JP2005014007A - ホイールリムハンプ部成形方法 - Google Patents
ホイールリムハンプ部成形方法 Download PDFInfo
- Publication number
- JP2005014007A JP2005014007A JP2003178507A JP2003178507A JP2005014007A JP 2005014007 A JP2005014007 A JP 2005014007A JP 2003178507 A JP2003178507 A JP 2003178507A JP 2003178507 A JP2003178507 A JP 2003178507A JP 2005014007 A JP2005014007 A JP 2005014007A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- peripheral wall
- wall surface
- wheel rim
- claw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【解決手段】ワーク(車両用ホイールリム)Wを把持した第1爪30および第2爪32を所定の位置で停止させ、環状支持部材160を該ワークWのカール部C1の端面に当接させる。次に、右第1型16bを閉じて該右第1型16bの支持型106でカール部C1および外周壁面を支持した後、同様に、左第1型16aを閉じて該左第1型16aの支持型106でカール部C1と外周壁面とを支持する。さらに、長尺ロッド136を前進動作させることによってローラ金型124をワークWの内周壁面に当接させ、該ローラ金型124を円周方向に沿って旋回動作させる。
【選択図】図10
Description
【発明の属する技術分野】
本発明は、車両用ホイールリムの外周壁面を隆起させることによってハンプ部を設けるホイールリムハンプ部成形方法に関する。
【0002】
【従来の技術】
自動車が走行するために必要なタイヤを嵌着するホイールの1種として、円筒体形状の車両用ホイールリム(以下、単にリムと表記することもある)の内部に円盤形状のディスクを挿入し、両者をMIG溶接等によって接合して作成されたツーピースホイールが広汎に知られている。
【0003】
このうち、リムは、例えば、以下のようにして製作される。まず、長方形状の板材の端面同士を当接させて円筒体とし、次に、この当接した端面同士を抵抗溶接等で接合する。次に、多段ロール成形加工を施して前記円筒体の外周壁面における略中央部にドロップ部といわれる凹部を円周方向に沿って形成した後、該円筒体の端部を折曲してカール部を設ける。
【0004】
前記円筒体には、さらに、ホイールに嵌着されたタイヤから空気が漏洩することを防止するとともに、リム中央に設けられたドロップ部にタイヤのビード部が脱落することを阻止するためのハンプ部が設けられ、これによりリムが得られるに至る。
【0005】
このハンプ部の成形方法として、特許文献1には、円筒形状のワークに対して粗成形を施すことによって外周壁面を延伸し、次に、凹部を有する金型を該外周壁面に押圧しながら仕上げ成形を施すことによって外周壁面をさらに延伸させるとともに、外周壁面の肉を前記凹部に流入させて該外周壁面を隆起させることでハンプ部を形成する方法が提案されている。
【0006】
また、特許文献2には、側周壁部に凸部が設けられた第1ローラを円筒体の内部に挿入する一方、該円筒体の外部に凹部を有する第2ローラを配設し、前記第1ローラと前記第2ローラとを互いに指向して変位させ、最終的に第1ローラの凸部で円筒体の内周壁面を押圧して隆起させることによってハンプ部を設けることが開示されている。なお、円筒体の隆起した外周壁面は、第2ローラの凹部に進入する。
【0007】
このようにして製作されたリムの内部にディスクが挿入され、MIG溶接等によって両者が接合されることにより、ホイールが得られる。
【0008】
【特許文献1】
特開平10−71443号公報(段落[0027]、図4)
【特許文献2】
特開平2−70304号公報(第9頁右下欄第8行〜第10頁右上欄第4行、第10図)
【0009】
【発明が解決しようとする課題】
ハンプ部には、ホイールに嵌着されたタイヤから空気が漏洩することを防止する役割を確実に果たすべく、寸法精度が良好であることが必要となる。特に、タイヤと接する外周壁面には、曲率半径や、ハンプ部の頂点とカール部との距離等の数値が所定の範囲内であることが要求される。
【0010】
本発明は上記した技術に関連してなされたもので、寸法精度が良好なハンプ部を設けることが可能であり、このためにタイヤから空気が漏洩するという懸念を払拭するホイールを得ることが可能なホイールリムハンプ部成形方法を提供することを目的とする。
【0011】
【課題を解決するための手段】
前記の目的を達成するために、本発明は、把持手段に把持された車両用ホイールリムの外周壁面にハンプ部を円周方向に沿って設けるホイールリムハンプ部成形方法であって、
凹部を有する第1型で前記車両用ホイールリムを外周壁面側から支持するとともに、回転軸に連結された第2型における前記凹部に対応する箇所に設けられた凸部で前記車両用ホイールリムを内周壁面側から押圧し、前記凸部での押圧によって前記車両用ホイールリムの前記外周壁面側を隆起させ、
前記回転軸を回転動作させることに伴い、前記車両用ホイールリムの内周壁面における円周方向に沿って前記凸部を変位させることにより、円周方向に沿って前記外周壁面を隆起させてハンプ部を成形することを特徴とする。
【0012】
すなわち、本発明においては、車両用ホイールリムを外周壁面側から支持することによって該車両用ホイールリムを位置決め固定し、この状態で、該車両用ホイールリムを内周壁面側から押圧して外周壁面を隆起させてハンプ部を設けるようにしている。これにより、カール部から所定の距離で離間した位置にハンプ部を設けることができる。
【0013】
また、内周壁面側から第2型で押圧されることによって塑性変形した車両用ホイールリムの肉を外周壁面に当接させた第1型の凹部内に進入させるので、所定の湾曲面を有するハンプ部を成形することができる。換言すれば、外周壁面の曲率半径が所定の数値範囲内であり、円周長および真円度の精度が良好なハンプ部を得ることができる。
【0014】
このように、本発明においては、寸法精度の良好なハンプ部を形成することができるので、タイヤから空気漏れが起こるという懸念を払拭することができる。
【0015】
なお、第1型に前記凹部とは別の凹部をさらに設け、車両用ホイールリムを外周壁面側から支持する際、該車両用ホイールリムの端部に設けられたカール部を別の凹部に収容して支持することが好ましい。これによりカール部が確実に位置決め固定される。また、ハンプ部を設けるための凹部が設けられた第1型でカール部を押圧するので、カール部とハンプ部とを確実に所定の距離で離間させることができる。
【0016】
第2型としては、側周壁部に凸部が突出形成されたローラを使用することが好ましい。この場合、内周壁面の円周方向に沿ってローラを旋回動作させるという簡便な操作により、ハンプ部を容易に成形することができる。
【0017】
【発明の実施の形態】
以下、本発明に係るホイールリムのハンプ部成形方法につきそれを遂行するホイールリムハンプ部成形用装置との関係で好適な実施の形態を挙げ、添付の図面を参照して詳細に説明する。
【0018】
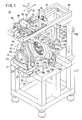
まず、ホイールリムハンプ部成形用装置(以下、単にハンプ部成形装置という)につき説明する。全体概略斜視図を図1に、概略側面図を図2に、概略正面図を図3に示すように、このハンプ部成形装置10は、ドロップ部Dとカール部C1、C2とが設けられ、かつハンプ部が設けられていないリム(以下、ワークと表記することもある)Wを載置する載置台12と、ワークWを把持する把持手段としてのクランプ手段14と、ワークWを外周壁面から押圧する左第1型16a(可動板)および右第1型16b(可動板)とを有し、これらは基台17に支持されている。
【0019】
載置台12は、基台17の図2における左端部に載置台用昇降シリンダ18を介して設置されており、該載置台用昇降シリンダ18の作用下に昇降動作が可能である。なお、載置台用昇降シリンダ18の左右にはガイドロッド20が配設されており、これらガイドロッド20が案内用ブッシュ22の貫通孔内を摺動することにより、載置台12が昇降動作する際に傾斜することが回避される。
【0020】
載置台12の周縁には立ち上がり部24が設けられており、かつ該立ち上がり部24の内壁面近傍には、支持用枠体26が着脱自在に設けられている。これら立ち上がり部24および支持用枠体26によって、ワークWが脱落することが防止される。
【0021】
図4に示すように、クランプ手段14は、爪開閉手段28の作用下に互いに接近または離間する第1爪30および第2爪32と、これら第1爪30および第2爪32を図2における矢印X方向に前進動作または後退動作させる爪変位手段34と、第1爪30および第2爪32を反転させて互いの位置を入れ替える爪反転手段36とを有する。なお、第1爪30および第2爪32における各ワーク当接面には、緩衝部材37が取り付けられている。
【0022】
基台17の上部には、その上端面の左右各端部にレール38が設置された長尺な案内部材40が設けられている。また、この案内部材40の上端面には、爪変位手段34を構成する爪変位用シリンダ42も設置されている。
【0023】
第1爪30および第2爪32を支持する架台44は、滑動用ブロック46を介してレール38に滑動自在に係合されている。この架台44には前記爪変位用シリンダ42のロッド48が連結されており、したがって、該ロッド48が前進・後退動作することに伴って架台44、ひいては第1爪30および第2爪32が前進・後退動作する。
【0024】
図4および図5に示すように、この架台44は、滑動用ブロック46が連結された直線変位部50と、該直線変位部50に対して回転動作可能な回転動作部52とを有し、前記爪変位用シリンダ42のロッド48は、このうちの直線変位部50に連結されている。
【0025】
また、回転動作部52の上端部には突起部54が突出形成されており(図4参照)、かつ直線変位部50の下端部には、前記突起部54に当接するストッパ部56が設けられている。
【0026】
架台44の上部には、前記爪反転手段36を構成する反転用アクチュエータ58が設置されている。この反転用アクチュエータ58には回転軸60が連結されており、該回転軸60は、直線変位部50および回転動作部52にそれぞれ設けられた貫通孔62、64に通されている。この回転軸60には、小径部66と大径部68を有する円筒状軸70が外嵌されており、該円筒状軸70の小径部66は、回転動作部52の貫通孔64内に挿入されている。また、この円筒状軸70の大径部68は、図示しないボルトを介して回転動作部52と連結されている。このため、回転軸60が回転付勢された際、これに追従して円筒状軸70が回転動作するとともに、回転動作部52、ひいては第1爪30および第2爪32が180°反転動作する。
【0027】
円筒状軸70の小径部66から突出した回転軸60の下端部は、爪開閉手段28を構成する円筒部材72の貫通孔と、略菱形のカム74の貫通孔とに通された後、回転動作部52に設けられた軸受部76に軸支されている。なお、直線変位部50、円筒部材72およびカム74と回転軸60との間には、ベアリング77がそれぞれ介装されている。
【0028】
円筒部材72の上端部は円周方向に切り欠かれており、この切欠部78には、第1歯車80が嵌合されている。そして、この第1歯車80、円筒部材72およびカム74は、図示しないボルトによって互いに連結されている。
【0029】
図4のVI−VI線矢視断面図である図6から諒解されるように、カム74の長手方向における両端部には、第1アーム82および第2アーム84がそれぞれ連結されている。第1爪30および第2爪32は、この第1アーム82および第2アーム84にそれぞれ連結されている。
【0030】
爪開閉手段28は、さらに、回転動作部52にそれぞれ支持された回転アクチュエータ86および回転角センサ88を有し、これら回転アクチュエータ86および回転角センサ88は、主回転軸90、従回転軸92をそれぞれ具備する。これら主回転軸90および従回転軸92には第2歯車94および第3歯車96がそれぞれ嵌合されており、該第2歯車94および該第3歯車96は、前記第1歯車80に噛合している。
【0031】
したがって、回転アクチュエータ86の主回転軸90が回転付勢された場合、回転駆動力が第2歯車94を介して第1歯車80に伝達され、これにより該第1歯車80に連結されたカム74が図6に示す矢印Y方向に回動動作する。カム74がこのように回転動作することに伴って第1アーム82が矢印Z1方向に、第2アーム84が矢印Z2方向にそれぞれ前進動作することにより、第1爪30が図6における矢印Z1方向に、第2爪32が矢印Z2方向にそれぞれ進行し、その結果、第1爪30と第2爪32が互いに離間する。すなわち、爪が開く。この際の第1爪30および第2爪32の開き量は、前記回転角センサ88によって検知される。
【0032】
図2および図7に示すように、左第1型16aおよび右第1型16bには、左第1型用シリンダ98aおよび右第1型用シリンダ98bの各ロッド100a、100bが連結されており、左第1型16aおよび右第1型16bは、これらロッド100a、100bが前進・後退動作することに伴い、平板状ブラケット102の一端面に設けられたレール104に案内されて前進・後退動作する。
【0033】
ここで、左第1型16aおよび右第1型16bにおける円弧状開口には、ワークWを支持するための支持型106が着脱自在に設置されており、該支持型106には、図8に示すように、ハンプ部を形成するための第1凹部108と、カール部C1、C2を外周壁面側から支持するための第2凹部110とが設けられている。
【0034】
図9に示すように、平板状ブラケット102の他端面には、型閉じした左第1型16aおよび右第1型16bが開くことを阻止するための位置決め手段を構成する位置決め用シリンダ112が固定されている。そして、この位置決め用シリンダ112のロッド114には、弓形に屈曲形成されたロッド変位部材116が連結されている。
【0035】
このロッド変位部材116の上端部および下端部には、平板状ブラケット102に設けられた貫通孔から突出したロッド118がそれぞれ連結されている。各ロッド118の先端部の一部は切り欠かれており、この切欠部120は、ロッド118が前進動作した際に、左第1型16aおよび右第1型16bの摺接部122上に摺接して積層される。
【0036】
ハンプ部成形装置10は、さらに、図8に示すように、ハンプ部を設けるための第2型としてのローラ金型124と、該ローラ金型124をワークWの内周壁面側に変位させるための変位手段126と、該ローラ金型124をワークWの円周方向に沿って旋回動作させるための旋回手段128とを有する。
【0037】
まず、変位手段126は、基台17(図2参照)に支持されたローラ金型変位用シリンダ130と、該ローラ金型変位用シリンダ130のロッド132に連結ブラケット134を介して連結された回転軸としての長尺ロッド136と、該長尺ロッド136の先端部に固定されて傾斜面が設けられた係合カム138と、該係合カム138が前進動作することに伴ってワークWの内周壁面に指向して変位する移動カム140とを有する。なお、長尺ロッド136と連結ブラケット134との間には、図示しないベアリングが介装されている。
【0038】
移動カム140は、図示しないコイルスプリングの作用下に、係合カム138側に指向して常時弾発付勢されている。また、この移動カム140は、係合カム138の傾斜面に対応する傾斜面を有し、したがって、長尺ロッド136が前進動作して係合カム138の傾斜面が移動カム140の傾斜面を押圧すると、該移動カム140に連結された軸部材142に軸支されたローラ金型124が図8における下方、換言すれば、ワークWの内周壁面側に指向して変位する。
【0039】
次に、旋回手段128は、その孔部147内に長尺ロッド136を収容した回転体144と、該回転体144を回転動作させるモータ146とを有する。
【0040】
具体的には、長尺ロッド136は、回転体144に設けられた孔部147内に挿入されている。また、この回転体144の大部分は、固定枠体148に囲繞されている。ここで、回転体144と固定枠体148の間には、ベアリング150が介装されている。
【0041】
モータ146の回転軸先端に固定されたプーリ152には、ベルト154が巻回されている。一方、回転体144において、固定枠体148から突出した側周壁部には歯車156が嵌合されており、該歯車156は、ベルト154の内周面に設けられた凹部157に噛合する。さらに、回転体144と長尺ロッド136の間には軸受158が介装されており、したがって、プーリ152が回転付勢されることに伴って、回転体144を介して長尺ロッド136も回転動作する。
【0042】
ここで、固定枠体148には、カール部C1、C2を端面側から支持する環状支持部材160が配設されている。具体的には、固定枠体148には第1支持部材用シリンダ162と、6個の第2支持部材用シリンダ164とが設置されており、環状支持部材160は、これら第1支持部材用シリンダ162および第2支持部材用シリンダ164を構成する各ロッド166、168の先端部に設置されている。両ロッド166、168は同期して前進・後退動作され、したがって、環状支持部材160の当接面は同時にカール部C1またはカール部C2の端面に当接する。
【0043】
ローラ金型124の側周壁部には、前記左第1型16aおよび前記右第1型16bにおける各支持型106の各第1凹部108に対応する位置に、凸部170が突出形成されている。
【0044】
次に、このように構成されたハンプ部成形装置10によって遂行される、本実施の形態に係るハンプ部成形方法につき説明する。
【0045】
まず、第1爪30および第2爪32を左第1型16aおよび右第1型16bに近接させるとともに、両爪30、32を互いに離間させる。具体的には、回転アクチュエータ86を付勢して主回転軸90および従回転軸92を回転動作させ、該主回転軸90および該従回転軸92に嵌合された第2歯車94および第3歯車96を介して、第1歯車80を回転動作させる。これに追従して円筒部材72が回転動作するともにカム74が図6における矢印Y方向に回動動作し、その結果、第1アーム82および第2アーム84が矢印Z1、Z2方向にそれぞれ前進動作して、第1爪30および第2爪32が互いに離間する方向に進行する。換言すれば、爪が開く。上記したように、この際の爪の開き量は、回転角センサ88(図5参照)によって検知される。
【0046】
さらに、載置台用昇降シリンダ18を付勢することによって、載置台12を上死点に位置させる。この状態で、載置台12にワーク(リム)Wを載置する。この際、ワークWの長手方向とハンプ部成形装置10の長手方向とを一致させる。すなわち、一端部のカール部C1がハンプ部成形装置10の左第1型16aおよび右第1型16bに臨むようにワークWを載置する。
【0047】
そして、爪変位用シリンダ42を付勢して該爪変位用シリンダ42のロッド48を前進動作させて架台44をレール38に沿って前進動作させることにより、第1爪30および第2爪32をワークWのドロップ部Dまで変位させる。その後、回転アクチュエータ86の主回転軸90を上記とは逆方向に回転動作させ、これにより、第1爪30および第2爪32を互いに接近させる。第1爪30および第2爪32は、最終的に、図10に示すように、ワークWのドロップ部Dを把持する。この状態で、載置台用昇降シリンダ18を付勢して載置台12を下降させる。これによりワークWが載置台12から離脱して、該ワークWが第1爪30および第2爪32にのみ把持された状態となる。
【0048】
次に、爪変位用シリンダ42を付勢してロッド48を後退動作させることによって第1爪30および第2爪32を後退させ、これにより、ワークWのカール部C1を左第1型16aおよび右第1型16bの位置まで後退させる。
【0049】
次に、右第1型用シリンダ98bを付勢してロッド100bをワークWに指向して前進動作させ、平板状ブラケット102のレール104に案内されて変位した右第1型16bにおける支持型106の第2凹部110にカール部C1を接近させるとともに、該支持型106のその他の部位をワークWの側周壁部に接近させる。最終的に、ロッド100bを最大限に前進動作させて、右第1型16bを前進端位置とする。
【0050】
同様に、左第1型用シリンダ98aを付勢し、ロッド100aをワークWに指向して前進動作させる。これにより、レール104に案内されて変位した左第1型16aにおける支持型106の第2凹部110がカール部C1に接近するとともに、該支持型106のその他の部位がワークWの側周壁部に接近する。
【0051】
ここで、ロッド100aは、ロッド100bのおよそ半分の駆動力で前進動作する。したがって、左第1型16aは、該左第1型16aにおける支持型106の端面が前進端位置で待機する右第1型16bにおける支持型106の端面に当接することに伴って停止する。すなわち、本実施の形態においては、ロッド100bを最大限に前進動作させた際の右第1型16bの前進端位置を基準としてロッド100aが停止し、これにより左第1型16aが停止・位置決めされる。この位置決めにより型閉じが終了し、カール部C1が側周壁面側から支持されるとともに、ワークWの側周壁部が支持されるに至る。
【0052】
このように、本実施の形態においては、右第1型16bと左第1型16aを個別に作動させるようにしている。このため、例えば、ワークWは、右第1型16b側に偏在しているときには、先に前進動作する右第1型16bに押圧されることによって該右第1型16bの前進端位置まで変位し、この前進端位置で左第1型16aに支持されて位置決めされる。一方、ワークWが左第1型16a側に偏在しているときには、該ワークWは、後から前進動作する左第1型16aに押圧されることによって、既に前進動作を終えて前進端位置で待機する右第1型16bまで変位し、この前進端位置で右第1型16bに支持されて位置決めされる。以上により、ワークWを所定の位置に確実に位置決めすることができる。換言すれば、ワークWが位置ずれを起こすことを回避することができる。
【0053】
次に、第1支持部材用シリンダ162および6個の第2支持部材用シリンダ164を付勢して各ロッド166、168を前進動作させ、環状支持部材160をカール部C1の端面側に同時に当接させる。このように、環状支持部材160をカール部C1の端面側に同時に当接させることにより、ワークWの長手方向と長尺ロッド136の長手方向とが一致する。すなわち、ワークWが長尺ロッド136、ひいてはローラ金型124に対して傾斜した状態となることを回避することができる。
【0054】
次に、位置決め用シリンダ112を平板状ブラケット102に指向して後退動作させる。これに追従してロッド118を平板状ブラケット102の貫通孔からさらに突出させ、該ロッド118の切欠部を左第1型16aおよび右第1型16bの摺接部122上に摺接させた後に積層させる。これにより左第1型16aおよび右第1型16bが位置決め固定され、型が開くことが抑制される。
【0055】
次に、ローラ金型変位用シリンダ130のロッド132を前進動作させることにより、連結ブラケット134を介して長尺ロッド136を前進動作させる。これに伴って係合カム138の傾斜部が移動カム140の傾斜部に摺接することによって、移動カム140がワークWの内周壁面に指向して変位し、その結果、図11に示すように、ローラ金型124の凸部170がワークWの内周壁面に当接する。さらにローラ金型124の変位を続行させると、塑性変形によって内周壁面が陥没するとともに外周壁面が隆起して隆起部が形成される。なお、この隆起部は、左第1型16aないし右第1型16bにおける各支持型106の第1凹部108に収容される。
【0056】
次に、モータ146の回転軸先端に取り付けられたプーリ152を回転付勢する。この回転付勢によってベルト154および歯車156が回転動作を開始することに追従して回転体144が回転動作し、さらに、軸受158を介して長尺ロッド136が回転動作する。なお、回転体144と固定枠体148との間にはベアリング150が介装されているので、この際に固定枠体148が回転動作することはない。長尺ロッド136と連結ブラケット134に関しても同様である。
【0057】
長尺ロッド136が回転動作すると、係合カム138および移動カム140も回転動作する。したがって、移動カム140に連結されたローラ金型124がワークWの内周壁面に沿って旋回動作し、これに伴い、該ワークWの内周壁面が連続的に陥没するとともに、外周壁面が連続的に隆起する。このようにして外周壁面が連続的に隆起されることにより、該外周壁面に突出したハンプ部Hが成形される。
【0058】
このように、本実施の形態においては、ワークWを端面側および外周壁面から押圧して所定の位置に位置決め固定した後、内周壁面をローラ金型124で押圧することによってハンプ部Hを成形するようにしている。このため、カール部C1から所定の距離で離間した箇所にハンプ部Hを設けることができる。
【0059】
しかも、この場合、ワークWの内周壁面をローラ金型124の凸部170で押圧するとともに、凸部170で押圧されたワークWの肉を左第1型16aまたは右第1型16bにおける支持型106の各第1凹部108に進入させることによって塑性変形させるようにしている。このため、設けられたハンプ部Hにおける内周壁面側および外周壁面側の各曲率半径を、所定の数値範囲内とすることができる。換言すれば、寸法精度が良好なハンプ部Hを成形することができる。
【0060】
また、環状支持部材160が当接することによってワークWが傾斜することが阻止されているので、軌跡がワークWの円周方向に沿ったハンプ部Hを設けることができる。
【0061】
さらに、右第1型16bを前進端位置に位置決めした後に左第1型16aを閉じるようにしているので、ワークWが左第1型16aまたは右第1型16bのいずれかに偏在した場合であっても、該ワークWは、最終的に右第1型16bの前進端位置まで変位されてこの位置で位置決めされる。このため、ローラ金型124が位置ずれを起こすことなく内周壁面の円周方向に沿って旋回動作するので、隆起高さや曲率半径にムラのないハンプ部Hを得ることができる。
【0062】
上記のようにして一端部にハンプ部Hが形成された後、ワークWが反転される。すなわち、上記とは逆の過程を経てワークWをローラ金型124から解放し、左第1型16aおよび右第1型16bの貫通孔に位置決め用シリンダ112のロッド114を埋没させた後に型開きを行う。そして、反転用アクチュエータ58を付勢して、該反転用アクチュエータ58の回転軸60を回転動作させる。
【0063】
回転軸60が回転動作することに伴い、該回転軸60に外嵌された円筒状軸70が回転動作する。これに追従して、該円筒状軸70に連結された回転動作部52が回転動作し、その結果、該回転動作部52に支持された第1爪30および第2爪32が反転するに至る。この際、カム74は、回転動作するものの、矢印Y方向(図6参照)に回動動作することはない。したがって、第1爪30と第2爪32とが互いに離間することもない。換言すれば、回転動作部52を反転させる際にも、ワークWが把持された状態が維持される。なお、反転した回転動作部52は、突起部54が直線変位部50のストッパ部56に当接することによって停止する。
【0064】
第1爪30と第2爪32とを反転させることによってワークWを反転させた後、上記と同一の動作を行わせれば、図12に示すように、ワークWの残余の他端部にも寸法精度が良好なハンプ部Hが成形されたリムRが得られるに至る。
【0065】
なお、例えば、図2に示されるワークWに比して長尺なワークに対しハンプ部Hを設ける際には、支持用枠体26を載置台12から取り外せばよい。
【0066】
また、開口径が図2のワークWとは異なるワークに対してハンプ部Hを設ける場合、左第1型16aおよび右第1型16bの支持型106を、開口径に応じた寸法を有するものに交換すればよい。
【0067】
また、上記した実施の形態においては、右第1型16bを先に作動させるようにしているが、左第1型16aを先に作動させるようにしてもよいことはいうまでもない。
【0068】
【発明の効果】
以上説明したように、本発明によれば、車両用ホイールリムを外周壁面側から支持することによって該車両用ホイールリムを位置決め固定し、その後にハンプ部を形成するようにしている。このため、カール部とハンプ部とを所定の間隔で離間させることができる。
【0069】
しかも、この場合、内周壁面側から型で押圧されることによって塑性変形した車両用ホイールリムの肉を、外周壁面に当接させた型内に進入させるようにしているので、ハンプ部の外周壁面側の曲率半径を所定の数値範囲内とすることができる。
【0070】
すなわち、本発明によれば、寸法精度が良好なハンプ部を成形することができるという効果が達成される。
【図面の簡単な説明】
【図1】本実施の形態に係るホイールリムハンプ部成形方法を遂行するハンプ部成形装置の全体概略斜視図である。
【図2】図1のハンプ部成形装置の概略側面図である。
【図3】図1のハンプ部成形装置の概略正面図である。
【図4】図3に示すクランプ手段を拡大した正面要部拡大図である。
【図5】図4のクランプ手段の側面説明図である。
【図6】図4のVI−VI線矢視断面図である。
【図7】図3に示す左第1型と右第1型とを型閉じした状態を示す要部正面説明図である。
【図8】ローラ金型をワークの内周壁面に変位させる変位手段と、ローラ金型を旋回動作させる旋回手段とを示す要部断面説明図である。
【図9】図7の左第1型と右第1型とを位置決め固定する位置決め用シリンダの要部概略側面図である。
【図10】載置台に載置されたワークが第1爪および第2爪によって把持された状態を示す要部概略側面図である。
【図11】ローラ金型をワークの内周壁面に変位させて該内周壁面を押圧し、隆起部を形成した状態を示す要部断面説明図である。
【図12】ハンプ部が設けられた車両用ホイールリムの全体概略側面図である。
【符号の説明】
10…ハンプ部成形装置 12…載置台
14…クランプ手段 16a、16b…第1型
18…載置台用昇降シリンダ 28…爪開閉手段
30、32…爪 34…爪変位手段
36…爪反転手段 42…爪変位用シリンダ
44…架台 50…直線変位部
52…回転動作部 58…反転用アクチュエータ
70…円筒状軸 72…円筒部材
74…カム 82、84…アーム
86…回転アクチュエータ 88…回転角センサ
106…支持型 108…第1凹部
110…第2凹部 112…位置決め用シリンダ
116…ロッド変位部材 118…ロッド
124…ローラ金型 126…変位手段
128…旋回手段 130…ローラ金型変位用シリンダ
136…長尺ロッド 138…係合カム
140…移動カム 144…回転体
146…モータ 148…固定枠体
160…環状支持部材 162、164…支持部材用シリンダ
170…凸部 C1、C2…カール部
D…ドロップ部 H…ハンプ部
R…車両用ホイールリム W…ワーク
Claims (3)
- 把持手段に把持された車両用ホイールリムの外周壁面にハンプ部を円周方向に沿って設けるホイールリムハンプ部成形方法であって、
凹部を有する第1型で前記車両用ホイールリムを外周壁面側から支持するとともに、回転軸に連結された第2型における前記凹部に対応する箇所に設けられた凸部で前記車両用ホイールリムを内周壁面側から押圧し、前記凸部での押圧によって前記車両用ホイールリムの前記外周壁面側を隆起させ、
前記回転軸を回転動作させることに伴い、前記車両用ホイールリムの内周壁面における円周方向に沿って前記凸部を変位させることにより、円周方向に沿って前記外周壁面を隆起させてハンプ部を成形することを特徴とするホイールリムハンプ部成形方法。 - 請求項1記載の成形方法において、前記第1型に前記凹部とは別の凹部をさらに設け、前記車両用ホイールリムを前記外周壁面側から支持する際、該車両用ホイールリムの端部に設けられたカール部を別の前記凹部に収容して支持することを特徴とするホイールリムハンプ部成形方法。
- 請求項1または2記載の成形方法において、前記第2型として、側周壁部に凸部が突出形成されたローラを使用することを特徴とするホイールリムハンプ部成形方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003178507A JP3839796B2 (ja) | 2003-06-23 | 2003-06-23 | ホイールリムハンプ部成形方法 |
| PCT/JP2004/008760 WO2004112984A1 (ja) | 2003-06-23 | 2004-06-22 | ホイールリムハンプ部成形方法及びその装置 |
| US10/561,791 US7520056B2 (en) | 2003-06-23 | 2004-06-22 | Method and device for molding wheel rim hump part |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003178507A JP3839796B2 (ja) | 2003-06-23 | 2003-06-23 | ホイールリムハンプ部成形方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005014007A true JP2005014007A (ja) | 2005-01-20 |
| JP2005014007A5 JP2005014007A5 (ja) | 2006-01-26 |
| JP3839796B2 JP3839796B2 (ja) | 2006-11-01 |
Family
ID=34180104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003178507A Expired - Fee Related JP3839796B2 (ja) | 2003-06-23 | 2003-06-23 | ホイールリムハンプ部成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3839796B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007098446A (ja) * | 2005-10-06 | 2007-04-19 | Daito Spinning:Kk | 環状支持体の製造方法およびその成形装置 |
| JP2017177123A (ja) * | 2016-03-29 | 2017-10-05 | 中央精機株式会社 | 自動車用ホイールリムの製造装置 |
| CN111672981A (zh) * | 2020-06-15 | 2020-09-18 | 无锡威孚力达催化净化器有限责任公司 | 汽车后处理筒体驼峰成型结构 |
-
2003
- 2003-06-23 JP JP2003178507A patent/JP3839796B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007098446A (ja) * | 2005-10-06 | 2007-04-19 | Daito Spinning:Kk | 環状支持体の製造方法およびその成形装置 |
| JP2017177123A (ja) * | 2016-03-29 | 2017-10-05 | 中央精機株式会社 | 自動車用ホイールリムの製造装置 |
| CN111672981A (zh) * | 2020-06-15 | 2020-09-18 | 无锡威孚力达催化净化器有限责任公司 | 汽车后处理筒体驼峰成型结构 |
| CN111672981B (zh) * | 2020-06-15 | 2021-12-14 | 无锡威孚力达催化净化器有限责任公司 | 汽车后处理筒体驼峰成型结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3839796B2 (ja) | 2006-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3633489B2 (ja) | ロケート装置とロケート装置を用いた車体組立装置 | |
| JP3839796B2 (ja) | ホイールリムハンプ部成形方法 | |
| JP3839794B2 (ja) | ホイールリムハンプ部成形用装置 | |
| US7134309B2 (en) | Pre-hemming apparatus | |
| JP3839795B2 (ja) | ホイールリムハンプ部成形用装置 | |
| JP3874742B2 (ja) | ホイールリムハンプ部成形用装置 | |
| CN1898059B (zh) | 带有短凸缘的片材的成形和连接 | |
| JPH07132327A (ja) | ローラヘミング装置 | |
| WO2004112984A1 (ja) | ホイールリムハンプ部成形方法及びその装置 | |
| JPH06237Y2 (ja) | フランジ付パイプの溶接時に用いるクランプ装置 | |
| JP4929698B2 (ja) | ワークパネル位置決め姿勢変更装置及びワークパネル位置決め姿勢変更方法 | |
| JPH05162029A (ja) | スプライン軸の圧入装置 | |
| JP2001009554A (ja) | 中空ラックバー成形装置 | |
| CN110871226A (zh) | 一种预滚边装置 | |
| CN217991528U (zh) | 一种桶身用旋转装置 | |
| JPH079753Y2 (ja) | タイヤ把持用ハンド | |
| CN219705205U (zh) | 机械手和机器人 | |
| CN223834365U (zh) | 一种用于汽车座椅装配的检测工装 | |
| JPH0719686Y2 (ja) | ワークの移し替え挿入装置 | |
| CN222890050U (zh) | 自动点胶装置 | |
| JPS6041340Y2 (ja) | シ−ム溶接機の被溶接物誘導装置 | |
| JPH0419739U (ja) | ||
| CN1882401A (zh) | 接合片材的工具及方法 | |
| CN214322296U (zh) | 汽车座椅靠背骨架头枕焊接工装 | |
| JPS5914049Y2 (ja) | 円筒体の突き合せ溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060725 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060803 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100811 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100811 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110811 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110811 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120811 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120811 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130811 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140811 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |