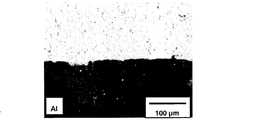
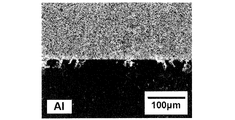
- FIG. 4 is an SEM image showing the distribution of Al element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly A obtained in Example 1.
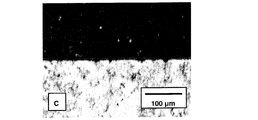
- FIG. 5 is an SEM image showing the distribution of C element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly A obtained in Example 1.
- FIG. 3 is an SEM image of the interface portion between the carbon material and the ceramic material in the carbon material-ceramic material assembly A obtained in Example 1.
- FIG. 4 is an SEM image showing the distribution of Al element at the interface between the carbon
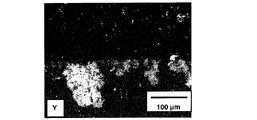
- FIG. 6 is an SEM image showing the distribution of the Y element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly A obtained in Example 1.
- FIG. 7 is an SEM image of the interface portion between the carbon material and the inorganic material in the carbon material-ceramic material assembly B obtained in Example 2.
- FIG. 8 is an SEM image showing the distribution of Al element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly B obtained in Example 2.
- FIG. 9 is an SEM image showing the distribution of the C element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly B obtained in Example 2.
- FIG. 10 is an SEM image showing the distribution of the Y element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly B obtained in Example 2.
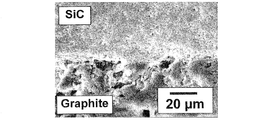
- FIG. 11 is an SEM image of the interface portion between the carbon material and the ceramic material in the carbon material-ceramic material assembly E obtained in Example 5.
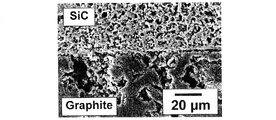
- FIG. 12 is an SEM image of the interface portion between the carbon material and the ceramic material in the carbon material-ceramic material assembly H obtained in Comparative Example 2.
- FIG. 13 is a graph showing the X-ray diffraction peak intensities of the interface portions of the carbon material-ceramic material assemblies D to F obtained in Examples 4 to 6.
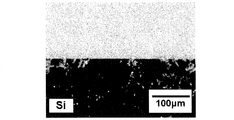
- FIG. 14 is an SEM image showing the Si element distribution in the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly D obtained in Example 4.
- FIG. 15 is an SEM image showing the distribution of Al element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly D obtained in Example 4.
- FIG. 16 is an SEM image showing the distribution of the Y element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly D obtained in Example 4.
- FIG. 17 is an SEM image showing the Si element distribution at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly F obtained in Example 6.
- FIG. 18 is an SEM image showing the Al element distribution at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly F obtained in Example 6.
- FIG. 19 is an SEM image showing the distribution of the Y element at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly F obtained in Example 6.
- FIG. 1 is a schematic cross-sectional view for explaining a method for producing a carbon material-ceramic material assembly in the present embodiment.
- FIG. 2 is a schematic cross-sectional view of the carbon material-ceramic material assembly in the present embodiment. With reference to FIG. 1 and FIG. 2, the manufacturing method and configuration of the carbon material-ceramic material assembly 2 in the present embodiment will be described.
- Method for producing carbon material-ceramic material assembly 2 In the method of manufacturing the carbon material-ceramic material assembly 2, first, the carbon material 10 shown in FIG. 1 is prepared.
- the carbon material 10 is not particularly limited as long as it has carbon as a main component.
- the carbon material 10 at least one selected from the group consisting of an electrode material for steel making, an isotropic graphite material, a porous carbon material, a carbon fiber aggregate, a carbon fiber composite material, and a carbon fiber reinforced carbon composite material is used. It is preferable.
- the shape of the carbon material 10 is not particularly limited.
- the carbon material may be carbonaceous or graphitic.
- a ceramic layer 11 that is a layer containing ceramics and a sintering aid is formed on the carbon material to obtain a carbon material-ceramic laminate 1.
- the ceramic layer 11 is composed of a mixture of ceramics and a sintering aid.
- the ceramic layer 11 may be, for example, a mixture of ceramic particles and sintering aid particles, or a plate-like ceramic in which a sintering aid is dispersed.
- the ceramic layer 11 may contain components other than ceramics and a sintering aid.
- the type of ceramic is not particularly limited. It is preferable to use at least one of metal nitride and metal carbide as the ceramic. As the ceramic, at least one selected from the group consisting of aluminum nitride, boron nitride, silicon nitride, silicon carbide, boron carbide, tantalum carbide, zirconium carbide, tungsten carbide, titanium carbide, chromium carbide, and niobium carbide is used. More preferred.
- the carbon material-ceramic laminate 1 is heated to sinter the ceramic layer 11. Thereby, the carbon material-ceramic material joined body 2 in which the carbon material 10 and the ceramic material 12 shown in FIG. 2 are joined is obtained.
- the method for sintering the ceramic layer 11 is not particularly limited.
- the sintering method include a discharge plasma sintering method, a hot press method, and a normal pressure sintering method.
- the temperature at the time of sintering is preferably 1600 ° C. or higher, and more preferably 1800 ° C. or higher.
- the temperature at the time of sintering is usually 2100 ° C. or lower.
- the pressure during sintering is preferably 1 MPa or more, and more preferably 10 MPa or more.
- the pressure at the time of sintering is usually 40 MPa or less.
- the sintering aid When the ceramic layer 11 is sintered, at least one of the sintering aid and components derived from the sintering aid (hereinafter sometimes referred to as “sintering aid”) is at least partially.
- the sintering aid and the like become liquid at a high temperature in the sintering, enters the recesses and pores in the surface layer of the carbon material 10, and is cooled, so that the sintering aid is solidified, This is considered to be caused by staying in the carbon material 10. That is, in the present embodiment, the sintering aid is allowed to enter the recesses or pores of the surface layer of the carbon material 10 by sintering and is cooled, so that the sintering aid remains on the surface layer of the carbon material 10.
- a general sintering aid used for sintering ceramics can be used.
- yttrium oxide, aluminum oxide, calcium oxide, lithium oxide, silicon oxide Use at least one selected from the group consisting of boron oxide, zirconium oxide, magnesium oxide, cerium oxide, gadolinium oxide, europium oxide, lanthanum oxide, lutetium oxide, neodymium oxide, erbium oxide, dysprosium oxide, and samarium oxide. preferable.
- the content of the sintering aid in the ceramic layer 11 is preferably 2% by mass or more, and is preferably about 3% by mass. More preferred.
- the content of the sintering aid in the ceramic layer 11 is preferably 15% by mass or less, and more preferably 10% by mass or less.
- the carbon material-ceramic material assembly 2 can be manufactured.
- the carbon material-ceramic material assembly 2 includes a carbon material 10 and a ceramic material 12.
- the ceramic material 12 is joined to the carbon material 10.
- Both the surface layer of the carbon material 10 on the ceramic material 12 side and the surface layer of the ceramic material 12 on the carbon material 10 side include a sintering aid used for sintering the ceramic material 12.
- the content of the sintering aid in the surface layer of the carbon material 10 on the ceramic material 12 side may be higher than the content of the sintering aid on the carbon material 10 side of the ceramic material 12. This is presumably because the sintering aid or the like that has become liquid at high temperatures during sintering is likely to enter the recesses and pores in the surface layer of the carbon material 10 and has a high rate of staying in the carbon material 10.
- the carbon material 10 and the ceramic material 12 are firmly joined.
- the details of the reason are not necessarily clear, but can be considered as follows, for example.
- the sintering aid and the like contained in the ceramic layer 11 become liquid, enter into the recesses and pores in the surface layer of the carbon material 10, and solidify by subsequent cooling.
- the sintering aid is solidified at the interface portion between the carbon material 10 and the ceramic material 12, the carbon material 10 and the ceramic material 12 are firmly bonded via the sintering aid or the like. It is considered a thing.
- the carbon material-ceramic material assembly 2 can be used even at a high temperature of, for example, 1000 ° C. or more.
- the carbon material-ceramic material assembly 2 has a good thermal conductivity.
- Example 1 As the carbon material, isotropic graphite having a bulk density of 1.8 Mg / m 3 , a bending strength of 40 MPa, and a linear thermal expansion coefficient of 4.7 ⁇ 10 ⁇ 6 / K was used.
- As the inorganic material aluminum nitride (AlN) powder was used. Yttrium oxide (Y 2 O 3 ) was used as a sintering aid. The inorganic material and the sintering aid were mixed at a mass ratio of 95: 5, and this mixture was placed on a carbon material to produce a laminate. The obtained laminate was heated at about 1900 ° C. under a pressure of about 30 MPa by a discharge plasma sintering method to produce a carbon material-ceramic material assembly A.
- FIG. 4 An SEM image of the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly A is shown in FIG.
- the distributions of Al, C, and Y elements are shown in FIGS. 4, 5, and 6, respectively.
- FIGS. 3 to 6 it can be seen that there are many sintering aids on the carbon material side.
- Example 2 Carbon material-ceramic material in the same manner as in Example 1 except that an aluminum nitride (AlN) sintered plate containing yttrium oxide (Y 2 O 3 ) was used as the mixture of the inorganic material and the sintering aid. A joined body B was produced.
- AlN aluminum nitride
- Y 2 O 3 yttrium oxide
- the bonding strength of the carbon material-ceramic material assembly B was measured and found to be 10 MPa.
- the carbon material and the inorganic material were firmly joined.
- FIG. 8 An SEM image of the interface portion between the carbon material and the inorganic material in the carbon material-ceramic material assembly B is shown in FIG.
- the distributions of Al, C, and Y elements are shown in FIGS. 8, 9, and 10, respectively.
- FIGS. 7 to 10 it can be seen that many sintering aids exist on the carbon material side.
- Example 3 Aluminum nitride (AlN) powder (average particle size 0.6 ⁇ m, specific surface area 2.7 m 2 / g) as an inorganic material and yttrium oxide (Y 2 O 3 ) as a sintering aid (mass ratio) : Sintering aid) was mixed to 95: 5. Next, this mixture was mixed with 2-hexyl hexyl phosphate as a dispersant, 2-butanone / ethanol mixture as a solvent (volume ratio 67:33), polyvinyl butyral as a binder, and polyethylene glycol / benzyl butyl phthalate alcohol as a plasticizer.
- AlN Aluminum nitride
- Example 2 Mass ratio 50:50 was added and mixed with a rotation / revolution mixer to obtain a slurry.
- the obtained slurry was coated on a PET film using a doctor blade and dried to obtain a 140 ⁇ m sheet. Except that this sheet was placed between the carbon material used in Example 2 and the aluminum nitride (AlN) sintered plate to form a laminate, carbon was obtained by a discharge plasma sintering method in the same manner as in Example 1.
- a material-ceramic material assembly C was prepared.
- the bonding strength of the carbon material-ceramic material joined body C was measured and found to be 14 MPa.
- the carbon material and the inorganic material were firmly joined.
- the sintering aid melts at the time of sintering or firing and exudes to the joint portion between the carbon material and the ceramic material, but Y 2 O 3 or Al 2 O 3 is used as the phase sintering aid.
- Y 2 O 3 or Al 2 O 3 is used as the phase sintering aid.
- a crystal phase of Al 2 Y 4 O 9 is presumed to occur at the bonding interface.
- this crystal phase fills the gap between the carbon material and the ceramic material between the carbon material and the ceramic material, and also creates an anchor effect that bites into the irregularities on the surface of the carbon material. Therefore, it is presumed that a strong bonding strength is obtained.
- SiC silicon carbide
- the bonding strength of the carbon material-ceramic material joined body D was measured and found to be 18 MPa.
- the carbon material and the inorganic material were firmly joined.
- Example 5 A carbon material-ceramic material assembly E was produced in the same manner as in Example 4 except that the temperature in the discharge plasma sintering method was 1900 ° C. In the same manner as in Example 1, the bonding strength of the carbon material-ceramic material assembly E was measured and found to be 18 MPa. In the carbon material-ceramic material assembly E, the carbon material and the inorganic material were firmly bonded.
- Example 6 A carbon material-ceramic material assembly F was produced in the same manner as in Example 4 except that the temperature in the discharge plasma sintering method was 2000 ° C. In the same manner as in Example 1, the bonding strength of the carbon material-ceramic material assembly F was measured and found to be 12 MPa. In the carbon material-ceramic material assembly F, the carbon material and the inorganic material were firmly bonded.
- Example 7 A carbon material-ceramic material assembly I was prepared in the same manner as in Example 1 except that the mixing ratio of aluminum nitride (AlN) and yttrium oxide (Y 2 O 3 ) was 97.5: 2.5 by mass ratio. Produced. In the same manner as in Example 1, the bonding strength of the carbon material-ceramic material joined body I was measured and found to be 9 MPa. In the carbon material-ceramic material assembly I, the carbon material and the inorganic material were firmly bonded.
- AlN aluminum nitride
- Y 2 O 3 yttrium oxide
- Example 8 A carbon material-ceramic material joined body J was produced in the same manner as in Example 1 except that the mixing ratio of aluminum nitride (AlN) and yttrium oxide (Y 2 O 3 ) was 90:10 by mass ratio. In the same manner as in Example 1, the bonding strength of the carbon material-ceramic material joint J was measured and found to be 19 MPa. In the carbon material-ceramic material joined body J, the carbon material and the inorganic material were firmly joined.
- AlN aluminum nitride
- Y 2 O 3 yttrium oxide
- Example 1 Comparative Example 1 Except that no sintering aid was used, the laminate was joined by the discharge plasma sintering method in the same manner as in Example 1 to prepare a carbon material-ceramic material joined body G.
- the bonding strength of the carbon material-ceramic material assembly G was measured and found to be 5 MPa. In the carbon material-ceramic material joined body G, the joining strength between the carbon material and the inorganic material was low.
- the bonding strength of the carbon material-ceramic material assembly H was measured and found to be 5 MPa. In the carbon material-ceramic material assembly H, the bonding strength between the carbon material and the inorganic material was low.
- FIG. 11 is an SEM image of the carbon material-ceramic material interface part of Example 5 and FIG. 12 of Comparative Example 2 respectively.
- FIG. 11 it can be seen that there is no gap in the joint portion between the carbon material and the ceramic material, and that the joint is strong.
- FIG. 12 it can be seen that there is a gap in the joining portion between the carbon material and the ceramic material, and the joining is insufficient.
- FIG. 13 is a graph showing the peak intensities of X-ray diffraction at the carbon material-ceramic material interface portions of Examples 4 to 6.
- the sintering aid melts and oozes out at the joint between the carbon material and the ceramic material.
- the peaks of Al 2 O 3 detected at around 35 ° and 43 ° and 29 No peaks of Y 2 O 3 detected in the vicinity of ° and 49 ° are observed.
- Y 2 O 3 or Al 2 O 3 is added to SiC as a phase sintering aid and sintered, a Si—Al—Y—O phase is formed. No crystal phase can be seen other than SiC (the clay peak is the one used for sample fixation).
- an amorphous glass phase of Si—Al—Y—O is formed at the interface portion, and the amorphous glass phase fills a gap between the carbon material and the ceramic material at the interface between the carbon material and the ceramic material. It is presumed that a strong bonding strength is obtained by generating an anchor effect that bites into the uneven portion on the surface.
- Example 14 to 16 show SEM images showing the distribution of Si, Al, and Y elements at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly D obtained in Example 4.
- Example 17 to 19 show SEM images showing the distribution of Si, Al and Y elements at the interface between the carbon material and the inorganic material in the carbon material-ceramic material assembly F obtained in Example 6.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Products (AREA)
- Compositions Of Oxide Ceramics (AREA)
Description
本発明は、炭素材-セラミック材接合体の製造方法、及び炭素材-セラミック材接合体に関する。
炭素材は、常圧で融点をもたない。また、セラミックスは、一般に高融点材料である。よって、炭素材とセラミックスとを、融接法により接合することは困難といえる。
また、炭素材やセラミックスは、一般に脆性材料である。このため、炭素材とセラミック材とを、圧接法により接合することは困難である。炭素材とセラミック材との接合は、通常、ビスなどを用いた機械的な方法や、ろう材、接着剤などを用いた方法によってなされている。
例えば、特許文献1には、フェノール・ホルムアルデヒド樹脂を用いて黒鉛材を接着する方法が開示されている。特許文献2には、フェノール樹脂などのカーボン系接着剤を用いて黒鉛材を接着することが開示されている。特許文献3には、ろう材を用いて黒鉛とアルミニウム系材料とを接合する方法が開示されている。
しかしながら、例えば有機物の接着剤を用いる方法では、高温に加熱されるような用途に使用される炭素材-セラミック材接合体を製造することは困難である。また、上記のような接着剤を炭化する方法においても、炭化した接着剤により熱伝導性が低下することが懸念される。ろう材を使用した場合も、炭素材-セラミック材接合体をろう材の融点以上では使用できず、高温に加熱されるような用途に使用される炭素材-セラミック材接合体を製造することは困難である。このような状況下、炭素材と無機材とのさらなる有力な接合方法が求められている。
本発明の主な目的は、新規な炭素材-セラミック材接合体の製造方法を提供することにある。
本発明は、炭素材と、セラミック材とが接合された炭素材-セラミック材接合体の製造方法である。本発明においては、炭素材の上に、セラミックス及び焼結助剤を含む層を形成し、焼結させることにより、炭素材-セラミック材接合体を得る。
本発明の炭素材-セラミック材接合体の製造方法では、焼結助剤として、酸化イットリウム、酸化アルミニウム、酸化カルシウム、酸化リチウム、酸化ケイ素、酸化ホウ素、酸化ジルコニウム、酸化マグネシウム、酸化セリウム、酸化ガドリニウム、酸化ユウロピウム、酸化ランタン、酸化ルテチウム、酸化ネオジウム、酸化エルビウム、酸化ジスプロシウム、及び酸化サマリウムからなる群から選択された少なくとも1種を用いることが好ましい。
本発明の炭素材-セラミック材接合体の製造方法では、焼結により、焼結助剤を炭素材の表層の凹部または気孔に浸入させて、冷却することにより、焼結助剤を炭素材の表層に留まらせることが好ましい。
本発明の炭素材-セラミック材接合体の製造方法では、前記セラミックス及び/又は前記焼結助剤にケイ素元素が含まれ、前記焼結により、前記炭素材と前記セラミック材との界面に結晶相又は非晶質ガラス相を形成することが好ましい。
本発明の炭素材-セラミック材接合体の製造方法では、セラミックス及び焼結助剤を含む層における焼結助剤の含有量を、2質量%以上とすることが好ましい。
本発明の炭素材-セラミック材接合体の製造方法では、セラミックスとして、金属窒化物及び金属炭化物の少なくとも一方を用いることが好ましい。
本発明の炭素材-セラミック材接合体の製造方法では、セラミックスとして、窒化アルミニウム、窒化ホウ素、窒化ケイ素、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化ジルコニウム、炭化タングステン、炭化チタン、炭化クロム、及び炭化ニオブからなる群から選択された少なくとも1種を用いることが好ましい。
本発明の炭素材-セラミック材接合体の製造方法では、炭素材として、製鋼用電極材、等方性黒鉛材、多孔質炭素材、炭素繊維集合体、炭素繊維複合材料、及び炭素繊維強化炭素複合材料からなる群から選択された少なくとも1種を用いることが好ましい。
本発明の第1の炭素材-セラミック材接合体は、炭素材と、セラミック材とを備える。セラミック材は、炭素材と接合されている。炭素材のセラミック材側の表層と、セラミック材の炭素材側の表層との両方に、セラミック材の焼結に用いられた焼結助剤が含まれている。
本発明の第1の炭素材-セラミック材接合体において、炭素材のセラミック材側の表層における焼結助剤の含有量が、セラミック材の炭素材側の焼結助剤の含有量よりも高くてもよい。
本発明の第2の炭素材-セラミック材接合体は、炭素材と、前記炭素材と接合されたセラミック材とを備える。前記炭素材と前記セラミック材との接合界面に、焼結により形成された結晶相又は非晶質ガラス相が設けられている。
本発明によれば、新規な炭素材-セラミック材接合体の製造方法を提供することができる。
以下、本発明を実施した好ましい形態の一例について説明する。但し、下記の実施形態は、単なる例示である。本発明は、下記の実施形態に何ら限定されない。
実施形態等において参照する図面は、模式的に記載されたものであり、図面に描画された物体の寸法の比率などは、現実の物体の寸法の比率などとは異なる場合がある。具体的な物体の寸法比率等は、以下の説明を参酌して判断されるべきである。
図1は、本実施形態における炭素材-セラミック材接合体の製造方法を説明するための略図的断面図である。図2は、本実施形態における炭素材-セラミック材接合体の略図的断面図である。図1及び図2を参照しながら、本実施形態における炭素材-セラミック材接合体2の製造方法及び構成について説明する。
(炭素材-セラミック材接合体2の製造方法)
炭素材-セラミック材接合体2の製造方法においては、まず、図1に示される炭素材10を用意する。
炭素材-セラミック材接合体2の製造方法においては、まず、図1に示される炭素材10を用意する。
炭素材10としては、炭素を主成分とするものであれば、特に限定されない。炭素材10としては製鋼用電極材、等方性黒鉛材、多孔質炭素材、炭素繊維集合体、炭素繊維複合材料、及び炭素繊維強化炭素複合材料からなる群から選択された少なくとも1種を用いることが好ましい。炭素材10の形状は、特に限定されない。炭素材は、炭素質であってもよいし、黒鉛質であってもよい。
次に、炭素材の上に、セラミックス及び焼結助剤を含む層であるセラミック層11を形成し、炭素材-セラミックス積層体1を得る。セラミックス層11は、セラミックス及び焼結助剤の混合物により構成されている。セラミックス層11は、例えば、セラミックス粒子と焼結助剤粒子の混合物であってもよいし、焼結助剤が分散した板状のセラミックスなどであってもよい。セラミックス層11には、セラミックス及び焼結助剤以外の成分が含まれていてもよい。
セラミックスの種類は、特に限定されない。セラミックスとして、金属窒化物及び金属炭化物の少なくとも一方を用いることが好ましい。セラミックスとして、窒化アルミニウム、窒化ホウ素、窒化ケイ素、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化ジルコニウム、炭化タングステン、炭化チタン、炭化クロム、及び炭化ニオブからなる群から選択された少なくとも1種を用いることがより好ましい。
次に、炭素材-セラミックス積層体1を加熱して、セラミックス層11を焼結させる。これにより、図2に示される炭素材10とセラミック材12とが接合された炭素材-セラミック材接合体2が得られる。
セラミックス層11を焼結させる方法は、特に限定されない。焼結させる方法としては、例えば、放電プラズマ焼結法、ホットプレス法、常圧焼結法などが挙げられる。焼結させる際の温度は、1600℃以上であることが好ましく、1800℃以上であることがより好ましい。焼結させる際の温度は、通常、2100℃以下である。焼結させる際の圧力は、1MPa以上であることが好ましく、10MPa以上であることがより好ましい。焼結させる際の圧力は、通常、40MPa以下である。
セラミックス層11の焼結の際、焼結助剤及び焼結助剤に由来する成分の少なくとも一方(以下、「焼結助剤など」ということがある。)が、少なくとも一部、セラミックス層11から炭素材10に移動する。これは、焼結助剤などが、焼結における高温下において、液状となり、炭素材10の表層における凹部や気孔などに浸入し、冷却されることによって、焼結助剤などが固化して、炭素材10に留まることに起因すると考えられる。すなわち、本実施形態においては、焼結により、焼結助剤を炭素材10の表層の凹部または気孔に浸入させて、冷却することにより、焼結助剤を炭素材10の表層に留まらせる。
焼結助剤としては、例えば、セラミックスの焼結に用いられる一般的な焼結助剤を用いることができる。炭素材-セラミック材接合体2における炭素材10とセラミック材12との接合をより強固にするためには、焼結助剤としては、酸化イットリウム、酸化アルミニウム、酸化カルシウム、酸化リチウム、酸化ケイ素、酸化ホウ素、酸化ジルコニウム、酸化マグネシウム、酸化セリウム、酸化ガドリニウム、酸化ユウロピウム、酸化ランタン、酸化ルテチウム、酸化ネオジウム、酸化エルビウム、酸化ジスプロシウム、及び酸化サマリウムからなる群から選択された少なくとも1種を用いることが好ましい。
炭素材10とセラミック材12との接合をより強固にするためには、セラミックス層11における焼結助剤の含有量は、2質量%以上とすることが好ましく、3質量%程度とすることがより好ましい。セラミックス層11における焼結助剤の含有量は、15質量%以下とすることが好ましく、10質量%以下とすることがより好ましい。
以上のようにして、炭素材-セラミック材接合体2を製造することができる。
(炭素材-セラミック材接合体2)
図2に示されているように、炭素材-セラミック材接合体2は、炭素材10と、セラミック材12とを備えている。セラミック材12は、炭素材10と接合されている。
図2に示されているように、炭素材-セラミック材接合体2は、炭素材10と、セラミック材12とを備えている。セラミック材12は、炭素材10と接合されている。
炭素材10のセラミック材12側の表層と、セラミック材12の炭素材10側の表層との両方に、セラミック材12の焼結に用いられた焼結助剤が含まれている。炭素材10のセラミック材12側の表層における焼結助剤の含有量は、セラミック材12の炭素材10側の焼結助剤の含有量よりも高くなる場合がある。これは、焼結における高温下において、液状となった焼結助剤などは、炭素材10の表層における凹部や気孔などに浸入しやすく、炭素材10に留まる割合が高いためと考えられる。
炭素材-セラミック材接合体2においては、炭素材10とセラミック材12とが、強固に接合されている。この理由の詳細は、必ずしも明らかではないが、例えば、次のように考えることができる。上述のとおり、セラミックス層11の焼結の際、セラミックス層11に含まれる焼結助剤などは、液状となり、炭素材10の表層における凹部や気孔などに浸入し、その後の冷却によって固化する。このとき、炭素材10とセラミック材12との界面部分で焼結助剤などが固化することによって、焼結助剤などを介して、炭素材10とセラミック材12とが強固に接合されているものと考えられる。
また、炭素材-セラミック材接合体2には、ろう材や接着剤などを使用する必要が必ずしもない。このため、炭素材-セラミック材接合体2は、例えば1000℃以上といった高温下においても使用することができる。
また、ろう材や接着剤などを使用する必要が必ずしもないため、炭素材-セラミック材接合体2には、熱的な抵抗層が形成されない。よって、炭素材-セラミック材接合体2は、良好な熱伝導率を有する。
以下、本発明について、具体的な実施例に基づいて、さらに詳細に説明する。本発明は、以下の実施例に何ら限定されるものではない。本発明の要旨を変更しない範囲において適宜変更して実施することが可能である。
(実施例1)
炭素材として、かさ密度が1.8Mg/m3、曲げ強度が40MPa、線熱膨張係数が4.7×10-6/Kの等方性黒鉛を用いた。無機材料として、窒化アルミニウム(AlN)粉末を用いた。焼結助剤として、酸化イットリウム(Y2O3)を用いた。無機材料と焼結助剤とが、質量比で95:5となるように混合し、この混合物を炭素材の上に配置して積層体を作製した。得られた積層体を、放電プラズマ焼結法により約30MPaの圧力下、約1900℃で加熱して、炭素材-セラミック材接合体Aを作製した。
炭素材として、かさ密度が1.8Mg/m3、曲げ強度が40MPa、線熱膨張係数が4.7×10-6/Kの等方性黒鉛を用いた。無機材料として、窒化アルミニウム(AlN)粉末を用いた。焼結助剤として、酸化イットリウム(Y2O3)を用いた。無機材料と焼結助剤とが、質量比で95:5となるように混合し、この混合物を炭素材の上に配置して積層体を作製した。得られた積層体を、放電プラズマ焼結法により約30MPaの圧力下、約1900℃で加熱して、炭素材-セラミック材接合体Aを作製した。
次に、炭素材-セラミック材接合体の接合強度を測定する目的で、引張試験を実施した。上記の炭素材の上下それぞれに上記と同じ方法で無機材を接合した3層構造体を作製した。上下それぞれの無機材にステンレス治具をエポキシ系接着剤にて接着した。このとき、接着条件は80℃で24時間以上の保持とした。強度試験機にて試験片に固定されたステンレス製治具を0.5分/mmで引っ張ることで、黒鉛材と無機材の接合強度を測定した。その結果、接合強度は、13MPaであった。炭素材-セラミック材接合体Aでは、炭素材と無機材とが強固に接合されていた。
炭素材-セラミック材接合体Aにおける炭素材と無機材との界面部分のSEM像を図3に示す。また、Al、C及びY元素の分布を、それぞれ図4、図5、図6に示す。図3~6から明らかなとおり、炭素材側に多くの焼結助剤が存在することが分かる。
(実施例2)
無機材料と焼結助剤との混合物として、酸化イットリウム(Y2O3)を含む窒化アルミニウム(AlN)焼結板を用いたこと以外は、実施例1と同様にして、炭素材-セラミック材接合体Bを作製した。
無機材料と焼結助剤との混合物として、酸化イットリウム(Y2O3)を含む窒化アルミニウム(AlN)焼結板を用いたこと以外は、実施例1と同様にして、炭素材-セラミック材接合体Bを作製した。
実施例1と同様にして、炭素材-セラミック材接合体Bの接合強度を測定したところ、10MPaであった。炭素材-セラミック材接合体Bでは、炭素材と無機材とが強固に接合されていた。
炭素材-セラミック材接合体Bにおける炭素材と無機材との界面部分のSEM像を図7に示す。また、Al、C及びY元素の分布を、それぞれ図8、図9、図10に示す。図7~10から明らかなとおり、炭素材側に多くの焼結助剤が存在することが分かる。
(実施例3)
無機材料としての窒化アルミニウム(AlN)粉末(平均粒子径0.6μm、比表面積2.7m2/g)と、焼結助剤としての酸化イットリウム(Y2O3)とを質量比(無機材料:焼結助剤)が95:5となるように混合した。次に、この混合物に、分散剤としてリン酸2-ヘチルヘキシル、溶媒として2-ブタノン・エタノール混合物(体積比67:33)、バインダーとしてポリビニルブチラール、可塑剤としてポリエチレングリコール・フタル酸ベンジルブチルアルコール混合物(質量比50:50)を添加し、自転・公転ミキサーで混合してスラリーを得た。得られたスラリーを、ドクターブレードを用いて、PETフィルム上に塗工し、乾燥させて140μmのシートを得た。このシートを、実施例2で用いた炭素材と窒化アルミニウム(AlN)焼結板との間に配置して積層体としたこと以外は、実施例1と同様にして放電プラズマ焼結法により炭素材-セラミック材接合体Cを作製した。
無機材料としての窒化アルミニウム(AlN)粉末(平均粒子径0.6μm、比表面積2.7m2/g)と、焼結助剤としての酸化イットリウム(Y2O3)とを質量比(無機材料:焼結助剤)が95:5となるように混合した。次に、この混合物に、分散剤としてリン酸2-ヘチルヘキシル、溶媒として2-ブタノン・エタノール混合物(体積比67:33)、バインダーとしてポリビニルブチラール、可塑剤としてポリエチレングリコール・フタル酸ベンジルブチルアルコール混合物(質量比50:50)を添加し、自転・公転ミキサーで混合してスラリーを得た。得られたスラリーを、ドクターブレードを用いて、PETフィルム上に塗工し、乾燥させて140μmのシートを得た。このシートを、実施例2で用いた炭素材と窒化アルミニウム(AlN)焼結板との間に配置して積層体としたこと以外は、実施例1と同様にして放電プラズマ焼結法により炭素材-セラミック材接合体Cを作製した。
実施例1と同様にして、炭素材-セラミック材接合体Cの接合強度を測定したところ、14MPaであった。炭素材-セラミック材接合体Cでは、炭素材と無機材とが強固に接合されていた。
実施例1~3において、焼結又は焼成時に焼結助剤は溶融し、炭素材とセラミック材との接合部分に滲出するが、Y2O3やAl2O3を相焼結助剤として添加し焼結した場合、接合界面においてAl2Y4O9の結晶相が生じることが推定される。焼結助剤の炭素材への浸透に加え、この結晶相が炭素材とセラミック材とに炭素材とセラミック材界面の隙間を埋めると共に、炭素材表面の凹凸部に食い込むアンカー効果を生じさせていることで、強固な接合強度が得られていることが推定される。
(実施例4)
無機材料として炭化ケイ素(SiC)粉末(平均粒径0.8μm、比表面積13m2/g~15m2/g)を用い、焼結助剤として酸化イットリウム(Y2O3)と酸化アルミニウム(Al2O3)を用い、重量比がSiC:Y2O3:Al2O3=91:3:6となるように混合し、放電プラズマ焼結法における温度を1800℃としたこと以外は実施例1と同様にして、炭素材-セラミック材接合体Dを作製した。
無機材料として炭化ケイ素(SiC)粉末(平均粒径0.8μm、比表面積13m2/g~15m2/g)を用い、焼結助剤として酸化イットリウム(Y2O3)と酸化アルミニウム(Al2O3)を用い、重量比がSiC:Y2O3:Al2O3=91:3:6となるように混合し、放電プラズマ焼結法における温度を1800℃としたこと以外は実施例1と同様にして、炭素材-セラミック材接合体Dを作製した。
実施例1と同様にして、炭素材-セラミック材接合体Dの接合強度を測定したところ、18MPaであった。炭素材-セラミック材接合体Dでは、炭素材と無機材とが強固に接合されていた。
(実施例5)
放電プラズマ焼結法における温度を1900℃とした以外は実施例4と同様にして、炭素材-セラミック材接合体Eを作製した。実施例1と同様にして、炭素材-セラミック材接合体Eの接合強度を測定したところ、18MPaであった。炭素材-セラミック材接合体Eでは、炭素材と無機材とが強固に接合されていた。
放電プラズマ焼結法における温度を1900℃とした以外は実施例4と同様にして、炭素材-セラミック材接合体Eを作製した。実施例1と同様にして、炭素材-セラミック材接合体Eの接合強度を測定したところ、18MPaであった。炭素材-セラミック材接合体Eでは、炭素材と無機材とが強固に接合されていた。
(実施例6)
放電プラズマ焼結法における温度を2000℃とした以外は実施例4と同様にして、炭素材-セラミック材接合体Fを作製した。実施例1と同様にして、炭素材-セラミック材接合体Fの接合強度を測定したところ、12MPaであった。炭素材-セラミック材接合体Fでは、炭素材と無機材とが強固に接合されていた。
放電プラズマ焼結法における温度を2000℃とした以外は実施例4と同様にして、炭素材-セラミック材接合体Fを作製した。実施例1と同様にして、炭素材-セラミック材接合体Fの接合強度を測定したところ、12MPaであった。炭素材-セラミック材接合体Fでは、炭素材と無機材とが強固に接合されていた。
(実施例7)
窒化アルミニウム(AlN)と酸化イットリウム(Y2O3)の配合比率を、質量比で97.5:2.5とした以外は実施例1と同様にして、炭素材-セラミック材接合体Iを作製した。実施例1と同様にして、炭素材-セラミック材接合体Iの接合強度を測定したところ、9MPaであった。炭素材-セラミック材接合体Iでは、炭素材と無機材とが強固に接合されていた。
窒化アルミニウム(AlN)と酸化イットリウム(Y2O3)の配合比率を、質量比で97.5:2.5とした以外は実施例1と同様にして、炭素材-セラミック材接合体Iを作製した。実施例1と同様にして、炭素材-セラミック材接合体Iの接合強度を測定したところ、9MPaであった。炭素材-セラミック材接合体Iでは、炭素材と無機材とが強固に接合されていた。
(実施例8)
窒化アルミニウム(AlN)と酸化イットリウム(Y2O3)の配合比率を、質量比で90:10とした以外は実施例1と同様にして、炭素材-セラミック材接合体Jを作製した。実施例1と同様にして、炭素材-セラミック材接合体Jの接合強度を測定したところ、19MPaであった。炭素材-セラミック材接合体Jでは、炭素材と無機材とが強固に接合されていた。
窒化アルミニウム(AlN)と酸化イットリウム(Y2O3)の配合比率を、質量比で90:10とした以外は実施例1と同様にして、炭素材-セラミック材接合体Jを作製した。実施例1と同様にして、炭素材-セラミック材接合体Jの接合強度を測定したところ、19MPaであった。炭素材-セラミック材接合体Jでは、炭素材と無機材とが強固に接合されていた。
(比較例1)
焼結助剤を用いなかったこと以外は、実施例1と同様にして、積層体を放電プラズマ焼結法で接合して、炭素材-セラミック材接合体Gを作製した。
焼結助剤を用いなかったこと以外は、実施例1と同様にして、積層体を放電プラズマ焼結法で接合して、炭素材-セラミック材接合体Gを作製した。
実施例1と同様にして、炭素材-セラミック材接合体Gの接合強度を測定したところ、5MPaであった。炭素材-セラミック材接合体Gでは、炭素材と無機材との接合強度が小さかった。
(比較例2)
焼結助剤を用いなかったこと以外は、実施例5と同様にして、積層体を放電プラズマ焼結法で接合して、炭素材-セラミック材接合体Hを作製した。
焼結助剤を用いなかったこと以外は、実施例5と同様にして、積層体を放電プラズマ焼結法で接合して、炭素材-セラミック材接合体Hを作製した。
実施例1と同様にして、炭素材-セラミック材接合体Hの接合強度を測定したところ、5MPaであった。炭素材-セラミック材接合体Hでは、炭素材と無機材との接合強度が小さかった。
図11は実施例5の、図12は比較例2の、それぞれ炭素材-セラミック材の界面部分のSEM像である。図11では炭素材とセラミック材との接合部分は隙間が見られず、強固な接合とされていることが窺われる。対して図12では、炭素材とセラミック材との接合部分は隙間が見られ、接合が不十分であることが見て取れる。
図13は、実施例4~6の、炭素材-セラミック材の界面部分のX線回折のピーク強度を示すグラフである。焼結又は焼成時に焼結助剤は溶融し、炭素材とセラミック材との接合部分に滲出するが、図13においては、35°及び43°付近に検出されるAl2O3のピークや29°及び49°付近に検出されるY2O3のピークは見られない。また、一般にSiCにY2O3やAl2O3を相焼結助剤として添加し焼結した場合、Si-Al-Y-O系の相が形成することが知られているが、黒鉛、SiC以外に結晶相は見られない(粘土のピークは、試料固定に使用したものである)。従って、界面部分にSi-Al-Y-Oの非晶質ガラス相が形成され、その非晶質ガラス相が炭素材とセラミック材とに炭素材とセラミック材界面の隙間を埋めると共に、炭素材表面の凹凸部に食い込むアンカー効果を生じさせていることで、強固な接合強度が得られていることが推定される。
図14~16に、実施例4で得られた炭素材-セラミック材接合体Dにおける炭素材と無機材との界面部分のSi、Al及びY元素の分布を示すSEM像を示す。実施例4においては、界面部分が強固に接合していることは窺われるものの、炭素材への焼結助剤の浸透はそれ程見られないことから、上記の非晶質ガラス相の形成が接合に寄与していることが推定される。
図17~19に、実施例6で得られた炭素材-セラミック材接合体Fにおける炭素材と無機材との界面部分のSi、Al及びY元素の分布を示すSEM像を示す。実施例6においては、界面部分が強固に接合していることが見て取れると共に、炭素材へ焼結助剤が浸透し、炭素材側に多くの焼結助剤が存在することが明らかである。
1…炭素材-セラミックス積層体
2…炭素材-セラミック材接合体
10…炭素材
11…セラミックス層
12…セラミック材
2…炭素材-セラミック材接合体
10…炭素材
11…セラミックス層
12…セラミック材
Claims (11)
- 炭素材と、セラミック材とが接合された炭素材-セラミック材接合体の製造方法であって、
前記炭素材の上に、セラミックス及び焼結助剤を含む層を形成し、焼結させることにより、前記炭素材-セラミック材接合体を得る、炭素材-セラミック材接合体の製造方法。 - 前記焼結助剤として、酸化イットリウム、酸化アルミニウム、酸化カルシウム、酸化リチウム、酸化ケイ素、酸化ホウ素、酸化ジルコニウム、酸化マグネシウム、酸化セリウム、酸化ガドリニウム、酸化ユウロピウム、酸化ランタン、酸化ルテチウム、酸化ネオジウム、酸化エルビウム、酸化ジスプロシウム、及び酸化サマリウムからなる群から選択された少なくとも1種を用いる、請求項1に記載の炭素材-セラミック材接合体の製造方法。
- 前記焼結により、前記焼結助剤を前記炭素材の表層の凹部または気孔に浸入させて、冷却することにより、前記焼結助剤を炭素材の表層に留まらせる、請求項1または2に記載の炭素材-セラミック材接合体の製造方法。
- 前記セラミックス及び/又は前記焼結助剤にケイ素元素が含まれ、前記焼結により、前記炭素材と前記セラミック材との界面に結晶相又は非晶質ガラス相を形成する、請求項1~3のいずれか1項に記載の炭素材-セラミック材接合体の製造方法。
- 前記セラミックス及び前記焼結助剤を含む層における前記焼結助剤の含有量を、2質量%以上とする、請求項1~4のいずれか1項に記載の炭素材-セラミック材接合体の製造方法。
- 前記セラミックスとして、金属窒化物及び金属炭化物の少なくとも一方を用いる、請求項1~5のいずれか1項に記載の炭素材-セラミック材接合体の製造方法。
- 前記セラミックスとして、窒化アルミニウム、窒化ホウ素、窒化ケイ素、炭化ケイ素、炭化ホウ素、炭化タンタル、炭化ジルコニウム、炭化タングステン、炭化チタン、炭化クロム、及び炭化ニオブからなる群から選択された少なくとも1種を用いる、請求項1~6のいずれか1項に記載の炭素材-セラミック材接合体の製造方法。
- 前記炭素材として、製鋼用電極材、等方性黒鉛材、多孔質炭素材、炭素繊維集合体、炭素繊維複合材料、及び炭素繊維強化炭素複合材料からなる群から選択された少なくとも1種を用いる、請求項1~7のいずれか1項に記載の炭素材-セラミック材接合体の製造方法。
- 炭素材と、
前記炭素材と接合されたセラミック材と、
を備え、
前記炭素材の前記セラミック材側の表層と、前記セラミック材の前記炭素材側の表層との両方に、前記セラミック材の焼結に用いられた焼結助剤が含まれている、炭素材-セラミック材接合体。 - 前記炭素材の前記セラミック材側の表層における前記焼結助剤の含有量が、前記セラミック材の前記炭素材側の焼結助剤の含有量よりも高い、請求項9に記載の炭素材-セラミック材接合体。
- 炭素材と、
前記炭素材と接合されたセラミック材と、
を備え、
前記炭素材と前記セラミック材との接合界面に、焼結により形成された結晶相又は非晶質ガラス相が設けられている炭素材-セラミック材接合体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380018860.1A CN104203870A (zh) | 2012-05-15 | 2013-05-13 | 碳材料—陶瓷材料接合体的制造方法和碳材料—陶瓷材料接合体 |
| EP13790804.2A EP2851357A4 (en) | 2012-05-15 | 2013-05-13 | METHOD FOR PRODUCING (CARBON MATERIAL) - (CERAMIC MATERIAL) COMPOUND AND (CARBON MATERIAL) - (CERAMIC MATERIAL) COMPOUND |
| JP2014515607A JP6130362B2 (ja) | 2012-05-15 | 2013-05-13 | 炭素材−セラミック材接合体の製造方法、及び炭素材−セラミック材接合体 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-111810 | 2012-05-15 | ||
| JP2012111810 | 2012-05-15 | ||
| JP2012194137 | 2012-09-04 | ||
| JP2012-194137 | 2012-09-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013172286A1 true WO2013172286A1 (ja) | 2013-11-21 |
Family
ID=49583691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/063253 Ceased WO2013172286A1 (ja) | 2012-05-15 | 2013-05-13 | 炭素材-セラミック材接合体の製造方法、及び炭素材-セラミック材接合体 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2851357A4 (ja) |
| JP (1) | JP6130362B2 (ja) |
| CN (1) | CN104203870A (ja) |
| TW (1) | TW201400437A (ja) |
| WO (1) | WO2013172286A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014065651A (ja) * | 2012-05-15 | 2014-04-17 | Toyo Tanso Kk | 炭素材−無機材接合体の製造方法、及び炭素材−無機材接合体 |
| WO2014119803A1 (ja) * | 2013-02-04 | 2014-08-07 | 東洋炭素株式会社 | 接合体及びその製造方法 |
| WO2016018507A3 (en) * | 2014-07-28 | 2016-03-03 | The Curators Of The University Of Missouri | Ceramic-ceramic welds |
| JP7516706B1 (ja) | 2022-12-07 | 2024-07-17 | 國家中山科學研究院 | 炭化物保護層を製造する方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106431409A (zh) * | 2016-08-30 | 2017-02-22 | 湖北东方玉扬电子科技有限公司 | 刹车片打磨材料及其制备方法 |
| CN107522487B (zh) * | 2017-07-07 | 2020-02-18 | 中国人民解放军国防科学技术大学 | 具有SiC掺杂层的石墨材料及其制备方法 |
| CN109180211A (zh) * | 2018-09-14 | 2019-01-11 | 江苏安卡新材料科技有限公司 | 一种陶瓷表面改性方法 |
| JP7533124B2 (ja) * | 2019-11-05 | 2024-08-14 | 三菱マテリアル株式会社 | グラフェン含有炭素質部材/セラミックス接合体、および、銅/グラフェン含有炭素質部材/セラミックス接合体 |
| WO2021090759A1 (ja) * | 2019-11-05 | 2021-05-14 | 三菱マテリアル株式会社 | グラフェン含有炭素質部材/セラミックス接合体、および、銅/グラフェン含有炭素質部材/セラミックス接合体 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58125679A (ja) * | 1982-01-22 | 1983-07-26 | 住友特殊金属株式会社 | 熱処理台板用炭素質又は黒鉛質製品に対するセラミックのコ−ティング方法 |
| JPH0426567A (ja) | 1990-05-17 | 1992-01-29 | Sumitomo Metal Ind Ltd | カーボン製摺板とアルミニウム系材料との接合方法 |
| JPH06345553A (ja) | 1993-06-01 | 1994-12-20 | Hitachi Chem Co Ltd | 黒鉛材の接着法 |
| JPH07144982A (ja) * | 1993-11-17 | 1995-06-06 | Toyo Tanso Kk | 炭素−セラミック複合体の製造方法 |
| JPH09278567A (ja) * | 1996-04-12 | 1997-10-28 | Kawasaki Heavy Ind Ltd | 耐熱・耐酸化性炭素材料の製造方法 |
| JP2002321987A (ja) | 2001-04-27 | 2002-11-08 | Nisshinbo Ind Inc | 接着黒鉛材及びその製法 |
| JP2005132711A (ja) * | 2003-10-10 | 2005-05-26 | Toyo Tanso Kk | 高純度炭素系材料及びセラミックス膜被覆高純度炭素系材料 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5669280A (en) * | 1979-10-31 | 1981-06-10 | Mitsubishi Metal Corp | Compound sintered workpiece for cutting blade |
| US5443770A (en) * | 1993-09-20 | 1995-08-22 | Krstic; Vladimir D. | High toughness carbide ceramics by slip casting and method thereof |
| GB2481957B (en) * | 2009-05-06 | 2014-10-15 | Smith International | Methods of making and attaching tsp material for forming cutting elements, cutting elements having such tsp material and bits incorporating such cutting |
| JP5678332B2 (ja) * | 2009-09-04 | 2015-03-04 | 東洋炭素株式会社 | セラミックス炭素複合材及びその製造方法並びにセラミックス被覆セラミックス炭素複合材及びその製造方法 |
| US20130309501A1 (en) * | 2012-05-15 | 2013-11-21 | Toyo Tanso Co., Ltd. | Method for producing carbon member-inorganic member joined body, and carbon member-inorganic member joined body |
-
2013
- 2013-05-13 EP EP13790804.2A patent/EP2851357A4/en not_active Withdrawn
- 2013-05-13 JP JP2014515607A patent/JP6130362B2/ja not_active Expired - Fee Related
- 2013-05-13 CN CN201380018860.1A patent/CN104203870A/zh active Pending
- 2013-05-13 WO PCT/JP2013/063253 patent/WO2013172286A1/ja not_active Ceased
- 2013-05-14 TW TW102116989A patent/TW201400437A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58125679A (ja) * | 1982-01-22 | 1983-07-26 | 住友特殊金属株式会社 | 熱処理台板用炭素質又は黒鉛質製品に対するセラミックのコ−ティング方法 |
| JPH0426567A (ja) | 1990-05-17 | 1992-01-29 | Sumitomo Metal Ind Ltd | カーボン製摺板とアルミニウム系材料との接合方法 |
| JPH06345553A (ja) | 1993-06-01 | 1994-12-20 | Hitachi Chem Co Ltd | 黒鉛材の接着法 |
| JPH07144982A (ja) * | 1993-11-17 | 1995-06-06 | Toyo Tanso Kk | 炭素−セラミック複合体の製造方法 |
| JPH09278567A (ja) * | 1996-04-12 | 1997-10-28 | Kawasaki Heavy Ind Ltd | 耐熱・耐酸化性炭素材料の製造方法 |
| JP2002321987A (ja) | 2001-04-27 | 2002-11-08 | Nisshinbo Ind Inc | 接着黒鉛材及びその製法 |
| JP2005132711A (ja) * | 2003-10-10 | 2005-05-26 | Toyo Tanso Kk | 高純度炭素系材料及びセラミックス膜被覆高純度炭素系材料 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2851357A4 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014065651A (ja) * | 2012-05-15 | 2014-04-17 | Toyo Tanso Kk | 炭素材−無機材接合体の製造方法、及び炭素材−無機材接合体 |
| WO2014119803A1 (ja) * | 2013-02-04 | 2014-08-07 | 東洋炭素株式会社 | 接合体及びその製造方法 |
| US11286210B2 (en) | 2013-02-04 | 2022-03-29 | Toyo Tanso Co., Ltd. | Joined material and method of manufacturing same |
| WO2016018507A3 (en) * | 2014-07-28 | 2016-03-03 | The Curators Of The University Of Missouri | Ceramic-ceramic welds |
| JP7516706B1 (ja) | 2022-12-07 | 2024-07-17 | 國家中山科學研究院 | 炭化物保護層を製造する方法 |
| JP2024113872A (ja) * | 2022-12-07 | 2024-08-23 | 國家中山科學研究院 | 炭化物保護層を製造する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201400437A (zh) | 2014-01-01 |
| CN104203870A (zh) | 2014-12-10 |
| JPWO2013172286A1 (ja) | 2016-01-12 |
| EP2851357A1 (en) | 2015-03-25 |
| JP6130362B2 (ja) | 2017-05-17 |
| EP2851357A4 (en) | 2016-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6130362B2 (ja) | 炭素材−セラミック材接合体の製造方法、及び炭素材−セラミック材接合体 | |
| JP5498191B2 (ja) | 水素電力貯蔵システムおよび水素電力貯蔵方法 | |
| JP6182082B2 (ja) | 緻密質複合材料、その製法及び半導体製造装置用部材 | |
| JP6170722B2 (ja) | 炭素材−無機材接合体の製造方法、及び炭素材−無機材接合体 | |
| Grasso et al. | Joining of β-SiC by spark plasma sintering | |
| JP5205671B2 (ja) | 耐熱複合材料 | |
| CN104884411B (zh) | 接合体及其制造方法 | |
| CN104254506A (zh) | 石墨箔黏合的装置及其准备方法 | |
| KR101556820B1 (ko) | 용광로의 내부 라이닝을 위한 복합재 내화물 | |
| WO2012165208A1 (ja) | 金属材とセラミックス-炭素複合材との接合体、その製造方法、炭素材接合体、炭素材接合体用接合材及び炭素材接合体の製造方法 | |
| CN102892540A (zh) | 通过非反应性硬钎焊连接由SiC基材料制造的零件的方法,硬钎焊组合物,及由该方法获得的接头和组件 | |
| JP5773331B2 (ja) | セラミックス接合体の製造方法 | |
| CN103003018A (zh) | 用于通过具有添加加强物的非反应性钎焊接合由SiC为基础的材料制成的部件的方法,钎焊组合物以及通过所述方法获得的接合部和组件 | |
| JP5768101B2 (ja) | セラミックス接合用材料とセラミックス複合部材の製造方法 | |
| JP2014518832A (ja) | 複数のプリフォームから組み合わせられたセラミック部材の製造方法 | |
| JP2002293636A (ja) | SiC繊維強化型SiC複合材料のホットプレス製造方法 | |
| JPWO2019087846A1 (ja) | 表面層付き成形断熱材及びその製造方法 | |
| CN101724861B (zh) | 一种铝电解槽用TiB2-C复合材料及其制备方法 | |
| Singh et al. | Advanced Ceramics for versatile interdisciplinary applications | |
| Okuni et al. | Joining of AlN and graphite disks using interlayer tapes by spark plasma sintering | |
| JP5031711B2 (ja) | 多孔体、金属−セラミックス複合材料、及びそれらの製造方法 | |
| JP5322093B2 (ja) | プラズマ対向材およびその製造方法 | |
| JP2016505714A (ja) | アルミニウムを還元するための電解漕の壁用側壁レンガ | |
| JP2012246173A (ja) | 炭素材接合体、炭素材接合体用接合材及び炭素材接合体の製造方法 | |
| JP5320132B2 (ja) | 多孔体、金属−セラミックス複合材料、及びそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13790804 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| ENP | Entry into the national phase |
Ref document number: 2014515607 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013790804 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |