EP0441189A1 - Procédé d'emballage sous vide et dispositif pour la mise en oeuvre du procédé - Google Patents
Procédé d'emballage sous vide et dispositif pour la mise en oeuvre du procédé Download PDFInfo
- Publication number
- EP0441189A1 EP0441189A1 EP91100915A EP91100915A EP0441189A1 EP 0441189 A1 EP0441189 A1 EP 0441189A1 EP 91100915 A EP91100915 A EP 91100915A EP 91100915 A EP91100915 A EP 91100915A EP 0441189 A1 EP0441189 A1 EP 0441189A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- packed article
- pressure
- bag
- intermediate packed
- communication passage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000009461 vacuum packaging Methods 0.000 title claims abstract description 50
- 238000000034 method Methods 0.000 title claims abstract description 45
- 238000004891 communication Methods 0.000 claims abstract description 53
- 238000007789 sealing Methods 0.000 claims abstract description 48
- 238000012856 packing Methods 0.000 claims abstract description 34
- 238000007872 degassing Methods 0.000 claims abstract description 31
- 230000009467 reduction Effects 0.000 claims abstract description 30
- 238000003825 pressing Methods 0.000 claims description 11
- 238000003466 welding Methods 0.000 abstract description 9
- 230000010355 oscillation Effects 0.000 description 40
- 238000007493 shaping process Methods 0.000 description 30
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 9
- 235000013339 cereals Nutrition 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 241000209094 Oryza Species 0.000 description 4
- 235000007164 Oryza sativa Nutrition 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 235000009566 rice Nutrition 0.000 description 4
- 239000004464 cereal grain Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 241000533293 Sesbania emerus Species 0.000 description 2
- 241000209140 Triticum Species 0.000 description 2
- 235000021307 Triticum Nutrition 0.000 description 2
- 239000007767 bonding agent Substances 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 244000269722 Thea sinensis Species 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/024—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for wrappers or bags
Definitions
- the present invention relates to a vacuum packing method and an apparatus for practicing the same.
- vacuum packing means to pack contents in a bag by reducing the pressure in the bag sufficiently lower than the atmospheric pressure.
- the pressure in the bag may be relatively high, for example in the order of a few or several hundreds torr, depending upon the kind of contents.
- a vacuum shaping apparatus in which a vacuum-packed article, formed by vacuum-packing granular contents such as rice grains, wheat grains, coffee beans or the like in advance making use of a similar method to the vacuum packing method disclosed in Japanese Patent Unexamined Publication No. 58-193227, is placed in a closed chamber covered with a cover member serving as a vacuum chamber-forming means, the pressure in the closed chamber is reduced down to the internal pressure of the packed article, and then the packed article is given with pressure and oscillation due to a pressure holding plate so as to be shaped.
- the present invention has been made in view of the above-described points and an object thereof is to provide a vacuum packing method which is capable of enabling the vacuum-packed state to be maintained in the atmospheric air even without sealing a bag member as by welding after the evacuation suction is effected, and an apparatus for practicing this method.
- a vacuum packing method for packing contents in a reduced pressure comprising the steps of: after filling a predetermined quantity of the contents into a packing bag, sealing a mouth or opening portion of the packing bag in such a manner as to leave an elongated non-linear communication passage between an inner region of the bag in which the contents are filled and an outside of the bag so as to form an intermediate packed article; subjecting the intermediate packed article to pressure reduction for degassing the inner region in the intermediate packed article; and after the pressure reduction and degassing step, restoring an atmosphere around the packed article to the atmospheric pressure so as to close the communication passage.
- the intermediate packed article is formed by sealing the mouth portion of the packing bag in such a manner as to leave the elongated non-linear communication passage between the inner region of in the bag in which the contents are filled and the outside of the bag, it is possible to let air out of (degas) the intermediate packed article through the elongated non-linear communication passage by subjecting the intermediate packed article to pressure reduction.
- the inner region of the bag in which the contents are filled is communicated with the outside of the bag only through the elongated non-linear communication passage defined by a wall portion having the flexibility attributable to the bag itself, so that the communication passage defined by the flexible wall is squashed to be closed simply by restoring the atmosphere around the packed article to the atmospheric pressure after the degassing.
- the communication passage thus squashed serves as a check valve in practice so that the sealing is completed automatically. It is preferred that the restoring to the atmospheric pressure is effected rapidly.
- rapidly means, herein, that the restoring is effected sufficiently more quickly than the internal pressure of the packed article becomes higher through the communication passage.
- the communication passage is formed into a zigzag shape in the intermediate packed article forming step. Further, in a vacuum packing method according to another preferred embodiment of the invention, the communication passage is formed into a mazy shape in the intermediate packed article forming step.
- the open ends of the communication passage may be formed at side ends of the bag or at a central or intermediate position(s) between the side ends.
- the degree of expansion of the packing bag of the intermediate packed article is controlled to be not greater than a predetermined level by a wall of a vacuum chamber, for example, in the pressure reduction and degassing step. In this case, there is no possibility that the bag is expanded in excess to be burst or ruptured even if a large differential pressure is applied between the inside and outside of the bag.
- the intermediate packed article is pressed from outside during at least a part of a period of the pressure reduction and degassing step.
- pressing of the intermediate packed article makes it possible not only to reduce the time required for the pressure reduction and degassing but also to perform the shaping of the packed article.
- the intermediate packed article is vibrated or oscillated during at least a part of a period of the pressure reduction and degassing step.
- giving vibration or oscillation to the intermediate packed article makes it possible not only to perform the shaping of the packed article but also to reduce the time required for the pressure reduction and degassing.
- the intermediate packed article is pressed from an outside thereof while being vibrated or oscillated during at least a part of a period of the pressure reduction and degassing step.
- giving vibration or oscillation to and pressing of the intermediate packed article make it possible not only to reduce the time required for the pressure reduction and degassing but also to perform the shaping of the packed article.
- a vacuum packing method further comprises the step of closing the communication passage by an additional sealing after the step of exposing to the air, i.e. restoring the atmosphere to the atmospheric pressure.
- additional sealing means the simple one such as the bonding with a bonding agent or the adhering of a sheet such as paper, for example.
- the communication passage may be additionally sealed as by heat welding means at least at a portion of the aperture or opening thereof. In the case of this embodiment, the vacuum packed state can be prevented from being broken even if it is handled very roughly during the transportation or the like.
- a vacuum packing apparatus for packing, in a reduced pressure, contents of an intermediate packed article formed by sealing a mouth or opening portion of a packing bag in which the contents are filled in such a manner as to leave an elongated non-linear communication passage between an inner region of the bag in which the contents are filled and an outside of the bag, which apparatus comprises a cradle plate on which the intermediate packed article is to be placed, vibration means for vibrating or oscillating the cradle plate on which the intermediate packed article is placed so as to give vibration or oscillation to the intermediate packed article, a chamber-forming means having a concave portion of a capacity greater than a volume of the intermediate packed article, a periphery of an opening end of the concave portion being brought into air-tight contact with the cradle plate so as to form an openable closed chamber in cooperation with the cradle plate, pressure reduction means for reducing a pressure in the closed chamber, and air supply means for supplying air rapidly into the closed chamber, and where
- a vacuum packing apparatus for packing, in a reduced pressure, contents of an intermediate packed article formed by sealing a mouth portion of a packing bag in which the contents are filled in such a manner as to leave an elongated non-linear communication passage between an inner region of the bag in which the contents are filled and the outside of the bag, which apparatus comprises a cradle plate on which the intermediate packed article is to be placed, vibration means for vibrating or oscillating the cradle plate on which the intermediate packed article is placed so as to give vibration or oscillation to the intermediate packed article, a chamber-forming means having a concave portion of a capacity greater than a volume of the intermediate packed article, a periphery of an opening end of the concave portion being brought into air-tight contact with the cradle plate so as to form an openable closed chamber in cooperation with the cradle plate, pressure means connected to the chamber-forming means for serving to press a top surface of the intermediate packed article placed on the cradle plate,
- Contents 1 are first filled or stuffed into a packing bag 2 and, then, a mouth or opening portion 6 of the packing bag 2 is subjected to the sealing work along lines 7, 8 in such a manner as to permit an elongated non-linear communication passage 5 to be left between a region 3 in the bag 2 in which the contents 1 are filled and an outside 4 of the bag 2, thereby forming an intermediate packed article 9 shown in Figure 1A, for example.
- the contents 1 consist of cereal grains such as rice grains, wheat grains, coffee beans or the like, for example.
- the contents 1 may be other granular substance than the cereal grain or a substance of similar shape such as tea.
- the contents are not limited to these substances but may be any goods so far as it is suitable for the vacuum packing and can be received in the bag 2.
- the packing bag 2 is typically made of a thermoplastic film or sheet, and however, it may be made of other material so far as it is a flexible sheet material and fits for the sealing work. More specifically and typically, the film may be made from laminated layers, one of which comprises a gas barrier resin layer of material such as polyamide resin, saponificated ethylene-vinyl acetate copolymer, thermoplastic polyester or polyvinylidene chloride, and the other of which is a transparent polyolefin resin layer of material such as low-density polyethylene, ethylene-vinyl acetate copolymer or polypropylene, as described in Japanese Patent Examined Publication No. 57-40781.
- a gas barrier resin layer of material such as polyamide resin, saponificated ethylene-vinyl acetate copolymer, thermoplastic polyester or polyvinylidene chloride
- a transparent polyolefin resin layer of material such as low-density polyethylene, ethylene-vinyl acetate copolymer
- the size of the bag 2, the thickness of the film constituting the bag 2 and the like are so selected as to be conformed to the volume, weight and the like of the contents 1 to be received.
- the communication passage 5 is formed to extend long (length) and slenderly or narrow (width) so that when the pressure at the outside 4 of the bag 2 becomes higher than the pressure at the inside 3 thereof, communication between the inside and outside 3 and 4 of the bag 2 is interrupted in a short time due to deformation of a portion of the film constituting a peripheral wall 10 of the communication passage 5.
- the width and length of the communication passage 5 are respectively sufficiently wide and short enough to make it possible to deflate a gas from the inside 3 of the bag 2 through the communication passage 5 within a short time (within about ten seconds, for example) so as to substantially equalize the pressures at the inside and outside 3 and 4 of the bag 2 to each other when the pressure at the inside 3 of the bag 2 is higher than the pressure at the outside 4 of the bag 2 beyond a certain degree (beyond several hundred torr, for example) as described later in detail.
- the width and length of the communication passage 5 are selected in accordance with the bag size, kind of material of the film forming the bag 2, thickness of the film and the like.
- the communication passage 5 is defined between sealing lines 7 and 8 to extend from a small opening 11 to small openings 12, 13 in a zigzag way.
- the width of the communication passage 5 may vary depending upon the longitudinal position thereof. In such case, it is preferred to make it easy to close the passage at a narrow portion serving as a bottle neck.
- the apertures 11, 13 may be formed at intermediate regions, instead of side ends, as shown in Fig. 1C.
- the small openings or apertures 11, 13 can be formed, for example, by placing a thermally passive or non-operative material such as glass fibers in the form of a tape at each of the positions for the apertures 11, 13 before thermal welding operation to form the sealing lines 7, 8. Such provision of glass fibers allows to form the apertures 11, 13 when the sealing lines 7, 8 has been formed. It is noted that any other device or method is available as well so far as it is capable of providing the similar sealing lines and apertures.
- the communication passage may be a mazy one 14 or 15 as shown in Figure 1B or 1C, for example.
- sealing lines 16 and 17 themselves are straight lines so that the communication passage 14 leads from a gap or a small opening or aperture 11 defined between one end of the sealing line 17 and the peripheral wall of the mouth or opening portion 6 of the bag 2 to another gap or a small opening or aperture 13 defined between one end of the sealing line 16 and the peripheral wall of the mouth or opening portion 6 of the bag 2 through a rectilinear intermediate passage 18.
- sealing lines 19 and 20 per se are straight lines.
- the sealing line 19 is divided into a plurality of segments 19a, 19b and 19c by intermediate gaps or apertures 21a and 21b, while the sealing line 20 is divided into a plurality of segments 20a and 20b by an intermediate gap or aperture 22.
- the communication passage 15 consists of a first communication passage portion 15a leading from the gap 22 to the gap 21a through an intermediate passage portion 23a and a second communication passage portion 15b leading from the gap 22 to the gap 21b through an intermediate passage portion 23b.
- One of the apertures 21a, 21b may be omitted, i.e. sealed.
- the aperture 22 will be offset from the center to allow the associated passage 23a or 23b sufficiently long.
- Reference numeral 31 denotes a plate pedestal or base fixed to a frame (not shown).
- a cover member 33 serving as chamber-forming means which cooperates with the pedestal 31 to form a closed chamber 32 is connected to the pedestal 31 through a hinge element 34 so as to be able to rotate in the directions A and B with respect to the pedestal 31.
- the hinge element 32 can be dispensed with.
- a peripheral wall end face 35 of an opening portion of a concave portion 33a of the cover member 33 is brought into airtight contact with an upper surface 36 of the pedestal 31.
- either of the airtight contact surfaces 35 and 36 may be provided with a proper sealing means such as a seal ring.
- the height C of the cover member 33 is so selected as to be suitable for the degassing operation to be described later, the cover member 33 may be constructed to have a changeable or variable height C.
- An oscillating or vibrating plate 38 serving as cradle plate is placed horizontally on the pedestal 31 through an air bag 37.
- the cradle plate 38 may be formed in the upper surface thereof with a concave portion of a prescribed form suited to the form into which the lower part of the packed article 9 is to be shaped, in place of a flat surface.
- the air bag 37 is fixed to the pedestal 31 at the lower end hereof and to the oscillating plate 38 at the upper end thereof in such a manner that it is made to expand in the direction D when the pressure in the closed chamber 32 is lowered and to contract in the direction E when the pressure in the closed chamber 32 is increased or when the intermediate packed article 9 or the like is put on the oscillating plate 38.
- the quantity of air in the air bag 37 may be kept constant or adjustable.
- a pressure plate 41 is fixed to the inner wall of the cover member 33 through elastic members 40 in such a manner as to be opposed to the oscillating plate 38 with space 42 left therebetween when the cover member 33 is brought into a closed chamber-forming position thereof as shown in the drawing.
- the distance F between a lower surface 43 of the pressure plate 41 and an upper surface 44 of the oscillating plate 38 is greater than the thickness G of the intermediate packed article 9 under the atmospheric pressure.
- Reference numeral 45 denotes a evacuating or exhaust device such as a vacuum pump.
- the evacuating device 45 serves to reduce the pressure in the closed chamber 32 through a pipe 46.
- the cover member 33 is first opened in the direction A through the medium of a handle (not shown), for example, so as to permit the intermediate packed article 9 to be put on the oscillating plate 38, and then, the energy is supplied to the oscillation generator 39 to cause the oscillation plate 38 to oscillate.
- the intermediate packed article 9 on the oscillation plate 38 is also made to oscillate together with the oscillation plate 38, even if the height of the intermediate packed article 9 is not uniform exceedingly at first as indicated by an imaginary line in Figure 2, the contents are moved due to oscillation so that the nonuniformity of height can be reduced as indicated by a solid line in Figure 2, for example, thereby enabling the intermediate packed article 9 to be shaped to a satisfactory degree or, in some cases, almost completely.
- the cover member 33 is rotated in the direction B after once interrupting the oscillation due to the oscillation generator 39, so as to form the closed chamber 32 as shown in Figure 2.
- the space 48 is left between the top portion of the shaped intermediate packed article 9 and the lower surface 43 of the pressure plate 41.
- the oscillation or vibration plate 38 may be started to be oscillated or vibrated after the cover member 33 is closed.
- the evacuation device 45 is made to operate, the pressure in the closed chamber 32 is reduced rapidly so that the bag 2 of the intermediate packed article 9 is made to expand due to the pressure difference between the inside and outside of the bag 2 as shown in Figure 3.
- the air in the bag 2 is discharged into the closed chamber 32 through the communication passage 5, thereby performing the degassing of the stuffed or filled area 3 of the intermediate packed article 9.
- the air bag 37 is also caused to expand gradually to push up the oscillating plate 38 in the direction D so that the packed article 9 is pressed against the pressure plate 41. This pressing promotes the degassing of the packed article 9.
- the oscillation generator 39 continues to operate, the shaping function is continued due to the oscillation of the oscillating plate 38.
- the amplitude and frequency of oscillation of the oscillation generator 39, the rate of exhaust by the pump 45 and the like are selected to be their respective predetermined values depending on the size and kind of the packed article 9, 49. It is of course possible as well that the oscillation generator 39, pump 45 and the like are so constructed as to be able to adjust these parameters.
- the oscillation generator 39 may be dispensed with, and the oscillating plate 38 serves simply as the support and pressure plate.
- the oscillating plate 38 serves simply as the support and pressure plate.
- vacuum shaping apparatus 51 used for practicing the vacuum shaping method according to a preferred embodiment of the present invention with reference to Figure 4.
- vacuum shaping apparatus 51 the same or similar components as those of the apparatus 47 shown in Figures 2 and 3 are designated by the same reference numerals.
- reference numeral 52 denotes a cylinder device actuated by hydraulic or pneumatic pressure.
- the cylinder device 52 is fixed at cylinder main body portions 53 thereof to the cover member 33.
- Piston rod portions 54 of the cylinder device 52 penetrate through holes 55 formed in the cover member 33 in such a manner as to be slidable in the directions D and E with respect to the cover member 33.
- a pressure plate 56 is fixed to projected ends of the piston rod portions 54 so that, when the piston rod portions 54 of the cylinder device 52 are made to stretch in the direction E by means of a driving device (not shown), the pressure plate 56 acts to press the intermediate packed article 9 put on the oscillation plate 38, thereby effecting he degassing of the intermediate packed article 9.
- the cylinder device 52 In case that the pressure in the chamber 32 is reduced, it is preferred to apply by the cylinder device 52 a force which has a magnitude at which the expansive force of the bag 2 of the packed article 9 in the direction D and the pressing force of the cylinder device 52 acting in the direction E are balanced. This is because, if the pressing force of the cylinder device 52 is too large, the bag 2 of the packed article 9 is prevented from expanding in excess to thereby hinder the contents 1 in the bag 2 from being given with oscillation. In consequence, the cylinder device 52 fulfills the same function as that the the air bag 37 of the apparatus 47.
- the cylinder device 52 can be actuated independently whether the pressure in the chamber 32 is reduced or not, it becomes possible, as the degassing of the bag 2 proceeds to make the bag 2 contract, to shape the intermediate packed article 9 without manually not only at the atmospheric pressure but also at reduced pressure. Further, it is also possible to change the operating conditions such as the length of extension stroke, pressing force and the like of the cylinder device 52 in accordance with the size, kind and the like of the intermediate packed article 9. It is common to the apparatuses 51 and 47 that the intermediate packed article 9 is pressed by the pressure plate and the oscillating plate, and however, in the case of the apparatus 51, it is not the oscillating plate but the pressure plate 56 to be moved in the directions E and D.
- Reference numeral 57 denotes an oscillation generator having the same function as that of the oscillation generator 39. In the apparatus 51, however, there is provided no air bag 37 so that the oscillation generator 57 can be attached to the lower surface of the oscillating plate 38 over a wide range.
- Reference numeral 58 denotes an elastic or resilient member serving to support he oscillating plate 38 while permitting the plate 38 to oscillate with respect to the pedestal 31.
- apparatus 51 can be used for the vacuum packing and shaping of the intermediate packed article 9 in the same manner as the apparatus 47 shown in Figures 2 and 3 and, therefore, description of the operation thereof is omitted.
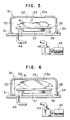
- vacuum shaping apparatus used for practicing the vacuum shaping method according to a preferred embodiment of the present invention with reference to Figures 5 and 6.
- vacuum shaping apparatus 61 the same or similar components as those of the apparatus 51 shown in Figure 4 are designated by the same reference numerals.
- the cylinder device 52 of the apparatus 51 is dispensed with and the shaping of the packed article 9 is performed by the oscillation of the oscillating plate 38.
- the packed article 9 may be shaped manually beforehand as mentioned before.
- the height of the elastic support portion 58 and the height C of the cover member 33 are selected to be their respective predetermined values for the purpose of preventing the packing bag 2 by a top wall portion 33b of the cover member 33 from being expanded in excess to be burst or ruptured owing to the pressure reduction in the closed chamber 32.
- apparatus 61 can be used for the vacuum packing and shaping of the intermediate packed article 9 in the same manner as the apparatus 47 shown in Figures 2 and 3 and the apparatus 51 shown in Figure 4 and, therefore, description of the operation thereof is omitted.
- the cover member 33 had a concave portion 33a of the size which enabled the closed chamber 32 to have the volume of 30 liters, and the vacuum or exhaust pump 45 had the capacity of enabling the pressure in the closed chamber 32 to be reduced from 760 torr to 160 torr in five seconds.
- the air cylinders 52 serving as the pressure devices had the pressing force of 210 kgf at the maximum in all. 3 kg of polished rice grains were received as the contents in the packing bag 2 made from laminated film of polyamide resin layer (20 ⁇ m) and low density polyethylene layer (80 ⁇ m).
- the intermediate packed article 9 similar to that shown Figure 1C but the aperture 21b being sealed (closed) was made by the sealing machine known per se.
- the communication passage 23a was about 6 mm in width at the narrowest portion thereof and about 8 cm in length from the aperture 22 (offset from the center as described before) to the aperture 21a.
- Results of the vacuum packing and shaping effected by the apparatus 51 shown in Figure 4 are shown in Table 1 below.As understood from Example 1, in case of exhausting at the aforementioned exhaust rate while operating the pressure devices 52 and the oscillation plate 38 concurrently, the pressure in the packed article 49 after the completion of the shaping was 230 torr and the shaped state of the packed article 49 was good as well. Accordingly, there is no possibility, differently from the case of bad shaping, that the bag 2 is broken during the circulation or distribution of the packed article 49 as commercial goods through a trade market.
- the volume of the closed chamber 32, oscillation energy of the oscillating plate 38, evacuating speed and the like can be adjusted in accordance with the size, kind and the like of the packing bag 2.
- the vibrating, evacuating and/or pressing operations described above may be automatically controlled by a control mechanism (not shown).
- a product finished through the above vacuum packing and shaping can maintain the vacuum packed and shaped state thereof as it is under the normal handling condition.
- an additional sealing may be further performed for completely closing the fine gap, such as the apertures 13, 21a, 21b, of the vacuum packed and shaped article described above. It is sufficient for the additional sealing to close the fine gap (corresponding to the portion designated by reference numeral 13 in Figure 1A, for example) of the communication passage 5 only at portions designated by reference numeral 70 as illustrated in Figures 7 and 8, for example.
- the additional sealing means can include not only the heat or thermal welding by the sealing machine but also any simple means such as the application of a quick dry bonding agent or the like and the adhering of a sheet piece so far as being able to close the fine gap at the opening portion of the communication passage 5.
Landscapes
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Vacuum Packaging (AREA)
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP28073/90 | 1990-02-06 | ||
| JP2807390 | 1990-02-06 | ||
| JP43513/90 | 1990-02-23 | ||
| JP4351390 | 1990-02-23 | ||
| JP22744490A JPH04114832A (ja) | 1990-08-28 | 1990-08-28 | 真空整形装置 |
| JP227444/90 | 1990-08-28 | ||
| JP40629890A JP2910869B2 (ja) | 1990-02-06 | 1990-12-05 | 包装袋の真空包装方法 |
| JP406298/90 | 1990-12-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0441189A1 true EP0441189A1 (fr) | 1991-08-14 |
Family
ID=27458817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91100915A Withdrawn EP0441189A1 (fr) | 1990-02-06 | 1991-01-24 | Procédé d'emballage sous vide et dispositif pour la mise en oeuvre du procédé |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0441189A1 (fr) |
| AU (1) | AU6991091A (fr) |
| CA (1) | CA2034836A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2740434A1 (fr) * | 1995-11-01 | 1997-04-30 | Sara Lee De Nv | Emballage sous vide a l'aspect exterieur particulier et procede et dispositif de fabrication d'un tel emballage sous vide |
| ES2107389A1 (es) * | 1995-11-21 | 1997-11-16 | Santos Garcia Antonio | Procedimiento para conservar en vacio plantas medicinales. |
| US6186051B1 (en) | 1996-07-31 | 2001-02-13 | Sara Lee/De N.V. | System and apparatus for preparing a beverage suitable for consumption |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3200560A (en) * | 1960-09-29 | 1965-08-17 | Ralph S Randall | Machine for vacuum sealing bags |
| FR2190672A1 (fr) * | 1972-06-26 | 1974-02-01 | Skf Ind Trading & Dev | |
| US4069349A (en) * | 1970-06-22 | 1978-01-17 | The Continental Group, Inc. | Process for vacuum packaging of roasted, ground coffee |
| US4534152A (en) * | 1983-03-29 | 1985-08-13 | Akkala Walter I | Self sealing vacuumed package |
-
1991
- 1991-01-23 AU AU69910/91A patent/AU6991091A/en not_active Abandoned
- 1991-01-23 CA CA 2034836 patent/CA2034836A1/fr not_active Abandoned
- 1991-01-24 EP EP91100915A patent/EP0441189A1/fr not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3200560A (en) * | 1960-09-29 | 1965-08-17 | Ralph S Randall | Machine for vacuum sealing bags |
| US4069349A (en) * | 1970-06-22 | 1978-01-17 | The Continental Group, Inc. | Process for vacuum packaging of roasted, ground coffee |
| FR2190672A1 (fr) * | 1972-06-26 | 1974-02-01 | Skf Ind Trading & Dev | |
| US4534152A (en) * | 1983-03-29 | 1985-08-13 | Akkala Walter I | Self sealing vacuumed package |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2740434A1 (fr) * | 1995-11-01 | 1997-04-30 | Sara Lee De Nv | Emballage sous vide a l'aspect exterieur particulier et procede et dispositif de fabrication d'un tel emballage sous vide |
| NL1001550C2 (nl) * | 1995-11-01 | 1997-05-02 | Sara Lee De Nv | Vacuümpak met een bijzonder uiterlijk en werkwijze en inrichting voor het verkrijgen van een dergelijk vacuümpak. |
| EP0771738A1 (fr) * | 1995-11-01 | 1997-05-07 | Sara Lee/DE N.V. | Emballage sous vide ayant une apparence spéciale et procédé et appareil pour obtenir un tel emballage sous vide |
| ES2107389A1 (es) * | 1995-11-21 | 1997-11-16 | Santos Garcia Antonio | Procedimiento para conservar en vacio plantas medicinales. |
| US6186051B1 (en) | 1996-07-31 | 2001-02-13 | Sara Lee/De N.V. | System and apparatus for preparing a beverage suitable for consumption |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2034836A1 (fr) | 1991-08-07 |
| AU6991091A (en) | 1991-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4221101A (en) | Apparatus for evacuating and sealing bags | |
| US6543206B2 (en) | Apparatus and method for formation of sealed packages | |
| US3965646A (en) | Adjustable sealing device | |
| KR102118889B1 (ko) | 에어백 부착 자루에 대한 기체봉입방법 및 기체봉입장치 | |
| JPH07174290A (ja) | 箱体の壁に断熱粉末を充填する方法 | |
| IL132708A (en) | Packaging method and apparatus | |
| EP0714831B1 (fr) | Procédé pour faire le vide dans un emballage à vide rempli avec un matériau granulaire et dispositif pour sa mise en oeuvre | |
| US7140167B2 (en) | Positive pressure fresh meat packaging system | |
| KR20000049005A (ko) | 제품을 신축성 포장재 안에 포장하는 방법 및 이 방법을 수행하는 장치 | |
| JPH0769322A (ja) | コーヒーの包装方法及び装置 | |
| EP0441189A1 (fr) | Procédé d'emballage sous vide et dispositif pour la mise en oeuvre du procédé | |
| CA2050509C (fr) | Methode et appareil pour emballage sous vide de materiaux granuleux | |
| JP2835475B2 (ja) | 真空包装袋整形装置 | |
| US5351463A (en) | Method and apparatus for making a filled and closed vacuum pak | |
| NZ209107A (en) | Packaging in heat-shrinkable containers;adding an insulating inert gas | |
| JPH03162225A (ja) | 包装装置及び袋の運搬装置 | |
| JP2000318709A (ja) | 真空ガス置換包装装置 | |
| JP4428897B2 (ja) | 食品充填包装袋の製造方法及びその装置 | |
| JPH04294721A (ja) | 真空包装袋整形装置 | |
| EP1564147A1 (fr) | Dispositif et procédé d'emballage sous vide | |
| JP2004010119A (ja) | マットレスの圧縮包装方法及び圧縮マットレス | |
| JPH01308721A (ja) | 真空整形包装機 | |
| JP2910869B2 (ja) | 包装袋の真空包装方法 | |
| JPH0245325A (ja) | 不活性ガス注入包装方法 | |
| JP2918987B2 (ja) | 真空包装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB IT LI NL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19920215 |