EP2312063A2 - Abdeckung mit verschleißfester Oberfläche sowie Verfahren zu deren Herstellung - Google Patents
Abdeckung mit verschleißfester Oberfläche sowie Verfahren zu deren Herstellung Download PDFInfo
- Publication number
- EP2312063A2 EP2312063A2 EP10176712A EP10176712A EP2312063A2 EP 2312063 A2 EP2312063 A2 EP 2312063A2 EP 10176712 A EP10176712 A EP 10176712A EP 10176712 A EP10176712 A EP 10176712A EP 2312063 A2 EP2312063 A2 EP 2312063A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cover
- cast iron
- wear
- layer
- activation layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02D—FOUNDATIONS; EXCAVATIONS; EMBANKMENTS; UNDERGROUND OR UNDERWATER STRUCTURES
- E02D29/00—Independent underground or underwater structures; Retaining walls
- E02D29/12—Manhole shafts; Other inspection or access chambers; Accessories therefor
- E02D29/14—Covers for manholes or the like; Frames for covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D15/00—Casting using a mould or core of which a part significant to the process is of high thermal conductivity, e.g. chill casting; Moulds or accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/18—Measures for using chemical processes for influencing the surface composition of castings, e.g. for increasing resistance to acid attack
Definitions
- the invention relates to a cover made of cast iron with at least one surface subject to abrasion according to the preamble of claim 1 and to a method for producing such a cover.
- Covers, attachments, other items for line and point drainage as well as tree protection grates and tree protection systems have long been used in road construction.
- these components are made of cast iron, since sometimes act on the covers high traffic loads.
- the invention provides that the surface subjected to abrasion at least in sections has a wearing layer and the wearing layer is partially formed by a white solidification of the cast iron.
- the cover according to the invention makes no difference whether it is a manhole cover, an inlet grate, an attachment for road entrances or a tree protection system.
- a comparatively thin wear layer formed by white-solidified cast iron the durability of such covers can be significantly increased.
- the solidification of iron-carbon alloys after the metastable system ensures that the wear layer is made harder than the rest of the cast iron, which is gray solidified.
- a white-frozen microstructure zone ensures that the cover according to the invention can thus withstand the abrasion loads significantly better than a conventional cast iron cover.
- a cover is inexpensive to manufacture.
- the abrasion-loaded surface need not necessarily be at the top of the cover. For example, the contact surface of the cover to the frame is also exposed to increased abrasion stress.
- the formation of the wear layer such that it has a Brinell hardness greater than 275 HBW and less than 350 HBW. In this hardness range, surface abrasion is already best prevented. A hardness above 350 HBW makes the wear layer brittle. Fast pulse loads then gradually destroy them, negatively affecting the life of the entire cover.
- a development of the invention provides that the traffic area has an anti-slip, which is formed by a fine structuring in cast iron.
- the white-solidified wear layer it is thus possible to produce the surface roughness directly in the casting process.
- the structuring is well protected on the surface in cast iron from abrasion and still provides after years of use in an anti-skid on the surface of the cover.
- the structuring ideally has a boot height of 2 to 8 mm.
- a cover with a preferably selected boot height it is possible to produce the entire structuring of white solidified cast iron. This further improves the durability of the cover.
- the method according to the invention provides the prerequisites for producing a cover made of cast iron alone, which has a durable, abrasion-resistant wear layer on its traffic surface or on the contact surface between cover and frame.
- a molded body which often consists of clay-bonded molding sand.
- the main constituents of the foundry sand are quartz sand, foundry clay, various carbon carriers and water.
- a suitable model which is surrounded by a frame, the so-called molding box, the molding sand is compacted into a mold ready to form and thus forms the molding.
- an activation layer is then formed.
- the cast iron is filled in such a way that it becomes white solid at the contact surface to the activation layer.
- the white solidification does not take place through the entire casting, but only on the activation layer facing surface.
- the wear-resistant structural constituents in the cast iron such as Iron carbide or Ledeburit, crystalline formed.
- This layer can then serve as a wear layer and ideally has a thickness of up to 5 mm.
- the wear layer thus formed has the necessary hardness to withstand the traffic loads of daily use over many years.
- the activation layer can be made, for example, from chemical elements or chemical compounds which ensure the crystalline formation of iron carbide, ledeburite or other wear-resistant structural components at the contact surface with the cast iron.
- a chemical element is called tellurium.
- An advantage of this embodiment of the invention is that a uniform surface of the activation layer can be achieved.
- the small particles of the chemical compounds can be distributed as desired fine in the molding.
- Particularly preferred are the chemical elements or chemical compounds in the molding by inserting, spraying, soaking, tamponing or spreading applied. As a result, almost all usable chemical compounds and chemical elements can be easily applied in the molding.
- the activation layer is thereby adaptable to any surface of the molding.
- according to the invention covers with complicated geometries can be produced by the method.
- the activation layer is formed in the molding by inserted heat sink or inserted molds.
- the white solidification can also be formed by a rapid cooling of the filled cast iron. Through the heat sink or molds a rapid cooling is achieved at the activation layer, it also comes there to white solidification.
- An advantage of this process variant is that no expensive chemicals such. Tellurium will be needed. Also, the preparation of the molding sand is easier and thus cheaper, since no chemical residues must be removed from this.
- the molding is preferably formed in a molding box consisting of a top box and a bottom box.
- the upper box and the lower box are filled separately with molding sand.
- a press head moves over the top or bottom box and compacts the foundry sand into a hard, mold-ready half-mold.
- Upper and lower box are then stacked and secured with a clamping device against buoyancy forces during casting.
- the molded body is now ready to pour in the closed mold box.
- the halves can be easily taken apart and the blank removed.
- the activation layer is formed in the molding on a respective mold half. Upper and lower case are not connected at this stage of the process.
- the preparation of the activation layer in this way has the advantage that the shaped body halves can be checked directly with respect to errors with a trained activation layer. Expensive misses are thus avoided, the production of the activation layer is facilitated.
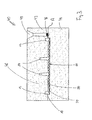
- Fig. 1 shows a cover 10 according to the invention with associated frame 18. It can be seen on the traffic surface 20, a wear layer 30 is formed. It can be seen that the wear layer 30 is not formed over the entire component thickness. The edge supports 12 and the ribs 14 of the cover 10 are also coated on their upper side only with a constant, thin wear layer 30. The white-solidified wear layer 30 has over the entire surface curve approximately a constant thickness. This applies equally to the areas of the Riefeltäler RT and the areas of the Riefelkuppen RK. The boot height RH defined between Riefeltal RT and Riefelkuppe RK has no influence on the thickness of the wear layer 30. Further shows Fig. 1 in that a wear layer 30 can likewise be formed on a contact surface 16 of the cover 10 relative to the frame 18.
- Fig. 2 shows a similar embodiment of the invention.
- the wear layer 30 is formed in a wear region VB.
- the complex production of the wear layer 30 can thus be used for areas which are exposed to less high abrasion loads eliminated.
- the support areas (contact surfaces 16) of the cover 10 are also formed here with a wear layer 30.
- Fig. 3 shows a cover 10 according to the invention, which is still in the molding box 40.
- the cover 10 with the wear layer 30 in the lower box 44.
- the edge support 12 and the ribs 14 extend into the top box 42.
- the molding box 40 surrounds with its molding sand 48, the entire cover 10.
- an activation layer 50 is formed in the lower box 44.
- the wear layer 30 is whitened.
- the cast iron passes through a pouring funnel 49 and a running and gate system 46 in the molding. After solidification of the cast iron top box 42 and lower box 44 can be separated from each other on the axis A for model division.
- the cover 10 can then be removed from the molding box 40.
- the invention is not limited to one of the above-described embodiments, but can be modified in many ways.
- upper and lower box can be reversed in the casting process.
- location of the activation layer can be varied.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Paleontology (AREA)
- Civil Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structural Engineering (AREA)
- Environmental & Geological Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Underground Structures, Protecting, Testing And Restoring Foundations (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
- Die Erfindung betrifft eine Abdeckung aus Gusseisen mit mindestens einer abriebbelasteten Fläche gemäß dem Oberbegriff von Anspruch 1 sowie ein Verfahren zur Herstellung einer solchen Abdeckung.
- Abdeckungen, Aufsätze, andere Gegenstände zur Linien-, und Punktentwässerung sowie Baumschutzroste bzw. Baumschutzsysteme werden im Straßenbau seit langem verwendet. Bevorzugt werden diese Bauteile aus Gusseisen hergestellt, da auf die Abdeckungen mitunter hohe Verkehrslasten wirken.
- Aus Gründen der Verkehrssicherheit wird zusätzlich von diesen Gegenständen ein rutschhemmendes Verhalten gefordert. Eine Möglichkeit zur Herstellung der geforderten Rutschhemmung, ist die Beeinflussung der Oberflächenrauhigkeit mittels Verwendung von Verbundmaterialien. Dazu wird die Oberseite der Abdeckung mit einem Beton- oder kunstharzgebundenen Granulat beschichtet. Das Herstellverfahren für solche Abdeckungen ist aufwendig, da nach dem Gussprozess noch weitere Verfahrensschritte zur Fertigung einer solchen Abdeckung notwendig sind.
- Problematisch bei den aus dem Stand der Technik bekannten Abdeckungen ist häufig die Haltbarkeit der Oberflächenausgestaltung. Fahrzeuge oder Fußgänger, die sich über die Abdeckungen hinwegbewegen, führen an der Oberfläche der Abdeckungen zu einem nicht unbedeutenden Materialabtrag, der die Verkehrssicherheit gefährden kann.
- Es ist daher Aufgabe der Erfindung, eine Abdeckung mit einer Verkehrs- bzw. einer Kontaktfläche zu schaffen, die den oben genannten Abriebbelastungen standhält. Weiterhin soll sie kostengünstig und einfach herzustellen sein.
- Hauptmerkmale der Erfindung sind im kennzeichnenden Teil von Anspruch 1 sowie im Anspruch 6 angegeben. Ausgestaltungen sind Gegenstand der Ansprüche 2 bis 5 sowie 7 bis 11.
- Bei einer Abdeckung aus Gusseisen mit mindestens einer abriebbelasteten Fläche, sieht die Erfindung vor, dass die abriebbelastete Fläche zumindest abschnittsweise eine Verschleißschicht aufweist und die Verschleißschicht teilweise durch eine Weißerstarrung des Gusseisens ausgebildet ist.
- Bei der erfindungsgemäßen Abdeckung macht es keinen Unterschied, ob es sich um eine Schachtabdeckung, einen Einlaufrost, einen Aufsatz für Straßeneinläufe oder um ein Baumschutzsystem handelt. Durch die Ausbildung einer vergleichsweise dünnen Verschleißschicht, die durch weißerstarrtes Gusseisen ausgebildet ist, kann die Haltbarkeit solcher Abdeckungen signifikant erhöht werden. Die Erstarrung von Eisen-Kohlenstoff-Legierungen nach dem metastabilen System sorgt dafür, dass die Verschleißschicht härter ausgebildet ist, als das übrige Gusseisen, welches grauerstarrt ist.
- Dabei muss nicht die vollständige Verschleißfläche aus weißerstarrtem Gusseisen ausgebildet sein. Vielmehr kann auch nur ein Teil der Verschleißfläche aus weißerstarrtem Gusseisen bestehen. Meliertes Gusseisen, das weiß und grau erstarrte Gefügebereiche nebeneinander enthält, eignet sich daher ebenso.
- Die Bildung einer weiß erstarrten Gefügezone (Weißeinstrahlung) sorgt dafür, dass die erfindungsgemäße Abdeckung damit den Abriebbelastungen deutlich besser widerstehen kann als eine herkömmliche Abdeckung aus Gusseisen. Zudem ist eine solche Abdeckung kostengünstig herzustellen. Die abriebbelastete Fläche muss dabei nicht zwingend an der Oberseite der Abdeckung liegen. So ist zum Beispiel die Kontaktfläche der Abdeckung zum Rahmen ebenfalls einer erhöhten Abriebbelastung ausgesetzt.
- Besonders vorteilhaft ist die Ausbildung der Verschleißschicht derart, dass diese eine Brinell-Härte größer als 275 HBW und kleiner als 350 HBW besitzt. In diesem Härtebereich ist der Oberflächenabrieb bereits bestmöglich verhindert. Eine Härte über 350 HBW, lässt die Verschleißschicht spröde werden. Schnelle Impulsbelastungen zerstören diese dann nach und nach, was die Lebensdauer der gesamten Abdeckung negativ beeinflusst.
- Eine Weiterbildung der Erfindung sieht vor, dass die Verkehrsfläche eine Rutschhemmung aufweist, die durch eine feine Strukturierung im Gusseisen ausgebildet ist. In Kombination mit der weißerstarrten Verschleißschicht ist es so möglich, die Oberflächenrauhigkeit direkt im Gussprozess herzustellen. Die Strukturierung ist an ihrer Oberfläche im Gusseisen gut vor Abrieb geschützt und sorgt auch nach Jahren im Gebrauch noch für eine Rutschhemmung auf der Oberfläche der Abdeckung.
- Die Strukturierung hat im Idealfall eine Riefelhöhe von 2 bis 8 mm. Bei einer Abdeckung mit einer bevorzugt so gewählten Riefelhöhe ist es möglich, die gesamte Strukturierung aus weißerstarrtem Gusseisen herzustellen. Dadurch wird die Haltbarkeit der Abdeckung nochmals verbessert.
- Ein erfindungsgemäßes Verfahren zur Herstellung einer Abdeckung aus Gusseisen umfasst die folgenden Schritte:
- 1. Herstellen eines Formkörpers für die Abdeckung;
- 2. Ausbilden einer Aktivierungsschicht im Formkörper;
- 3. Einfüllen von Gusseisen derart, dass das Gusseisen an der Kontaktfläche der Aktivierungsschicht zumindest teilweise weißerstarrt.
- Das erfindungsgemäße Verfahren schafft die Vorraussetzungen, eine Abdeckung allein aus Gusseisen herzustellen, die an ihrer Verkehrsfläche bzw. an der Kontaktfläche zwischen Deckel und Rahmen eine dauerhafte, abriebfeste Verschleißschicht aufweist.
- In einem ersten Schritt wird dazu ein Formkörper hergestellt, welcher häufig aus tongebundenem Formsand besteht. Hauptbestandteile des Formsandes sind dabei Quarzsand, Gießereitone, diverse Kohlenstoffträger sowie Wasser. Über ein geeignetes Modell, das mit einem Rahmen, dem sogenannten Formkasten, umgeben ist, wird der Formsand zu einer gießfertigen Form verdichtet und bildet so den Formkörper.
- Innerhalb des Formkörpers wird dann eine Aktivierungsschicht ausgebildet. Anschließend wird das Gusseisen derart eingefüllt, das es an der Kontaktfläche zur Aktivierungsschicht weißerstarrt. Die Weißerstarrung vollzieht sich dabei nicht durch das gesamte Gussteil, sondern nur an dessen der Aktivierungsschicht zugewandten Oberfläche. Dabei werden im Gusseisen die verschleißfesten Gefügebestandteile, wie z.B. Eisencarbid oder Ledeburit, kristallin ausgebildet. Diese Schicht kann dann als Verschleißschicht dienen und besitzt im Ideal eine Dicke von bis zu 5 mm. Die so ausgebildete Verschleißschicht verfügt über die notwendige Härte, um den Verkehrsbelastungen des täglichen Gebrauchs auch über viele Jahre hinweg zu widerstehen.
- Die Aktivierungsschicht kann zum Beispiel aus chemischen Elementen oder chemischen Verbindungen hergestellt sein, die die kristalline Ausbildung von Eisencarbid, Ledeburit oder anderen verschleißfesten Gefügebestandteilen an der Kontaktfläche zum Gusseisen sicherstellen. Als Beispiel für ein solches chemisches Element sei Tellur genannt. Vorteilhaft bei dieser Ausgestaltung der Erfindung ist, dass eine gleichmäßige Oberfläche der Aktivierungsschicht erreicht werden kann. Die kleinen Teilchen der chemischen Verbindungen lassen sich beliebig fein im Formkörper verteilen. Besonders bevorzugt werden die chemischen Elemente bzw. chemischen Verbindungen im Formkörper durch einlegen, aufsprühen, tränken, tamponieren oder aufstreuen aufgebracht. Dadurch lassen sich nahezu alle verwendbaren chemischen Verbindungen und chemischen Elemente leicht im Formkörper applizieren. Die Aktivierungsschicht ist dadurch an jede Oberfläche des Formkörpers anpassbar. Damit können erfindungsgemäß auch Abdeckungen mit komplizierten Geometrien durch das Verfahren hergestellt werden.
- Eine andere, nicht minder vorteilhafte Ausgestaltung der Erfindung sieht vor, dass die Aktivierungsschicht im Formkörper durch eingelegte Kühlkörper oder eingelegte Kokillen ausgebildet ist. Die Weißerstarrung kann auch durch eine rasche Abkühlung des eingefüllten Gusseisens ausgebildet werden. Durch die Kühlkörper oder Kokillen wird an der Aktivierungsschicht eine schnelle Abkühlung erreicht, es kommt dort ebenfalls zur Weißerstarrung. Vorteilhaft bei dieser Verfahrensvariante ist, dass keine teuren Chemikalien wie z.B. Tellur benötigt werden. Auch ist die Aufbereitung des Formsandes einfacher und damit kostengünstiger, da keine Chemikalienrückstände aus diesem entfernt werden müssen.
- Der Formkörper wird bevorzugt in einem Formkasten, bestehend aus einem Oberkasten und einem Unterkasten, ausgebildet. Zur Herstellung des Formkörpers werden der Oberkasten und der Unterkasten getrennt voneinander mit Formsand gefüllt. Im nächsten Arbeitsschritt fährt ein Presshaupt über den Ober- bzw. Unterkasten und verdichtet den Formsand zu einer harten, gießfertigen Formkörperhälfte. Ober- und Unterkasten werden dann aufeinandergelegt und mit einer Verklammerungseinrichtung gegen Auftriebskräfte während des Gießens gesichert. Der Formkörper ist nun im geschlossenen Formkasten zum Gießen bereit.
- Nach dem Gießprozess können die Hälften einfach auseinandergenommen und der Rohling entnommen werden.
- Vorteilhaft ist es zudem, wenn die Aktivierungsschicht im Formkörper an einer jeweiligen Formkörperhälfte ausgebildet ist. Ober- und Unterkasten sind in diesem Verfahrensstadium noch nicht miteinander verbunden.
- Die Herstellung der Aktivierungsschicht auf diese Art hat den Vorteil, dass die Formkörperhälften mit ausgebildeter Aktivierungsschicht direkt auf Fehler hin überprüft werden können. Teure Fehlgüsse werden somit vermieden, die Herstellung der Aktivierungsschicht wird erleichtert.
- Weitere Merkmale, Einzelheiten und Vorteile der Erfindung ergeben sich aus dem Wortlaut der Ansprüche sowie aus der folgenden Beschreibung von Ausführungsbeispielen anhand der Zeichnungen. Es zeigen:
- Fig. 1
- eine Abdeckung mit einer durchgehenden Verschleißschicht;
- Fig. 2
- eine Abdeckung mit einer Verschleißzone;
- Fig. 3
- eine erfindungsgemäße Abdeckung im Formkasten.
-
Fig. 1 zeigt eine erfindungsgemäße Abdeckung 10 mit zugehörigem Rahmen 18. Erkennbar ist an der Verkehrsfläche 20 eine Verschleißschicht 30 ausgebildet. Dabei ist erkennbar, dass die Verschleißschicht 30 nicht über die gesamte Bauteildicke ausgebildet ist. Die Randauflager 12 und die Rippen 14 der Abdeckung 10 sind an ihrer Oberseite ebenfalls nur mit einer konstanten, dünnen Verschleißschicht 30 beschichtet. Die weißerstarrte Verschleißschicht 30 besitzt dabei über den gesamten Oberflächenverlauf annähernd eine gleichbleibende Dicke. Dies gilt für die Bereiche der Riefeltäler RT und die Bereiche der Riefelkuppen RK gleichermaßen. Die zwischen Riefeltal RT und Riefelkuppe RK definierte Riefelhöhe RH hat dabei auf die Dicke der Verschleißschicht 30 keinen Einfluss. Weiterhin zeigtFig. 1 , dass an einer Kontaktfläche 16 der Abdeckung 10 zum Rahmen 18 ebenfalls eine Verschleißschicht 30 ausgebildet sein kann. -
Fig. 2 zeigt ein ähnliches Ausführungsbeispiel der Erfindung. Im Unterschied zurFigur 1 ist hier jedoch nur die Verschleißschicht 30 in einem Verschleißbereich VB ausgebildet. Die aufwendige Herstellung der Verschleißschicht 30 kann somit für Bereiche, die weniger hohen Abriebbelastungen ausgesetzt sind, entfallen. Die Auflagerbereiche (Kontaktflächen 16) der Abdeckung 10 sind auch hier mit einer Verschleißschicht 30 ausgebildet. -
Fig. 3 zeigt eine erfindungsgemäße Abdeckung 10, die sich noch im Formkasten 40 befindet. Dabei liegt die Abdeckung 10 mit der Verschleißschicht 30 im Unterkasten 44. Die Randauflager 12 sowie die Rippen 14 erstrecken sich bis in den Oberkasten 42. Der Formkasten 40 umgibt mit seinem Formsand 48 die gesamte Abdeckung 10. Im Unterkasten 44 ist eine Aktivierungsschicht 50 ausgebildet. An der Kontaktfläche 60 der Aktivierungsschicht 50 zur späteren Verkehrsfläche ist die Verschleißschicht 30 weißerstarrt. Das Gusseisen gelangt über einen Eingusstrichter 49 und ein Lauf- und Anschnittsystem 46 in den Formkörper. Nach Erstarrung des Gusseisens können Oberkasten 42 und Unterkasten 44 an der Achse A zur Modellteilung voneinander getrennt werden. Die Abdeckung 10 kann dann aus dem Formkasten 40 entnommen werden. - Die Erfindung ist nicht auf eine der vorbeschriebenen Ausführungsformen beschränkt, sondern in vielfältiger Weise abwandelbar. Beispielsweise können auch Ober- und Unterkasten im Gießverfahren vertauscht werden. Auch kann die Lage der Aktivierungsschicht variiert werden.
- Sämtliche aus den Ansprüchen, der Beschreibung und der Zeichnung hervorgehenden Merkmale und Vorteile, einschließlich konstruktiver Einzelheiten, räumlicher Anordnungen und Verfahrensschritten, können sowohl für sich als auch in den verschiedensten Kombinationen erfindungswesentlich sein.
-
- 10
- Abdeckung
- 12
- Randauflager
- 14
- Rippen
- 16
- Kontaktfläche
- 18
- Rahmen
- 20
- Verkehrsfläche
- 30
- Verschleißschicht
- 40
- Formkasten
- 42
- Oberkasten
- 44
- Unterkasten
- 46
- Lauf- und Anschnittsystem
- 48
- Formsand
- 49
- Eingusstrichter
- 50
- Aktivierungsschicht
- 60
- Kontaktfläche
- RT
- Riefeltal
- RK
- Riefelkuppe
- RH
- Riefelhöhe
- VB
- Verschleißbereich
- A
- Achse zur Modellteilung
Claims (11)
- Abdeckung (10) aus Gusseisen mit mindestens einer abriebbelasteten Fläche (20, 16), dadurch gekennzeichnet, dass die Fläche (20, 16) zumindest abschnittsweise eine Verschleißschicht (30) aufweist und die Verschleißschicht (30) teilweise durch eine Weißerstarrung des Gusseisens ausgebildet ist.
- Abdeckung (10) nach Anspruch 1, dadurch gekennzeichnet, dass die Verschleißschicht (30) eine Brinell-Härte größer als 275 HBW und vorzugsweise kleiner als 350 HBW aufweist.
- Abdeckung (10) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die abriebbelastete Fläche (20) eine Rutschhemmung aufweist.
- Abdeckung (10) nach Anspruch 3, dadurch gekennzeichnet, dass die Rutschhemmung durch eine feine Strukturierung im Gusseisen ausgebildet ist.
- Abdeckung (10) nach Anspruch 4, dadurch gekennzeichnet, dass die Strukturierung eine Riefelhöhe (RH) von 2 bis 8 mm aufweist.
- Verfahren zur Herstellung einer Abdeckung (10) aus Gusseisen umfassend die folgenden Schritte:1. Herstellen eines Formkörpers für die Abdeckung (10);2. Ausbilden einer Aktivierungsschicht (50) im Formkörper;3. Einfüllen von Gusseisen derart, dass das Gusseisen an der Kontaktfläche (60) der Aktivierungsschicht (50) zumindest teilweise weißerstarrt.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, dass die Aktivierungsschicht (50) aus chemischen Elementen oder chemischen Verbindungen hergestellt ist, die die kristalline Ausbildung von Eisencarbid, Ledeburit oder anderen verschleißfesten Gefügebestandteilen an der Kontaktfläche zum Gusseisen sicherstellt.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die chemischen Elemente oder chemischen Verbindungen im Formkörper durch einlegen, aufsprühen, tränken, tamponieren oder aufstreuen aufgebracht sind.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Aktivierungsschicht (50) zumindest teilweise im Formkörper durch eingelegte Kühlkörper oder eingelegte Kokillen ausgebildet ist.
- Verfahren einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Formkörper in einem Formkasten (40) mit einem Oberkasten (42) und einem Unterkasten (44) ausgebildet wird.
- Verfahren einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Aktivierungsschicht (50) an einer Formkörperhälfte ausgebildet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009049288A DE102009049288A1 (de) | 2009-10-13 | 2009-10-13 | Abdeckung mit verschleißfester Oberfläche sowie Verfahren zu dessen Herstellung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2312063A2 true EP2312063A2 (de) | 2011-04-20 |
| EP2312063A3 EP2312063A3 (de) | 2011-06-22 |
| EP2312063B1 EP2312063B1 (de) | 2016-02-17 |
Family
ID=43536620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10176712.7A Active EP2312063B1 (de) | 2009-10-13 | 2010-09-14 | Abdeckung mit verschleißfester Oberfläche sowie Verfahren zu deren Herstellung |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8979422B2 (de) |
| EP (1) | EP2312063B1 (de) |
| CA (1) | CA2814550C (de) |
| DE (1) | DE102009049288A1 (de) |
| WO (1) | WO2011045327A2 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2505721A1 (de) * | 2011-01-25 | 2012-10-03 | Buderus Kanalguss GmbH | Straßenaufsatz |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6629711B2 (ja) * | 2016-12-13 | 2020-01-15 | 日本電信電話株式会社 | マンホールの受枠 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1517871A (en) * | 1921-10-13 | 1924-12-02 | Alexander M Thompson | Manhole construction |
| US2004335A (en) * | 1929-03-30 | 1935-06-11 | Michael W Merriman | Manhole frame and cover |
| US1799489A (en) * | 1929-05-27 | 1931-04-07 | West Steel Casting Company | Manhole cover |
| US2250489A (en) * | 1938-08-05 | 1941-07-29 | Battelle Memorial Institute | Method of producing chilled surfaces on cast iron |
| DE742605C (de) * | 1941-10-23 | 1943-12-08 | Goetzewerke | Schleudergussform |
| US2546517A (en) * | 1945-09-04 | 1951-03-27 | Telfer E Norman | Metal casting |
| US2456517A (en) | 1948-02-27 | 1948-12-14 | Us Rubber Co | Cyanoethyl, aceto-succinic acid esters |
| US3289556A (en) * | 1964-04-14 | 1966-12-06 | Phoenix Iron Works | Manhole frame and cover |
| US3455059A (en) * | 1968-02-01 | 1969-07-15 | Waterbury Foundry Co The | Vault or manhole cover assembly |
| DE2440452A1 (de) * | 1974-08-23 | 1976-03-04 | Buderus Eisenwerk | Verwendung einer gusseisenlegierung fuer gusstuecke mit weisserstarrender randzone |
| GB1502856A (en) * | 1975-02-11 | 1978-03-08 | British Cast Iron Res Ass | Method of and means for obtaining white cast iron |
| US4013374A (en) * | 1975-10-16 | 1977-03-22 | Passavant-Werke Michelbacher Hutte | Cover for manhole structures |
| JPS5698416A (en) * | 1979-12-25 | 1981-08-07 | Hinode Tekko Kk | Surface hardening method of cast article |
| FR2502209A2 (fr) * | 1981-03-18 | 1982-09-24 | Pont A Mousson | Regard de chaussee |
| US4751799A (en) * | 1986-07-09 | 1988-06-21 | A-Lok Product, Inc. | Method and apparatus for lining manhole assemblies and the like |
| US5066546A (en) * | 1989-03-23 | 1991-11-19 | Kennametal Inc. | Wear-resistant steel castings |
| JP2878663B2 (ja) * | 1996-07-29 | 1999-04-05 | 日之出水道機器株式会社 | 地下構造物用蓋 |
| US6302318B1 (en) * | 1999-06-29 | 2001-10-16 | General Electric Company | Method of providing wear-resistant coatings, and related articles |
| DE10049598C2 (de) * | 2000-10-06 | 2003-07-17 | Federal Mogul Burscheid Gmbh | Verfahren zur Herstellung eines Gußeisenwerkstoffes |
| GB0919656D0 (en) * | 2009-11-10 | 2009-12-23 | Wrekin Welding & Fabrication E | Access cover |
| US8118517B2 (en) * | 2010-03-10 | 2012-02-21 | John Kelley | Manhole cover device |
-
2009
- 2009-10-13 DE DE102009049288A patent/DE102009049288A1/de not_active Ceased
-
2010
- 2010-09-14 EP EP10176712.7A patent/EP2312063B1/de active Active
- 2010-10-12 WO PCT/EP2010/065293 patent/WO2011045327A2/de not_active Ceased
- 2010-10-12 US US13/501,579 patent/US8979422B2/en not_active Expired - Fee Related
- 2010-10-12 CA CA2814550A patent/CA2814550C/en not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2505721A1 (de) * | 2011-01-25 | 2012-10-03 | Buderus Kanalguss GmbH | Straßenaufsatz |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2814550C (en) | 2018-01-02 |
| US20120263527A1 (en) | 2012-10-18 |
| DE102009049288A1 (de) | 2011-04-14 |
| WO2011045327A2 (de) | 2011-04-21 |
| EP2312063B1 (de) | 2016-02-17 |
| CA2814550A1 (en) | 2011-04-21 |
| WO2011045327A3 (de) | 2011-07-07 |
| EP2312063A3 (de) | 2011-06-22 |
| US8979422B2 (en) | 2015-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10236339B3 (de) | Verfahren zum Herstellen von Turbinenschaufeln mit darin angeordneten Kühlkanälen | |
| EP2844409B1 (de) | VERFAHREN ZUM GIEßEN EINES MIT MINDESTENS EINER DURCHGANGSÖFFNUNG VERSEHENEN GUSSTEILS | |
| EP2091678A1 (de) | Giessform zum giessen eines gussteils und verwendung einer solchen giessform | |
| DE102007023152A1 (de) | Verfahren zur Herstellung eines Gussteils, Gussform und damit hergestelltes Gussteil | |
| EP2945760B1 (de) | Giessform zur herstellung von gussteilen, insbesondere zylinderblöcken und zylinderköpfen, mit funktionaler anbindung des speisers | |
| EP2555890B1 (de) | Verfahren zur herstellung eines zumindest bereichsweise einen erhöhten verschleissschutz aufweisenden gusswerkstücks | |
| DE102012019192A1 (de) | Aluminiumgusskern und Verfahren zur Herstellung eines Aluminiumgusskerns | |
| EP2312063B1 (de) | Abdeckung mit verschleißfester Oberfläche sowie Verfahren zu deren Herstellung | |
| CH446210A (de) | Schachtabdeckung und Verfahren zu deren Herstellung | |
| DE10022870C2 (de) | Werkzeugform und Verfahren zur Generierung von Werkzeugformen | |
| DE3928111A1 (de) | Verfahren zum herstellen von bremsscheiben | |
| EP1226889A2 (de) | Verfahren zur Herstellung eines aus wenigstens zwei unterschiedlichen Metallwerkstoffen gebildeten Gusswerkstücks | |
| WO2011006635A1 (de) | Verbundbremsklotzsohle und verbundbremsklotz | |
| DE3872873T2 (de) | Giesserei-anschnitt-system. | |
| EP2314433B1 (de) | Negativform zur Herstellung eines ein Gerinne aufweisenden Schachtunterteils sowie Verfahren zur Herstellung eines derartigen Schachtunterteils | |
| DE10352179B4 (de) | Niederdruckgießverfahren zur Herstellung eines Gußteils | |
| DE102009044589A1 (de) | Verfahren zum Verbessern der Gefügequalität von Lagerstühlen in einem Zylinderblock und Zylinderblock aus einer Aluminiumgusslegierung | |
| DE102023130165A1 (de) | Druckgusswerkzeug sowie Druckgussverfahren zur Herstellung eines Rohgussrads | |
| EP0881019A1 (de) | Verfahren zur Herstellung von metallischen Giesslingen, metallischer Giessling, sowie Hubkolbenbrennkraftmaschine | |
| EP1531021B1 (de) | Giessverfahren zur Herstellung eines Gussteils | |
| DE10037359A1 (de) | Hochbelastbares Sphärogußteil sowie Verfahren zu seiner Herstellung und Festigkeitsprüfung | |
| DE102006057786A1 (de) | Verfahren zur Herstellung von Formteilen aus Metall mittels einer Pressvorrichtung und Pressvorrichtung zur Durchführung des Verfahrens | |
| DE102006040046A1 (de) | Kolben einer Brennkraftmaschine mit unterschiedlichen Größen des Alpha-Mischkristalls | |
| DE10352182A1 (de) | Niederdruckgießverfahren zur Herstellung eines Gußteils, insbesondere eines dünnwandigen Stahlgußbauteils | |
| DE102019102261A1 (de) | Vorrichtung zur Herstellung eines Querträgers für ein Kraftfahrzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22C 3/00 20060101ALI20110413BHEP Ipc: E02D 29/14 20060101AFI20110211BHEP Ipc: B22D 15/00 20060101ALI20110413BHEP Ipc: B22D 27/18 20060101ALI20110413BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| 17P | Request for examination filed |
Effective date: 20111220 |
|
| 17Q | First examination report despatched |
Effective date: 20141119 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150915 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MEIERGUSS LIMBURG GMBH |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MEIERGUSS SALES & LOGISTICS GMBH & CO. KG |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 775744 Country of ref document: AT Kind code of ref document: T Effective date: 20160315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010011066 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160517 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160617 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010011066 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20161118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160517 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 775744 Country of ref document: AT Kind code of ref document: T Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20160930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250930 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20250918 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250911 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20251001 Year of fee payment: 16 |