JP3673324B2 - アーチ形弾性ワークの組付方法及び組付装置 - Google Patents
アーチ形弾性ワークの組付方法及び組付装置 Download PDFInfo
- Publication number
- JP3673324B2 JP3673324B2 JP14458296A JP14458296A JP3673324B2 JP 3673324 B2 JP3673324 B2 JP 3673324B2 JP 14458296 A JP14458296 A JP 14458296A JP 14458296 A JP14458296 A JP 14458296A JP 3673324 B2 JP3673324 B2 JP 3673324B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- pair
- workpieces
- work
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D65/00—Designing, manufacturing, e.g. assembling, facilitating disassembly, or structurally modifying motor vehicles or trailers, not otherwise provided for
- B62D65/02—Joining sub-units or components to, or positioning sub-units or components with respect to, body shell or other sub-units or components
- B62D65/10—Joining sub-units or components to, or positioning sub-units or components with respect to, body shell or other sub-units or components the sub-units or components being engines, clutches or transmissions
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Coating Apparatus (AREA)
Description
【発明の属する技術分野】
本発明は、自動車エンジンのアーチ形ゴムパッキングのようなアーチ形弾性ワークを物品のアーチ形溝に自動組付けするワーク組付方法とワーク組付装置に関する。
【0002】
【従来の技術】
自動車エンジンのシリンダブロックにオイルパンを取付ける際、シリンダブロックに予めアーチ形のゴムパッキングが組付けられる。例えば図18に示すように、シリンダブロック3の底部前後のチェーンケースフロント4とリアオイルシールリテーナ5の夫々にアーチ形の溝6、7が形成され、この各溝6、7にサイズが大小異なる一対のアーチ形ゴムパッキング1、2が嵌挿される。チェーンケースフロント4の溝6に小サイズのゴムパッキング1が嵌挿され、リアオイルシールリテーナ5の溝に大サイズのゴムパッキング2が嵌挿される。
【0003】
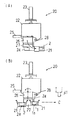
各ゴムパッキング1、2は、サイズが大小異なるだけで、同様なアーチ形のパッキングで、図17に小サイズのゴムパッキング1の具体例を示すと、これは表面の中央に小突起のダボ1aを有する。このダボ1aは、ゴムパッキング1の表裏チェックと、溝6に嵌挿したときの位置ズレ防止等に利用される。各ゴムパッキング1、2は、夫々にダボ1a、2aの有る表面を外側に向けて対応する溝6、7に嵌挿される。
【0004】
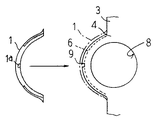
小サイズのゴムパッキング1とチェーンケースフロント4の溝6の関係を図19に示すと、溝6はチェーンケースフロント4のクランクシャフト穴8に沿って形成される。この溝6の外側壁の中央にゴムパッキング1のダボ1aが嵌入する切欠き9が形成される。ゴムパッキング1は、その外周部を少し突出させた状態で溝6に弾圧係合して組付けられる。
【0005】
【発明が解決しようとする課題】
上記のアーチ形ゴムパッキングは、変形し易い弾性体で、かつ、形状が不安定なアーチ形であることから、対応するアーチ形溝への組付けの完全自動化が難しく、この種ワークの組付けのほとんどの工程が手動で行われている。そのため、シリンダブロックに大小一対のゴムパッキングを組付ける製造工程の能率改善が難しい問題があった。また、作業員の手でアーチ形ゴムパッキングをアーチ形溝に押し込むようにして組付けているが、溝にゴムパッキングを密着性良く組付けるには作業員の熟練が必要であって、組付けの信頼性に問題があった。
【0006】
本発明の目的は、自動車エンジンのアーチ形ゴムパッキングを対応するシリンダブロックのアーチ形溝に自動的に、高信頼度で組付ける組付方法と組付装置を提供することにある。
【0007】
【課題を解決するための手段】
本発明は、シリンダブロックである物品のアーチ形外周に沿うアーチ形溝に、この溝に合致するアーチ形のゴムパッキングである弾性ワークを嵌めた後、ワークの中央部と両端部を含むワーク外周に沿った複数の区間部に配置した複数の押圧体を、個々の押圧体を単独にワークを押圧する方向に前後動させる駆動源で、ワーク中央部の押圧体から両端部の押圧体へと順にワーク外周に向けて前進させ、ワーク中央部の押圧体はワークの中央部を挟持するチャック機能を備えて、ワークを溝の底にワークの中央部から両端部に向けて順に押圧して密着させることを特徴とする。
【0008】
ここで、上記複数の押圧体の前進駆動は、各押圧体に設置したシリンダ等の駆動源でもって単独に行わせることが望ましい。このようにアーチ形弾性ワークの中央部から両端部に向けて押圧体で順にアーチ形溝に押圧して行くと、ワークが中央部から両端部に向けて扱かれるように溝に密着して、溝から部分的に浮くことが無くなり、ワークが溝に高密着度で組付けられる。
【0009】
また、本発明は、水平な整列板上に水平に整列された一対のアーチ形ゴムパッキングであるワークを水平なまま整列板から取出して、水平な各ワークの下面がワーク表裏面のいずれであるかをチェックする表裏チェック工程と、表裏チェックされた一対のワークをその各両端が上向きになるよう鉛直に姿勢変更し、この各ワークをその各両端が水平な一直線上を走行するように水平送りしながら、各ワークの両端に液体パッキングを塗布する液塗布工程と、パッキング液が塗布された一対のワークを鉛直姿勢から上下に所定間隔で水平に対向するよう姿勢変更させて上下一対の組付チャックに供給する受け渡し工程と、上下一対の組付チャックで各ワークをシリンダブロックである物品の対応する2箇所に形成されたアーチ形外周に沿うアーチ形溝に嵌挿する組付工程を含むことを特徴とする。
【0010】
上記本発明の組付方法は、自動車エンジンのシリンダブロックに組付けられる一対のアーチ形ゴムパッキングのようなワークに適用すれば、シリンダブロックにサイズの異なる一対のアーチ形ゴムパッキングが正確に、同時に、自動的に組付けられる。
【0011】
また、本発明の上記組付方法を実施する組付装置は、複数のアーチ形ゴムパッキングであるワークの各々を位置決めピンで所定のアーチ形に形状規制して水平に整列させる整列板と、整列板からワークを一対ずつ挾持して取出し、取出した一対のワークを水平姿勢とワーク両端を上向きにした鉛直姿勢の間で姿勢変更可能に搬送するワーク搬送ユニットと、ワーク搬送ユニットで保持された一対のワークの各々の両面が表裏面のいずれであるかをチェックする表裏チェックユニットと、ワーク搬送ユニットで鉛直姿勢で搬送されるワークの両端に液体パッキングを塗布する液塗布ユニットと、ワーク搬送ユニットから一対のワークを鉛直なまま受け取り、各ワークを前後に所定間隔で並列に対向するよう姿勢変更させる仮置ユニットと、仮置ユニットに保持された一対のワークを受け取って上下に所定間隔で水平に対向するよう姿勢変更させる起しユニットと、起しユニットから一対のワークを水平なまま受け取る一対の組付チャックを有する組付ユニットとを具備し、組付ユニットの一対の組付チャックで一対のワークを、シリンダブロックである物品の対応する2箇所に形成されたアーチ形外周に沿うアーチ形溝に同時に嵌挿して組付ける。
【0012】
【発明の実施の形態】
以下、一実施例について図1乃至図16を参照して説明する。同図の実施例は、図17乃至図19で説明したシリンダブロック(以下、物品と称する)3の一対の溝6、7に一対のアーチ形ゴムパッキング(以下、ワークと称する)1、2を嵌着する組付方法と組付装置を説明するもので、全図を通じて同一部分には同一符号が付してある。
【0013】
図1は、本発明組付方法と組付装置の各工程における一対のワーク1、2の各組付工程での姿勢が示され、図1(A)は側面図であり、図1(B)は平面図である。異なるサイズの大小一対のワーク1、2が整列板10からワーク搬送ユニット20で取り出されて、表裏チェックユニット30から液塗布ユニット40に送られ、更に仮置ユニット50と起しユニット60を介して組付ユニット70に供給されて、組付ユニット70で物品3に組付けられる。
【0014】
整列板10は水平な平板で、上面に一対のワーク1、2の複数対が水平姿勢で整列される。ワーク搬送ユニット20は、整列板10から一対のワーク1、2を挾持して水平姿勢のまま持ち上げ、表裏チェックユニット30の真上まで水平送りして下降させる。表裏チェックユニット30は、水平姿勢で下降してきた一対のワーク1、2の表裏をチェックする[表裏チェック工程]。
【0015】
表裏チェックされた一対のワーク1、2は、ワーク搬送ユニット20で90゜上昇旋回と90゜水平旋回させられて、各々の両端が上向きになるよう鉛直に姿勢変更され、小サイズのワーク1を先行させて一対のワーク1、2が液塗布ユニット40の真下へと水平送りされる。この鉛直姿勢の一対のワーク1、2は、夫々の上向きの両端が水平な一直線上を走行するように直列鉛直姿勢で水平送りされ、液塗布ユニット40の真下を水平送りされる間に、各ワーク1、2の上向きの両端部に塗布ノズル41から液体パッキング42が塗布される[液塗布工程]。
【0016】
液塗布ユニット40の下を通過した一対のワーク1、2は、直列鉛直姿勢のままワーク搬送ユニット20から仮置ユニット50に受け渡される。仮置ユニット50は、直列鉛直姿勢の一対のワーク1、2を、大サイズのワーク2を先行させて前後で並列に対向する並列鉛直姿勢に姿勢変更する。この姿勢変更された一対のワーク1、2が起しユニット60で取り出されて90゜上昇旋回され、上下で水平に対向する並列水平姿勢に姿勢変更される。そして、起しユニット60から組付ユニット70に一対のワーク1、2が並列水平姿勢のまま受け渡される[受け渡し工程]。
【0017】
組付ユニット70は、後述するように上下に一対の組付チャックを備え、この組付チャックで一対のワーク1、2を物品3の溝6、7に同時に嵌挿する。各組付チャックは、複数の押圧体を内蔵し、この押圧体でワークをその中央部から両端部にかけて順に溝に向けて押圧することで、常に良好なワーク組付けを可能にする[組付工程]。
【0018】
次に、図1の各工程での具体的方法と装置を工程順に説明する。
【0019】
図2(A)は整列板10の平面図、図2(B)は側面図が示される。この整列板10は、トレイやテンプレートと称されるもので、上面半分に小サイズのワーク1の複数個を一列に整列させ、他の上面半分に大サイズのワーク2の複数個を一列に整列させる。各ワーク1、2は、整列板10に突設された位置決めピン11で所定のアーチ形に形状規制されて、水平に整列される。位置決めピン11は、ワーク1、2の外周と内周の複数箇所に当接して、弾性のワーク1、2を所定のアーチ形に形状を保持させて癖付け、後のワーク切り出し動作や姿勢変更動作が正確にできるようにする。
【0020】
ワーク1、2を整列させた整列板10は、例えば図3に示すようなエレベータ機構13に複数枚が支持されて、1枚ずつが所定のワーク供給位置Aに水平送りされる。エレベータ機構13は、整列板10の複数枚を上下複数段に水平に整列させて支持する昇降マガジン14と、昇降マガジン14を間欠上昇させる上下動シリンダ15と、昇降マガジン14から1枚の整列板10をワーク供給位置Aまで水平送りする切り出しシリンダ16を備える。上下動シリンダ15で昇降マガジン14を1回間欠上昇させて、1枚の整列板10がワーク供給位置Aの高さに移動すると、この整列板10の端に固定されたフック12に切り出しシリンダ16のロッド17の先端部が係止する。この状態で切り出しシリンダ16でロッド17を退入させると整列板10が図3(B)の矢印方向に水平送りされて、昇降マガジン14からワーク供給位置Aに切り出される。
【0021】
ワーク供給位置Aに切り出された整列板10の近くには、図4に示すようなワーク搬送ユニット20が待機して、整列板10から一対ずつのワーク1、2を取り出す。整列板10上のワーク1、2の全てが取り出されると、空になった整列板10が昇降マガジン14内の元の位置に戻されて、昇降マガジン14が更に1回間欠上昇し、次の別の整列板10がワーク供給位置Aに切り出される。
【0022】
図4のワーク搬送ユニット20は、整列板10の上で横一列に水平に整列された大小一対のワーク1、2を水平姿勢のまま挾持して、整列板10から定ストローク上昇させる搬送チャック21を有する。搬送チャック21は、例えば図5に示すように、各ワーク1、2の外周2箇所と内周2箇所を挾持する一対の開閉爪である。ワーク搬送ユニット20は、水平な定軌道を往復移動する搬送本体22と、搬送本体22を上下動させる上下動シリンダ23と、搬送本体22に設置された上下旋回ブロック24及び上下旋回シリンダ25と、上下旋回ブロック24に設置された水平旋回シリンダ26及びチャック支持アーム27を備える。チャック支持アーム27の先端部に一対の搬送チャック21が開閉可能に設置される。
【0023】
ワーク搬送ユニット20は、整列板10から一対のワーク1、2を持ち上げると、そのまま全体が水平移動して表裏チェックユニット30の真上の表裏チェック位置Bに一対のワーク1、2を水平姿勢のまま移動させる。表裏チェックユニット30は、水平姿勢の一対のワーク1、2の下面でのダボの有無をチェックすることで、この下面が表面か裏面かを判定するもので、具体的構造例が図6及び図7に示される。
【0024】
ワーク搬送ユニット20は、水平な固定台31の両端部に上下を貫通させて固定した一対の外筒32と、各外筒32に上下動可能に貫通させた内軸33と、内軸33の下端部に固定した遮光体34と、遮光体34の高さ位置を検出する光学センサー35を備える。外筒32に内軸33は、圧縮スプリング36を介して嵌挿される。光学センサー35は、遮光体34の両側方に同じ高さで設置された投光素子35aと受光素子35bで構成され、投光素子35aと受光素子35bの間の光路38を横切る位置で遮光体34が上下動する。
【0025】
図7(A)に示す平常時の内軸33は、圧縮スプリング36で上方向に弾圧力を受けて、遮光体34が外筒32の下面に当接する上限位置に保持される。上限位置の内軸33の上端は、外筒32の上端から少し突出する。遮光体34は外周の一部に水平方向にスリット37を有し、内軸33が上限位置に在るときのスリット37は光学センサー35の光路38から上に外れる位置に在り、このとき光路38が遮光体34で遮断される。
【0026】
ワーク搬送ユニット20は、表裏チェック位置Bから水平な一対のワーク1、2を下降させて、各ワーク1、2の中央部下面を対応する外筒32の上面に押し当てる。このときの一対の各ワーク1、2は、その下面にダボ1a、2aが在るのが正常な姿勢で、この下面中央部を外筒32に押し当てると、図7(B)に示すように、ダボ1a又は2aが内軸33を押し下げて遮光体34が下限位置まで定ストローク下降する。するとスリット37が光学センサー35の光路38に達して、投光素子35aの投光が受光素子35bで受光される。ワーク1、2の表裏が反対のときは、内軸33とスリット37が下限位置まで下降しなくて、受光素子35bが受光しない。従って、受光素子35bの受光の有無判定で、ワーク1、2の表裏チェックが行われる。この表裏チェックで表裏逆と判定されたワークは、後で除外されて物品3への組付けに使用されない。
【0027】
表裏チェックユニット30で表裏チェックされた一対のワーク1、2は、ワーク搬送ユニット20で90゜上昇旋回と90゜水平旋回され、この2回の旋回の様子が図8(A)及び(B)に示される。即ち、まず、図8(A)に示すように、表裏チェック後に上下旋回シリンダ25が作動して上下旋回ブロック24を図8の枢軸28を支点に反時計方向に90゜旋回させて、一対のワーク1、2を水平姿勢から鉛直姿勢に姿勢変更させる。次に、上下旋回ブロック24に設置された水平旋回シリンダ26が作動してチャック支持アーム27を水平方向に90゜旋回させて、図8(B)に示すように一対のワーク1、2を、その各両端が水平な一直線上に並ぶように直列鉛直姿勢に姿勢変更する。
【0028】
図8(B)の状態でワーク搬送ユニット20の全体が一対のワーク1、2の直列方向で、小サイズのワーク1を先行させる図8(B)の破線矢印方向に水平移動して、一対のワーク1、2が所定の液塗布位置Cに移動する。各ワーク1、2が液塗布位置Cを移動する間に、液塗布ユニット40で各ワーク1、2の両端部に液体パッキング42が塗布される。液体パッキング42は、ワーク1、2と物品3の溝6、7との密着性を確保するシール材で、図1に示すような塗布ノズル41から滴下されて、塗布ノズル41の真下を通過する各ワーク1、2の上向きの両端部に塗布される。
【0029】
液塗布ユニット40の下を通過した一対のワーク1、2が更に水平送りされて、第1のワーク受け渡し位置Dに達すると、ワーク搬送ユニット20の水平旋回シリンダ26が作動して、一対のワーク1、2を水平方向に90゜回転させる。この90゜回転した一対のワーク1、2の真下に図9乃至図11に示される仮置ユニット50の一対の第1垂直チャック51と第2垂直チャック52が待機する。
【0030】
仮置ユニット50は、水平の支持台53上のレール54にスライド台55を設置し、スライド台55上に第1、第2垂直チャック51、52と第1垂直チャック51を水平方向に180゜回転させる回転台56とその駆動源57が設置される。支持台53の片端に固定された水平動シリンダ58でスライド台55が、第1のワーク受け渡し位置Dから第2のワーク受け渡し位置Eまで水平送りされる。
【0031】
第1のワーク受け渡し位置Dで一対の各垂直チャック51、52が、図9及び図10の実線で示すように左右に並ぶ定位置に在るときに、真上からワーク搬送ユニット20の搬送チャック21で保持されている鉛直姿勢の一対のワーク1、2が下降して、第1垂直チャック51に小サイズのワーク1が嵌挿され、第2垂直チャック52に大サイズのワーク2が嵌挿される。各垂直チャック51、52に対応するワーク1、2が嵌挿されると、搬送チャック21が開き、垂直チャック51、52が閉じて搬送チャック21が上昇してワーク1、2から離れる。
【0032】
この後、図9と図10の鎖線で示すように、駆動源57が作動して回転台56が図9矢印方向の後方に180゜回転して、第1垂直チャック51が第2垂直チャック52の後方に移動する。この移動で大サイズのワーク2が先行する形で各ワーク1、2が前後に所定間隔で平行に対向する並列鉛直姿勢に姿勢変更される。このときの各ワーク1、2は、互いに対向する面が裏面となって居る。回転台56が180゜回転すると、水平動シリンダ58が作動してスライド台55がレール54上を水平移動して、一対の前後並列鉛直姿勢のワーク1、2が大サイズのワーク2を先行させて第2のワーク受け渡し位置Eまで水平移動する。
【0033】
第2のワーク受け渡し位置Eの近くに起しユニット60が設置される。起しユニット60は、図12及び図13に示すような一対の中継チャック61、62を備える。各中継チャック61、62は、上下方向に90゜旋回する旋回ブロック63に所定間隔で支持される。旋回ブロック63は、スライド本体64に軸65を支点に回転可能に連結され、スライド本体64に設置した旋回シリンダ66でもって旋回駆動される。スライド本体64は、固定台67上のレール68に水平移動可能に設置され、これの水平移動は固定台66に支持された水平動シリンダ69で行われる。
【0034】
図12に示すように、仮置ユニット50で一対のワーク1、2が前後並列鉛直姿勢で第2のワーク受け渡し位置Eに在るとき、起しユニット60の旋回ブロック63が鉛直に上昇旋回した位置に在って、一対の中継チャック61、62が上下で対向する第3のワーク受け渡し位置Fに待機する。この状態から旋回シリンダ66が作動して旋回ブロック63が90゜下降旋回して、一対の中継チャック61、62が仮置ユニット50の各垂直チャック51、52に保持されたワーク1、2を挾持する。同時に各垂直チャック51、52が開き、旋回ブロック63が90゜上昇旋回して、一対のワーク1、2を第3のワーク受け渡し位置Fに旋回移動させる。この移動で小サイズのワーク1が上段で水平となり、大サイズのワーク2が下段で水平となって、各ワーク1、2が上下並列水平姿勢に姿勢変更される。
【0035】
旋回ブロック63が上昇旋回すると、水平動シリンダ69が作動してスライド本体64が図13の実線位置から鎖線位置まで水平移動する。図13の鎖線位置が第4のワーク受け渡し位置Gで、この位置Gに移動した中継チャック61、62に支持された上下並列水平姿勢の一対のワーク1、2の前方に、図14に示す組付ユニット70の一対の組付チャック71、72が待機する。組付ユニット70は、一対の組付ユニットチャック71、72を上下2段に支持するスライド支柱73と、スライド支柱73を水平方向に移動可能に支持する水平フレーム74と、水平フレーム74上に設置されてスライド支柱74を水平送りする水平動シリンダ75を備える。第4のワーク受け渡し位置Gの組付チャック71、72の前方のワーク組付位置Hに物品3が設置される。物品3は、コンベア等の搬送手段76に支持されてワーク組付位置Hに位置決めされる。
【0036】
第4のワーク受け渡し位置Gに起しユニット60の一対の中継チャック61、62が水平移動すると、組付ユニット70の各組付チャック71、72が1回前後動して、対応する中継チャック61、62との間でワーク1、2の受け渡しが行われる。このワーク受け渡しが終了すると、起しユニット60のスライド本体64が第3のワーク受け渡し位置Fに戻り、組付ユニット70のスライド支柱73が物品3に向けて水平に前進移動して、上下一対の組付チャック71、72で支持した一対のワーク1、2が物品3の対応する溝6、7に嵌挿される。
【0037】
上下一対の組付チャック71、72の内の上段の組付チャック71は小サイズのワーク1をその表面を上にして水平に挾持し、下段の組付チャック72が大サイズのワーク2をその表面を下にして水平に挾持する。これら各組付チャック71、72でワーク1、2を物品3の溝6、7に単に押し込んで組付けることも可能であるが、このようにするとワーク1、2が部分的に溝6、7の底から浮き上がって両者の密着性が悪くなり、組付不良が発生することがある。そこで、本発明においては、ワーク1、2を溝6、7に嵌挿してから、ワーク1、2を溝6、7の底面に押圧する際に、図16に示す要領でワーク1、2の中央部から両端部に向けて順に押圧して行くようにする。このようなワーク組付けを実施する具体的なチャック構造例が図15と図16に示される。
【0038】
図15は、小サイズのワーク1を挾持する組付チャック71の要部の平面図で、ワーク1の外周に沿わせて配置された複数の押圧体80と、個々の押圧体80を単独に前後動させる駆動源、例えば前後動シリンダ90を備える。押圧体80は、例えばワーク1の中央部1bを押圧する第1押圧体80bと、ワーク1の両端部1dを押圧する第3押圧体80dと、ワーク1の中央部1bと両端部1dの間の肩部1cを押圧する第2押圧体80cで構成される。第1押圧体80bは、ワーク1の中央部1bを上下から挾持するチャック機能を備える。前後動シリンダ90は、第1押圧体1bを前後動させる第1前後動シリンダ90b、第2押圧体1cを前後動させる第2前後動シリンダ90c、第3押圧体1dを前後動させる第3前後動シリンダ90dで構成される。
【0039】
組付チャック71でワーク1を保持して、物品3の対応する溝6に嵌め込んだ後、図16(A)、(B)、(C)に示すように、各押圧体1b、1c、1dを単独に順に前進させる。まず、図16(A)に示すように、第1前後動シリンダ90bを作動させて第1押圧体80bだけを前進させてワーク1の中央部1bを溝6の中央部底面に押圧する。このときの押圧力で弾性ワーク1の中央部1bが肩部1cの方向に扱かれて、中央部1bが溝6の中央部底面に強く密着する。次に、図16(B)に示すように、第1押圧体80bを前進させたままの状態で、第2押圧体80cを前進させてワーク1の肩部1cを押圧して、肩部1cを端部1dの方向に扱く。この扱きでワーク1の肩部1cも溝6に強く密着する。最後に、図16(C)に示すように、第1と第2押圧体80b、80cを前進させたまま第3押圧体80dを前進させてワーク1の端部1dを押圧する。この最後の押圧でワーク1の両端部1dが溝6に強く密着し、結果としてワーク1の全体が溝6に高密着度で組付けられる。
【0040】
大サイズのワーク2を挾持する他の組付チャック72も、図示しないが上記組付チャック71と同様な複数の押圧体とその前後駆動源を備えて、ワーク2を物品3の対応する溝7に高密着度で組付ける。
【0041】
上記要領で組付ユニット70が一対のワーク1、2を同時に物品3の溝6、7に組付けると、スライド支柱73が第4のワーク受け渡し位置Gまで後退して、次のワーク受け渡しまで待機する。
【0042】
【発明の効果】
請求項1記載のアーチ形弾性ワークの組付方法によれば、物品のアーチ形溝に嵌挿されたアーチ形弾性ワークがその中央部から両端部に向けて押圧体で順に溝の底面に押圧されていくので、ワークがその中央部から両端部に向けて扱かれるように溝に強く密着して、常にワークを溝に高密着度で組付けることができるようになり、アーチ形弾性ワークの自動車エンジン等への組付けの信頼性が向上する。
【0043】
請求項2記載のアーチ形弾性ワークの組付方法によれば、一対のアーチ形弾性ワークを安定した姿勢で各組付工程に自動送りすることが可能となり、また、一対のワークを適宜に姿勢変更させることで、ワークの表裏チェックや液体パッキング塗布が正確、迅速にできるようになって、一対のアーチ形弾性ワークの自動車エンジン等の物品への組付けの完全自動化が可能となる。特に、自動車エンジンのシリンダブロックにサイズが大小異なる一対のゴムパッキングを取付ける組付工程に本発明を適用すれば、一対のゴムパッキングの同時組付け、自動組付けが実現されて、自動車エンジン組立工程の能率改善、省人化が可能となる。
【0044】
請求項3記載のアーチ形弾性ワークの組付装置によれば、一対のワークをワーク搬送ユニット、仮置ユニット、起しユニット、組付ユニットと複数のユニットに受け渡して、各ユニットで一対のワークを所望の姿勢に保持して、表裏チェックや液塗布等の作業をさせるようにしたから、形状不安定な一対の弾性ワークの物品への組付けを含む各種組付動作が確実にできるようになり、動作の信頼性の高い高能率なアーチ形弾性ワークの自動組付装置が提供できる。
【図面の簡単な説明】
【図1】本発明を説明するための各ワーク組付工程でのワーク姿勢を示すもので、図1(A)は側面図、図1(B)は平面図である。
【図2】図2(A)は図1に示される整列板の平面図、図2(B)はその側面図である。
【図3】図3(A)は図2の整列板を搬送するエレベータ機構の正面図、図3(B)はエレベータ機構の定位置Aの高さでの平面図である。
【図4】図1に示されるワーク搬送ユニットの側面図である。
【図5】図4のワーク搬送ユニットにおけるチャックの平面図である。
【図6】図1に示される表裏チェックユニットの平面図である。
【図7】図6の表裏チェックユニットの部分拡大断面図で、図7(A)は平常時、図7(B)は表裏チェック時の断面図である。
【図8】図4のワーク搬送ユニットの各動作時の側面図で、図8(A)は90゜上昇旋回時、図8(B)は90゜水平旋回時の側面図である。
【図9】図1に示される仮置ユニットの平面図である。
【図10】図9の仮置ユニットの側面図である。
【図11】図9の仮置ユニットにおけるチャックの正面図である。
【図12】図1に示される起しユニットの側面図である。
【図13】図12の起しユニットの平面図である。
【図14】図1に示される組付ユニットの側面図である。
【図15】図14の組付ユニットにおけるチャックの要部拡大平面図である。
【図16】図15のチャックによるワーク押圧動作を説明する部分平面図で、図16(A)は最初の押圧時、図16(B)は中間での押圧時、図16(C)は最終の押圧時の平面図である。
【図17】アーチ形弾性ワークの一例のゴムパッキングを示すもので、図17(A)は平面図、図17(B)は側面図、図17(C)は図17(A)のn−n線拡大断面図である。
【図18】一対のワークを物品に組付けるときのワークと物品の側面図である。
【図19】図18のワークと物品の部分拡大平面図である。
【符号の説明】
1 ワーク
2 ワーク
3 物品
6 溝
7 溝
10 整列板
11 位置決めピン
20 ワーク搬送ユニット
30 表裏チェックユニット
40 液塗布ユニット
42 液体パッキング
50 仮置ユニット
60 起しユニット
70 組付ユニット
71 組付チャック
72 組付チャック
80 押圧体
Claims (3)
- シリンダブロックである物品(3)のアーチ形外周に沿うアーチ形の溝(6)に、この溝に合致するアーチ形のゴムパッキングである弾性ワーク(1)を嵌めた後、ワーク(1)の中央部と両端部を含むワーク外周に沿った複数の区間部に配置した複数の押圧体(80)を、個々の押圧体を単独にワークを押圧する方向に前後動させる駆動源(90)で、ワーク中央部の押圧体から両端部の押圧体へと順にワーク外周に向けて前進させ、ワーク中央部の押圧体はワークの中央部を挟持するチャック機能を備えて、ワーク(1)を溝(6)の底にワークの中央部から両端部に向けて順に押圧して密着させることを特徴とするアーチ形弾性ワークの組付方法。
- 水平な整列板(10)上に水平に整列された一対のアーチ形ゴムパッキングであるワーク(1)(2)を水平なまま整列板(10)から取出して、水平な各ワーク(1)(2)の下面がワーク表裏面のいずれであるかをチェックする表裏チェック工程と、表裏チェックされた一対のワーク(1)(2)をその各両端が上向きになるよう鉛直に姿勢変更し、この各ワークをその各両端が水平な一直線上を走行するように水平送りしながら、各ワーク(1)(2)の両端に液体パッキング(42)を塗布する液塗布工程と、パッキング液が塗布された一対のワーク(1)(2)を鉛直姿勢から上下に所定間隔で水平に対向するよう姿勢変更させて上下一対の組付チャック(71)(72)に供給する受け渡し工程と、上下一対の組付チャック(71)(72)で各ワーク(1)(2)をシリンダブロックである物品(3)の対応する2箇所に形成されたアーチ形外周に沿うアーチ形溝(6)(7)に嵌挿する組付工程を含むことを特徴とするアーチ形弾性ワークの組付方法。
- 複数のアーチ形ゴムパッキングであるワーク(1)(2)の各々を位置決めピン(11)で所定のアーチ形に形状規制して水平に整列させる整列板(10)と、整列板(10)からワークを一対ずつ挾持して取出し、取出した一対のワーク(1)(2)を水平姿勢とワーク両端を上向きにした鉛直姿勢の間で姿勢変更可能に搬送するワーク搬送ユニット(20)と、ワーク搬送ユニット(20)で保持された一対のワーク(1)(2)の各々の両面が表裏面のいずれであるかをチェックする表裏チェックユニット(30)と、ワーク搬送ユニット(20)で鉛直姿勢で搬送されるワークの両端に液体パッキング(42)を塗布する液塗布ユニット(40)と、ワーク搬送ユニット(20)から一対のワーク(1)(2)を鉛直なまま受け取り、各ワーク(1)(2)を前後に所定間隔で並列に対向するよう姿勢変更させる仮置ユニット(50)と、仮置ユニット(50)に保持された一対のワーク(1)(2)を受け取って上下に所定間隔で水平に対向するよう姿勢変更させる起しユニット(60)と、起しユニット(60)から一対のワーク(1)(2)を水平なまま受け取る一対の組付チャック(71)(72)を有する組付ユニット(70)とを具備し、
組付ユニット(70)の一対の組付チャック(71)(72)で一対のワーク(1)(2)を、シリンダブロックである物品(3)の対応する2箇所に形成されたアーチ形外周に沿うアーチ形溝(6)(7)に同時に嵌挿して組付けることを特徴とするアーチ形弾性ワークの組付装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14458296A JP3673324B2 (ja) | 1996-06-06 | 1996-06-06 | アーチ形弾性ワークの組付方法及び組付装置 |
| KR1019970023468A KR980002908A (ko) | 1996-06-06 | 1997-06-05 | 아치형 탄성워크의 장착방법 및 장착장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14458296A JP3673324B2 (ja) | 1996-06-06 | 1996-06-06 | アーチ形弾性ワークの組付方法及び組付装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09323677A JPH09323677A (ja) | 1997-12-16 |
| JP3673324B2 true JP3673324B2 (ja) | 2005-07-20 |
Family
ID=15365487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP14458296A Expired - Fee Related JP3673324B2 (ja) | 1996-06-06 | 1996-06-06 | アーチ形弾性ワークの組付方法及び組付装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP3673324B2 (ja) |
| KR (1) | KR980002908A (ja) |
-
1996
- 1996-06-06 JP JP14458296A patent/JP3673324B2/ja not_active Expired - Fee Related
-
1997
- 1997-06-05 KR KR1019970023468A patent/KR980002908A/ko not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| KR980002908A (ko) | 1998-03-30 |
| JPH09323677A (ja) | 1997-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2893222B2 (ja) | 包装機への物品の自動整列供給方法と装置 | |
| CN113148649B (zh) | 一种电池输送系统用上料装置及上料方法 | |
| JPH1086867A (ja) | 自動車ドア製造装置 | |
| JPH027775B2 (ja) | ||
| JP3673324B2 (ja) | アーチ形弾性ワークの組付方法及び組付装置 | |
| KR100449955B1 (ko) | 자동차용 시트레일 조립기의 소재 이송방법 및 장치 | |
| CN113385813B (zh) | 一种新能源装配线中激光焊接机构 | |
| CN111993051A (zh) | 一种电梯按钮的自动化装配系统及其装配方法 | |
| JP3650219B2 (ja) | エンジン組立方法及び組付装置 | |
| JPH04183535A (ja) | シリンダヘッドへの部品圧入装置 | |
| JP3860860B2 (ja) | メタルベアリング組付装置 | |
| US5299898A (en) | Method of and apparatus for binding stacks of superimposed sheets | |
| KR102829731B1 (ko) | 오링 조립기 및 이를 이용한 오링 조립방법 | |
| JPH0635098B2 (ja) | 搬送加工物のクランプ装置 | |
| CN117226380B (zh) | 一种挂车底架轴承焊接定位设备及焊接定位方法 | |
| JPH09244257A (ja) | 露光装置 | |
| JPS6324787B2 (ja) | ||
| JP2003062970A (ja) | 基板保持機構及びそれを用いたクリーム半田印刷装置 | |
| JPH08323592A (ja) | トランスファ装置 | |
| JPH0627298Y2 (ja) | 部品受渡し装置 | |
| JPH0750125Y2 (ja) | ワークの搬入搬出装置 | |
| JP2828378B2 (ja) | ガラス板のスクリーン印刷における位置決め方法と該方法に用いるテンプレート | |
| JP2650799B2 (ja) | パレット姿勢変換装置 | |
| JP2572166B2 (ja) | トランスファ装置 | |
| JPH02216376A (ja) | 車体組立てステーションへの車体部品の搬入方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040810 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050325 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050422 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090428 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090428 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100428 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100428 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110428 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120428 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120428 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130428 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130428 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |