JP2012149295A - スナウト内の異物除去装置およびその異物除去方法 - Google Patents
スナウト内の異物除去装置およびその異物除去方法 Download PDFInfo
- Publication number
- JP2012149295A JP2012149295A JP2011008080A JP2011008080A JP2012149295A JP 2012149295 A JP2012149295 A JP 2012149295A JP 2011008080 A JP2011008080 A JP 2011008080A JP 2011008080 A JP2011008080 A JP 2011008080A JP 2012149295 A JP2012149295 A JP 2012149295A
- Authority
- JP
- Japan
- Prior art keywords
- snout
- foreign matter
- plating
- plating bath
- bath surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Coating With Molten Metal (AREA)
Abstract
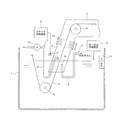
【解決手段】この発明は、被めっき材を溶融めっきするめっき槽内に設置されるスナウト内の異物を除去するスナウト内の異物除去装置であり、スナウト昇降装置6、異物剥離装置7、異物吸引装置8を備える。スナウト昇降装置6は、スナウト2内の清掃時に、スナウト2を昇降動作させ、かつ、そのスナウト2の昇降位置を任意の位置に位置決めする。異物剥離装置7は、スナウト2内の清掃時に、スナウト2の内壁面に付着する異物を剥離し、スナウト2の内壁面を清浄にさせる。異物吸引装置8は、スナウト2内の清掃時に、その剥離された異物とスナウト2内のめっき浴面上に浮遊する異物とを吸引する。
【選択図】 図1
Description
この異物除去装置は、スナウト内のめっき浴面に接し、めっき浴を攪拌させる旋回可能な案内羽根、めっき浴内に浮遊する異物であるドロスを吸引するドロス吸引手段などを備えている。
ここで、異物とは、めっき槽のめっき浴面に浮遊して被めっき材の表面に付着すると表面欠陥の原因になる金属酸化物、金属間化合物、不純物の酸化物などをいう。
このような異物除去装置では、案内羽根を旋回することによりめっき浴を攪拌して流れが起きたところで、ドロス吸引手段の吸引口にドロスが吸引されて外部に排出され、めっき浴を正常な浴面状態に回復できる。
そこで、本発明は、スナウトの内壁面に付着する異物などをスナウト外に除去するようにし、表面欠陥が抑制された高品質のめっき鋼板が製造できるようにしたスナウト内の異物除去装置などを提供することにある。
本発明の装置は、被めっき材を溶融めっきするめっき槽内に設置されるスナウト内の異物を除去するスナウト内の異物除去装置であって、前記めっき槽のめっき浴面に対する前記スナウトの上下の高さ位置を変更させる変更手段と、前記スナウト内のめっき浴面下に配置される吐出口から不活性ガスを吐出させ、前記めっき浴面を振動させて前記スナウトの内壁面に付着する異物を剥離させる異物剥離手段と、前記スナウトの内壁面から剥離された異物と前記スナウト内のめっき浴面上に浮遊する異物とを吸引する異物吸引手段と、を備えている。
さらに、前記変更手段は、前記スナウト内の清掃時に、前記スナウトを操業位置から前記めっき槽の深さ方向に昇降させるスナウト昇降手段からなり、前記スナウト昇降手段は、前記スナウトの上昇時に当該スナウトを第1の位置に位置決めし、前記スナウトの降下時に当該スナウトを第2の位置に位置決めするようになっている。
そして、その変更後に、スナウト内のめっき浴面下において不活性ガスを吐出させ、めっき浴面を振動させてスナウトの内壁面に付着する異物を剥離させるようにした。
さらに、その剥離された異物およびスナウト内のめっき浴面上に浮遊する異物を吸引してスナウト外に排出するようにした。
このため、本発明によれば、スナウトの内壁面に付着する異物などをスナウト外に除去することができる上に、スナウト内壁面を清浄化できるようになり、表面欠陥が抑制された高品質のめっき鋼板を製造することができる。
(装置の構成)
本発明装置の実施形態は、連続式の溶融めっきラインの一部に適用され、図1に示すように、溶融めっき槽1内に設置されるスナウト2内に存在する異物をスナウト2の外部に除去するものである。
焼純炉3内にはロール4が配置され、めっき槽1にロール5が配置されている。そして、その2つのロール4、5は、焼純炉3内の被めっき材aをスナウト2内を経由させてめっき槽1内に搬送させ、その後に、めっき槽1内の外部に向けて搬送させるようになっている。
スナウト昇降装置6は、スナウト2内の清掃時に、スナウト2の蛇腹部2aを伸縮させることによりスナウト2を上昇および下降の動作(上下動作)をさせ、かつ、そのスナウト2の昇降位置を任意の位置に位置決めするものである。
さらに、この実施形態では、めっきラインの操業時には、レベル計14でめっき槽1のめっき浴面のレベルを測定し、めっき浴面のレベルが目標値を中心に許容範囲になるように、めっき液供給装置15の供給制御が行われるようになっている。
次に、図1に示す実施形態を使用することにより、スナウト2内に発生する異物をスナウト2外に除去する方法について説明する。
この説明に先立って、めっきラインの操業時にスナウト2内に発生する異物について、図2を参照して説明する。図2は、スナウト2の断面図である。
図2に示すように、めっきラインの操業時には、スナウト2内のめっき浴面上であって、被めっき材aの幅方向の外側部分に異物cが淀んだ状態になる。さらに、スナウト2の内壁面であって、被めっき材aの板面と対向する部分に所定の厚さの異物bが付着する状態となる。
そこで、この実施形態では、めっきラインの操業開始前にスナウト2内の清掃を実施し、このときに前回のめっきラインの操業時にスナウト2内で発生した異物を、図3に示すような手順で剥離してスナウト2外に除去するようにした。
この状態で、異物剥離装置7では、吐出配管9の入口に不活性ガスを供給することにより、吐出配管9の吐出口10から不活性ガスを吐出(噴射)させる。この吐出により、メッキ浴面20が振動され、このときの振動の衝撃でスナウト2の内壁面に付着する異物bを剥離させる。異物剥離装置7の動作時間は、その剥離に十分な時間とする。
引き続き、図3(C)に示すように、スナウト昇降装置6によりスナウト2を下降させたのち、位置決めする。このときのスナウト2の基準位置からの下降距離(下降値)Lは、めっき槽1のめっき浴面20のレベルの目標値の上限レベル側の許容値Aよりも大きな値とする。この理由は、スナウト2を上昇させる場合と同様である。
その後、スナウト昇降装置6によりスナウト2を図3(C)の位置から図3(D)の位置まで上昇させて所定位置である操業位置にすると、スナウト2の内壁面に付着していた異物は全て除去されるとともに、スナウト2の内壁面が広い範囲で清浄になり、この状態で新たな操業を行うことができる。
以上のように、この実施形態では、スナウト2内の清掃時に、スナウト昇降装置6が、スナウト2を基準位置から上昇および下降させるようにし、かつ、その昇降できる距離(移動距離)がめっき槽1のめっき浴面20のレベルの目標値の許容範囲よりも大きくなるようにした。しかも、その昇降時に、各位置においてスナウト2を位置決めできるようにした。
さらに、この実施形態では、スナウト2内の清掃時に、異物吸引装置8が、スナウト2の内壁面から剥離されてスナウト2内のめっき浴面上に浮遊する異物、およびスナウト2内のめっき浴面上にすでに浮遊する異物のそれぞれを吸引してスナウト2外に排出するようにした。
したがって、この実施形態によれば、スナウト2の内壁面に付着する異物などをスナウト2外に除去することができる上に、スナウト2の内壁面を清浄化できるようになり、表面欠陥が抑制された高品質のめっき鋼板を製造することができる。
(1)上記の実施形態では、スナウト2内の清掃時に、スナウト昇降装置6がスナウト2を基準位置から上昇および下降させるようにし、スナウト2の設置位置を変更するようにした。
しかし、これに代えて、スナウト2内の清掃時に、スナウト2の設置位置を基準位置のままとし、めっき槽1のめっき浴面の高さをめっき浴面の基準レベルを中心に、インゴットを用いて上昇および下降させるようにしても良い。
しかし、これに代えて、スナウト2内の清掃時に、スナウト昇降装置6がスナウト2を昇降させる過程において、異物剥離装置7と異物吸引装置8を動作させるようにしても良い。
b、b1、b2、c・・・異物
1・・・めっき槽
2・・・スナウト
3・・・焼純炉
4、5・・・ロール
6・・・スナウト昇降装置
7・・・異物剥離装置
8・・・異物吸引装置
9・・・吐出配管
10・・・吐出口
11・・・吸引口
12・・・吸引配管
13・・・吸引ポンプ
20・・・めっき浴面
Claims (4)
- 被めっき材を溶融めっきするめっき槽内に設置されるスナウト内の異物を除去するスナウト内の異物除去装置であって、
前記めっき槽のめっき浴面に対する前記スナウトの上下の高さ位置を変更させる変更手段と、
前記スナウト内のめっき浴面下に配置される吐出口から不活性ガスを吐出させ、前記めっき浴面を振動させて前記スナウトの内壁面に付着する異物を剥離させる異物剥離手段と、
前記スナウトの内壁面から剥離された異物と前記スナウト内のめっき浴面上に浮遊する異物とを吸引する異物吸引手段と、
を備えることを特徴とするスナウト内の異物除去装置。 - 前記変更手段は、前記スナウト内の清掃時に、前記スナウトを操業位置から所定の移動範囲で上下方向に移動させ、
前記移動範囲は、操業時における前記めっき槽のめっき浴面の目標値の許容範囲よりも大きいことを特徴とする請求項1に記載のスナウト内の異物除去装置。 - 前記変更手段は、前記スナウト内の清掃時に、前記スナウトを操業位置から前記めっき槽の深さ方向に昇降させるスナウト昇降手段からなり、
前記スナウト昇降手段は、前記スナウトの上昇時に当該スナウトを第1の位置に位置決めし、前記スナウトの降下時に当該スナウトを第2の位置に位置決めするようになっていることを特徴とする請求項2に記載のスナウト内の異物除去装置。 - 被めっき材を溶融めっきするめっき槽内に設置されるスナウト内の異物を除去するスナウト内の異物除去方法であって、
前記スナウト内のめっき浴面下において不活性ガスを吐出させ、前記めっき浴面を振動させて前記スナウトの内壁面に付着する異物を剥離させ、当該剥離された異物と前記めっき浴面上に浮遊する異物とを吸引して前記スナウト外に排出する第1工程と、
前記第1工程の終了後、前記スナウトを前記めっき槽の深さ方向に移動させ、前記スナウトの設置位置を変更させる第2工程と、を含み、
前記第1工程と前記第2工程とを繰り返すことで前記スナウト内の異物を除去することを特徴とするスナウト内の異物除去方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011008080A JP5609664B2 (ja) | 2011-01-18 | 2011-01-18 | スナウト内の異物除去装置およびその異物除去方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011008080A JP5609664B2 (ja) | 2011-01-18 | 2011-01-18 | スナウト内の異物除去装置およびその異物除去方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012149295A true JP2012149295A (ja) | 2012-08-09 |
| JP5609664B2 JP5609664B2 (ja) | 2014-10-22 |
Family
ID=46791820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011008080A Active JP5609664B2 (ja) | 2011-01-18 | 2011-01-18 | スナウト内の異物除去装置およびその異物除去方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5609664B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108431283A (zh) * | 2015-12-24 | 2018-08-21 | 新日铁住金株式会社 | 浮渣除去装置及浮渣除去方法 |
| WO2019132301A1 (ko) * | 2017-12-26 | 2019-07-04 | 주식회사 포스코 | 도금 스나우트 |
| US11850634B2 (en) | 2019-05-08 | 2023-12-26 | Sms Group Gmbh | Method and device for rinsing an overflow chamber at the bath-side end of a snout of a hot-dip coating device |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6346459U (ja) * | 1986-09-16 | 1988-03-29 | ||
| JPH0211743A (ja) * | 1988-06-29 | 1990-01-16 | Kawasaki Steel Corp | 連続溶融金属めっきにおけるアッシュ付着防止装置 |
| JPH0459955A (ja) * | 1990-06-28 | 1992-02-26 | Kawasaki Steel Corp | 連続溶融亜鉛めっき装置 |
| JPH04276052A (ja) * | 1991-03-04 | 1992-10-01 | Kawasaki Steel Corp | 溶融金属めっきにおけるスナウト内酸化物除去装置 |
| JPH07150320A (ja) * | 1993-11-30 | 1995-06-13 | Nippon Steel Corp | 溶融金属めっき方法及び装置 |
| JPH083706A (ja) * | 1994-06-21 | 1996-01-09 | Kawasaki Steel Corp | 溶融金属めっき鋼板の製造方法およびその製造装置 |
| JPH08269659A (ja) * | 1995-03-31 | 1996-10-15 | Nisshin Steel Co Ltd | 連続溶融めっきにおけるスナウト内ドロスの除去方法および装置 |
| JP2007239006A (ja) * | 2006-03-07 | 2007-09-20 | Nippon Steel Corp | 連続溶融金属めっき設備 |
-
2011
- 2011-01-18 JP JP2011008080A patent/JP5609664B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6346459U (ja) * | 1986-09-16 | 1988-03-29 | ||
| JPH0211743A (ja) * | 1988-06-29 | 1990-01-16 | Kawasaki Steel Corp | 連続溶融金属めっきにおけるアッシュ付着防止装置 |
| JPH0459955A (ja) * | 1990-06-28 | 1992-02-26 | Kawasaki Steel Corp | 連続溶融亜鉛めっき装置 |
| JPH04276052A (ja) * | 1991-03-04 | 1992-10-01 | Kawasaki Steel Corp | 溶融金属めっきにおけるスナウト内酸化物除去装置 |
| JPH07150320A (ja) * | 1993-11-30 | 1995-06-13 | Nippon Steel Corp | 溶融金属めっき方法及び装置 |
| JPH083706A (ja) * | 1994-06-21 | 1996-01-09 | Kawasaki Steel Corp | 溶融金属めっき鋼板の製造方法およびその製造装置 |
| JPH08269659A (ja) * | 1995-03-31 | 1996-10-15 | Nisshin Steel Co Ltd | 連続溶融めっきにおけるスナウト内ドロスの除去方法および装置 |
| JP2007239006A (ja) * | 2006-03-07 | 2007-09-20 | Nippon Steel Corp | 連続溶融金属めっき設備 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108431283A (zh) * | 2015-12-24 | 2018-08-21 | 新日铁住金株式会社 | 浮渣除去装置及浮渣除去方法 |
| EP3396003A4 (en) * | 2015-12-24 | 2019-05-15 | Nippon Steel & Sumitomo Metal Corporation | CLEANING DEVICE FOR SWIMMING MUD AND CLEANING PROCESS FOR SWIMMING MUD |
| CN108431283B (zh) * | 2015-12-24 | 2020-05-26 | 日本制铁株式会社 | 浮渣除去装置及浮渣除去方法 |
| WO2019132301A1 (ko) * | 2017-12-26 | 2019-07-04 | 주식회사 포스코 | 도금 스나우트 |
| US11850634B2 (en) | 2019-05-08 | 2023-12-26 | Sms Group Gmbh | Method and device for rinsing an overflow chamber at the bath-side end of a snout of a hot-dip coating device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5609664B2 (ja) | 2014-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102161027A (zh) | 狭缝喷嘴清扫装置以及涂覆装置 | |
| JP5609664B2 (ja) | スナウト内の異物除去装置およびその異物除去方法 | |
| JP5798505B2 (ja) | 基板処理装置および基板処理方法 | |
| CN113966407A (zh) | 用于在热浸镀设备的炉鼻的槽侧端部处冲洗溢流室的方法和设备 | |
| CN104125718A (zh) | 垂直型基板剥离装置 | |
| JP2010082591A (ja) | 金属部品の洗浄方法および洗浄装置 | |
| JP6575355B2 (ja) | 連続鋳造機 | |
| US8293020B2 (en) | Method of megasonic cleaning of an object | |
| JP6160051B2 (ja) | スナウト内異物排出装置 | |
| JPH05279827A (ja) | 溶融金属めっきにおけるスナウト内ドロス除去装置 | |
| JP5605938B2 (ja) | 電極板の洗浄装置および洗浄方法 | |
| JP2005264224A (ja) | 連続溶融金属めっき設備のスナウト内異物除去装置 | |
| JP3993715B2 (ja) | ドロス除去方法および除去装置 | |
| JP2011124481A (ja) | 液中ウェーハ単離方法及び液中ウェーハ単離装置 | |
| CN119657861B (zh) | 一种防止钢液产生渣眼和卷渣的中间包及其操作方法 | |
| JP6676637B2 (ja) | 金属導体のエッチングに用いる薬液更新用ノズル及びエッチング装置 | |
| CN220871496U (zh) | 一种熔炼炉清渣装置 | |
| JP4811609B2 (ja) | バレル装置ならびにバレルめっき方法 | |
| JP2003082411A (ja) | 溶融金属の精錬装置と方法ならびに微細気泡生成装置 | |
| JP4894155B2 (ja) | スナウト内のドロス除去装置 | |
| JP2005270875A (ja) | 塗膜形成方法 | |
| JP2011127180A (ja) | 溶融金属めっき鋼帯の製造設備及び製造方法 | |
| CN210730383U (zh) | 一种精密零部件生产用自动清洗设备 | |
| JP5824838B2 (ja) | 溶融金属めっき鋼帯製造装置 | |
| JP4640823B2 (ja) | 基板処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140805 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140818 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5609664 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |