JP2004018989A - マルテンサイト系鋼からなる鋼帯およびこの鋼帯を使用した自動車の無断変速機用フープの製造方法 - Google Patents
マルテンサイト系鋼からなる鋼帯およびこの鋼帯を使用した自動車の無断変速機用フープの製造方法 Download PDFInfo
- Publication number
- JP2004018989A JP2004018989A JP2002179413A JP2002179413A JP2004018989A JP 2004018989 A JP2004018989 A JP 2004018989A JP 2002179413 A JP2002179413 A JP 2002179413A JP 2002179413 A JP2002179413 A JP 2002179413A JP 2004018989 A JP2004018989 A JP 2004018989A
- Authority
- JP
- Japan
- Prior art keywords
- steel strip
- hoop
- continuously variable
- steel
- variable transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/16—V-belts, i.e. belts of tapered cross-section consisting of several parts
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
【解決手段】マルテンサイト系鋼からなる鋼帯において、重量%で、C+N:0.12%以下、Si:1%以下、Mn:7%以下、Ni:2〜24%、Cr:2〜16%、Mo:2.5%以下とし、各成分の重量百分率で表した下記の式で定義されるNi−Bal値およびMs値をそれぞれ、Ni−Bal≧1.2、Ms≧−28とする。
Ni−Bal=Ni+0.5Mn+30(C+N)−1.1(Cr+1.5Si)+8.2
Ms=502−810C−1230N−13Mn−30Ni−12Cr−54Cu−46Mo
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、マルテンサイト系鋼からなる鋼帯およびこの鋼帯を使用した自動車の無断変速機用フープの製造方法に係り、とくに、精密な寸法精度および形状精度を有する無断変速機用フープを簡易に製造する技術に関する。
【0002】
【従来の技術】
自動車の無断変速機用フープは、その使用態様から高強度であることが必須要件であり、このため高強度な素材を使用して製造される。この製造に際しては、まず板材である鋼帯の両端を溶接して環状あるいは円筒状とした後、これを所定の幅に切断する。そして、上記溶接部の凹凸を十分に除去するため、30%以上のリング圧延を施すことで所定の厚さとするのが一般的である。
【0003】
このような無断変速機用フープまたはフープに使用する鋼帯の例としては、特開昭59−80772号公報にマルエージング鋼を使用したものが、また特開平12−63998号公報に高強度な準安定オーステナイト系ステンレス鋼を使用したものが、さらに特開平13−172746号公報に高強度な加工誘起マルテンサイト系鋼を使用したものなどがある。
【0004】
上記のようにマルエージング鋼を使用する場合には、圧延後、圧延組織を均一化するために溶体化してその後時効することで、高強度なフープを得る。この溶体化は約800℃〜900℃で行われるが、マルエージング鋼のマルテンサイト逆変態点が600℃〜800℃であるため、加熱時および冷却時に変態に伴う収縮および膨張が繰返される。このため、良好な寸法精度および形状精度をもって圧延したとしても、溶体化後には曲がりや幅方向のうねりなどの形状変化が生じてしまう。
【0005】
したがって、自動車の無断変速機用フープとして優れた寸法精度や形状精度を得るためには、溶体化処理によって生じる寸法変化および形状変化を矯正する必要がある。その方法としては、特開平11−173385号公報に記載されたような熱処理を利用する方法や、特開平13−105050号公報に記載されたような冷間時の塑性変形による方法などがある。しかしながら、上記いずれの方法を用いる場合であっても、多大な手間が必要となるという欠点がある。
【0006】
これに対して、上記のように強度な準安定オーステナイト系ステンレス鋼を使用する場合には、圧延後に溶体化する必要がなく、たとえ時効が必要な場合であっても変態温度以下の約400℃〜500℃程度で時効が可能である。このため、この場合には熱処理に起因する寸法精度や形状精度の変化はほとんど見られない。したがって、圧延で良好な寸法精度および形状精度が得られれば、製品精度も良好となる。
【0007】
しかしながら、特開平12−63998号公報や特開平13−172746号公報に記載されている従来の準安定オーステナイト系鋼を使用した場合には、圧延時の加工硬化が非常に大きい。このため、たとえば板厚や周長などの精密な制御が困難であり、自動車の無断変速機用フープとしての優れた寸法精度および形状精度が得られないという欠点がある。
【0008】
【発明が解決しようとする課題】
よって本発明は、とくに無断変速機用フープの製造を簡易に行うとともに、上記フープの優れた寸法精度および形状精度が得られる、マルテンサイト系鋼からなる鋼帯およびこの鋼帯を使用した自動車の無断変速機用フープの製造方法を提供することを目的としている。
【0009】
【課題を解決するための手段】
本発明のマルテンサイト系鋼からなる鋼帯は、重量%で、C+N:0.12%以下、Si:1%以下、Mn:7%以下、Ni:2〜24%、Cr:2〜16%、Mo:2.5%以下であり、各成分の重量百分率で表した下記の式で定義されるNi−Bal値およびMs値がそれぞれ、Ni−Bal≧1.2、Ms≧−28であることを特徴としている。
【数4】
Ni−Bal=Ni+0.5Mn+30(C+N)−1.1(Cr+1.5Si)+8.2
【数5】
Ms=502−810C−1230N−13Mn−30Ni−12Cr−54Cu−46Mo
【0010】
以下に、本発明の特徴事項についての限定理由を詳細に説明する。
1.基本的な成分元素の含有量の限定理由
Ni−Cr系鋼の凝固組織を検討する際には、一般的にシェフラーの組織図を用いる。合金の凝固過程では、初期にオーステナイトが晶出するが、成分設計によってはδフェライトが生成することがある。δフェライト部にはフェライトフォーマ(たとえばMoなど)が濃縮し、またオーステナイト部にはオーステナイトフォーマ(たとえばNiなど)が濃縮するため、成分組成においての偏析を招来し好ましくない。とくに本発明のように溶接を施した疲労強度部材は、できるだけ成分組成に関する偏析をなくし、均質なものとする必要がある。
【0011】
このような見地に基づき、シェフラーの組織図においてフェライト生成域を避けた成分設計とすること必要条件となる。この条件をシェフラーの組織図について数式化すると以下のようになる。
【数6】
Ni当量>1.125(Cr当量−8)
ただし、Ni当量=Ni+30C+0.5Mn、C当量=Cr+Mo+1.5Si+0.5Nbである。
【0012】
また、本発明では、後述するように加工硬化の小さいマルテンサイトを焼鈍状態で生成することで加工性を著しく改善する。したがって、初期マルテンサイトを生成させるためには、シェフラーの組織図でマルテンサイト生成領域となるような成分組成の設定が必要条件となる。この条件をシェフラーの組織図について数式化すると以下のようになる。
【数7】
Ni当量<−0.749(Cr当量−31.5)
ただし、Ni当量=Ni+30C+0.5Mn、C当量=Cr+Mo+1.5Si+0.5Nbである。
【0013】
つぎに、Niはオーステナイト安定化元素であり、マルテンサイトを生成するための条件は、シェフラーの組織図でNi当量が24以下であることから、Ni含有量の上限値は24wt%とした。これに対し、Crは強化元素であり、フェライト生成元素である。マルテンサイトを生成するための条件は、シェフラーの組織図でCr当量が16以下であることから、Cr含有量の上限値は16wt%とした。また、両元素ともに含有量が2wt%以下となると上記効果がそれぞれ希薄となるとともに、フェライトを生成してしまうため、両元素ともにその含有量の下限値は2wt%とした。なお、これら成分範囲はあくまでも必要条件であり、加工性の高いマルテンサイト主体の組織とするための成分範囲は、さらに限定されたものとする必要がある。
【0014】
2.SiおよびMoの含有量の限定理由
Siは、製鋼する上で不可避の元素であるが、圧延性を阻害すること、および溶接をする場合は酸化物を生成することから、その含有量は1wt%以下とした。またMoは、フェライト安定化元素であり、オーステナイト量またはマルテンサイト量を調整する目的で添加可能であるが、過度の添加はフェライト生成につながることから、その含有量は2.5wt%以下とした。
【0015】
3.Ni−Bal値の限定理由
シェフラーの組織図において、フェライトを生成しない成分組成の必要条件は上述したが、以下に成分組成の範囲のより詳細な限定理由について説明する。溶接時に溶接部分がδフェライト部とオーステナイト部とに二相分離すると成分組成に関する偏析を引起こすことは先に述べた。溶接時に上記偏析が起こると、その後の工程で偏析を解消することが大変困難であるので、結果的に組織の不均一化を招き、疲労強度低下の原因となる。したがって、各成分の重量百分率で表した以下に定義するNi−Bal値を限定する必要がある。ここで、Ni−Bal値とは、凝固時のオーステナイト組織の出現性を示し、その値が0以下であればフェライトの出現率が高くなり、0以上であればオーステナイトの出現率が高くなることを示す。
【数8】
Ni−Bal=Ni+0.5Mn+30(C+N)−1.1(Cr+1.5Si)+8.2
【0016】
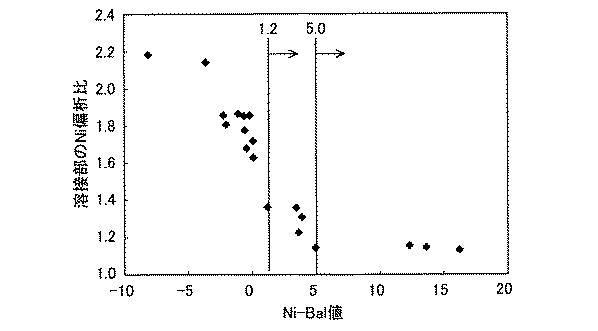
図1は、溶接部のNi偏析比(後述する表2のデータ)とNi−Bal値(同じく表2のデータ)との関係を示すものである。偏析比は以下で定義する。
【数9】
偏析比=Amax/Amin
ただし、AmaxはEPMA線分析でのNiの特性X線最大カウントであり、AminはEPMA線分析でのNiの特性X線最小カウントである。
【0017】
この図から明らかなように、Ni−Bal値が1.2よりも小さくなるとNi偏析比が急激に高くなる。これは、凝固組織がオーステナイトとフェライトに二相分離してNiが偏析することが原因である。しかしながら、Ni−Bal値が5以上では偏析比は極めて1に近い値となる。したがって、本発明者はNi−Bal値を1.2以上とした。なお、Ni−Bal値は5以上であればさらに好適である。
【0018】
4.Mnの含有量の限定理由
本発明の鋼帯は、オーステナイト量またはマルテンサイト量を調整する目的でMnを含有している。ただし、Mnは蒸気圧が高いため、含有量が多い場合には鋼帯の溶接時に蒸発してしまうことがある。図2は、レーザ溶接前後のMn変化量(wt%)(後述する表2のデータ)とMn含有量(wt%)(後述する表1のデータ)との関係を示すものである。なお、上記Mn変化量はEPMAにより測定した。図2に示すように、Mn含有量が7wt%を超えるとMn量が急激に減少する。自動車の無断変速機用フープに使用する鋼帯は、溶接した部分も含めた特性を重視する必要がある。そこで、本発明者は、溶接後も安定した成分系とするために、Mn含有量を7wt%以下とした。
【0019】
5.Ms値の限定理由
本発明の鋼帯を使用して自動車の無断変速機用フープを製造する場合には、圧延時に加工硬化が生じるが、この加工硬化は加工誘起マルテンサイトの生成とオーステナイトの加工硬化とが原因である。しかし、初期からマルテンサイト組織である場合、マルテンサイト自身は加工硬化し難い。図3は、30%圧延時の加工硬化量(ΔHv)(後述する表2のデータ)と鋼帯焼鈍後のマルテンサイト率(%)(同じく表2のデータ)との関係を示すものである。ここで、マルテンサイト率はX繰回折のピーク強度比をマルテンサイト率と定義している。ここに示すように、マルテンサイト率が高いほど加工硬化量が小さく、マルテンサイト率が30%以上であれば加工硬化量を安定して小さくすることができる。このことは、マルテンサイト率が高いほど加工性に優れることを示している。
【0020】
ところで、焼鈍後のマルテンサイト率(%)は、各成分の重量百分率で表した以下に定義されるMs値に依存する。
【数10】
Ms=502−810C−1230N−13Mn−30Ni−12Cr−54Cu−46Mo
Ms値は体積率で50%がマルテンサイト変態する温度(℃)をあらわす実験式である。図4は、焼鈍後のマルテンサイト率(%)(後述する表2のデータ)とMs値(℃)(同じく表2のデータ)との関係を示すものである。この図から明らかなように、Ms値が−28℃以上でマルテンサイト率を60%以上とすることができ、Ms値を−7℃以上とすることでマルテンサイト率を安定して80%以上とすることができる。そこで、本発明者は、加工硬化量を安定して小さくするために、Ms値を−28℃以上とした。なお、Ms値は−7℃以上であればさらに好適である。
【0021】
6.C+Nの成分範囲の限定理由
マルテンサイト率が高いほど加工硬化が小さいことは上述したとおりであるが、初期の硬度が高くては加工性が良いとはいえない。マルテンサイトの初期硬度は固溶している炭素および窒素に依存する。図5は、焼鈍状態でマルテンサイト率が30%以上である鋼帯の硬度(Hv)(後述する表2のデータ)とC+N含有量(wt%)(同じく表2のデータ)との関係を示すものである。この図から明らかなように、C+N含有量が0.12wt%を超えると上記硬度が著しく高くなることがわかる。したがって、初期の硬度に基づき優れた加工性を確保するには、C+N含有量を0.12wt%以下とすることが条件となる。そこで、本発明者は、初期の硬度に基づく優れた加工性を確保するために、C+N含有量を0.12wt%以下とした。
【0022】
したがって本発明によれば、上記特開平11−173385号公報に記載されたような熱処理や、上記特開平13−105050号公報に記載されたような冷間時の塑性変形を施さずに、無断変速機用フープの製造を簡易に行うことができ、かつ上記各限定理由によりフープの優れた寸法精度および形状精度が得られる、マルテンサイト系鋼からなる鋼帯を提供することができる。以下、本発明の好適な実施の形態と本発明の製造方法について説明する。
【0023】
かかる発明においてより好ましくは、重量%でCr:2〜10%とする。
Cr:2〜10%
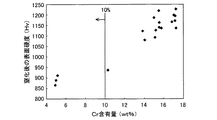
圧延したフープの表面硬度を高めて耐摩耗性を向上させる場合、または疲労強度を向上させる場合には、一般的に窒化が行われる。とくに自動車の無段変速機用フープについては、表面に白層と呼ばれる窒化物層が光学顕微鏡により認められ、表面硬度がHv=1000以上となると表面が脆化する。また窒化による硬化層深さも浅くなり、このため疲労強度が低下してしまう。Ni−Cr系鋼はこのように表面硬度が非常に高くなったり、白層を生成し易いことが知られている。このような不具合を避けるためには、窒化物を生成し易いCrをできるだけ少なくすることが有効である。図6は、窒化後の表面硬度(Hv)(後述する表2のデータ)とCr含有量(wt%)(後述する表1のデータ)との関係を示すものである。Cr含有量を10wt%以下とすることで表面硬度を低くすることができ、自動車の無段変速機用フープのように屈曲疲労特性が要求されるものに対して極めて有効である。また、表面硬度を比較的低くできることは、硬化層深さを大きくすることができ、このことからも疲労特性向上に対して有効である。
以上の見地に基づき、本発明者は、Crの含有量を重量%で2〜10%とした。
【0024】
各成分の重量百分率で表した下記の式で定義されるMd30値を100以上とする。
【数11】
Md30=497−462(C+N)−9.2Si−8.1Mn−13.7Cr−20(Ni+Cu)−18.5Mo
【0025】
Md30≧100
上述したとおり、加工性が良好な材料を用いることで精度の良いリング圧延が可能である。しかしながら、自動車の無段変速機用フープを製造する場合には、強度をより向上させるために、時効を利用して強化することが一般的である。時効性を付与する例としては、Ti、Alを添加した例(たとえば特開昭59−170244号公報)、Nを添加した例(たとえば特開昭56−139663号公報)、Cuを添加した例(たとえば特開昭56−139663号公報)、Siを添加した例(たとえば特開平6−33195号公報)、Ni、Mnを調整した例(たとえば、「Fe−Ni−Mnマルテンサイト合金の時効硬化性について」、田中実ら、日本金属学会誌、31巻(1967)、9号、P.1075〜1081)などがある。しかしながら、Ti、Al、Siなどは時効元素として有効であっても、酸化物や窒化物などの非金属介在物を生成し易いため、本発明のように疲労強度を重視する製品を製造する場合には好ましくない。したがって、時効元素としてはNを添加することやCuを添加すること、またはNi、Mnの調整が好適である。
【0026】
また、寸法精度を損なわずに時効するためには、変態点以下の温度で時効を行わなければならない。本発明のようにマルテンサイトを主体とする鋼では、マルテンサイト逆変態点が600〜800℃であるため、時効は600℃以下の温度でしなければならない。このような温度域で優れた時効性を実現するためには、圧延後の組織をコントロールすることが重要である。その理由は、マルテンサイトは結晶構造がbctであるためfcc横造のオーステナイトよりも充填率が低く、マルテンサイトが多いほど時効元素の拡散を促し、時効性が向上するからである。
【0027】
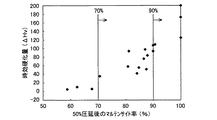
図7は、450℃での時効前後の硬度差である時効硬化量(ΔHv)(後述する表2のデータ)と50%圧延後のマルテンサイト率(%)(同じく表2のデータ)との関係を示すものである。この図から明らかなように、時効硬化量とマルテンサイト率との間には相関関係が認められ、圧延後のマルテンサイト率が70%以上で時効硬化することができ、マルテンサイト率90%以上でとくに顕著な時効硬化量が認められる。
【0028】
ところで、この圧延後のマルテンサイト率は、各成分の重量百分率で表した以下に定義されるMd30値に依存する。
【数12】
Md30=497−462(C+N)−9.28i−8.1Mn−13.7Cr−20(Ni+Cu)−18.5Mo
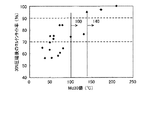
Md30値は、30%の引張変形を与えたときに体積率で60%がマルテンサイト変態する温度(℃)を示す実験式である。図8は、30%圧延後のマルテンサイト率(%)(後述する表2のデータ)とMd30値(℃)(同じく表2のデータ)との関係を示すものである。圧延率が30%の場合、Md30値が100℃以上であれば、上記マルテンサイト率を70%以上とすることができ、さらに、Md30値が140℃以上であればマルテンサイト率を安定して90%以上とすることができる。したがって、Md30値は100℃以上であることが望ましく、140℃以上であればさらに好適である。
【0029】
以上に本発明の鋼帯について説明したが、以下ではこれらの鋼帯を使用した本発明の自動車の無断変速機用フープの製造方法について詳細に説明する。
本発明の自動車の無断変速機用フープの製造方法は、重量%で、C+N:0.12%以下、Si:1%以下、Mn:7%以下、Ni:2〜24%、Cr:2〜16%、Mo:2.5%以下であり、Ni−Bal値およびMs値がそれぞれ、Ni−Bal≧1.2、Ms≧−28であるマルテンサイト系鋼からなる鋼帯を30%以上冷間圧延することを特徴とする。これによれば、上述した種々の限定事項の下に作製した鋼帯に、一般的な冷間圧延を施してフープを製造することで、優れた寸法精度および形状精度を有するフープの製造を行うことができ、しかもこの製造を従来技術のように別途熱処理や冷間時の塑性変形を施さずに簡易に行うことができる。
【0030】
また本発明の他の自動車の無断変速機用フープの製造方法は、重量%で、C+N:0.12%以下、Si:1%以下、Mn:7%以下、Ni:2〜24%、Cr:2〜16%、Mo:2.5%以下であって、Ni−Bal値およびMs値がそれぞれ、Ni−Bal≧1.2、Ms≧−28であり、Md30値がMd30≧100である鋼帯を30%以上冷間圧延し、その後マルテンサイト逆変態点以下の温度で時効することを特徴とする。これによれば、とくに鋼帯のMd30値を100℃以上とし、かつマルテンサイト逆変態点以下の温度で時効することで、寸法制度を損なわずに時効による優れた強度を有するフープの製造を実現することができる。
【0031】
また、本発明の他の自動車の無断変速機用フープの製造方法は、重量%で、C+N:0.12%以下、Si:1%以下、Mn:7%以下、Ni:2〜24%、Cr:2〜10%、Mo:2.5%以下であり、Ni−Bal値およびMs値がそれぞれ、Ni−Bal≧1.2、Ms≧−28である鋼帯を30%以上冷間圧延し、その後窒化を施すことを特徴とする。これによれば、とくに鋼帯中のCrの含有量を2〜10wt%とするとともに、窒化を施すことで、フープの表面硬度を低くすることができ、自動車の無段変速機用フープのように屈曲疲労特性が要求されるものに対して極めて有効である。
【0032】
さらに、本発明の他の自動車の無断変速機用フープの製造方法は、重量%で、C+N:0.12%以下、Si:1%以下、Mn:7%以下、Ni:2〜24%、Cr:2〜16%、Mo:2.5%以下であり、Ni−Bal値およびMs値がそれぞれ、Ni−Bal≧1.2、Ms≧−28であり、Md30値がMd30≧100である鋼帯を30%以上冷間圧延し、その後マルテンサイト逆変態点以下の温度で時効するとともに、窒化を施すことを特徴とする。これによれば、とくに鋼帯のMd30値を100以上とし、かつマルテンサイト逆変態点以下の温度で時効することで、寸法制度を損なわずに時効による優れた強度を有するフープの製造を実現することができるのみならず、窒化を施すことで、優れた耐摩耗性および疲労強度を有するフープの製造を実現することができる。
【0033】
【実施例】
以下、具体的な実施例により、本発明をさらに詳細に説明する。
表1は、自動車の無断変速機用フープの材料となる鋼帯の成分組成に関し、本発明にしたがう実施例1〜実施例4と従来技術にしたがう比較例1〜比較例15とについてそれぞれ示すものである。本発明者は、表1の各成分を有する幅250mm、厚さ0.4mmの鋼帯を焼鈍した後、30%圧延および50%圧延を順次行い、50%圧延品に時効を施した。また、表1の各成分を有する幅250mm、厚さ0.4mmの鋼帯を焼鈍した後、30%圧延および50%圧延を順次行い、50%圧延品に窒化を施した。上記時効後の各鋼帯の、50%圧延・時効後の硬度(Hv)および時効後の硬化量(ΔHv)と、上記窒化後の各鋼帯の、窒化後の表面硬度(Hv)とについての結果を表2に示す。なお、表2に併記した他のデータは、鋼帯に関し、図1〜図8に記載したグラフの縦軸または横軸のパラメータに対応したデータである。
【0034】
【表1】
【表2】
つぎに、実施例2および比較例7の各成分を有する鋼帯を図9に示す製造工程にしたがい、自動車の無断変速機用フープに加工した。各フープは、厚さ0.18mm、幅9mm、周長600mmとした。実施例2の成分を有するフープを実施例5とするとともに、比較例7の成分を有するフープを比較例16として、表3に各フープの圧延後の時効前後の硬度をそれぞれ示す。
【0037】
【表3】
比較例16では、焼鈍状態でのマルテンサイト量が少ないため加工硬化が大きく、圧延後のマルテンサイト生成量も少ないため、時効してもほとんど硬化しない。これに対し、実施例5では、圧延後の硬度は比較例16に対して大幅に低いが、時効後の硬度は比較例16と同等となる。
【0039】
図10は、時効後の製品フープの断面図であり、図中のΔtはフープの寸法精度を示す。測定の結果、実施例5ではΔtは2μm以下であったのに対し、比較例16ではΔtは3〜12μmであった。また図示していないが、フープの周長精度についても測定したところ、比較例16では±50μm程度であったのに対し、実施例5では±10μm程度と良好な結果を示した。
【0040】
これらの結果、加工硬化の大きい比較例16は、積層して用いるには十分な寸法精度が得られないため、自動車の無段変速機用フープに好適であるとはいえない。これに対し、実施例5は加工硬化が小さいため寸法精度が極めて良好であり、すなわち積層して用いるのに十分な寸法精度が得られることから、自動車の無段変速機用フープに好適であるといえる。
【0041】
また、フープの疲労強度は実際に自動車の無段変速機に用いるにあたり重要な特性である。そこで、図11に側面図で示すように、2個のローラー10,11からなる疲労強度試験装置で種々の引張力Fにおけるフープ12の疲労寿命を比較した。ここでは、破断までの繰返し曲げ回数を疲労寿命とし、フープ12の回転回数に2を乗ずることで疲労寿命を求めた。試験は破断するか、疲労寿命が108回に達するまで継続した。この試験では径55mmのローラーを用い、回転速度を6000rpmとして実施した。その結果を図12に示す。なお、図12に示すプロットは、実施例5および比較例16に関するものである。この図より明らかなように、実施例5は比較例16と同等の疲労寿命を有しており、自動車用無段変速機に用いるに十分な疲労特性を得ている。
【0042】
【発明の効果】
以上説明したように、本発明は、自動車の無断変速機用フープを製造するにあたって、その素材となる鋼帯の成分組成やフープの製造条件等を最適に設定したので、従来技術のように別途熱処理や冷間時の塑性変形を施さずに、すなわち無断変速機用フープの製造を簡易に行うことができ、しかもフープの優れた寸法精度および形状精度が得られることから、極めて有望である。
【図面の簡単な説明】
【図1】溶接部のNi偏析比とNi−Bal値との関係を示すグラフである。
【図2】レーザ溶接前後のMn変化量(wt%)とMn含有量(wt%)との関係を示すグラフである。
【図3】30%圧延時の加工硬化量(ΔHv)と鋼帯焼鈍後のマルテンサイト率(%)との関係を示すグラフである。
【図4】鋼帯焼鈍後のマルテンサイト率(%)とMs値(℃)との関係を示すグラフである。
【図5】焼鈍状態でマルテンサイト率が30%以上である鋼帯の硬度(Hv)とC+N含有量(wt%)との関係を示すグラフである。
【図6】窒化後の表面硬度(Hv)とCr含有量(wt%)との関係を示すグラフである。
【図7】450℃での時効前後の硬度差である時効硬化量(ΔHv)と50%圧延後のマルテンサイト率(%)との関係を示すグラフである。
【図8】30%圧延後のマルテンサイト率(%)とMd30値(℃)との関係を示すグラフである。
【図9】鋼帯から製品フープを製造する一連の製造工程を示す図である。
【図10】時効後の製品フープの断面図である。
【図11】製品フープの疲労強度試験装置を示す側面図である。
【図12】製品フープの疲労強度試験に関し、引張力(N)と疲労寿命(回)との関係を示すグラフである。
【符号の説明】
10、11…ローラー、12…フープ、F…引張力。
Claims (7)
- 重量%で、C+N:0.12%以下、Si:1%以下、Mn:7%以下、Ni:2〜24%、Cr:2〜16%、Mo:2.5%以下であり、各成分の重量百分率で表した下記の式で定義されるNi−Bal値およびMs値がそれぞれ、Ni−Bal≧1.2、Ms≧−28であることを特徴とするマルテンサイト系鋼からなる鋼帯。
- 重量%でCr:2〜10%であることを特徴とする請求項1に記載のマルテンサイト系鋼からなる鋼帯。
- 各成分の重量百分率で表した下記の式で定義されるMd30値が100以上であることを特徴とする請求項1または2に記載のマルテンサイト系鋼からなる鋼帯。
- 請求項1に記載の鋼帯を30%以上冷間圧延することを特徴とする自動車の無断変速機用フープの製造方法。
- Md30値が100以上である請求項1に記載の鋼帯を30%以上冷間圧延し、その後マルテンサイト逆変態点以下の温度で時効することを特徴とする自動車の無断変速機用フープの製造方法。
- 請求項2に記載の鋼帯を30%以上冷間圧延し、その後窒化を施すことを特徴とする自動車の無断変速機用フープの製造方法。
- Md30値が100以上である請求項1に記載の鋼帯を30%以上冷間圧延し、その後マルテンサイト逆変態点以下の温度で時効するとともに、窒化を施すことを特徴とする自動車の無断変速機用フープの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002179413A JP4173976B2 (ja) | 2002-06-20 | 2002-06-20 | 自動車の無断変速機用フープの製造方法 |
| US10/488,108 US7459034B2 (en) | 2002-06-20 | 2003-06-05 | Steel hoop made from a martensitic steel strip |
| PCT/JP2003/007113 WO2004001081A1 (ja) | 2002-06-20 | 2003-06-05 | マルテンサイト系鋼からなる鋼帯およびこの鋼帯を使用した自動車の無段変速機用フープの製造方法 |
| CNB038011107A CN1263881C (zh) | 2002-06-20 | 2003-06-05 | 马氏体钢钢带和使用此钢带的汽车无级变速箱用环箍的制造方法 |
| EP03730824A EP1514948A4 (en) | 2002-06-20 | 2003-06-05 | STEEL BAND COMPRISING MARTENSITIC STEEL AND METHOD FOR MANUFACTURING BELT FOR CONTINUOUSLY CHANGING TRANSMISSION USING SUCH STEEL BAND |
| TW092116736A TWI230202B (en) | 2002-06-20 | 2003-06-20 | Martensitic steel hoop for continuously variable transmission of automobile and production method for the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002179413A JP4173976B2 (ja) | 2002-06-20 | 2002-06-20 | 自動車の無断変速機用フープの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004018989A true JP2004018989A (ja) | 2004-01-22 |
| JP4173976B2 JP4173976B2 (ja) | 2008-10-29 |
Family
ID=29996563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002179413A Expired - Fee Related JP4173976B2 (ja) | 2002-06-20 | 2002-06-20 | 自動車の無断変速機用フープの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7459034B2 (ja) |
| EP (1) | EP1514948A4 (ja) |
| JP (1) | JP4173976B2 (ja) |
| CN (1) | CN1263881C (ja) |
| TW (1) | TWI230202B (ja) |
| WO (1) | WO2004001081A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015120200A (ja) * | 2013-12-24 | 2015-07-02 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツングRobert Bosch Gmbh | 無段変速機用の駆動ベルトでの使用に好適な坦持リングを形成する方法 |
| WO2020130279A1 (ko) * | 2018-12-18 | 2020-06-25 | 주식회사 포스코 | 고강도 스테인리스강 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10031531B2 (en) | 2011-02-25 | 2018-07-24 | Mks Instruments, Inc. | System for and method of multiple channel fast pulse gas delivery |
| NL1041998B1 (en) * | 2016-07-27 | 2018-02-01 | Bosch Gmbh Robert | Flexible steel ring made from maraging steel and provided with a nitrided surface layer |
| CN117120637B (zh) * | 2021-04-12 | 2025-12-09 | 舍弗勒技术股份两合公司 | 用于制造谐波传动装置构件的方法,谐波传动装置构件和谐波传动装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5713151A (en) * | 1980-06-23 | 1982-01-23 | Kawasaki Steel Corp | Superhigh-tensile steel with superior toughness at low temperature |
| JPS5980772A (ja) | 1982-10-28 | 1984-05-10 | Toyota Motor Corp | マルエ−ジング鋼製フ−プの熱処理方法 |
| JPH0536827Y2 (ja) | 1987-07-13 | 1993-09-17 | ||
| JP2527564B2 (ja) * | 1987-07-21 | 1996-08-28 | 日新製鋼株式会社 | 溶接強度および靭性に優れた析出硬化型ステンレス鋼 |
| JPS6425952U (ja) | 1987-08-07 | 1989-02-14 | ||
| EP0391949A1 (en) * | 1987-12-23 | 1990-10-17 | Uddeholm Tooling Aktiebolag | Precipitation hardening tool steel for forming tools and forming tool made from the steel |
| JP2995524B2 (ja) * | 1993-04-28 | 1999-12-27 | 新日本製鐵株式会社 | 高強度マルテンサイトステンレス鋼とその製造方法 |
| JP3186678B2 (ja) | 1997-12-10 | 2001-07-11 | 日産自動車株式会社 | ベルト式無段変速機用金属帯の製造方法 |
| JPH11229093A (ja) * | 1998-02-09 | 1999-08-24 | Daido Steel Co Ltd | 高耐食性・高強度ステンレス鋼 |
| JP4207137B2 (ja) * | 1998-02-16 | 2009-01-14 | 日立金属株式会社 | 高硬度高耐食ステンレス鋼 |
| JP3421265B2 (ja) | 1998-06-12 | 2003-06-30 | 日新製鋼株式会社 | 無段変速機ベルト用準安定オーステナイト系ステンレス鋼板およびその製造方法 |
| KR100374980B1 (ko) * | 1999-02-12 | 2003-03-06 | 히다찌긴조꾸가부시끼가이사 | 우수한 기계가공성을 갖는 다이스용 고장력강 |
| DE60026746T2 (de) * | 1999-10-04 | 2006-11-16 | Hitachi Metals, Ltd. | Treibriemen |
| JP3638482B2 (ja) | 1999-10-08 | 2005-04-13 | 本田技研工業株式会社 | 金属リングの周長補正方法 |
| JP2001131713A (ja) * | 1999-11-05 | 2001-05-15 | Nisshin Steel Co Ltd | Ti含有超高強度準安定オーステナイト系ステンレス鋼材および製造法 |
| JP2002053936A (ja) * | 2000-08-02 | 2002-02-19 | Nisshin Steel Co Ltd | 無段変速機ベルト金属リング用オーステナイト系ステンレス鋼板及びその製造方法 |
-
2002
- 2002-06-20 JP JP2002179413A patent/JP4173976B2/ja not_active Expired - Fee Related
-
2003
- 2003-06-05 EP EP03730824A patent/EP1514948A4/en not_active Withdrawn
- 2003-06-05 US US10/488,108 patent/US7459034B2/en not_active Expired - Fee Related
- 2003-06-05 WO PCT/JP2003/007113 patent/WO2004001081A1/ja not_active Ceased
- 2003-06-05 CN CNB038011107A patent/CN1263881C/zh not_active Expired - Fee Related
- 2003-06-20 TW TW092116736A patent/TWI230202B/zh not_active IP Right Cessation
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015120200A (ja) * | 2013-12-24 | 2015-07-02 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツングRobert Bosch Gmbh | 無段変速機用の駆動ベルトでの使用に好適な坦持リングを形成する方法 |
| WO2020130279A1 (ko) * | 2018-12-18 | 2020-06-25 | 주식회사 포스코 | 고강도 스테인리스강 |
| KR20200075656A (ko) * | 2018-12-18 | 2020-06-26 | 주식회사 포스코 | 고강도 스테인리스강 |
| KR102169457B1 (ko) | 2018-12-18 | 2020-10-23 | 주식회사 포스코 | 고강도 스테인리스강 |
| CN113227431A (zh) * | 2018-12-18 | 2021-08-06 | 株式会社Posco | 高强度不锈钢 |
| CN113227431B (zh) * | 2018-12-18 | 2022-12-20 | 株式会社Posco | 高强度不锈钢 |
| US11952649B2 (en) | 2018-12-18 | 2024-04-09 | Posco Co., Ltd | High-strength stainless steel |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4173976B2 (ja) | 2008-10-29 |
| TWI230202B (en) | 2005-04-01 |
| US20040244873A1 (en) | 2004-12-09 |
| EP1514948A1 (en) | 2005-03-16 |
| US7459034B2 (en) | 2008-12-02 |
| EP1514948A4 (en) | 2006-01-04 |
| TW200401039A (en) | 2004-01-16 |
| CN1263881C (zh) | 2006-07-12 |
| CN1556870A (zh) | 2004-12-22 |
| WO2004001081A1 (ja) | 2003-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6893727B2 (en) | Metal gasket and a material for its manufacture and a method for their manufacture | |
| JP6589708B2 (ja) | 浸炭窒化部品 | |
| US8273191B2 (en) | High-strength stainless steel material and production process of the same | |
| US10948046B2 (en) | CVT ring member and method for manufacturing the same | |
| JP4173976B2 (ja) | 自動車の無断変速機用フープの製造方法 | |
| JP4524894B2 (ja) | 複層組織Cr系ステンレス鋼およびその製造方法 | |
| JP2005097682A (ja) | 無段変速機ベルト用の鋼,鋼板および素材ベルト並びに無段変速機ベルトおよびその製造法 | |
| JP5858422B2 (ja) | 鉄系材料およびその製造方法 | |
| JP6369284B2 (ja) | 複相ステンレス鋼およびその製造方法 | |
| WO2018117015A1 (ja) | 軟窒化用非調質鋼、軟窒化部品、及び、軟窒化部品の製造方法 | |
| JPH08269615A (ja) | 伸びフランジ性にすぐれる急速加熱焼入れ用熱延鋼板及びその用途と製造方法 | |
| JP5840376B2 (ja) | 鉄系材料およびその製造方法 | |
| JP2013044036A (ja) | 鉄系材料の製造方法 | |
| JP5582296B2 (ja) | 鉄系材料およびその製造方法 | |
| JP7031428B2 (ja) | 浸窒焼入れ処理用鋼、浸窒焼入れ部品及びその製造方法 | |
| JPH0949065A (ja) | 伸びフランジ性にすぐれる耐摩耗用熱延鋼板及びその製造方法 | |
| JPWO2019198781A1 (ja) | プレス成形鋼品 | |
| JP2024002334A (ja) | 浸炭二相鋼 | |
| CN109906278A (zh) | 钢部件的制造方法以及钢部件 | |
| JP2018172754A (ja) | 窒化用cvtリング素材、cvtリング部材及びこれらの製造方法 | |
| JP2021085055A (ja) | 鉄鋼材料 | |
| JPH11131182A (ja) | フレームハード用冷間工具鋼 | |
| JP2019119898A (ja) | Cvtリング素材、cvtリング部材及びこれらの製造方法 | |
| JPH10130791A (ja) | 耐食性および疲労特性に優れたマルテンサイト系ステンレス鋼板およびその製造方法 | |
| JP2018172752A (ja) | 窒化用cvtリング素材、cvtリング部材及びこれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080421 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080618 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080801 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080815 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110822 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110822 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120822 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120822 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130822 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140822 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |