JP2018176251A - 薄肉鋳片の製造方法 - Google Patents
薄肉鋳片の製造方法 Download PDFInfo
- Publication number
- JP2018176251A JP2018176251A JP2017083061A JP2017083061A JP2018176251A JP 2018176251 A JP2018176251 A JP 2018176251A JP 2017083061 A JP2017083061 A JP 2017083061A JP 2017083061 A JP2017083061 A JP 2017083061A JP 2018176251 A JP2018176251 A JP 2018176251A
- Authority
- JP
- Japan
- Prior art keywords
- pair
- cooling
- drum
- cooling drums
- end side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】鋳造開始時に形成される薄肉鋳片の肉厚部が前記一対の冷却ドラムの最近接点を通過するまでの第1ステップにおいては、前記一対の冷却ドラムの回転軸方向の一端側及び他端側を同一の所定の圧力(第1圧力)で押圧し、前記第1ステップ後から前記冷却ドラムが1回転以上するまでの第2ステップにおいては、前記一対の冷却ドラムの回転軸方向の一端側及び他端側を同一の圧力で、かつ、前記第1ステップよりも高い所定の圧力(第2圧力)で押圧し、前記第2ステップ以後の第3ステップにおいては、前記一対の冷却ドラムの回転軸方向の一端側及び他端側の反力の合計値が所定の値となるように、かつ、前記一対の冷却ドラムの互いの回転軸が平行に保持されるように圧力制御を行う。
【選択図】なし
Description
そこで、特許文献1においては、一方の冷却ドラムの両端部の押付力を検出加算し、これに基づく信号により、一方の冷却ドラムの両端の押付力の和が所定の値となるように他方の冷却ドラムの両端を油圧シリンダーによって平行に移動させる方法が提案されている。
具体的は、冷却ドラムを回転起動した後に薄肉鋳片の肉厚部が冷却ドラムの最近接点(ドラムキス点)を通過するまでの第1ステップでは、冷却ドラムの平行制御を行うことなく、一対の冷却ドラムが近接する方向に比較的低圧で押圧し、第1ステップの後からノズルからの溶鋼の吐出流によるシェル洗いの影響がなくなるまでの第2ステップでは、冷却ドラムの平行制御を行うことなく、第1ステップよりも高い圧力で押圧し、第2ステップの後の第3ステップでは、一対の冷却ドラムの回転軸が互いに平行となるように平行制御を実施している。
なお、時間が経過するに伴い、局所的な熱膨張は抑えられ、上述の熱膨張部の影響はなくなる。
さらに、第2ステップでは、第1ステップよりも高い所定の圧力(第2圧力)で冷却ドラムを押圧しているので、ドラムキス点において凝固シェル同士を十分に圧下することができ、薄肉鋳片の厚み中央部分に未凝固部が形成されることを抑制できる。
この場合、冷却ドラムが2回転以上するまでの期間を第2ステップとすることにより、上述の熱膨張部が2回転目まで残存していた場合であっても、前記一対の冷却ドラムの回転軸方向の一端側及び他端側を同一の圧力で押圧することになり、ドラムキス点において凝固シェル同士を十分に圧下することができ、薄肉鋳片の厚み中央部分に未凝固部が形成されることを抑制できる。これにより、薄肉鋳片の破断を抑制でき、鋳造を安定して開始することができる。
ここで、本実施形態では、溶融金属として溶鋼を用いており、鋼材からなる薄肉鋳片1を製造するものとされている。また、本実施形態では、製造される薄肉鋳片1の幅が200mm以上1800mm以下の範囲内、厚さが0.8mm以上5mm以下の範囲内とされている。
図1に示す双ドラム式連続鋳造装置10は、一対の冷却ドラム11、11と、薄肉鋳片1を支持するピンチロール13、13と、一対の冷却ドラム11、11の幅方向端部に配設されたサイド堰15と、これら一対の冷却ドラム11、11とサイド堰15とによって画成された溶鋼プール部16に供給される溶鋼3を保持するタンディッシュ18と、このタンディッシュ18から溶鋼プール部16へと溶鋼3を供給する浸漬ノズル19と、を備えている。
溶鋼プール部16の湯面は、図2に示すように、一対の冷却ドラム11,11の周面と一対のサイド堰15,15によって四方を囲まれた矩形状をなしており、この矩形状をなす湯面の中央部に浸漬ノズル19が配設されている。
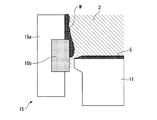
なお、サイド堰15においては、図4に示すように、ベースプレート15aと、冷却ドラム11と摺接する領域に配設されたセラミックプレート15bと、を有しており、セラミックプレート15bは、ベースプレート15aよりも硬質の耐火材で構成されている。
なお、図4は、冷却ドラム11の端面とセラミックプレート15bの接触部(図5(d)のE点)の水平断面である。
そして、冷却ドラム11,11を回転起動し、薄肉鋳片1が冷却ドラム11,11の下方側から引抜かれていく。
また、溶鋼プール部16においては、浸漬ノズル19からの溶鋼3の吐出流が凝固シェル5を洗い流すシェル洗いが発生する。このシェル洗いは、溶鋼プール部16における湯面高さが高くなると発生しなくなる。
まず、図5(a)に示すように、溶鋼3を供給する前には冷却ドラム11とサイド堰15とは密着した状態である。
一方、冷却ドラム11,11の最近接点Pよりもドラム回転方向Rの後方側の領域は、溶融プール部16に位置するため、溶鋼3との接触によって熱膨張しているが、溶鋼3との接触時間によって熱膨張量は、ドラム回転方向Rの後方側に向かうにしたがい漸次小さくなっている。このため、サイド堰15は傾斜した状態で冷却ドラム11、11と当接しているが、大きな隙間は生じていない。
冷却ドラム11、11の間に地金Mが噛み込まれた部分は、薄肉鋳片の板厚が幅方向且つ長手方向で局所的に厚くなる。
ただし、第2ステップから第3ステップへの切り替えタイミングが遅くなると、板厚制御された薄肉鋳片1を得るまでの初期不良量が多くなるため、冷却ドラム11が3回転する前に、第3ステップに切り替えることが好ましい。
さらに、第2ステップでは、第1ステップの第1圧力よりも高い第2圧力で冷却ドラム11を押圧しているので、一対の冷却ドラム11,11の最近接点P(ドラムキス点)において凝固シェル5,5同士を十分に圧下することができ、薄肉鋳片1の厚み中央部分の未凝固部がほとんど形成されず、鋳片強度を維持することができる。
本実施形態では、図1に示す双ドラム式連続鋳造装置を例に挙げて説明したが、これに限定されることはない。
また、冷却ドラムの押圧方式は、図6に示すものに限定されることはなく、実施形態で示したように圧力制御が実施可能な構成であればよい。
図1に示す双ドラム式連続鋳造装置を用いて、炭素量0.05mass%の炭素鋼からなる薄肉鋳片の製造を行った。
ここで、冷却ドラム径を600mm、冷却ドラム幅を400mmとした。また、定常鋳造の鋳片厚さを2.0mmとした。
本発明例2においては、冷却ドラムの回転数が0.1回転の時点で第1ステップから第2ステップへの切り替えを実施し、冷却ドラムの回転数が2.3回転の時点で第2ステップから第3ステップへの切り替えを実施した。
比較例においては、冷却ドラムの回転数が0.1回転の時点で第1ステップから第2ステップへの切り替えを実施し、冷却ドラムの回転数が0.4回転の時点で第2ステップから第3ステップへの切り替えを実施した。尚、この場合の第2ステップから第3ステップへの切り替えは、シェル洗いが終了した時点に該当する。
また、比較例におけるドラム反力とドラムギャップの変化を図7に、本発明例1におけるドラム反力とドラムギャップの変化を図8に示す。

これに対して、本発明例1,2においては、冷却ドラムの1〜2回転目における薄肉鋳片の破断率が0%であった。
これに対して、本発明例1においては、図8に示すように、WSで地金を噛み込んだ時点でもDSではドラム反力が低下しておらず、凝固シェル同士が強く圧着され、DSのドラムギャップが小さくなっている。したがって、薄肉鋳片の厚み中央部分の未凝固部はほとんど存在せず、薄肉鋳片の表面温度が比較的低くなり、鋳片強度が維持される。これにより、薄肉鋳片の破断が抑制される。
3 溶鋼(溶融金属)
5 凝固シェル
10 双ドラム式連続鋳造装置
11 冷却ドラム
15 サイド堰
16 溶鋼プール部(溶融金属溜まり部)
Claims (2)
- 回転する一対の冷却ドラムと一対のサイド堰によって形成された溶融金属溜まり部に溶融金属を供給し、前記冷却ドラムの周面に凝固シェルを形成・成長させて薄肉鋳片を製造する薄肉鋳片の製造方法であって、
鋳造開始時において前記一対の冷却ドラムを停止した状態で前記溶融金属溜まり部に前記溶融金属を供給した際に形成される前記薄肉鋳片の肉厚部が、前記冷却ドラムの回転起動後に前記一対の冷却ドラムの最近接点を通過するまでの第1ステップにおいては、前記一対の冷却ドラムの回転軸方向の一端側及び他端側を同一の所定の圧力(第1圧力)で、前記一対の冷却ドラムが互いに近接する方向に向けて押圧し、
前記第1ステップ後から前記冷却ドラムが1回転以上するまでの第2ステップにおいては、前記一対の冷却ドラムの回転軸方向の一端側及び他端側を同一の圧力で、かつ、前記第1ステップよりも高い所定の圧力(第2圧力)で、前記一対の冷却ドラムが互いに近接する方向に押圧し、
前記第2ステップ以後の第3ステップにおいては、前記一対の冷却ドラムの回転軸方向の一端側及び他端側の反力の合計値が所定の値となるように、かつ、前記一対の冷却ドラムの互いの回転軸が平行に保持されるように圧力制御を行うことを特徴とする薄肉鋳片の製造方法。 - 前記第2ステップは、前記第1ステップ後から前記冷却ドラムが2回転以上するまでの期間であることを特徴とする請求項1に記載の薄肉鋳片の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017083061A JP6784222B2 (ja) | 2017-04-19 | 2017-04-19 | 薄肉鋳片の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017083061A JP6784222B2 (ja) | 2017-04-19 | 2017-04-19 | 薄肉鋳片の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018176251A true JP2018176251A (ja) | 2018-11-15 |
| JP6784222B2 JP6784222B2 (ja) | 2020-11-11 |
Family
ID=64282217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017083061A Active JP6784222B2 (ja) | 2017-04-19 | 2017-04-19 | 薄肉鋳片の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6784222B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021087972A (ja) * | 2019-12-04 | 2021-06-10 | 日本製鉄株式会社 | 薄肉鋳片の製造方法 |
| JP2023077650A (ja) * | 2021-11-25 | 2023-06-06 | 日本製鉄株式会社 | 双ドラム式連続鋳造装置、および、薄肉鋳片の製造方法 |
-
2017
- 2017-04-19 JP JP2017083061A patent/JP6784222B2/ja active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021087972A (ja) * | 2019-12-04 | 2021-06-10 | 日本製鉄株式会社 | 薄肉鋳片の製造方法 |
| JP7364887B2 (ja) | 2019-12-04 | 2023-10-19 | 日本製鉄株式会社 | 薄肉鋳片の製造方法 |
| JP2023077650A (ja) * | 2021-11-25 | 2023-06-06 | 日本製鉄株式会社 | 双ドラム式連続鋳造装置、および、薄肉鋳片の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6784222B2 (ja) | 2020-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018176251A (ja) | 薄肉鋳片の製造方法 | |
| CN108526423A (zh) | 一种改善连铸过程凝固中后期固液两相区流动性的方法、铸坯质量的控制方法及装置 | |
| JP5477269B2 (ja) | 鋳片の連続鋳造方法 | |
| CN112752626B (zh) | 铸板的制造方法 | |
| TWI696506B (zh) | 鑄片的製造方法 | |
| JP6740767B2 (ja) | 薄肉鋳片の製造方法及び薄肉鋳片の製造装置 | |
| JP4290522B2 (ja) | 薄帯鋳片および薄帯鋳片製造方法 | |
| JPH0399757A (ja) | 双ロール式薄板連続鋳造方法 | |
| JP2697465B2 (ja) | 薄板の連続製造方法 | |
| JP7364887B2 (ja) | 薄肉鋳片の製造方法 | |
| JP7727178B2 (ja) | 冷却ロールの押圧荷重制御方法、および、薄肉鋳片の製造方法 | |
| JP7727179B2 (ja) | 薄肉鋳片の製造方法 | |
| JP4076155B2 (ja) | 鉄合金系チクソキャスティング用素材の製造方法 | |
| JP2018103196A (ja) | 薄肉鋳片の製造装置及び薄肉鋳片の製造方法 | |
| JPH04224050A (ja) | ストリップキャスティングにおける端部凝固防止方法 | |
| JP2001071102A (ja) | 鋼鋳片の連続鋳造方法 | |
| JP6569550B2 (ja) | 双ドラム式連続鋳造装置、冷却ドラム、及び、薄肉鋳片の製造方法 | |
| WO2013175536A1 (ja) | 鋳片の連続鋳造方法 | |
| JP3398608B2 (ja) | 連続鋳造方法および連続鋳造用鋳型 | |
| JPH10180423A (ja) | 薄板の連続鋳造方法 | |
| JPH01249246A (ja) | 薄鋳片連続鋳造機およば薄鋳片連続鋳造方法 | |
| JPH05245593A (ja) | 双ロール式連続鋳造方法 | |
| JPS63160751A (ja) | 金属の連続鋳造用鋳型 | |
| JP2000202587A (ja) | 双ドラム連続鋳造方法 | |
| JPH09327752A (ja) | 薄鋳片連続鋳造機及び薄鋳片連続鋳造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200923 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201006 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6784222 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |