EP1262438B2 - Fahrkorb für einen Aufzug - Google Patents
Fahrkorb für einen Aufzug Download PDFInfo
- Publication number
- EP1262438B2 EP1262438B2 EP01113375.8A EP01113375A EP1262438B2 EP 1262438 B2 EP1262438 B2 EP 1262438B2 EP 01113375 A EP01113375 A EP 01113375A EP 1262438 B2 EP1262438 B2 EP 1262438B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- elevator car
- accordance
- fibre
- car
- reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004744 fabric Substances 0.000 claims abstract description 12
- 238000010276 construction Methods 0.000 claims abstract description 6
- 239000000835 fiber Substances 0.000 claims description 48
- 239000000463 material Substances 0.000 claims description 32
- 230000002787 reinforcement Effects 0.000 claims description 25
- 229920003023 plastic Polymers 0.000 claims description 12
- 239000004033 plastic Substances 0.000 claims description 11
- 239000004753 textile Substances 0.000 claims description 11
- 229920002430 Fibre-reinforced plastic Polymers 0.000 claims description 5
- 239000011151 fibre-reinforced plastic Substances 0.000 claims description 5
- 238000010030 laminating Methods 0.000 claims description 2
- 230000006641 stabilisation Effects 0.000 claims description 2
- 238000011105 stabilization Methods 0.000 claims description 2
- 239000011888 foil Substances 0.000 claims 1
- 239000012783 reinforcing fiber Substances 0.000 description 24
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 4
- 239000004760 aramid Substances 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000013585 weight reducing agent Substances 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 1
- 238000000418 atomic force spectrum Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000009772 tissue formation Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66B—ELEVATORS; ESCALATORS OR MOVING WALKWAYS
- B66B11/00—Main component parts of lifts in, or associated with, buildings or other structures
- B66B11/02—Cages, i.e. cars
- B66B11/0226—Constructional features, e.g. walls assembly, decorative panels, comfort equipment, thermal or sound insulation
Definitions
- the invention relates to a car with the features of the preamble of claim 1.
- a car is from the JP 343083 known.
- Cars with a floor, a ceiling and side walls comprehensive car elements and with a catch or support structure forming support elements for guiding and holding the car to guides are used in elevator systems, especially in high-rise buildings. They should allow safe and fast transport of people and / or loads with the least possible energy and cost. Especially with very large heights, it is advantageous to keep the weight of the car and the associated support members as low as possible.
- the substitution of mass-intensive steel cables by considerably lighter aramid ropes has already been proposed. The rope weight can be reduced.
- aramid ropes allow lower bending radii than steel ropes, so that can be used to drive low-torque motors.
- To reduce the weight of the car is in the US-A-4,635,756 proposed the use of aluminum as a building material by aluminum panels are used as wall elements. However, this can only achieve a limited weight reduction.
- a car for a lift for transporting loads and / or persons known comprising a floor, a ceiling and side walls comprehensive car elements and a catch or support structure forming support members for guiding and holding the car to guides.
- at least one car or support element is at least partially made of a fiber-reinforced material comprising a plastic material or a metallic matrix system in which reinforcing fibers are embedded.
- Object of the present invention is to design a car of the generic type such that it has the lowest possible weight and high strength.
- fiber-reinforced material is understood as meaning a material into which reinforcing fibers, for example glass fibers, plastic or carbon fibers, in the form of individual fibers and / or in the form of a textile structure are introduced.
- the use of fiber-reinforced materials, in particular fiber-reinforced polymers, such as thermosets or thermoplastics allows the design of a lightweight car with a significantly reduced car weight. As a result, higher speeds can be achieved, as they are very desirable, especially for large building heights.
- Another advantage of weight-reduced cars is to be seen in that their engines are low-power engines sufficient, which in turn the volume of the elevator system, especially in relation to the size of the drive, can be reduced.
- the material used is a plastic material in which reinforcing fibers are embedded.
- the plastic material may be colored, so that the coloring of the fiber-reinforced car part already takes place during its production and a subsequent inking can be omitted.
- lighting effects or even natural lighting can be achieved by using more or less transparent and / or more or less colored plastic with adapted fiber shape. This can be done until a clear view like a window is achieved.
- the reinforcing fibers form a plurality of superposed layers and are variably axially aligned.
- the reinforcing fibers are located in different directions within the individual layers of the fabric and / or the fibers are arranged as curved continuous fibers, e.g. placed around a hole.
- the reinforcing fibers comprise so-called endless fibers, that is to say very long fibers, since in this way a particularly high strength of the fiber-reinforced car cage part can be achieved.
- the reinforcing fibers form a textile fabric.
- the latter may be aligned in a plane, but it may also be provided that the textile fabric has a three-dimensional shape, for example the shape of a hollow cylinder.
- the textile fabric is formed as a fabric.
- a particularly high strength of the car or supporting elements can be achieved in that the reinforcing fibers are arranged in the form of a Geleges, wherein the individual layers of the fabric are connected to each other, for example, sewn together.
- the reinforcing fibers form a spatial reinforcement profile, for example a T-shaped profile, in order to achieve an areawise reinforcement of the respective car or support element.
- a spatial reinforcement profile for example a T-shaped profile
- Such a profile is achieved in a structurally simple manner that the Reinforcing fibers in the textile structure have a bulge. This is already fixed in the textile structure by stitching.
- At least one support or car element is constructed in sandwich construction.
- a layer of reinforcing fibers with a second preferred direction can be positioned between two layers of reinforcing fibers with a first preferred orientation.
- the reinforcing fibers comprise continuous fibers which are at least partially guided around the openings.
- the design of the car or support element with an opening or a bore thus has no severing of the continuous fibers and thus no deterioration of their strength properties result.
- the reinforcing fibers may be designed as a reinforcing fabric so that the fibers are tightly wrapped around attachment points or bore areas.
- the reinforcing fibers is laid according to power flow.
- the reinforcing fibers are in this case arranged as a function of the load acting on the fiber-reinforced car or load-bearing element during use of the car, so that with the least possible use of materials, a load-optimized lightweight construction of the car can be achieved.
- At least a portion of the reinforcing fibers according to the forces acting on the fiber-reinforced car or support member forces is arranged differently dense.
- a car or support member may be made in one piece of plastic, wherein the introduced reinforcing fibers have a location-dependent density, so that areas of the fiber-reinforced car or support element, which act on very high forces, have a higher density of reinforcing fibers than areas with a lower force load.
- the reinforcing fibers is aligned in accordance with the force flow course acting on the fiber-reinforced car or load-bearing element.
- the course of the preferably formed as continuous fibers reinforcing fibers is thus adapted to the respective force flow occurring, and the reinforcing fibers form according to the prevailing Kraftflußverlauf a two-dimensional or three-dimensional fiber reinforcement.
- This reinforcement can be made as a complete textile structure even before the production of the plastic parts, wherein in the textile part fastenings, force attacks, recesses and force profiles taken into account and by appropriate tissue formation, fiber displacement, darts, etc. are realized.
- the supporting elements of the car such as e.g. Catch or Tragrahmenmaschine, at least partially integrated into the car elements, wherein the catch or support function accepting car elements are at least partially made of a fiber-reinforced material.
- the car can thus be made self-supporting, with the required mechanical stability of the combined car and support elements due to the use of fiber-reinforced material can be achieved in a structurally simple manner.
- At least one car element preferably at least a portion of a side wall of the car, is made of a fiber-reinforced material.
- a carrying and / or car elements are combined to form a one-piece element.
- areas of the floor and areas of the side walls may be combined to form one-piece fiber-reinforced elements, for example as a trough-shaped part. This allows a cost-effective production and assembly, which is ensured by the preferably kraftflußpire fiber reinforcement the required strength.
- fiber reinforced material in a car is not limited to its car or support elements.
- at least one door of the car is at least partially made of fiber-reinforced material.
- door leaves, door sills or the hanger of a door can be made at least partially of fiber-reinforced material.
- the Fahrkorbau tokontur is aerodynamically designed, for example, in the direction of travel in the floor and / or Dekken Scheme a convex configuration and / or rounded corners and edges.
- Such a configuration can be achieved in a cost-effective manner with the use of a fiber-reinforced plastic with various manufacturing processes such as pressing technique, RTM technology, winding technology or autoclave technology.
- the flow-unfavorable profiling occurring with the use of conventional sheet metal plates according to the prior art can be dispensed with; rounded shapes can be used in a streamlined manner, so that the air resistance of the car can be considerably reduced.
- the fiber reinforced material forms a laminate.
- FIG. 1 is simplified, a car 10 of an elevator system shown along in FIG. 1 only dash-dotted lines, known per se guide rails 12 can be moved by means of a drive unit, not shown in the drawing, known per se.
- the car 10 comprises laterally opposed side walls, wherein in the drawing, only one side wall 14 can be seen.
- the side walls 14 are connected to each other via a bottom 16 and an outwardly curved ceiling 18.
- the car 10 also includes two car doors 20, 22, via which the interior of the car 10 is accessible.
- the car 10 Adjacent to the ceiling 18, the car 10 has a schematically represented safety gear 24 which protrudes laterally beyond the side walls 14 and by means of catching tongs 26 surrounds the guide rails 12, so that the car 10 can be held on the guide rails 12 by means of catching tongs 26.
- the car 10 is designed to be self-supporting, i.
- the side walls 14, the bottom 16 and the ceiling 18 not only form car elements to limit the interior of the car, but they also take over the function of support elements, so that separate support frame parts, for example in the form of a separate backpack frame, can be omitted.
- FIG. 1 To illustrate the essential mechanical forces acting on the car 10 when the car 10 is delayed by means of the tongs 26 on the guide rails 12 and then held, is in FIG. 1 illustrated by the arrow 28, the force introduced into the guide rails 12 catch force F F , the arrows 30 illustrate the acting on the bottom 16 payload F N , which is shown for reasons of simplification as evenly distributed over the ground 16 distributed load, and the car doors 20 and 22 applied to the floor 16 weight forces F G are symbolized by the arrows 32 and 34 respectively. All other forces that occur during operation of the car 10 have been omitted for clarity.
- the side walls 14 and the bottom 16 and the ceiling 18 are made of a fiber-reinforced plastic material by in the plastic material, such as a polymer, continuous fibers, such as glass, aramid or carbon fibers are incorporated, which give the walls a very high strength , This allows a significant weight reduction of the car 10th
- the fiber reinforcement takes place by means of so-called continuous fibers, ie very long fibers, wherein several layers of continuous fibers are arranged one above the other.
- the course of the endless fibers is in FIG. 2 shown simplified on the example of the side walls 14.
- the multilayer fiber arrangement of the side walls 14 in this case comprises at least one layer in the form of a fabric 36, which extends uniformly over the integrally formed side walls 14.
- at least one layer radiates on the safety gear 24 tapered fibers 38 are used, which are adapted to the forming in the side walls 14 Kraftflußverlauf and thus ensure a load-optimized reinforcement of the side walls 14.
- the radially arranged fibers 38 are packed in different densities such that the outgoing from the outer, the car doors 20 and 22 arranged edge regions 40 and 42 of the bottom 16 outgoing fibers are packed more densely than the emanating from a central region 44 of the bottom 16 fibers. In the arrangement and the course of the radial fibers 38 thus reflects the mechanical stress that is transmitted from the bottom 16 on the side walls 14 on the safety gear 24.
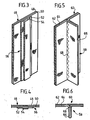
- FIGS. 3 and 4 show simplifies a gain, as they take over in particular for a supporting function Floor 16, but also for the ceiling 18 and / or the side walls 14 and also for parts of the car doors 20 and 22, for example, for their door leaves, can be used.
- a two-layer base element 46 is used with an inner fiber layer 48 and an outer fiber layer 50.
- the additional reinforcement of the base element is achieved by doubling by applying two further fiber layers in the form of a wide fiber web 52 and a narrow fiber web 54 to the outer fiber layer 50. All fiber layers 48 to 54 are embedded in plastic material.
- the individual layers of the reinforcement generally designated by the reference numeral 56 each form a fiber fabric, the fabric of the positioned between the outer fiber layer 50 and the narrow fiber web 54 wide fiber web 52 is aligned obliquely to the adjacent tissues, so that the reinforcement 56th Overall, a sandwich construction, which gives the reinforcement 56 a particularly high strength.
- an additional increase in the strength is achieved in that a profile-forming reinforcement is used, as in the FIGS. 5 and 6 is outlined by reference numeral 58.
- the increase in strength is achieved here by the fact that in a two-layer base element 60 with an inner fiber layer 62 and an outer fiber layer 64, the outer fiber layer is arranged in the form of a rib 66 forming a bulge, the latter for shape stabilization already in the textile structure by means of a Quernaht 68 is sewn.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
- Cage And Drive Apparatuses For Elevators (AREA)
- Lift-Guide Devices, And Elevator Ropes And Cables (AREA)
- Elevator Door Apparatuses (AREA)
- Types And Forms Of Lifts (AREA)
- Valve Device For Special Equipments (AREA)
- Forklifts And Lifting Vehicles (AREA)
Description
- Die Erfindung betrifft einen Fahrkorb mit den Merkmalen des Oberbegriffes von Patentanspruch 1. Ein derartiger Fahrkorb ist aus der
JP 343083 - Fahrkörbe mit einen Boden, eine Decke und Seitenwände umfassenden Fahrkorbelementen und mit eine Fang- oder Tragstruktur ausbildenden Tragelementen zur Führung und Halterung des Fahrkorbes an Führungen kommen bei Aufzuganlagen insbesondere in Hochhäusern zum Einsatz. Sie sollen mit möglichst geringem Energie- und Kostenaufwand einen sicheren und schnellen Transport von Personen und/oder Lasten ermöglichen. Vor allem bei sehr großen Förderhöhen ist es vorteilhaft, das Gewicht des Fahrkorbes sowie der zugeordneten Tragorgane möglichst gering zu halten. In diesem Zusammenhang wurde bereits die Substitution masseintensiver Stahlseile durch erheblich leichtere Aramidseile vorgeschlagen. Das Seilgewicht kann dadurch reduziert werden. Außerdem ermöglichen Aramidseile geringere Biegeradien als Stahlseile, so daß zum Antrieb drehmomentschwächere Motoren verwendet werden können. Um das Gewicht des Fahrkorbes zu reduzieren, wird in der
US-A-4,635,756 der Einsatz von Aluminium als Baumaterial vorgeschlagen, indem als Wandelemente Aluminiumblechtafeln zum Einsatz kommen. Damit läßt sich jedoch nur eine beschränkte Gewichtsreduzierung erzielen. - Aus der japanischen Veröffentlichung
JP 10081470 A EP 0 982 260 A1 ein Fahrkorb für einen Aufzug zum Transport von Lasten und/oder Personen bekannt, der einen Boden, eine Decke und Seitenwände umfassende Fahrkorbelemente aufweist sowie eine Fang- oder Tragstruktur ausbildende Tragelemente zur Führung und Halterung des Fahrkorbes an Führungen. Zur Gewichtsreduktion ist mindestens ein Fahrkorb- oder Tragelement zumindest teilweise aus einem faserverstärkten Werkstoff gefertigt, der ein Kunststoffmaterial oder ein metallisches Matrixsystem umfasst, in das Verstärkungsfasern eingebettet sind. - Aufgabe der vorliegenden Erfindung ist es, einen Fahrkorb der gattungsgemäßen Art derart auszugestalten, daß er ein möglichst geringes Gewicht und eine hohe Festigkeit aufweist.
- Diese Aufgabe wird durch einen Fahrkorb mit den Merkmalen von Patentanspruch 1 gelöst.
- Unter faserverstärktem Werkstoff wird vorliegend ein Werkstoff verstanden, in den Verstärkungsfasern, beispielsweise Glasfasern, Kunststoff- oder Kohlenstofffasern, in Form von Einzelfasern und/oder in Form eines textilen Gebildes eingebracht sind. Der Einsatz faserverstärkter Werkstoffe, insbesondere faserverstärkter Polymere, beispielsweise Duroplaste oder Thermoplaste, ermöglicht die Ausgestaltung eines Fahrkorbes in Leichtbauweise mit einem erheblich reduzierten Fahrkorbgewicht. Dadurch können höhere Fahrgeschwindigkeiten erzielt werden, wie sie insbesondere bei großen Gebäudehöhen sehr wünschenswert sind. Ein weiterer Vorteil gewichtsreduzierter Fahrkörbe ist darin zu sehen, daß zu ihrem Antrieb leistungsschwächere Motoren ausreichend sind, wodurch wiederum das Bauvolumen für die Aufzugsanlage, insbesondere in Bezug auf die Größe des Antriebes, vermindert werden kann.
- Wie bereits erläutert, kommt als Werkstoff ein Kunststoffmaterial zum Einsatz, in das Verstärkungsfasern eingebettet sind. Hierbei kann das Kunststoffmaterial eingefärbt sein, so daß die Farbgebung des faserverstärkten Fahrkorbteiles bereits bei dessen Herstellung erfolgt und ein nachträglicher Farbauftrag entfallen kann. Ebenso können durch Verwendung von mehr oder weniger transparentem und/oder mehr oder weniger eingefärbtem Kunststoff mit angepaßtem Faserverlauf Lichteffekte oder gar eine natürliche Beleuchtung erzielt werden. Dies kann bis zur Erreichung einer klaren Durchsicht wie bei einem Fenster geführt werden.
- Erfindungsgemäß bilden die Verstärkungsfasern mehrere übereinander angeordnete Lagen und sie sind variabelaxial ausgerichtet. Bei einer variabelaxialen Anordnung liegen die Verstärkungsfasern innerhalb der einzelnen Lagen des Geleges in unterschiedlicher Richtung vor und/oder die Fasern sind als gekrümmte Endlosfasern angeordnet, z.B. um ein Loch herum gelegt.
- Von besonderem Vorteil ist es, wenn die Verstärkungsfasern sogenannte Endlosfasern umfassen, das heißt sehr lange Fasern, da dadurch eine besonders hohe Festigkeit des faserverstärkten Fahrkorbteiles erzielt werden kann.
- Bei einer besonders bevorzugten Ausführungsform der Erfindung ist vorgesehen, daß die Verstärkungsfasern ein textiles Flächengebilde bilden. Letzteres kann in einer Ebene ausgerichtet sein, es kann jedoch auch vorgesehen sein, daß das textile Flächengebilde eine dreidimensionale Form aufweist, zum Beispiel die Form eines Hohlzylinders. Das textile Flächengebilde ist als Gewebe gebildet.
- Eine besonders hohe Festigkeit der Fahrkorb- oder Tragelemente kann dadurch erzielt werden, daß die Verstärkungsfasern in Form eines Geleges angeordnet sind, wobei die einzelnen Lagen des Geleges miteinander verbunden, beispielsweise miteinander vernäht sind.
- Erfindungsgemäß bilden die Verstärkungsfasern zur Erzielung einer bereichsweisen Verstärkung des jeweiligen Fahrkorb- oder Tragelementes ein räumliches Verstärkungsprofil, beispielsweise ein T-förmiges Profil. Ein derartiges Profil wird auf konstruktiv einfache Weise dadurch erzielt, daß die Verstärkungsfasern in der textilen Struktur eine Ausbuchtung aufweisen. Diese ist schon in der textilen Struktur durch Abnähen fixiert.
- Vorzugsweise ist zumindest ein Trag- oder Fahrkorbelement in Sandwich-Bauweise aufgebaut. Hierzu kann zwischen zwei Lagen von Verstärkungsfasern mit einer ersten Vorzugsausrichtung eine Lage von Verstärkungsfasern mit einer zweiten Vorzugsrichtung positioniert sein.
- Um zu vermeiden, daß die Festigkeit durch Öffnungen, Löcher oder Bohrungen in den Fahrkorb- oder Tragelementen stark verringert wird, ist bei einer bevorzugten Ausführungsform der Erfindung vorgesehen, daß die Verstärkungsfasern Endlosfasern umfassen, die um die Öffnungen zumindest teilweise herumgeführt sind. Die Ausgestaltung des Fahrkorb- oder Tragelementes mit einer Öffnung oder einer Bohrung hat somit kein Durchtrennen der Endlosfasern und damit keine Verschlechterung von deren Festigkeitseigenschaften zur Folge. So können die Verstärkungsfasern beispielsweise als Verstärkungsgewebe so ausgeführt sein, wobei die Fasern um Befestigungspunkte oder Bohrungsbereiche dicht herumgeführt werden.
- Bevorzugt ist zumindest ein Teil der Verstärkungsfasern kraftflußgerecht gelegt. Dies ermöglicht eine kraftflußgerechte, d.h. belastungsoptimierte Armierung des Fahrkorbes, indem nicht nur die Art des faserverstärkten Werkstoffes, sondern die gesamte Bauteilstruktur des faserverstärkten Fahrkorb- oder Tragelementes bei der Anordnung der Verstärkungsfasern Berücksichtigung findet. Die Verstärkungsfasern werden hierbei in Abhängigkeit von der beim Einsatz des Fahrkorbes auf das faserverstärkte Fahrkorb- oder Tragelement einwirkenden Belastung angeordnet, so daß mit möglichst geringem Materialeinsatz eine belastungsoptimierte Leichtbaukonstruktion des Fahrkorbes erzielt werden kann.
- So kann beispielsweise vorgesehen sein, daß zumindest ein Teil der Verstärkungsfasern entsprechend den auf das faserverstärkte Fahrkorb- oder Tragelement einwirkenden Kräften unterschiedlich dicht angeordnet ist.
- Zum Beispiel kann ein Fahrkorb- oder Tragelement einteilig aus Kunststoff gefertigt sein, wobei die eingebrachten Verstärkungsfasern eine ortsabhängige Dichte aufweisen, so daß Bereiche des faserverstärkten Fahrkorb- oder Tragelementes, an denen sehr hohe Kräfte angreifen, eine höhere Dichte an Verstärkungsfasern aufweisen als Bereiche mit einer geringeren Kraftbelastung.
- Alternativ und/oder ergänzend kann vorgesehen sein, daß zumindest ein Teil der Verstärkungsfasern entsprechend dem auf das faserverstärkte Fahrkorb- oder Tragelement einwirkenden Kraftflußverlauf ausgerichtet ist. Der Verlauf der vorzugsweise als Endlosfasern ausgebildeten Verstärkungsfasern ist somit an den jeweils auftretenden Kraftfluß angepaßt, und die Verstärkungsfasern bilden entsprechend dem vorherrschenden Kraftflußverlauf eine zweidimensionale oder dreidimensionale Faserverstärkung.
- Diese Verstärkung kann schon vor der Herstellung der Kunststoffteile als komplette textile Struktur gefertigt werden, wobei in dem textilen Teil Befestigungen, Kraftangriffe, Aussparungen und Kraftverläufe berücksichtigt und durch entsprechende Gewebeausbildung, Faserverschiebung, Abnäher usw. verwirklicht werden.
- Von besonderem Vorteil ist es, wenn die Tragelemente des Fahrkorbes, wie z.B. Fang- oder Tragrahmenteile, zumindest teilweise in die Fahrkorbelemente integriert sind, wobei die Fang- oder Tragfunktion übernehmenden Fahrkorbelemente zumindest teilweise aus einem faserverstärkten Werkstoff gefertigt sind. Der Fahrkorb kann somit selbsttragend ausgestaltet sein, wobei die erforderliche mechanische Stabilität der kombinierten Fahrkorb- und Tragelemente aufgrund des Einsatzes von faserverstärktem Werkstoff auf konstruktiv einfache Weise erzielt werden kann.
- Es kann beispielsweise vorgesehen sein, daß zumindest ein Fahrkorbelement, vorzugsweise zumindest ein Teilbereich einer Seitenwand des Fahrkorbes, aus einem faserverstärkten Werkstoff gefertigt ist.
- Bei einer besonders bevorzugten Ausführungsform des Fahrkorbes sind mehrere Trag- und/oder Fahrkorbelemente zu einem einteiligen Element zusammengefaßt. So können beispielsweise Bereiche des Bodens und Bereiche der Seitenwände zu einteiligen faserverstärkten Elementen zusammengefaßt sein, zum Beispiel als wannenförmiges Teil. Dies ermöglicht eine kostengünstige Fertigung und Montage, wobei durch die vorzugsweise kraftflußgerechte Faserverstärkung die erforderliche Festigkeit gewährleistet ist.
- Der Einsatz von faserverstärktem Werkstoff bei einem Fahrkorb ist nicht auf dessen Fahrkorb- oder Tragelemente beschränkt. Bei einer vorteilhaften Ausführungsform ist vielmehr vorgesehen, daß mindestens eine Tür des Fahrkorbes zumindest teilweise aus faserverstärktem Werkstoff gefertigt ist. So können beispielsweise Türblätter, Türschwellen oder das Gehänge einer Tür zumindest teilweise aus faserverstärktem Werkstoff hergestellt sein.
- Eine erhebliche Verringerung des zum Verfahren des Fahrkorbes erforderlichen Energieaufwandes und der Fahrtwindgeräusche kann dadurch erzielt werden, daß die Fahrkorbaußenkontur strömungsgünstig ausgebildet ist, beispielsweise in Fahrtrichtung im Boden- und/oder Dekkenbereich eine konvexe Ausgestaltung aufweist und/oder abgerundete Ecken und Kanten. Eine derartige Ausgestaltung kann bei Einsatz eines faserverstärkten Kunststoffes auf kostengünstige Weise mit verschiedenen Herstellverfahren wie beispielsweise Preßtechnik, RTM-Technik, Wickeltechnik oder Autoklavtechnik erzielt werden. Die bei Einsatz von bisher nach Stand der Technik üblichen Blechtafeln auftretende strömungsungünstige Profilierung kann entfallen, es können vielmehr strömungsgünstig abgerundete Formen zum Einsatz kommen, so daß der Luftwiderstand des Fahrkorbes beträchtlich verringert werden kann.
- Vorzugsweise bildet der faserverstärkte Werkstoff ein Laminat. Dies gibt die Möglichkeit, dekorativ zu gestaltende Sichtflächen, beispielsweise Holz- oder Edelstahloberflächen, durch Einlaminieren von Deckfolien, Furnieren oder dünnen Dekorblechen als Deckschicht in das Laminat zu erzielen, so daß auf kostengünstige Weise eine ästhetisch anspruchsvolle Ausgestaltung des in Leichtbauweise ausgestalteten Fahrkorbes erzielt werden kann.
- Die nachfolgende Beschreibung einer bevorzugten Ausführungsform der Erfindung dient im Zusammenhang mit der Zeichnung der näheren Erläuterung. Es zeigen:
- Figur 1:
- eine schematische Seitenansicht eines Fahrkorbes mit einer vereinfachten Illustration auftretender Kräfte;
- Figur 2:
- eine schematische Seitenansicht des Fahrkorbes gemäß
Figur 1 mit vereinfachter Illustration einer Faserverstärkung; - Figur 3:
- eine schematische schaubildliche Darstellung eines Verstärkungsprofiles;
- Figur 4:
- eine Draufsicht auf das Verstärkungsprofil gemäß
Figur 3 ; - Figur 5:
- eine schematische schaubildliche Darstellung einer Ausführungsform eines Verstärkungsprofils und
- Figur 6:
- eine Draufsicht auf das Verstärkungsprofil gemäß
Figur 5 . - In
Figur 1 ist vereinfacht ein Fahrkorb 10 einer Aufzuganlage dargestellt, der entlang inFigur 1 nur strichpunktiert angedeuteter, an sich bekannter Führungsschienen 12 mittels einer in der Zeichnung nicht dargestellten, an sich bekannten Antriebseinheit verfahren werden kann. Der Fahrkorb 10 umfaßt einander seitlich gegenüberstehende Seitenwände, wobei in der Zeichnung lediglich eine Seitenwand 14 ersichtlich ist. Die Seitenwände 14 sind über einen Boden 16 sowie eine nach außen gewölbte Decke 18 miteinander verbunden. Der Fahrkorb 10 umfaßt außerdem zwei Fahrkorbtüren 20, 22, über die der Innenraum des Fahrkorbes 10 zugänglich ist. - Der Decke 18 benachbart weist der Fahrkorb 10 eine schematisch dargestellte Fangvorrichtung 24 auf, die seitlich über die Seitenwände 14 vorsteht und mittels Fangzangen 26 die Führungsschienen 12 umgreift, so daß der Fahrkorb 10 mittels der Fangzangen 26 an den Führungsschienen 12 gehalten werden kann.
- Der Fahrkorb 10 ist selbsttragend ausgestaltet, d.h. die Seitenwände 14, der Boden 16 und die Decke 18 bilden nicht nur Fahrkorbelemente zur Begrenzung des Innenraumes des Fahrkorbes, sondern sie übernehmen gleichzeitig die Funktion von Tragelementen, so daß separate Tragrahmenteile, beispielsweise in Form eines separaten Rucksackrahmens, entfallen können.
- Zur Veranschaulichung der wesentlichen mechanischen Kräfte, die auf den Fahrkorb 10 einwirken, wenn der Fahrkorb 10 mittels der Fangzangen 26 an den Führungsschienen 12 verzögert und anschließend gehalten wird, ist in
Figur 1 durch den Pfeil 28 die in die Führungsschienen 12 eingeleitete Fangkraft FF illustriert, die Pfeile 30 veranschaulichen die auf den Boden 16 einwirkende Nutzlast FN, die aus Gründen der Vereinfachung als gleichmäßig über den Boden 16 verteilte Streckenlast dargestellt ist, und die von den Fahrkorbtüren 20 und 22 auf den Boden 16 ausgeübten Gewichtskräfte FG werden durch die Pfeile 32 bzw. 34 symbolisiert. Alle weiteren Kräfte, die beim Betrieb des Fahrkorbes 10 auftreten, wurden zur Erzielung einer besseren Übersichtlichkeit weggelassen. - Die auf den Boden 16 einwirkenden Kräfte werden über die Seitenwände 14 und die Deckenwand 18 auf die Fangvorrichtung 24 übertragen. Hierzu sind die Seitenwände 14 sowie der Boden 16 und die Decke 18 aus einem faserverstärkten Kunststoffmaterial gefertigt, indem in das Kunststoffmaterial, beispielsweise ein Polymer, Endlosfasern, beispielsweise Glas-, Aramid- oder Kohlenstofffasern, eingearbeitet sind, die den Wänden eine sehr hohe Festigkeit verleihen. Dies ermöglicht eine erhebliche Gewichtsreduzierung des Fahrkorbes 10.
- Die Faserverstärkung erfolgt mittels sogenannter Endlosfasern, d.h. sehr langer Fasern, wobei mehrere Lagen von Endlosfasern übereinander angeordnet sind. Der Verlauf der Endlosfasern ist in
Figur 2 am Beispiel der Seitenwände 14 vereinfacht dargestellt. Die mehrlagige Faseranordnung der Seitenwände 14 umfaßt hierbei mindestens eine Lage in Form eines Gewebes 36, das sich gleichmäßig über die einstückig ausgestalteten Seitenwände 14 erstreckt. Zusätzlich kommt mindestens eine Lage strahlenförmig auf die Fangvorrichtung 24 zulaufender Fasern 38 zum Einsatz, die an den sich in den Seitenwänden 14 ausbildenden Kraftflußverlauf angepaßt sind und somit eine belastungsoptimierte Verstärkung der Seitenwände 14 sicherstellen. Die strahlenförmig angeordneten Fasern 38 sind unterschiedlich dicht gepackt dergestalt, daß die von den äußeren, den Fahrkorbtüren 20 und 22 benachbart angeordneten Randbereichen 40 bzw. 42 des Bodens 16 ausgehenden Fasern dichter gepackt sind als die von einem zentralen Bereich 44 des Bodens 16 ausgehenden Fasern. In der Anordnung und dem Verlauf der strahlenförmigen Fasern 38 spiegelt sich somit die mechanische Belastung, die von dem Boden 16 über die Seitenwände 14 auf die Fangvorrichtung 24 übertragen wird. - Die
Figuren 3 und 4 zeigen vereinfacht eine Verstärkung, wie sie insbesondere für den eine Tragfunktion übernehmenden Boden 16, aber auch für die Decke 18 und/oder die Seitenwände 14 sowie auch für Teile der Fahrkorbtüren 20 und 22, beispielsweise für deren Türblätter, zum Einsatz kommen kann. Hierbei findet ein zweilagiges Grundelement 46 Verwendung mit einer inneren Faserlage 48 und einer äußeren Faserlage 50. Die zusätzliche Verstärkung des Grundelementes erfolgt durch Aufdoppelung, indem zwei weitere Faserlagen in Form einer breiten Faserbahn 52 und einer schmalen Faserbahn 54 auf die äußeren Faserlage 50 aufgebracht werden. Sämtliche Faserlagen 48 bis 54 sind in Kunststoffmaterial eingebettet. Im dargestellten Ausführungsbeispiel bilden die einzelnen Lagen der insgesamt mit dem Bezugszeichen 56 belegten Verstärkung jeweils ein Fasergewebe, wobei das Gewebe der zwischen der äußeren Faserlage 50 und der schmalen Faserbahn 54 positionierten breiten Faserbahn 52 schräg zu den angrenzenden Geweben ausgerichtet ist, so daß die Verstärkung 56 insgesamt eine Sandwich-Bauweise aufweist, die der Verstärkung 56 eine besonders hohe Festigkeit verleiht. - Bei der erfindungsgemäßen Ausgestaltung des Fahrkorbes 10 wird eine zusätzliche Erhöhung der Festigkeit dadurch erzielt, daß eine profilbildende Verstärkung Verwendung findet, wie sie in den
Figuren 5 und 6 mit dem Bezugszeichen 58 skizziert ist. Die Erhöhung der Festigkeit wird hierbei dadurch erzielt, daß bei einem zweilagigen Grundelement 60 mit einer inneren Faserlage 62 und einer äußeren Faserlage 64 die äußere Faserlage in Form einer eine Rippe 66 bildenden Ausbuchtung angeordnet ist, wobei letztere zur Formstabilisierung schon in der textilen Struktur mittels einer Quernaht 68 vernäht ist. - Der Einsatz der zusätzlichen Verstärkungen 56 oder 58 sowie die belastungsoptimierte Anordnung von Verstärkungsfasern, wie sie voranstehend unter Bezugnahme auf
Figur 2 erläutert wurden, ermöglichen eine besonders vorteilhafte Ausgestaltung des Fahrkorbes 10 in Leichtbauweise, wobei Fahrkorbteile aus faserverstärktem Kunststoffmaterial gefertigt sind. Der Einsatz dieses Materials gibt außerdem die Möglichkeit, die Fahrkorbaußenkontur strömungsgünstig auszugestalten, indem beispielsweise - wie in denFiguren 1 und 2 dargestellt - die Deckenwand 18 eine konvexe Ausgestaltung erhält, die eine Verringerung des Strömungswiderstandes zur Folge hat.
Claims (14)
- Fahrkorb (10) für einen Aufzug zum Transport von Lasten und/oder Personen in einem Aufzugschacht mit einen Boden (16), eine Decke (18) und Seitenwände (14) umfassenden Fahrkorbelementen und mit eine Fang- oder Tragstruktur ausbildenden Tragelementen zur Führung und Halterung des Fahrkorbes (10) an Führungen (12), wobei mindestens ein Fahrkorb- oder Tragelement (14, 16, 18) zumindest teilweise aus einem faserverstärkten Werkstoff gefertigt ist und der faserverstärkte Werkstoff ein Kunststoffmaterial umfasst, in das Verstärkungsfasern eingebettet sind, wobei die Verstärkungsfasem mehrere übereinander angeordnete Lagen (48, 50, 52, 54) bilden und die Verstärkungsfasern variabelaxial ausgerichtet sind, dadurch gekennzeichnet, dass die Verstärkungsfasern ein räumliches Verstärkungsprofil (56, 58) bilden in Form eines zweilagigen Grundelements (60) mit einer inneren Faserlage (62) und einer äußeren Faserlage (64), wobei die äußerte Faserlage (64) in Form einer eine Rippe (66) bildenden Ausbuchtung angeordnet ist, die zur Formstabilisierung schon in der textilen Struktur mittels einer Quernaht (68) vernäht ist, und wobei die innere Faserlage (62) und die äußere Faserlage (64) jeweils ein Fasergewebe bilden.
- Fahrkorb nach Anspruch 1, dadurch gekennzeichnet, dass das Kunststoffmaterial eingefärbt ist.
- Fahrkorb nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Verstärkungsfasern sogenannte Endlosfasern (38) umfassen.
- Fahrkorb nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, dass die Verstärkungsfasern ein textiles Flächengebilde (36) bilden.
- Fahrkorb nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass zumindest ein Trag- und/oder Fahrkorbelement in Sandwich-Bauweise aufgebaut ist.
- Fahrkorb nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass zumindest ein Teil der Verstärkungsfasern (38) kraftflussgerecht gelegt ist.
- Fahrkorb nach Anspruch 6, dadurch gekennzeichnet, dass zumindest ein Teil der Verstärkungsfasern (38) entsprechend der auf das faserverstärkte Fahrkorb- oder Tragelement (14) einwirkenden Kräfte (30, 32, 34) unterschiedlich dicht angeordnet ist.
- Fahrkorb nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass zumindest ein Teil der Verstärkungsfasern (38) entsprechend dem auf das faserverstärkte Fahrkorb- oder Tragelement (14) einwirkenden Kraftflussverlauf ausgerichtet ist.
- Fahrkorb nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die Tragelemente in die Fahrkorbelemente (14, 16, 18) zumindest teilweise integriert sind, wobei die eine Fang- oder Tragfunktion übernehmenden Fahrkorbelemente (14, 16, 18) zumindest teilweise aus dem faserverstärkten Werkstoff gefertigt sind.
- Fahrkorb nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass mehrere Trag- und/oder Fahrkorbelemente zum einem einteiligen Element zusammengefasst sind.
- Fahrkorb nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass der Fahrkorb (10) mindestens eine Tür (20, 22) aufweist, die zumindest teilweise aus faserverstärktem Werkstoff gefertigt ist.
- Fahrkorb (10) nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die Fahrkorbaußenkontur unter Einsatz eines faserverstärkten Kunststoffes strömungsgünstig ausgebildet ist.
- Fahrkorb (10) nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass der faserverstärkte Werkstoff ein Laminat bildet, wobei Sichtflächen des Laminates durch Einlaminieren von Deckfolien, Furnieren oder dünnen Dekorblechen hergestellt sind.
- Fahrkorb nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass der Werkstoff ein teiltransparentes oder volltransparentes Kunststoffmaterial umfasst.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES01113375.8T ES2338862T5 (es) | 2001-06-01 | 2001-06-01 | Cabina de elevador |
| AT01113375T ATE459570T1 (de) | 2001-06-01 | 2001-06-01 | Fahrkorb für einen aufzug |
| DE50115372T DE50115372D1 (de) | 2001-06-01 | 2001-06-01 | Fahrkorb für einen Aufzug |
| EP01113375.8A EP1262438B2 (de) | 2001-06-01 | 2001-06-01 | Fahrkorb für einen Aufzug |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01113375.8A EP1262438B2 (de) | 2001-06-01 | 2001-06-01 | Fahrkorb für einen Aufzug |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1262438A1 EP1262438A1 (de) | 2002-12-04 |
| EP1262438B1 EP1262438B1 (de) | 2010-03-03 |
| EP1262438B2 true EP1262438B2 (de) | 2014-04-16 |
Family
ID=8177614
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01113375.8A Expired - Lifetime EP1262438B2 (de) | 2001-06-01 | 2001-06-01 | Fahrkorb für einen Aufzug |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1262438B2 (de) |
| AT (1) | ATE459570T1 (de) |
| DE (1) | DE50115372D1 (de) |
| ES (1) | ES2338862T5 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009005000A1 (de) * | 2009-01-09 | 2010-12-02 | Christopher Schiese | Aufzugskabine und Aufzug |
| DE102015218407A1 (de) * | 2015-09-24 | 2017-03-30 | Thyssenkrupp Ag | Flächiges Fahrkorbelement für eine Aufzugsanlage |
Citations (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1778493A1 (de) † | 1968-05-06 | 1971-08-05 | Bolenz & Schaefer Maschf | Verfahren zum Herstellen von Fahrzeugdaechern |
| EP0008955A1 (de) † | 1978-09-12 | 1980-03-19 | Jacmir Nominees Pty Ltd. | Feuerbeständiges Bauteil |
| EP0192264A2 (de) † | 1985-02-22 | 1986-08-27 | Ems-Inventa AG | Thermoplastische glasfaserverstärkte Polyamidformmassen |
| US4635756A (en) † | 1985-07-09 | 1987-01-13 | Westinghouse Electric Corp. | Elevator cab |
| US4963408A (en) † | 1988-06-13 | 1990-10-16 | Mono-Lite Corporation | Structural unitary composite laminate structure and method for making same |
| EP0479238A2 (de) † | 1990-10-01 | 1992-04-08 | Mitsubishi Denki Kabushiki Kaisha | Aufzugsschachttürvorrichtung |
| JPH0516315A (ja) † | 1991-07-11 | 1993-01-26 | Toto Ltd | 石目調積層体 |
| EP0525509A1 (de) † | 1991-07-27 | 1993-02-03 | BASF Aktiengesellschaft | Schichtstoffe |
| US5207295A (en) † | 1991-10-01 | 1993-05-04 | Otis Elevator Company | Lightweight prefabricated elevator cab |
| JPH05309810A (ja) † | 1992-05-14 | 1993-11-22 | Matsushita Electric Ind Co Ltd | 柄模様の凹凸成形体 |
| US5362345A (en) † | 1992-01-28 | 1994-11-08 | Inventio Ag | Method of manufacturing integral railway coach bodies |
| JPH0873157A (ja) † | 1994-09-05 | 1996-03-19 | Toray Ind Inc | エレベータ用かご |
| JPH09295782A (ja) † | 1996-03-04 | 1997-11-18 | Toray Ind Inc | エレベータ用かご |
| EP0818289A2 (de) † | 1996-07-13 | 1998-01-14 | Institut für Polymerforschung Dresden e.V. | Kraftflussgerechter, multiaxialer mehrlagiger Faservorformling mit zumindest bereichsweiser Z-Achsen-Verstärkung und ein Verfahren zu seiner Herstellung |
| EP0825082A1 (de) † | 1996-08-15 | 1998-02-25 | Inventio Ag | Wagenkasten in Hybridbauweise und Verfahren zu seiner Herstellung |
| DE19639339A1 (de) † | 1996-09-25 | 1998-03-26 | Deutsche Waggonbau Ag | Schalenstruktur aus faserverstärktem Kunststoff für Fahrzeuge oder Behälter, insbesondere für Wagenkästen von Schienenfahrzeugen |
| EP0670257B1 (de) † | 1994-02-24 | 1998-04-01 | Max Horlacher | Leichtbaufahrzeug |
| EP0836976A1 (de) † | 1996-10-21 | 1998-04-22 | ABB Daimler-Benz Transportation (Technology) GmbH | Schienenfahrzeug |
| EP0567845B1 (de) † | 1992-04-26 | 1998-07-08 | Institut für Polymerforschung Dresden e.V. | Formbares, multiaxiales Verstärkungsgebilde |
| JPH10316332A (ja) † | 1997-05-20 | 1998-12-02 | Toshiba Corp | エレベータのかご |
| DE19608127C2 (de) † | 1996-03-02 | 1998-12-03 | Daimler Benz Ag | Verfahren zum Herstellen eines Faserverbundbauteils |
| WO1999033743A1 (en) † | 1997-12-23 | 1999-07-08 | Kone Corporation | Elevator car |
| WO1999044811A1 (de) † | 1998-03-04 | 1999-09-10 | Eldra Kunststofftechnik Gmbh | Faserverbundwerkstoff-sandwichbauteil und herstellungsverfahren |
| JPH11343083A (ja) † | 1998-03-30 | 1999-12-14 | Toray Ind Inc | エレベ―タ―用かご |
| DE19834772A1 (de) † | 1998-08-01 | 2000-02-10 | Inst Verbundwerkstoffe Gmbh | Faser-Kunststoff-Verbund-Bauteile mit Inserts |
| EP0982260A1 (de) † | 1998-08-17 | 2000-03-01 | Inventio Ag | Einrichtung zur Verminderung von Windgeräuschen an schnelllaufenden Aufzugskabinen |
| US6059369A (en) † | 1997-05-01 | 2000-05-09 | Lear Corporation | Composite vehicle seat back frame and method of manufacturing thereof |
| WO2000034031A1 (en) † | 1998-12-04 | 2000-06-15 | Bae Systems Plc | Composite laminates |
| EP0768167B1 (de) † | 1995-10-10 | 2000-09-06 | Richard Dipl.-Ing. Pott | 45-Grad-Verstärkungsfasergelege, mittels klebefähigem Fadengitter fixiert, in Form einer zweilagigen kontinuierlichen Bahn und Vorrichtung zur Herstellung desselben |
| JP2000344446A (ja) † | 1999-06-04 | 2000-12-12 | Toray Ind Inc | エレベーター用かご |
| WO2000074927A1 (en) † | 1999-06-04 | 2000-12-14 | Eugenia Kumacheva | Method of producing three dimensional assembly of particles in ordered arrays |
| WO2001009404A2 (en) † | 1999-07-30 | 2001-02-08 | Hankuk Fiber Glass Co., Ltd. | Surface sheet, sandwich structure and articles using them |
| JP2003044446A (ja) † | 2001-07-30 | 2003-02-14 | Kanazawa Inst Of Technology | 分散型著作権保護方法、およびその方法を利用可能なコンテンツ公開装置、監視サーバならびにシステム |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0825708B2 (ja) * | 1989-03-07 | 1996-03-13 | 三菱電機株式会社 | エレベータのかご室 |
| JPH1081470A (ja) * | 1996-08-30 | 1998-03-31 | Otis Elevator Co | サイドフォーク型エレベーターのかご |
| JPH10286835A (ja) * | 1997-04-14 | 1998-10-27 | Yamaha Oofunato Seizo Kk | 繊維強化プラスチック製成型品およびその製造方法 |
-
2001
- 2001-06-01 DE DE50115372T patent/DE50115372D1/de not_active Expired - Lifetime
- 2001-06-01 ES ES01113375.8T patent/ES2338862T5/es not_active Expired - Lifetime
- 2001-06-01 AT AT01113375T patent/ATE459570T1/de active
- 2001-06-01 EP EP01113375.8A patent/EP1262438B2/de not_active Expired - Lifetime
Patent Citations (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1778493A1 (de) † | 1968-05-06 | 1971-08-05 | Bolenz & Schaefer Maschf | Verfahren zum Herstellen von Fahrzeugdaechern |
| EP0008955A1 (de) † | 1978-09-12 | 1980-03-19 | Jacmir Nominees Pty Ltd. | Feuerbeständiges Bauteil |
| EP0192264A2 (de) † | 1985-02-22 | 1986-08-27 | Ems-Inventa AG | Thermoplastische glasfaserverstärkte Polyamidformmassen |
| US4635756A (en) † | 1985-07-09 | 1987-01-13 | Westinghouse Electric Corp. | Elevator cab |
| US4963408A (en) † | 1988-06-13 | 1990-10-16 | Mono-Lite Corporation | Structural unitary composite laminate structure and method for making same |
| EP0479238A2 (de) † | 1990-10-01 | 1992-04-08 | Mitsubishi Denki Kabushiki Kaisha | Aufzugsschachttürvorrichtung |
| JPH0516315A (ja) † | 1991-07-11 | 1993-01-26 | Toto Ltd | 石目調積層体 |
| EP0525509A1 (de) † | 1991-07-27 | 1993-02-03 | BASF Aktiengesellschaft | Schichtstoffe |
| US5207295A (en) † | 1991-10-01 | 1993-05-04 | Otis Elevator Company | Lightweight prefabricated elevator cab |
| US5362345A (en) † | 1992-01-28 | 1994-11-08 | Inventio Ag | Method of manufacturing integral railway coach bodies |
| EP0567845B1 (de) † | 1992-04-26 | 1998-07-08 | Institut für Polymerforschung Dresden e.V. | Formbares, multiaxiales Verstärkungsgebilde |
| JPH05309810A (ja) † | 1992-05-14 | 1993-11-22 | Matsushita Electric Ind Co Ltd | 柄模様の凹凸成形体 |
| EP0670257B1 (de) † | 1994-02-24 | 1998-04-01 | Max Horlacher | Leichtbaufahrzeug |
| JPH0873157A (ja) † | 1994-09-05 | 1996-03-19 | Toray Ind Inc | エレベータ用かご |
| EP0768167B1 (de) † | 1995-10-10 | 2000-09-06 | Richard Dipl.-Ing. Pott | 45-Grad-Verstärkungsfasergelege, mittels klebefähigem Fadengitter fixiert, in Form einer zweilagigen kontinuierlichen Bahn und Vorrichtung zur Herstellung desselben |
| DE19608127C2 (de) † | 1996-03-02 | 1998-12-03 | Daimler Benz Ag | Verfahren zum Herstellen eines Faserverbundbauteils |
| JPH09295782A (ja) † | 1996-03-04 | 1997-11-18 | Toray Ind Inc | エレベータ用かご |
| EP0818289A2 (de) † | 1996-07-13 | 1998-01-14 | Institut für Polymerforschung Dresden e.V. | Kraftflussgerechter, multiaxialer mehrlagiger Faservorformling mit zumindest bereichsweiser Z-Achsen-Verstärkung und ein Verfahren zu seiner Herstellung |
| EP0825082A1 (de) † | 1996-08-15 | 1998-02-25 | Inventio Ag | Wagenkasten in Hybridbauweise und Verfahren zu seiner Herstellung |
| DE19639339A1 (de) † | 1996-09-25 | 1998-03-26 | Deutsche Waggonbau Ag | Schalenstruktur aus faserverstärktem Kunststoff für Fahrzeuge oder Behälter, insbesondere für Wagenkästen von Schienenfahrzeugen |
| EP0836976A1 (de) † | 1996-10-21 | 1998-04-22 | ABB Daimler-Benz Transportation (Technology) GmbH | Schienenfahrzeug |
| US6059369A (en) † | 1997-05-01 | 2000-05-09 | Lear Corporation | Composite vehicle seat back frame and method of manufacturing thereof |
| JPH10316332A (ja) † | 1997-05-20 | 1998-12-02 | Toshiba Corp | エレベータのかご |
| WO1999033743A1 (en) † | 1997-12-23 | 1999-07-08 | Kone Corporation | Elevator car |
| WO1999044811A1 (de) † | 1998-03-04 | 1999-09-10 | Eldra Kunststofftechnik Gmbh | Faserverbundwerkstoff-sandwichbauteil und herstellungsverfahren |
| JPH11343083A (ja) † | 1998-03-30 | 1999-12-14 | Toray Ind Inc | エレベ―タ―用かご |
| DE19834772A1 (de) † | 1998-08-01 | 2000-02-10 | Inst Verbundwerkstoffe Gmbh | Faser-Kunststoff-Verbund-Bauteile mit Inserts |
| EP0982260A1 (de) † | 1998-08-17 | 2000-03-01 | Inventio Ag | Einrichtung zur Verminderung von Windgeräuschen an schnelllaufenden Aufzugskabinen |
| WO2000034031A1 (en) † | 1998-12-04 | 2000-06-15 | Bae Systems Plc | Composite laminates |
| JP2000344446A (ja) † | 1999-06-04 | 2000-12-12 | Toray Ind Inc | エレベーター用かご |
| WO2000074927A1 (en) † | 1999-06-04 | 2000-12-14 | Eugenia Kumacheva | Method of producing three dimensional assembly of particles in ordered arrays |
| WO2001009404A2 (en) † | 1999-07-30 | 2001-02-08 | Hankuk Fiber Glass Co., Ltd. | Surface sheet, sandwich structure and articles using them |
| JP2003044446A (ja) † | 2001-07-30 | 2003-02-14 | Kanazawa Inst Of Technology | 分散型著作権保護方法、およびその方法を利用可能なコンテンツ公開装置、監視サーバならびにシステム |
Non-Patent Citations (6)
| Title |
|---|
| "The composite materials handbook-MIL 17, Materials, Usage, Design, and Analysis", vol. 3, 1999, TECHNOMIC PUBLISHING CO. & ASTM, BASEL, pages: 1-2 - 4-57 † |
| A. MIRAVETE: "3-D textile reinforcements in composite materials", 1999, WOODHEAD PUBLISHING LIMITED, ENGLAND, pages: 10 - 30 † |
| H, P ZEPF ET AL.: "Faserverbundwerkstroffe mit thermoplastischer Matrix", 1997, EXPERT VERLAG, RENNINGEN-MALMSHEIM, pages: 3 - 186 † |
| M. FLEMMING ET AL.: "Faserverbundbauweisen, Fasern und Matrices", 1995, SPRINGER, BERLIN HEIDELBERG - NEW YORK, pages: 264 - 268 † |
| Safety rules for the construction and installation of lifts, EN 81-1: 1998,1999 † |
| W. MICHAELI ET AL.: "Einführung in die Technologie der Faserverbundwerkstoffe", 1989, CARL-HANSER VERLAG, MÜNCHEN - WIEN, pages: 1 - 174 † |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE459570T1 (de) | 2010-03-15 |
| ES2338862T5 (es) | 2014-05-28 |
| EP1262438B1 (de) | 2010-03-03 |
| EP1262438A1 (de) | 2002-12-04 |
| ES2338862T3 (es) | 2010-05-13 |
| DE50115372D1 (de) | 2010-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69622365T2 (de) | Verkleidungsplatte und laderaum eines lastkraftwagens | |
| DE69616182T2 (de) | Container aus Faserverstärktem Kunststoff | |
| EP1581380B1 (de) | Strukturbauteil aus faserverstärktem thermoplastischem kunststoff | |
| DE10153025B4 (de) | Aufprallträger einer Fahrzeugkarosserie | |
| DE19956394B4 (de) | Verfahren zur Herstellung eines Profiles aus einem Hybridwerkstoff | |
| EP1957360B1 (de) | Luftfahrzeug-druckkabinentür aus faserverbundwerkstoff | |
| WO1997043158A1 (de) | Wagenkasten eines schienenfahrzeuges | |
| DE102013213711A1 (de) | Verfahren zur Herstellung eines Strukturbauteils für Kraftfahrzeuge aus einem Organoblech | |
| EP0995667A1 (de) | Verbundbauteil für Fahrzeugkarosserien | |
| EP3536604B1 (de) | Frachtdeck eines flugzeugs und verfahren zur herstellung eines bodenmoduls | |
| EP0242552B1 (de) | Biegeträger | |
| EP1631520A1 (de) | Handlauf, handlauff hrungssystem, sowie handlaufantriebssyst em einer fahrtreppe oder eines fahrsteigs | |
| EP2374713A2 (de) | Türrahmenanordnung und Tür, insbesondere für Luft- oder Raumfahrzeuge | |
| EP0658644A2 (de) | Gewebe, Prepeg aus diesem Gewebe, Leichtbauteil aus derartigen Prepregs, Überkopf-Gepäckablage für Flugzeuge | |
| EP4263317B1 (de) | Querträger für ein drehgestell und verfahren zu dessen herstellung | |
| DE102011017460A1 (de) | Faserverbundbauteil, Flügelspitzenverlängerung und Flugzeug mit einem Faserverbundteil | |
| EP2520490B1 (de) | Verwendung eines Leichtbauelements | |
| DE202017102169U1 (de) | Fertigung gekrümmter Strukturbauteile aus Faserverbundwerkstoff | |
| EP3575189B1 (de) | B-säule für eine kraftfahrzeugkarosserie sowie kraftfahrzeugkarosserie mit einer solchen b-säule | |
| EP1262438B2 (de) | Fahrkorb für einen Aufzug | |
| DE3726909C2 (de) | ||
| DE60315027T2 (de) | Aufzug | |
| EP1011963B1 (de) | Verfahren zum herstellen von ausschnitten in faserverbund-sandwichstrukturen und dadurch hergestellter ausschnitt | |
| EP1044796A2 (de) | Mehrschichtiges Verbundbauelement sowie Verfahren zu dessen Herstellung | |
| EP3083208B1 (de) | Akustik-kabinenpaneel und verfahren zur herstellung eines akustik-kabinenpaneels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20020301 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THYSSENKRUPP AUFZUGSWERKE GMBH |
|
| AKX | Designation fees paid |
Designated state(s): AT CH DE ES FR GB LI |
|
| 17Q | First examination report despatched |
Effective date: 20070427 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THYSSENKRUPP ELEVATOR AG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: THUMM, GERHARD, Inventor name: KNIPPSCHILD, LOTHAR DR. Inventor name: REUTER, GUENTER DR. |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG |
|
| REF | Corresponds to: |
Ref document number: 50115372 Country of ref document: DE Date of ref document: 20100415 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2338862 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: OTIS ELEVATOR COMPANY Effective date: 20101203 Opponent name: INVENTIO AG Effective date: 20101203 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50115372 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 50115372 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: THYSSENKRUPP ELEVATOR AG Free format text: THYSSENKRUPP ELEVATOR AG#AUGUST-THYSSEN-STRASSE 1#40211 DUESSELDORF (DE) -TRANSFER TO- THYSSENKRUPP ELEVATOR AG#THYSSENKRUPP ALLEE 1#45134 ESSEN (DE) |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCOW Free format text: THYSSENKRUPP ELEVATOR AG;THYSSENKRUPP ALLEE 1;45143 ESSEN (DE) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20120926 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20140416 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT CH DE ES FR GB LI |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 50115372 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AELC |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 50115372 Country of ref document: DE Effective date: 20140416 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2338862 Country of ref document: ES Kind code of ref document: T5 Effective date: 20140528 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50115372 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150619 Year of fee payment: 15 Ref country code: ES Payment date: 20150626 Year of fee payment: 15 Ref country code: GB Payment date: 20150618 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150619 Year of fee payment: 15 Ref country code: AT Payment date: 20150619 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50115372 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 459570 Country of ref document: AT Kind code of ref document: T Effective date: 20160601 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160601 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160601 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170620 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160602 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20181203 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |