JP2019209448A - 加工システム及び加工方法 - Google Patents
加工システム及び加工方法 Download PDFInfo
- Publication number
- JP2019209448A JP2019209448A JP2018109483A JP2018109483A JP2019209448A JP 2019209448 A JP2019209448 A JP 2019209448A JP 2018109483 A JP2018109483 A JP 2018109483A JP 2018109483 A JP2018109483 A JP 2018109483A JP 2019209448 A JP2019209448 A JP 2019209448A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- jig
- machining
- station
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Landscapes
- Drilling And Boring (AREA)
- Numerical Control (AREA)
- Automatic Control Of Machine Tools (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Feeding Of Workpieces (AREA)
Abstract
Description
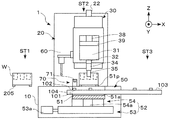
加工システムSは、シリンダブロックを加工対象のワークWとするものであって、シリンダブロックの3つのボア穴Wbに中ぐり加工を施す加工システムである。図1は加工システムSの全体構成を示す正面図であり、図2は加工システムSの工程別概略説明図である。加工システムSは、図1、図2に示すように、ワークWの搬入、ワークWの洗浄冷却を行うための搬入・洗浄冷却ステーションST1と、ワークWに中ぐり加工を行う加工ステーションST2と、加工後のワークWの検測を行うための検測ステーションST3と、隣接する搬入ステーションST1と加工ステーションST2との間、及び加工ステーションST2と検測ステーションST3との間でワークWを搬送するための搬送装置100と、を備えて構成される。
搬送装置100は、長尺状のトランスファバーを用いてワークを搬送する公知の搬送装置であって、トランスファバー101と、トランスファバー101を鉛直方向(Z軸方向)と水平方向(X軸方向)とにそれぞれ往復動作させるトランスファバー駆動部110とを備えて構成される。尚、Z軸が本発明における鉛直な第1軸に対応し、X軸が水平な第2軸に対応する。
搬入・洗浄冷却ステーションST1には、加工前のワークWをクーラントによって予め冷却するための冷却装置200が設置されている。冷却装置200は、箱形のカバー201と、カバー201の入口201a及び出口201bに設けられたシャッター202と、カバー201内の上部に複数配列されてクーラントを噴出するノズル203と、洗浄冷却ステーションのワークWを位置決めする冷却用治具205とを備えて構成される。入口201aの外側が搬入ステーションであり、カバー201内が洗浄冷却ステーションである。図3は、洗浄冷却ステーションをトランスファバー191の長手方向と直交する面で切断して示す断面図である。搬入ステーションから洗浄冷却ステーションにかけてトランスファバー101の両側(トランスファバー101の長手方向と直交する方向の両側)には複数のローラ204が配列され、入口201aのシャッター202が開放されると、ワークWはローラ204の回転によってカバー201内へ搬送される。ワークWがカバー201内に搬送されると、シャッター202が下がって入口201aが閉鎖され、冷却用治具205が上昇してそれがワークW下面の位置決め穴に挿入され、ノズル203から噴出するクーラントが全体に吹きかけられる。クーラントは、加工ステーションST2での中ぐり加工時と同一温度に設定されているため、ワークWは搬入ステーションST1で中ぐり加工前に予め同一温度に冷却され、熱変位の影響の低減を図ることができる。
加工ステーションST2には、ワークWとしてのシリンダブロックのボア穴に中ぐり加工を施すための中ぐり加工装置1が設置される。図4は中ぐり加工装置1の外観を示す側面図であり、図5は中ぐり加工装置1の制御回路図である。中ぐり加工装置1は、図4、図5に示すように、ベッド10と、コラム20と、主軸ヘッド30と、治具ユニット50と、タッチセンサ60と、制御装置80とを備える。
主軸ヘッド30の詳細構成について、図4を参照しつつ説明する。上述したように、主軸ヘッド30は、主軸ヘッド本体31と、主軸32と、工具ホルダ34と、回転用モータ38と、回転伝達機構39とを備えている。
次に、制御装置80の詳細構成について、図5の制御回路図を参照しつつ説明する。図5に示すように、制御装置80は、加工制御部82と、測定制御部83と、補正部84とから構成される。
次に、中ぐり加工装置1において実行されるワークWのボア穴Wbの中ぐり加工動作の流れについて、図6のフローチャートに沿って図7〜図15を適宜参照しつつ説明する。
検測ステーションST3には、加工後のワークWを検測するための検測装置300が設置されている。検測装置300は、測定ヘッド301と、測定ヘッド301を鉛直なZ軸方向に駆動するZ軸駆動機構302z及び測定ヘッド301をワークWの搬送方向であるX軸方向に駆動するX軸駆動機構302xを有するヘッド駆動部302と、検測対象のワークWを位置決め支持する検測用治具303と、トランスファバー101の両側(トランスファバー101の長手方向と直交する方向の両側)に配列された複数のローラ304とを備えて構成される。検測用治具303は、シリンダ装置によって上下動する。
本実施形態によれば、搬送装置100は、トランスファバー101の位置決め部104に位置決め支持されたワークWを、ワーク受け渡し用の原位置(x0,y0)に設定されたY軸テーブル51へ確実に受け渡し、位置決めピン51pに位置決めすることができる。また、中ぐり加工装置1は、Y軸テーブル51がワークWを位置決めピン51pに位置決め支持した状態でタッチセンサ60により位置ずれを検知し、補正部84によりY軸テーブル51をY軸方向へ移動させて位置ずれを補正した状態で主軸ヘッド30により加工動作を行うことができる。よって、熱変位の影響を排除して高精度に加工を行うことができるという効果を奏する。尚、従来は季節によりボア穴の位置度の調整を行っていたが、本実施形態によれば、加工システムS自身で位置ずれ補正がなされるので、季節による調整が不要となる。
Claims (9)
- 所定の間隔を隔てて配置された複数のステーションと、
鉛直な第1軸方向に上昇、水平な第2軸方向に前進、前記第1軸方向に下降、前記第2軸方向に後退を繰り返し、前記第2軸方向に長手のトランスファバー及び前記トランスファバーに前記所定の間隔を隔てて配置され、前記ワークを位置決め支持する載置部を備えた搬送装置と、を備え、
前記複数のステーションのうち、1つは、前記ワークに対し、加工装置により前記第1軸方向へ所定の加工を施す加工ステーションである加工システムにおいて、
前記加工装置は、
ベッドと、
前記ベッドの上面に立設されるコラムと、
前記コラムの前面に前記第1軸方向に移動可能に設けられて加工動作を行う加工ヘッドと、
前記加工ヘッドの下方に配置され、前記ワークを治具側位置決め部に位置決め支持する治具と、
前記ベッド上に設けられ、前記治具を前記第2軸と交差する水平な第3軸を少なくとも含む所定の水平方向へ移動可能とするテーブル部と、
前記加工ヘッドと前記治具との間の前記第3軸方向の位置ずれを検知する位置ずれ検知部と、
前記位置ずれ検知部による検知結果に基づき前記テーブル部を制御し、前記治具を前記第3軸方向へ移動させて位置ずれを補正する補正部と、
を備え、
前記搬送装置は、前記ワークを隣の前記ステーションから前記加工ステーションへ搬送する際に、前記治具が前記テーブル部によってワーク受け渡し用の原位置に設定された状態で、前記トランスファバーの前記載置部に位置決め支持された前記ワークを前記治具へ受け渡して前記治具側位置決め部に位置決めし、
前記加工装置は、前記治具が前記ワークを前記治具側位置決め部に位置決め支持した状態で前記位置ずれ検知部により前記位置ずれを検知し、前記補正部により前記治具を前記第3軸方向へ移動させて前記位置ずれを補正した状態で、前記加工ヘッドにより前記加工動作を行う、加工システム。 - 前記テーブル部には、前記トランスファバーを前記第2軸方向に貫通して挿通するU字状空間が形成されている、請求項1に記載の加工システム。
- 前記位置ずれ検知部は、
前記治具に配置されてその水平位置の基準となる基準部と、
前記加工ヘッドに設けられて前記基準部の水平位置を測定するセンサと、を備える、請求項1又は2に記載の加工システム。 - 前記加工ステーションの前のステーションは、搬入ステーションであり、前記搬入ステーションは、加工前の前記ワークを冷却するための冷却装置が設けられる、請求項1乃至3の何れか一項に記載の加工システム。
- 前記加工装置は、前記ベッド及び前記コラムの少なくとも一方に冷却媒体の流動による冷却機構が設けられる、請求項1乃至4の何れか一項に記載の加工システム。
- 前記加工ステーションによる加工後の前記ワークを検測するための検測ステーションをさらに備える、請求項1乃至5の何れか一項に記載の加工システム。
- 前記加工装置は、前記ワークの穴を加工する中ぐり加工装置である、請求項1乃至6の何れか一項に記載の加工システム。
- 前記加工装置は、シリンダブロックのボア穴加工用の中ぐり加工装置である、請求項7に記載の加工システム。
- ワークを搬入するための搬入ステーションと、
加工ヘッドを鉛直な第1軸方向に移動させながら加工動作を行う加工装置を有し、前記搬入ステーションから搬入された前記ワークに対し、前記加工装置により前記第1軸方向へ所定の加工を施す加工ステーションと、
前記ワークをトランスファバーの載置部に位置決め支持し、水平な第2軸方向に前記搬入ステーションから前記加工ステーションへ搬送する搬送装置と、を備える加工システムにおける加工方法であって、
前記ワークをトランスファバーの前記載置部に位置決め支持して前記搬入ステーションから前記加工ステーションへ搬送し、
前記加工ヘッドの下方に配置される治具がワーク受け渡し用の原位置に設定された状態で、前記ワークを前記トランスファバーから前記治具へ受け渡して治具側位置決め部に位置決め支持してクランプし、
前記治具が前記ワークをクランプした状態で前記加工ヘッドと前記治具との間の前記第2軸と交差する水平な第3軸方向の位置ずれを検知し、
前記治具を前記第3軸方向へ移動させて前記位置ずれを補正し、
前記加工ヘッドを前記第1軸方向に移動させながら前記治具にクランプされた前記ワークに対し加工動作を行い、
前記ワークの加工終了後、前記治具を前記ワーク受け渡し用の原位置に復帰させ、
前記加工終了後の前記ワークを前記治具からアンクランプし、
前記トランスファバーを前記加工ステーションから前記搬入ステーションへ復帰移動させる、加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018109483A JP7119603B2 (ja) | 2018-06-07 | 2018-06-07 | 加工システム及び加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018109483A JP7119603B2 (ja) | 2018-06-07 | 2018-06-07 | 加工システム及び加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019209448A true JP2019209448A (ja) | 2019-12-12 |
| JP7119603B2 JP7119603B2 (ja) | 2022-08-17 |
Family
ID=68844424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018109483A Active JP7119603B2 (ja) | 2018-06-07 | 2018-06-07 | 加工システム及び加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7119603B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111300138A (zh) * | 2020-03-11 | 2020-06-19 | 张安堂 | 一种带配液箱的金属切削设备 |
| CN114260484A (zh) * | 2022-01-21 | 2022-04-01 | 吴杰 | 一种钻床用的智能自动深度调节控制系统 |
| CN116079431A (zh) * | 2023-04-12 | 2023-05-09 | 朗快智能科技(杭州)有限公司 | 一种用于空调膨胀阀阀体的自动化加工系统及加工方法 |
| JP2024096125A (ja) * | 2020-05-01 | 2024-07-12 | 東京エレクトロン株式会社 | 加工装置の加工具の取付け方法、及び加工装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5718914U (ja) * | 1980-07-09 | 1982-01-30 | ||
| JPH02292110A (ja) * | 1989-05-06 | 1990-12-03 | Toyota Motor Corp | フライス加工装置 |
| JPH0538643A (ja) * | 1991-08-02 | 1993-02-19 | Tokiko Giken Kk | X−yテーブル |
| JPH0631938U (ja) * | 1992-09-29 | 1994-04-26 | 豊田工機株式会社 | トランスファマシン |
| JPH0719693A (ja) * | 1993-06-28 | 1995-01-20 | Mitsubishi Motors Corp | ワーク冷却装置 |
| JPH10230404A (ja) * | 1997-02-21 | 1998-09-02 | Toyoda Mach Works Ltd | 複数穴の加工方法、同方法を実施する工作機械 およびこの工作機械用の自動工具交換装置 |
| JP2007190653A (ja) * | 2006-01-20 | 2007-08-02 | Jtekt Corp | Xyテーブル |
| JP2009039786A (ja) * | 2007-08-06 | 2009-02-26 | Komatsu Ntc Ltd | 立型工作機械 |
-
2018
- 2018-06-07 JP JP2018109483A patent/JP7119603B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5718914U (ja) * | 1980-07-09 | 1982-01-30 | ||
| JPH02292110A (ja) * | 1989-05-06 | 1990-12-03 | Toyota Motor Corp | フライス加工装置 |
| JPH0538643A (ja) * | 1991-08-02 | 1993-02-19 | Tokiko Giken Kk | X−yテーブル |
| JPH0631938U (ja) * | 1992-09-29 | 1994-04-26 | 豊田工機株式会社 | トランスファマシン |
| JPH0719693A (ja) * | 1993-06-28 | 1995-01-20 | Mitsubishi Motors Corp | ワーク冷却装置 |
| JPH10230404A (ja) * | 1997-02-21 | 1998-09-02 | Toyoda Mach Works Ltd | 複数穴の加工方法、同方法を実施する工作機械 およびこの工作機械用の自動工具交換装置 |
| JP2007190653A (ja) * | 2006-01-20 | 2007-08-02 | Jtekt Corp | Xyテーブル |
| JP2009039786A (ja) * | 2007-08-06 | 2009-02-26 | Komatsu Ntc Ltd | 立型工作機械 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111300138A (zh) * | 2020-03-11 | 2020-06-19 | 张安堂 | 一种带配液箱的金属切削设备 |
| JP2024096125A (ja) * | 2020-05-01 | 2024-07-12 | 東京エレクトロン株式会社 | 加工装置の加工具の取付け方法、及び加工装置 |
| JP7786857B2 (ja) | 2020-05-01 | 2025-12-16 | 東京エレクトロン株式会社 | 加工装置の加工具の取付方法 |
| CN114260484A (zh) * | 2022-01-21 | 2022-04-01 | 吴杰 | 一种钻床用的智能自动深度调节控制系统 |
| CN116079431A (zh) * | 2023-04-12 | 2023-05-09 | 朗快智能科技(杭州)有限公司 | 一种用于空调膨胀阀阀体的自动化加工系统及加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7119603B2 (ja) | 2022-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101266373B1 (ko) | 절삭장치 | |
| US9095954B2 (en) | Apparatus for machining an elongated workpiece | |
| TWI495535B (zh) | Machine tool | |
| JP3565025B2 (ja) | 治具交換装置および治具交換方法 | |
| TWI505908B (zh) | Workpiece processing device and workpiece processing method | |
| TWI395632B (zh) | Deformable door type operating device | |
| JP2019209448A (ja) | 加工システム及び加工方法 | |
| US10513000B2 (en) | Machine tool | |
| JP5214332B2 (ja) | ウエーハの切削方法 | |
| JP6563037B2 (ja) | 工作機械システム | |
| JP2001332515A (ja) | 回転ブレードの位置検出装置 | |
| JP2001007058A (ja) | 切削装置 | |
| CN113639702B (zh) | 一种加工及平面度检测的自动化系统及方法 | |
| US20210129271A1 (en) | Apparatus and method for processing a workpiece by laser radiation | |
| CN114916136A (zh) | 一种pcb板用双轴斜边机 | |
| JP4024961B2 (ja) | 研削装置における研削ユニットの原点位置セットアップ方法 | |
| JP5261125B2 (ja) | チャックテーブルの原点高さ位置検出方法 | |
| JPH11197929A (ja) | 面取り加工装置およびワーク加工装置 | |
| JP6037705B2 (ja) | 被加工物の加工方法 | |
| JP2007253289A (ja) | ワークテーブルの防滴機構及びワイヤソー | |
| JP4242229B2 (ja) | 工作機械の熱変位補正方法およびその装置 | |
| US20220234162A1 (en) | Honing apparatus | |
| JP3142877U (ja) | ワークテーブルの防滴機構及びワイヤソー | |
| KR101686935B1 (ko) | 다배열 인쇄회로기판의 모따기 장치 및 그 제어 방법 | |
| JP4426706B2 (ja) | 主軸移動型立形工作機械における工作物載置装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210301 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210525 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220616 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220705 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7119603 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |