JP4177100B2 - 研磨パッド及びその製造方法並びに研磨パッド用クッション層 - Google Patents
研磨パッド及びその製造方法並びに研磨パッド用クッション層 Download PDFInfo
- Publication number
- JP4177100B2 JP4177100B2 JP2002545884A JP2002545884A JP4177100B2 JP 4177100 B2 JP4177100 B2 JP 4177100B2 JP 2002545884 A JP2002545884 A JP 2002545884A JP 2002545884 A JP2002545884 A JP 2002545884A JP 4177100 B2 JP4177100 B2 JP 4177100B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- layer
- polishing pad
- resin
- acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/26—Lapping pads for working plane surfaces characterised by the shape of the lapping pad surface, e.g. grooved
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/22—Lapping pads for working plane surfaces characterised by a multi-layered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/008—Finishing manufactured abrasive sheets, e.g. cutting, deforming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
Description
本発明は研磨パッドに関するものであり、工業的に容易に微細な表面加工を行うことができることを特徴とする研磨パッドとして利用され、半導体装置用のシリコンウエハ、メモリーディスク、磁気ディスク、光学レンズや反射ミラー等の光学材料、ガラス板、金属等の高度の表面平坦性を要求される材料の平坦化加工処理を安定的に、かつ高い研磨速度で行う研磨パッドとして使用可能である。本発明の研磨パッドは、特にシリコンウエハ、並びにその上に酸化物層、金属層等が形成されたデバイス(多層基板)を、さらにこれらの層を積層・形成する前に平坦化する工程での使用に好適である。
本発明は、上記の研磨パッドの製造方法並びに研磨パッドのクッション層にも関する。
[背 景 技 術]
高度な表面平坦性を要求される材料の代表的なものとしては、半導体集積回路(IC,LSI)を製造するシリコンウエハと呼ばれる単結晶シリコンの円板が挙げられる。シリコンウエハは、IC、LSI等の製造工程において、回路作成に使用する各種薄膜の信頼できる半導体接合を形成するために、各薄膜作成工程において表面を高精度に平坦に仕上げることが要求される。
一般的には、研磨パッドはプラテンと呼ばれる回転可能な支持円盤に固着され、半導体ウエハは自公転運動可能な研磨ヘッドと呼ばれる円盤に固着される。双方の回転運動により、プラテンと研磨ヘッドとの間に相対速度を発生させ、研磨パッドとウエハとの間隙にアルカリ溶液や酸性溶液にシリカ系やセリア系等の微細な粒子(砥粒)を懸濁させた研磨材を分散させた溶液(スラリー)を流しながら、研磨、平坦化加工が実施される。この際、研磨パッドがウエハ表面上を移動する時、接触点で砥粒がウエハ表面上に押し付けられる。従って、ウエハ表面と砥粒との間の滑り動摩擦的な作用により加工面の研磨が実行され、被研磨材の段差や表面粗さを低減させる。このような研磨加工は、通常CMP加工と称されている。
<〔I〕研磨パッド>
かかる研磨工程において使用される半導体ウエハの鏡面研磨用パッドとしては、ポリウレタン発泡体タイプの研磨パッド、ポリエステル系の不織布にポリウレタン樹脂を含浸させた研磨布タイプの研磨パッド、これら2種のパッドを貼り合わせた積層タイプの研磨パッドが公知である。
上記のポリウレタン発泡体タイプの研磨パッドとしては、一般的に空洞率が30〜35%程度のポリウレタン発泡体シートが使用されている。また、ポリウレタン等のマトリックス樹脂に中空微小粒子又は水溶性高分子粉末等を分散した研磨パッドを開示した特表平8−500622号公報に記載の技術も公知である。
また、これらの研磨パッドには、スラリーの流動向上、スラリーの保持を目的とし、研磨層表面に条溝や空孔等の凹凸を形成したものが公知である。研磨パッドの研磨層に凹凸を形成する公知技術としては、作業者がカッター、彫刻刀、ダイヤモンド旋盤等のような器具を用いて行う技術が特開平11−48129号公報,特開平11−58219号公報や特開平11−70462号公報等に開示されている。
上述の公知の空洞率が30〜35%程度のポリウレタン発泡体シートは、局部的な平坦化能力は優れたものであるが、圧縮率が0.5〜1.0%程度で小さく、従ってクッション性が不足しているためためにウエハ全面に均一な圧力を与えることが難しい。このため、通常、ポリウレタン発泡体シートの背面に柔らかいクッション層が別途設けられ、研磨加工が行われる。
ポリウレタン発泡体タイプの研磨パッドや特表平8−500622号公報に記載の研磨パッドは、全体が研磨層を構成するものであり、研磨面が磨耗すると新たに表面となる面が研磨層を構成する。即ち研磨パッド全体が均一な弾性特性であるため、研磨速度や被研磨物の均一性や段差特性に問題を有している。即ち、被研磨物表面を構成する素材に硬度差がある場合、柔らかい方が多く削られ、ミクロ的にみると平坦性が得られないという問題がある。また、研磨に際しては、裏面、即ちプラテン装着側にポリエステル系の不織布にポリウレタン樹脂を含浸させたクッション層を設けることが必要であり、研磨パッドの製造工程に加えてクッション層を貼合する工程が欠かせず、コスト低減の要求に対応することが難しい。
これらの研磨パッドは、研磨中に、研磨層表面の孔にスラリー中の砥粒、削りかす等がたまり、研磨速度を低下させるため、研磨途中で定期的にダイヤモンド砥粒を蒸着させたヘッドを用いて、表面を研磨し、新しい表面を出すドレス工程が必要であるが、研磨パッド内の空洞は均一に分散していない、空洞の大きさ、形がそろっていない等の理由により、ドレス工程を行い、表面を更新しても同一の表面とはならず、研磨特性に違いを見せるという問題点がある。また、ドレス工程中は研磨を行うことが出来ず、生産効率を低下させる原因ともなる。さらに、ドレス工程によりパッドを削ることにより、被研磨物を研磨する以外でパッドが消耗されるという問題点がある。
また、研磨時に使用されるスラリーを流動させ、また保持するために、研磨面に溝や同心円や孔等の凹凸加工が行われる。この加工手段としては、彫刻刀や切削機器等による切削、指定の金型によるプレス等の方法が採られているが、前者の二つには作業者の個人差による品質のばらつき防止が困難であること、加工パターンの変更が困難であること、微細加工には限界があること、切削に際してバリが発生し、被研磨材の研磨面に傷が発生すること等の問題を抱えており、後者は、金型作製のコストアップ、プレスによる、加工周辺部の物性の変化等の問題を抱えている。
上記後者の問題点を解決する方法として、WO9830356に記載の、感光性組成物を用い紫外線、レーザー光を用い照射部を硬化し未露光部を除去するという、液状の感光性樹脂を支持体に塗布し、フォトリソグラフィー法を用いた研磨面の加工が提案されている。
上記の液状の感光性樹脂を用いての塗布では、ある程度の厚みのあるパッドを作製するとなると、液状樹脂故に支持体上での経時的に広がりをみせ、厚み精度に問題を起こす。また、それを改善するために、スペーサー等を導入して生産を行うということは、効率の低下を招く。また、露光前は液状であるため、露光し固体化するまでの製品管理(温度管理等)が難しく、また、製品のストックも困難となり、工業的効率を低下させる要因となる。また、定期的にドレス工程を研磨途中に入れることによる問題点は解決されていない。
本発明は、シート化、溝等の表面加工等の生産が容易であり、厚み精度に優れ、研磨速度が高く、均一な研磨速度の得られる研磨パッドを提供することを目的とする。
また、クッション層を積層した積層タイプの研磨パッドにおいては、研磨層との弾性特性に違いを持たせ、研磨特性を向上させるため、特開平11−48131号公報に記載のように、中間層部をセグメント分割するという加工も行われているが、この場合も、上記と同様の問題点がある。このように、研磨パッドにおいて、研磨特性を向上させるために、研磨層やそれ以外の層に様々な凹凸加工が行われているが、いずれも、上記の問題点が解消されたものではない。
本発明の別の目的は、上記に掲げた問題点を解決し、個人差による品質のばらつきがなく、加工パターン変更を容易に行え、微細加工を可能とし、様々な被研磨材に対応が可能で、しかも凹凸を形成する際のバリの発生がない研磨パッド及びその製造方法を提供することにある。
本発明の別の目的は、研磨速度が速く、被研磨物の均一性や段差特性に優れ、プラテン装着面にクッション層を設ける必要がない研磨パッドを提供することにある。
上述の発泡体タイプの研磨パッドは、弾性率が低く、比較的柔らかいパッドであるため、[図6]に示すように、研磨中に、研磨層31そのものが半導体ウエハ内の回路パターン32に追従した状態になって撓み、パターン33間の絶縁膜34を過剰に研磨してしまい、ミクロ的にみると被研磨対象物の平坦化特性に問題がある。また発泡体タイプの研磨パッドでは研磨層の弾性率を大きくするのに限界があり、平坦化特性の向上にも限界がある。
これまでに研磨層の物性として、弾性率を向上させた研磨パッドとしては、以下に示すようなものがある。▲1▼4〜20psiの圧縮力が研磨層にかかった時の水圧モジュールは1psiの圧縮力に対して250psiである研磨パッド(特開平6−21028号公報)。▲2▼引張弾性率が1MPa以上500MPa以下の研磨層を用いた研磨パッド(特開2000−202763号公報)。▲3▼曲げ弾性率が3500〜40000kg/cm2の研磨パッド(特開2001−105300号公報)。しかし、これらに記載されている研磨パッドでは、平坦化特性がある程度は向上しているものの、十分な平坦化特性のものが得られているとはいえない。
本発明の別の目的は、被研磨対象物の平坦化特性に優れた研磨パッドを提供することにある。
従来のポリウレタンシートを使用し、クッション層を設けた研磨パッドは、以下の問題を有する。
(1)クッション層としては、連続空洞を持った樹脂含浸不織布が広く使用されているが、不織布のバラツキ、スラリー液の浸水による圧縮特性の変化等の問題がある。
(2)独立空洞を持った発泡ウレタンフォームが使用され始めているが製造における発泡状態の安定化が困難であること、また空洞を持たせることにより繰り返し荷重に対する残留歪みが大きい等の問題が残る。
本発明の別の目的は、圧縮特性のバラツキが少なく、スラリー液の浸水による圧縮特性の変化も小さく、研磨層の繰り返し荷重に対する残留歪みによる影響を低減できるクッション層を提供するものである。
<〔II〕スラリーレス研磨パッド>
CMPに使用する研磨パッドとしてはさらに以下の技術が公知である。
▲1▼弾性ポリウレタン層に研磨層である合成皮革層が積層されたもの(米国特許番号3,504,457)。
▲2▼発泡ポリウレタン層にポリウレタン含浸不織布を貼り合わせた構成のもの(特開平6−21028号公報)。
▲3▼研磨表面が設けられており、前記研磨表面に隣接し選択した厚さ及び剛性の剛性要素が設けられており、前記剛性要素へ実質的に一様な力を付与するために前記剛性要素に隣接して弾性要素が設けられており、前記剛性要素及び前記弾性要素が前記研磨表面へ弾性的屈曲力を付与して前記研磨表面に制御した屈曲を誘起させ、それが前記加工物の表面の全体的な形状に適合し且つ前記加工物表面の局所的な形状に関して制御した剛性を維持することを特徴とする研磨用パッド(特開平06−077185号公報)。
▲4▼縦弾性係数EA の大きい表層Aと、縦弾性係数EB の小さい下層Bとを有し、両層A,Bとの間に上記B層よりも少なくとも縦弾性係数の大きい中間層Mを設けたことを特徴とする研磨布(特開平10−156724号公報)。
▲5▼研磨層と、研磨層より弾性の高い中間層と、柔らかい下地層の構成で、中間層が分割されているパッド(特開平11−48131号公報)。
前述の▲1▼〜▲5▼に記載の各種研磨パッドは次のような問題点を有している。
▲1▼この方式では、全面の均一性に関しては、弾性ポリウレタン層がウエハにかかる荷重を均一にする役目を果たしているが、最表層研磨層に、柔らかい合成皮革を使用しているため、スクラッチ等の問題は無いが、微小領域での平坦化特性が良くないという問題点がある。
▲2▼ポリウレタンと不織布の積層でも、不織布層が前述▲1▼の弾性ポリウレタン層と同等の役目を果たし、均一性を得ている。また、研磨層も硬質の発泡ポリウレタン層を有している為、合成皮革に比べて平坦化特性も優れているが、近年、微小領域での平坦化特性の要求レベルの向上や、金属膜の研磨においては、要求レベルに達していない。また、硬質ウレタン層の硬度を更に上げる事で平坦化特性の向上を図れるが、この場合、スクラッチの多発を招き実用的ではない。
▲3▼研磨層、剛性層、弾性層の構造のものは、表層の研磨層でスクラッチの起きない適度の硬度を持たせ、硬度が上げられず劣化する平坦化特性を第2層の剛性層で改善させる構成のものである。これは、前述▲2▼の方式の問題点を解決するものであるが、この場合、研磨層の厚さが0.003インチ以下が指定されており、この厚さでは実際に使用した場合、研磨層も削れてしまい、製品寿命が短い欠点がある。
▲4▼同方式は、基本的思想は前述▲3▼の方式と同様であり、各層の弾性率の範囲を限定して、より効率的な範囲を得ようとしているが、該方式の中では実質的に何ら実現する手段がなく、研磨パッドを製作することは困難である。
▲5▼この方式でも、基本的思想は前述▲3▼と同様であるが、ウエハ面内の均一性をより向上するために中間剛性層をある所定の大きさにて分割している。しかし、この分割する工程にコストが掛かり、安価な研磨パッドを供給することは出来ない。
さらに、これら、▲1▼から▲5▼の研磨パッドは、研磨中に高価なスラリーを流す必要があり製造コストの増加につながる。そのため、研磨層に砥粒を含んだ、いわゆる固定砥粒式研磨パッドが開発されている。これら固定砥粒式研磨パッドでは、遊離砥粒式研磨パッドの様に、研磨工程中に高価なスラリーを流す必要がない。
固定砥粒式研磨パッドとしては、たとえば、▲6▼発泡ウレタン樹脂に酸化セリウム粒子を混合した構成の研磨パッドが開示されている(特開2000−354950号公報、特開2000−354950号公報)。しかし、この研磨パッドは、研磨層中の砥粒の濃度が余り高くなく、研磨速度を上げたい場合にはスラリーと併用せざるを得ないという問題がある。
また、▲7▼溶剤に溶解したバインダー溶液に砥粒を分散させ、フィルム上にコーティングした構成の研磨パッドが開示されている(特開2000−190235号公報)。しかし、この研磨パッドは、単に溶剤中で樹脂と砥粒を混合しているだけなので粒子の凝集を引き起こし、スクラッチを生じやすいという問題がある。
また、▲8▼0.5μm以下の砥粒1次粒子をバインダー樹脂を含まないように2次凝集させた1〜30μmの造粒粒子を研磨剤として基材上にバインダー樹脂で固定した構成の研磨パッドが開示されている(特開2000−237962号公報)。しかし、この研磨パッドは、砥粒を効率的に樹脂中に入れるために積極的に砥粒を凝集させているが、この凝集体がスクラッチを生じやすいという問題がある。
また、▲9▼常温で固体の平均粒径50μm以下の樹脂材料を、最大粒径2μmの砥粒と混合しこれを金型に充填、加圧加熱成形した研磨パッドが開示されている(特開2000−190232号公報)。しかし、この研磨パッドは、初期に樹脂粉体と砥粒粉体とを均一に混合するのが困難であること、研磨パッド中への砥粒濃度を上げると結着剤である樹脂が減り成形することが困難となるという問題を有する。
上記で説明した通り、固定砥粒式パッドで満足できるものはないのいが現状である。
本発明の別の目的は、半導体ウエハ上に微細なパターンが形成されており、該パターンの微小な凹凸を平坦化する研磨工程に使われる半導体ウエハ研磨用パッド等として用いられる研磨パッドであって、スラリーレス対応で、研磨特性がよく、スクラッチの発生の少ない研磨パッドを提供することにある。
また本発明の別の目的は、半導体ウエハ上に微細なパターンが形成されており、該パターンの微小な凹凸を平坦化する研磨工程に使われる研磨パッドにおいて、スラリーレス対応で、砥粒を極めて高濃度に混合することが出来、高濃度に砥粒を分散したにも拘わらず砥粒凝集によるスクラッチ発生の少ない半導体ウエハ研磨用パッドを提供することにある。
[発 明 の 開 示]
<〔I〕研磨パッド>
本願の発明は、研磨層を有する研磨パッドであって、
前記研磨層はエネルギー線により硬化する硬化性組成物を使用して形成されており、かつ前記研磨層は表面がフォトリソグラフィー法により形成された凹凸を有することを特徴とする。
かかる研磨パッドは、シート化、溝等の表面加工等の生産が容易であり、厚み精度に優れ、研磨速度が高く、均一な研磨速度の得られる研磨パッドである。
前記研磨層は、荷重4400gfでのガラスとの静摩擦係数が1.49以下、動摩擦係数が1.27以下であることが好ましい。
前記研磨パッドにおいては、前記硬化性組成物が、固体高分子化合物を含有していることが好ましい。
前記研磨パッドにおいては、研磨層をそのまま研磨パッドとしてもよく、裏面(研磨面の反対面)にクッション層を積層して研磨パッドとしてもよい。
研磨層を有する研磨パッドにおいては、前記研磨層が空孔を有さず、かつ貯蔵弾性率が200MPa以上であり、前記クッション層の貯蔵弾性率が前記研磨層の貯蔵弾性率よりも低いことが好ましい。
従来、研磨層の弾性率は、前述の通り、水圧モジュール、引張弾性率、曲げ弾性率等のいずれも静的な条件下における弾性率を測定したものである。しかし、実際の研磨時には、研磨対象物である半導体ウエハ等と研磨パッドは回転し、研磨パッドは、周期的に加圧、解放の繰り返しを受ける。そこで本発明では研磨パッドの研磨層表面の変形量の違いを、動的な条件下での弾性率に対応すると考えられる貯蔵弾性率に着目して検討した。その結果、従来の研磨層よりも貯蔵弾性率が高い材料、すなわち貯蔵弾性率が200MPa以上の高い貯蔵弾性率を有する材料を用いることにより、従来の低い貯蔵弾性率の研磨層による研磨パッドによって起こる、研磨対象物の平坦化特性に係わる問題を解決できることを見出した。
本発明でいう貯蔵弾性率は、動的粘弾性の弾性項に値するものであり、動的な振動や変形を与え、そのときの材料の剛性を示したものである。このように貯蔵弾性率の高いパッドは、[図5]に示したように、周期的な変形に対し、研磨パッド31の変形量が少なく、半導体ウエハ内の回路パターン32のパターン33間の絶縁膜34の平坦性が良好になる。
前記研磨層の貯蔵弾性率は200MPa以上であるのが好ましく、研磨層の貯蔵弾性率の上限は特に制限されないが、貯蔵弾性率が高くなりすぎると、半導体ウエハ上に傷(スクラッチ)を招くおそれがあることから貯蔵弾性率2GPa以下、さらには1.5GPa以下、特に1GPa以下であるのが好ましい。特に貯蔵弾性率は200MPa〜2GPa、さらには200MPa〜1GPaであるのが好ましい。また研磨層は空孔を有しない層であることが好ましい。研磨層の貯蔵弾性率を200MPa以上にするためには、研磨層を発泡体等の空孔を含まない層で形成するのが好適である。
研磨層の貯蔵弾性率を200MPa以上の前記研磨層に加えて、研磨層の貯蔵弾性率よりも貯蔵弾性率が低いクッション層を有することが好ましい。研磨層が高い貯蔵弾性率を有する場合、被研磨対象物全体のうねり、反りが高くなるが、クッション層を設けることで、高剛性の研磨層にも、被研磨対象物との追従性がよくなり、クッション層に被研磨対象物全体のうねり等が吸収される。そのため、高い貯蔵弾性率の研磨層を用いても、被研磨対象物の被研磨面内の均一性(平坦化特性)が損なわれることはない。クッション層の貯蔵弾性率は、研磨層の貯蔵弾性率より低いものであれば特に制限はないが、0.1〜100MPa程度、さらには0.1〜50MPa、特に0.1〜30MPaであるのが平坦化特性が良好であり好ましい。
本発明の研磨パッドにおいては、前記研磨層は研磨表面層と裏面層とからなり、前記裏面層がエネルギー線により硬化するエネルギー線硬化性組成物を使用して形成されており、かつ前記裏面層がフォトリソグラフィー法により形成された凹凸を有するクッション層であることが好ましい。
上記の構成を備えた研磨パッドは、個人差による品質のばらつきがなく、加工パターン変更を容易に行え、微細加工を可能とし、種々の被研磨材に対応が可能となり、しかも凹凸を形成する際のバリの発生がないという作用を有する。
上記の研磨パッドにおいては、さらに前記裏面層がエネルギー線により硬化する硬化性組成物を使用して形成されており、かつ前記裏面層がフォトリソグラフィー法により形成された凹凸を有するクッション層であることが好ましい。
別途クッション層を積層することなく研磨面で受けた圧力を緩和させることが可能となり、研磨特性を向上させる作用を有する。またクッション層を積層する工程が不要で低コストであり、しかも研磨層と強く接着、一体化したクッション層を有する研磨パッドである。
本発明の研磨パッドにおいては、研磨層は研磨表面層と裏面層とからなり、前記研磨表面層の硬度が前記裏面層の硬度より高く、その硬度差がショアD硬度にて3以上であることが好ましい。
かかる構成により、研磨速度が速く、被研磨物の均一性や段差特性に優れ、プラテン装着面に別材料で形成されたクッション層を貼合する必要がない研磨パッドが得られる。即ち、研磨パッド自体に研磨層表面からプラテンに装着される取付面方向側に硬度の低い裏面層を形成することにより、研磨パッドとプラテンの間に別にクッション層を設ける必要のない研磨パッドとなる。硬度差が3未満の場合には、従来と同様な別材料で形成されたクッション層を積層することが欠かせない研磨パッドとなる。
裏面層は、研磨層からプラテン装着面側に連続的に硬度が低くなるように形成されていてもよく、プラテン装着面側となる裏面層表面部が中間部よりも硬度が高く構成された多層構造であってもよく、また裏面層表面部と中間部とが同硬度である、即ち裏面層が均一な硬度にて形成された2層構造であってもよい。硬度差は、裏面層の最も低硬度部分との差である。多層構造の場合、研磨パッドの研磨面と裏面層表面部とがほぼ同硬度であってもよく、この場合は、研磨パッドの表面、裏面を区別することなく研磨面とすることができる。なお、最表面層と最裏面層とがほぼ同硬度であって中間層の硬度がこれより低い場合には、硬度差は、最表面層もしくは最裏面層と中間層との硬度差である。
上述の研磨パッドは、前記研磨層と裏面層は硬化性組成物にて形成されたシートにエネルギー線、熱の少なくとも一方を負荷することにより前記硬度差を形成したものであることが、簡便に所定の硬度差を有する研磨パッドが作製可能であり、好ましい。
負荷するとは、未反応の硬化性組成物のシートが、各部に応じて所定の硬度差を形成して硬化するように加熱し、あるいはエネルギー線を照射することをいう。硬度差の形成は、負荷を制御することにより行う。負荷の制御は、加熱による場合には温度、時間等の制御、エネルギー線による場合にはエネルギー線の強度、照射時間等の照射条件の制御や硬化性組成物の透過性、光開始剤等の成分の選択や添加量の調整等により行う。
本発明の研磨パッドは、前記研磨層と前記裏面層とが同じ硬化性組成物を使用して連続的に一体に形成されていることが好ましい。
より簡便に製造可能であり、研磨層とクッション層とが一体化した研磨パッドとなる。
研磨パッドの研磨層の圧縮率は、研磨層のクッション性を考慮すると0.5%以上であることが好ましい。1.5%以上であることがさらに好ましい。また、加工後の研磨層の圧縮回復率は、研磨層のクッション性を考慮すると50%以上であることが好ましい。
研磨層の弾性率を向上させるために、機械発泡や化学発泡により、発泡させることができる。
研磨層の表面に形成された凹凸は、研磨時に使用するスラリーが流れる溝であることが好ましい。
研磨層の表面に形成された凹凸は、研磨時に使用するスラリーを溜める溝であることが好ましい。
本発明の研磨パッドは、研磨対象物が、半導体ウエハまたは精密機器用ガラス基板であることが好ましい。
本発明は研磨層を有する研磨パッドの製造方法であって、
前記研磨層を以下のフォトリソグラフィー法により製造することを特徴とする。
(1)少なくとも開始剤とエネルギー線反応性化合物とを含有し、エネルギー線により硬化する硬化性組成物によりシート状成形体を成形するシート化工程
(2)前記シート状成形体にエネルギー線を照射して変性を誘起し、前記シート状成形体の溶剤に対する溶解性を変化させる露光工程
(3)エネルギー線照射後の前記シート状成形体から溶剤により前記硬化性組成物の部分的除去を行うことにより、少なくとも1表面に凹凸部のパターンを形成する現像工程
かかる製造方法がフォトリソグラフィー法であり、該フォトリソグラフィー法により、個人差による品質のばらつきがなく、加工パターン変更を容易に行え、微細加工を可能とし、様々な被研磨材に対応が可能で、しかも凹凸を形成する際のバリの発生がない研磨パッドを製造することができる。
前記研磨層と前記裏面層はエネルギー線により硬化する硬化性組成物を使用して連続して一体に形成されており、前記硬化性組成物をシート化するシート状のシート化工程、マスク材を介してエネルギー線を照射する露光工程、及び未硬化の硬化性組成物を溶解除去して凹凸を形成する現像工程とを有することを特徴とする。
かかる構成を有する方法により研磨層表面の凹凸とクッション部を有する裏面層が1工程にて製造することも可能であり、低コストの研磨パッドが得られる。
研磨層の露光工程と裏面層の露光工程は、別々に行ってもよく、同時に両面から露光する工程であってもよい。
前記研磨パッドが連続して一体に形成された研磨層と裏面層とを備え、前記研磨層の硬度が前記裏面層より高く、その硬度差がショアD硬度にて3以上である研磨パッドの製造においては、前記硬化性組成物のシート状成形体にエネルギー線、熱の少なくとも一方を負荷することにより前記硬度差を形成することが好ましい。
本発明の研磨パッドは、単独でクッション層なく使用可能であるが、さらに、研磨層と異なる圧縮特性を持ったシート、不織布、織布等を積層させることができる。
別の本発明は、研磨層およびクッション層を少なくとも含んでなる研磨パッドであって、研磨層が空孔を有さず、かつ貯蔵弾性率が200MPa以上であり、クッション層の貯蔵弾性率が研磨層の貯蔵弾性率よりも低いことを特徴とする。
前記研磨パッドにおいては、研磨層の表面に、研磨時に使用するスラリーが流れる溝が形成されていることが好ましい一態様である。また前記研磨パッドにおいて、研磨層の表面に、研磨時に使用するスラリーを溜める溝が形成されていることが好ましい一態様である。前記研磨パッドの被研磨対象物としては、半導体ウエハまたは精密機器用ガラス基板が好ましいものとしてあげられる。
本願の別の発明は、研磨層と裏面層とを備えた研磨パッドであって、
前記研磨層と前記裏面層は連続して一体に形成されており、前記研磨層の硬度が前記裏面層の硬度より高く、その硬度差がショアD硬度にて3以上であることを特徴とする。
上述の研磨パッドにおいては、前記研磨層の表面に、研磨時に使用するスラリーが流れる溝が形成されていることが好ましい。
また上述の研磨パッドにおいては、研磨層の表面に、研磨時に使用するスラリーを溜める溝が形成されていることが好ましい。
上述の研磨パッドにおいては、研磨対象物が、半導体ウエハまたは精密機器用ガラス基板であることが好ましい。
<〔I〕研磨パッド用クッション層>
本発明の研磨パッド用クッション層は、研磨層とクッション層とからなる研磨パッド用のクッション層であって、圧縮回復率が90%以上であることを特徴とする。
かかるクッション層は、圧縮特性のバラツキが少なく、スラリー液の浸水による圧縮特性の変化も小さく、研磨層の繰り返し荷重に対する残留歪みによる影響を低減可能である。
上述の研磨パッド用クッション層は、ゴム弾性を有する化合物を含有することが好ましい。
また研磨パッド用クッション層の表面(プラテン接着面側)には、凹凸加工が施されていることが好ましい。
プラテン接着側に溝や突起形状等の凹凸加工が施されていることにより、その面積が減少する。これにより、負荷される応力が増加して圧縮歪み量を大きく、従って圧縮率を大きくすることが可能となる。
該凹凸は、溝構造、網点構造であることが好適である。
パッドの研磨面側ではショアD硬度が50未満では硬度が低過ぎて、また圧縮率が2.0%以上では平坦化精度が低下するという問題が生じることがある。圧縮回復率が50%未満でもやはり圧密化が起こることがあり、好ましくない。
一方、研磨面側の剛性を上げることにより上記平坦化精度は向上するが、面内均一性が低下する。そのため、クッション層を設け、パッド全体としての、圧縮率、圧縮回復率を高いものが要求される。
本発明の研磨パッド用クッション層は、圧縮回復率が90%以上であることが好ましい。
<〔II〕スラリーレス研磨パッド>
本発明のスラリーレス研磨パッドは、以下の通りである。
樹脂中に砥粒が分散されている研磨層を有する研磨パッドにおいて、前記樹脂が、20〜1500eq/tonの範囲でイオン性基を含有する樹脂であることを特徴とする。
上記本発明の研磨パッドを構成する研磨層を形成する樹脂は、イオン性基量が20〜1500eq/tonであり、砥粒を安定な分散状態で含有して複合化することができ、高濃度で砥粒を含有する場合にも砥粒の凝集によるスクラッチを低減できる。また、当該樹脂のイオン性基は水可溶性乃至は水分散性を有しており、研磨工程において供給される水により、被研磨物との親和性が向上して研磨速度が高く、平坦性、均一性に優れた研磨特性を発現する。かから点から前記樹脂の有するイオン性基量は、20eq/ton以上、さらには100eq/ton以上、特に200eq/ton以上であるのが好適である。なお、イオン性基が多くなると水可溶性乃至は水分散性が強くなりすぎるため、前記樹脂の有するイオン性基量は、1500eq/ton以下、さらには1200eq/ton以下、特に1100eq/ton以下であるのが好適である。
前記研磨パッドは、研磨層を形成する樹脂が、ポリエステル系樹脂であり、かつポリエステル系樹脂を構成する全カルボン酸成分中の芳香族ジカルボン酸の割合が40モル%以上であることが好ましい。
研磨層を形成する樹脂は、特に制限されず各種の樹脂を使用できるが、ポリエステル系樹脂がイオン性基を容易に導入できる点において好適である。また、研磨層表面の研磨性を考慮すると、研磨層を形成する樹脂のガラス転移温度は、10℃以上、さらには20〜90℃であるのが好ましい。たとえば、ポリエステル系樹脂を構成する全カルボン酸成分中の芳香族ジカルボン酸の含有率を40モル%以上とすることでガラス転移温度を前記範囲とすることができる。芳香族ジカルボン酸の前記含有率は、60モル%以上とするのがより好ましい。
また本発明の研磨パッドは、樹脂中に砥粒が分散されてなる研磨層を有する研磨パッドにおいて、前記樹脂の主鎖が全カルボン酸成分中に芳香族ジカルボン酸を60モル%以上含むポリエステルであり、かつ、前記樹脂の側鎖が親水性官能基含有ラジカル重合性単量体の重合体であることを特徴とする。
また本発明の研磨パッドは、樹脂中に砥粒が分散されてなる研磨層を有する研磨パッドにおいて、前記樹脂の主鎖が全カルボン酸成分中に芳香族ジカルボン酸を60モル%以上含むポリエステルを主たる構成成分とするポリエステルポリウレタンであり、かつ、前記樹脂の側鎖が親水性官能基含有ラジカル重合性単量体の重合体であることを特徴とする。
前記研磨パッドにおいて、研磨層を形成する樹脂の比重が、1.05〜1.35の範囲にあり、ガラス転移温度が10℃以上であることが好ましい。
研磨層を形成する樹脂の比重は1.05〜1.35の範囲が好ましく、ガラス転移温度が10℃以上であることが、研磨層を製作したときの研磨表面に粘りが発生し良好な研磨するうえで好ましい。
前記研磨パッドにおいて、研磨層を形成する樹脂が、ガラス転移温度が60℃以上の樹脂と30℃以下の樹脂を混合してなることが好ましい。
本発明に用いられる、砥粒を分散する樹脂としては、ガラス転移温度が60℃以上の樹脂と30℃以下の樹脂とを2種類以上混合した構成が好ましい。ガラス転移温度が60℃以上の樹脂のみであると、コーティングを行い乾燥させた際に塗膜の収縮が発生しその応力に塗膜が耐えず表面に皺が発生してしまう場合がある。また、ガラス転移温度が30℃以下のみの樹脂でコーティングを行なうと、塗膜表面は良好でるが、スティッキーな表面となり、研磨を行なう時の摩擦抵抗が著しく上昇し安定した研磨が行なえない。この為、ガラス転移温度の異なる2種類以上の樹脂を混合しそのバランスを取る必要がある。
該樹脂のガラス転移温度50℃以上が好ましく、もう一つはガラス転移温度が20℃以下が好ましい。ガラス転移温度が50℃以上の樹脂のみで研磨層を形成すると、乾燥時にコート表面にひび割れが発生して良好な塗膜を得ることが出来ない。
前記研磨パッドにおいて、砥粒の平均粒子径が5〜1000nmであることが好ましい。
砥粒は平均粒子径が5〜1000nmの微粒子砥粒であることが好ましい。砥粒の平均粒子径が小さくなると前記イオン性基を有する樹脂への分散性が悪くなりその混合が困難となる傾向があることから、砥粒の平均粒子径は5nm以上、さらには10nm以上、特に20nm以上であるのが好ましい。また、平均粒子径が大きな砥粒を含む研磨層にて研磨を行った際に、被研磨物に大きな傷を与えてしまう可能性があることから、砥粒の平均粒子径は1000nm以下、さらには500nm以下、特に100nm以下であるのが好ましい。
前記研磨パッドにおいて、砥粒は、酸化ケイ素、酸化セリウム、酸化アルミニウム、酸化ジルコニウム、酸化第2鉄、酸化クロムおよびダイヤモンドから選ばれるいずれか少なくとも1種であることが好ましい。
前記研磨パッドにおいて、研磨層中の砥粒の含有量が、20〜95重量%であることが好ましい。
研磨層中に含まれる砥粒の含有量が少なくなると十分な研磨速度が得られないため、研磨速度を高めるには砥粒の含有量は20重量%以上、さらには40重量%以上、特に60重量%以上であることが好ましい。一方、砥粒の含有量が多くなると研磨層の成形性を損ねる場合があることから砥粒の含有量は95重量%以下、さらには90重量%以下、特に85重量%以下であることが好ましい。
前記研磨パッドにおいて、研磨層中に気泡を有することが好ましい。また気泡の平均径が10〜100μmであることが好ましい。
研磨層中に気泡を有する研磨パッドは、より安定した高い研磨速度が得られる。気泡径(平均径)は特に制限されないが、安定した研磨速度を得るには気泡径は、10μm以上、さらには20μm以上とするのが好ましい。また、気泡径が大きくなると研磨される対象物に接触する実質的な面積が低下する傾向があり高い研磨速度を得るには気泡径は、100μm以下、さらには50μm以下とするのが好ましい。なお、研磨層中の気泡の割合は、被研磨物等に応じて適宜に決定できるが、一般的には、研磨層の体積の5〜40%程度、好ましくは10〜30%であるのが好適である。
本発明の研磨パッドは.前記研磨層が、高分子基板上に形成されてなることが好ましい。
前記高分子基板としては、ポリエステルシート、アクリルシート、ABS樹脂シート、ポリカーボネートシートまたは塩化ビニル樹脂シートであることが好ましい。特に前記高分子基板が、ポリエステルシートであることが好ましい。
前記研磨パッドにおいて、研磨層が、高分子基板上に形成されているものを用いることができる。前記高分子基板としては、特に制限されないが、前記例示のものが好ましく、特にポリエステルシートが、接着性、強度、環境負荷などの点で好ましい。
前記研磨パッドにおいて、研磨層の厚みが、10〜500μmであることが好ましい。
また本発明の研磨パッドは、研磨層が形成されている高分子基板に、研磨層よりも柔らかい材質のクッション層が積層された構成を有することを特徴とする。
前記研磨パッドにおいて、クッション層が、アスカーC硬度で60以下であることが好ましい。
前記研磨パッドにおいて、積層されるクッション層が、ポリエステル繊維による不織布、該不織布にポリウレタン樹脂を含浸させたもの、ポリウレタン樹脂発泡体、またはポリエチレン樹脂発泡体であることが好ましい。
本発明に於いては、砥粒が分散された樹脂層(研磨層)を支持する高分子基板を更に柔らかいクッション層と積層することで、研磨後のシリコンウエハの全面での研磨レートの均一性が向上する。本発明で用いられる該クッション層はウエハの均一性を確保するためにアスカーC硬度において60以下であることが好ましい。また、本発明のクッション層はアスカーC硬度60以下を実現する為に、好ましくはポリエステル繊維による不織布、該不織布にポリウレタン樹脂を含浸させたものを用いることができる。特に好ましくはポリウレタン樹脂発泡体又はポリエチレン樹脂発泡体を用いるのが良い。このクッション層の厚みも研磨において研磨の均一性に影響を及ぼすため、好ましくは0.5〜2mmの範囲の厚さが良い。
前記研磨パッドにおいては、研磨層の厚さが250μm〜2mmであることが好ましい。
前記研磨パッドは、研磨層と高分子基板との密着強度がクロスカットテストを行なった時、残存数が90以上であることが好ましい。
前記研磨パッドは、高分子基板とクッション層が、接着剤または両面テープで貼り合わされていることが好ましい。
前記研磨パッドは、高分子基板とクッション層との接着強度が、180度剥離テストにおいて600g/cm以上の強度を有することが好ましい。
本発明の研磨パッドは、研磨層に溝が形成されていることが好ましい。
前記溝が格子状であることが好ましい。また溝の溝ピッチが10mm以下であることが好ましい。また溝が同心円状であることが好ましい。また溝の深さが300μm以上であることが好ましい。
本発明の研磨パッドの研磨層には溝加工を施すことができる。研磨層において溝が無い場合、ウエハを研磨するときにウエハが研磨層に貼り付き極めて大きな摩擦力が発生し、時にはウエハを保持することが出来ず研磨できない場合がある。本発明での溝加工の形状はいかなる形状でも良いが、一例を上げるとすると、パンチ穴形状、放射状溝形状、格子状、同心円状、渦巻状、円弧状などが上げられるが、好ましくは格子状ないしは同心円状がよい。本発明での溝の深さは、排水性、研磨くず排出性などの観点から、300μm以上の深さがあることが好ましい。また、本発明に於いて格子状の溝を形成した場合、溝のピッチは少なくとも10mm以下が良い。これ以上の溝ピッチとなった場合、溝を形成した効果が薄れ、先に述べたようなウエハの張り付きが発生する。本発明での溝の作製方法は特に限定される物ではないが、その一例を挙げるとすれば、研磨砥石を用いた研削による溝形成、金属バイトによる切削溝形成、炭酸ガスレーザー等によるレーザー溝形成、砥粒を混合した樹脂層をコーティングし乾燥する前に型に押し付けて溝を形成する方法、コーティング層を完全に形成した後溝形状の型を押し付けて溝を形成する方法などがあげられる。
[発明を実施するための最良の形態]
<〔I〕研磨パッド>
研磨パッドの構成を図1に示した。
図1(a)は、研磨層42とクッション層45からなる一般的な構成の研磨パッド41を示したものである。図1(b)はエネルギー線照射により硬化する硬化性組成物のシート状成形体を使用して研磨表面層43と裏面層44を形成した研磨層42を示したものであり、裏面層44がクッション層としての特性を有する場合にはそのまま研磨パッドとして使用可能である。図1(c)は図1(b)に示した研磨層42の裏面層44側にさらにクッション層45を積層した研磨パッドの例である。
本発明において研磨層ないし研磨パッドをエネルギー線反応性組成物を使用して形成する場合において、エネルギー線反応性組成物は開始剤とエネルギー線反応性化合物を含む。エネルギー線反応性化合物としては、固体のエネルギー線反応性高分子化合物であっても液体のエネルギー線反応性化合物であっても良いが、液体のエネルギー線反応性化合物の場合は、固体の高分子化合物(高分子樹脂)がさらに含まれていることが好ましい。なお、エネルギー線により溶剤に不溶に変化する場合には、エネルギー線反応性化合物として、固体のエネルギー線反応性高分子化合物と液体のエネルギー線反応性化合物の両方が用いられていることが、エネルギー線による反応が速やかに進み好ましい。(エネルギー線反応性化合物は、以下において光硬化性化合物と称する場合もある。)
本発明でいう固体とは、25℃にて流動性を持たないものを指しており、流動性とは、フラットな面にその物質を置いたときに、経時的に拡がりが見られるものを示す。ゴムや粘弾性な物質は経時的な拡がりを見せないので、本発明における固体の範囲に入る。
本発明の固体のエネルギー線硬化性組成物とは、エネルギー線により、化学反応、特に重合反応を起こす、室温にて流動性のない組成物である。ここでいうエネルギー線とは、可視光線、紫外線、電子線、ArFレーザー光、KrFレーザー光等である。
エネルギー線硬化性化合物、とりわけ光硬化性化合物としては、光により重合、架橋反応を行う化合物は限定なく使用可能であり、単量体、オリゴマー、ポリマー、もしくはこれらの混合物を使用することができる。かかる化合物としては、多価アルコールの(メタ)アクリレート(アクリレート及び/又はメタクリレート、エポキシ(メタ)アクリレート、分子中にベンゼン環を有する(メタ)アクリレート、ポリオキシアルキレンポリオールの(メタ)アクリレートが例示され、これらは単独または2種以上を組み合わせて用いられる。それぞれの(メタ)アクリレート類としては、具体的には以下の化合物が例示される。
多価アルコールのアクリレート又はメタクリレートとして、ジエチレングリコールジメタクリレート、テトラエチレングリコールジアクリレート、ヘキサプロピレングリコールジアクリレート、トリメチロールプロパントリアクリレート、ペンタエリスリトールトリアクリレート、1,6−ヘキサンジオールジアクリレート、1,9−ノナンジオールジアクリレート、ジペンタエリスリトールペンタアクリレート、トリメチロールプロパントリメタクリレート、オリゴブタジエンジオールジアクリレート、ラウリルメタクリレート、ポリエチレングリコールジアクリレート、N,N−ジメチルアミノプロピルメタクリルアミド、トリメチロールプロパントリアクリレート、トリメチロールプロパントリメタクリレート等が挙げられる。
エポキシアクリレートとしては、2,2−ビス(4−メタクリロキシエトキシフェニル)プロパン、2,2−ビス(4−アクリロキシエトキシフェニル)プロパン、トリメチロールプロパンモノグリシジルエーテルもしくはジグリシジルエーテルアクリレートないしメタクリレート、ビスフェノールA/エピクロルヒドリン系のエポキシ樹脂(ビスフェノール系エポキシ樹脂)の水酸基をアクリル酸又はメタクリル酸にてエステル化した誘導体等が例示される。
また、分子中にベンゼン環を有する(メタ)アクリレートとしては、無水フタル酸−ネオペンチルグリコール−アクリル酸の縮合物等の低分子不飽和ポリエステル等が例示される。
ポリオキシアルキレンポリオールの(メタ)アクリレートとしては、メトキシポリエチレングリコールアクリレート、メトキシポリプロピレングリコールアクリレート、メトキシポリプロピレングリコールメタクリレート、フェノキシポリエチレングリコールアクリレート、フェノキシポリエチレングリコールメタクリレート、フェノキシポリプロピレングリコールアクリレート、フェノキシポリプロピレングリコールメタクリレート、ノニルフェノキシポリエチレングリコールアクリレート、ノニルフェノキシポリエチレングリコールメタクリレート、ノニルフェノキシポリプロピレングリコールアクリレート、ノニルフェノキシポリプロピレングリコールメタクリレート等を挙げることができる。
上記の(メタ)アクリレートに代えて、または(メタ)アクリレートと共にウレタン系硬化性化合物、とりわけウレタン系(メタ)アクリレート化合物を使用することも好適な態様である。ウレタン系硬化性化合物としては、多官能活性水素化合物とポリイソシアネート化合物、及び活性水素基を有するビニル重合性化合物を反応させて得られる。
ウレタン系硬化性化合物を構成するポリイソシアネート化合物としては、ポリウレタンの分野において公知の化合物は限定なく使用可能である。具体的には、2,4−トルエンジイソシアネート(TDI)、4,4’−ジフェニルメタンジイソシアネート(MDI)等の芳香族ジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネートのような脂肪族ないし脂環族ジイソシアネート類、キシリレンジイソシアネート等が例示される。
ウレタン系硬化性化合物を構成する活性水素基を有するビニル重合性化合物としては、具体的に2−ヒドロキシエチルアクリレートや2−ヒドロキシプロピルアクリレートのようなヒドロキシル基とエチレン性不飽和基を有する化合物が例示される。
さらにウレタン系硬化性化合物を構成する多官能活性水素化合物としては、エチレングリコールやプロピレングリコールのような低分子量ポリオール、分子量400〜8000のポリオキシプロピレンポリオール、ポリオキシエチレングリコール、ポリオキシテトラメチレンポリオール等のエチレンオキサイド、プロピレンオキサイド、テトラヒドロフラン等の環状エーテルを開環させたポリエーテルポリオール、アジピン酸、アゼライン酸、フタル酸等のジカルボン酸とグリコールにより構成されるポリエステルポリオールやε−カプロラクトン等のラクトン類の開環重合体であるポリエステルポリオール、ポリカーボネートポリオール等が例示される。これらのポリオール化合物のなかでも、圧縮特性を向上させる効果が大きいことから、ポリエーテル系のポリオールを用いた場合が好ましい。また、これらのウレタン系硬化性化合物は単独で使用してもよく、特性の異なる化合物を二種以上混合させることも可能である。
ウレタン系硬化性化合物は、例えば以下に例示の方法により製造可能である。
(1)多官能性活性水素化合物であるグリコールとジイソシアネート化合物をイソシアネート基と活性水素基の当量比(NCO/OH)を2で反応させてNCO末端プレポリマーとし、ヒドロキシル基とエチレン性不飽和基を有する化合物をNCO末端プレポリマーとNCO/OH=1にて反応させる。
(2)ヒドロキシル基とエチレン性不飽和基を有する化合物とジイソシアネート化合物をNCO/OH=2にて反応させてNCO基とエチレン性不飽和基を有する化合物とし、この化合物とポリオール化合物をNCO/OH=1にて反応させる。
ウレタン系硬化性化合物としては、市販品としてUA−306H,UA−306T,UA−101H、Actilane167,Actilane270,Actilane200(AKCROS CHEMIALS社)等があり、好適に使用可能である。
液状の光反応性化合物としては、光により化学反応を行う物であれば限定なく使用可能であるが、感度を高めるためには、一分子中の感光基重量濃度が高い程良い。感光基重量濃度が30重量%以上のものが好ましい。具体的には、C7以下のアルキルジオールジメタアクリレート、トリメチロールプロパントリメタクリレート、ジペンタエリスリトールヘキサアクリレートなどが挙げられるがこれらに限定されるものではない。これら液状の光反応性化合物は、固体の高分子化合物と併用してもちいられる。固体の高分子化合物としては、固体の光反応性高分子化合物であることが好ましい。
硬化性組成物の構成材料として使用する固体の光反応性高分子化合物としては、光により化学反応を行う物であれば限定なく使用可能であり、具体的には、
▲1▼活性エチレン基を含む化合物や芳香族多環化合物を高分子の主鎖や側鎖に導入したもの;
ポリビニルシンナメート、p−フェニレンジアクリル酸をグリコールと縮重合した不飽和ポリエステル、シンナミリデン酢酸をポリビニルアルコールにエステル化したもの、シンナモイル基、シンナミリデン基、カルコン残基、イソクマリン残基、2,5−ジメトキシスチルベン残基、スチリルピリジニウム残基、チミン残基、α−フェニルマレイミド、アントラセン残基、2−ピロン等の感光基を高分子の主鎖や側鎖に導入したもの等、
▲2▼ジアゾ基やアジド基を高分子の主鎖や側鎖に導入したもの;
p−ジアゾジフェニルアミンのパラホルムアルデヒド縮合物、ベンゼンジアゾジウム−4−(フェニルアミノ)−ホスフェートのホルムアルデヒド縮合物、メトキシベンゼンジアゾジウム−4−(フェニルアミノ)の塩付加物のホルムアルデヒド縮合物、ポリビニル−p−アジドベンザル樹脂、アジドアクリレート等、
▲3▼主鎖または側鎖中にフェノールエステルが導入された高分子;
(メタ)アクリロイル基等の不飽和炭素−炭素二重結合が導入された高分子;不飽和ポリエステル、不飽和ポリウレタン、不飽和ポリアミド、側鎖にエステル結合で不飽和炭素−炭素二重結合が導入されたポリアクリル酸、エポキシアクリレート、ノボラックアクリレート等
が挙げられる。
また、種々の感光性ポリイミド、感光性ポリアミド酸、感光性ポリアミドイミド等、またフェノール樹脂もをアジド化合物との組み合わせで使用できる。また、エポキシ樹脂や化学架橋型部位の導入したポリアミドを光カチオン重合開始剤との組み合わせで使用できる。天然ゴム、合成ゴム、環化ゴムをビスアジド化合物との組み合わせで使用できる。
硬化性組成物を使用して本発明の研磨パッドを製造する際に、硬化性組成物に光開始剤を添加することは好適な態様である。開始剤としては、エネルギー線の照射によりこれを吸収して開裂等を起こし、重合活性種を発生させて重合反応等を開始させる公知の化合物は限定でなく使用可能である。例えば、光架橋を開始させるもの、光重合を開始させるもの(ラジカル重合、カチオン重合、アニオン重合)、光により構造を変化して溶解特性をかえるもの、光により酸などを発生させるものなどが挙げられる。
光ラジカル重合開始剤としては、例えば、i線(365nm)付近の紫外線を光源に用いた場合では、芳香族ケトン類、ベンゾイン類、ベンジル誘導体、イミダゾール類、アクリジン誘導体、N−フェニルグリシン、ビスアジド化合物などが挙げられる。具体的には下記の化合物が例示される。
芳香族ケトン類:ベンゾフェノン、4,4’−ビス(ジメチルアミノ)ベンゾフェノン、4,4’−ビス(ジエチルアミノ)ベンゾフェノン、4−メトキシ−4’−ジメチルアミノベンゾフェノン、2−ベンジル−2−ジメチルアミノ−1−(4−モルホリノフェニル)−ブタン−1−オン、2−エチルアントラキノン、フェナントレンキノン等。
ベンゾイン類:メチルベンゾイン、エチルベンゾイン等
ベンジル誘導体:ベンジルジメチルケタール等。
イミダゾール類:2−(o−クロロフェニル)−4,5−ジフェニルイミダゾール二量体、2−(o−クロロフェニル)−4,5−ジ(m−メトキシフェニル)イミダゾール二量体、2−(o−フルオロフェニル)−4,5−フェニルイミダゾール二量体、2−(o−メトキシフェニル)−4,5−ジフェニルイミダゾール二量体、2−(p−メトキシフェニル)−4,5−ジフェニルイミダゾール二量体、2−(2,4−ジメトキシフェニル)−4,5−ジフェニルイミダゾール二量体等。
アクリジン誘導体:9−フェニルアクリジン、1,7−ビス(9,9’−アクリジニル)ヘプタン等。
上述の光開始剤は、単独で、または2種以上を組み合わせて用いられる。これらの光開始剤の添加量は、硬化性組成物に対して好ましくは0.001〜20重量%程度である。
光カチオン重合開始剤としては、光によって酸が発生するものが挙げられる。具体的には、アリールジアゾニウム塩、ジアリールヨードニウム塩、トリアリールスルホニウム塩、トリアリールセレノニウム塩、ジアルキルフェナシルスルホニウム塩、ジアルキル−4−ヒドロキシフェニルスルホニウム塩、スルホン酸エステル、鉄−アレーン化合物、シラノール−アルミニウム錯体等がある。
本発明において硬化性組成物を構成する固体高分子としては、研磨パッドの弾性率(ヤング率)、バルク硬度、圧縮率、圧縮回復率などの機械的特性の向上や光反応前の研磨パッドの経時的厚みの変動を低減させるために添加することも可能である。ポリ(メタ)アクリル酸エステル、ポリビニルアルコール、ポリエステル、ポリアミド、ポリウレタン、ポリイミド、ポリアミドイミド、ポリカーボネート、ポリエチレンやポリプロピレンなどのポリオレフィンやこれらの複合体、混合体等が挙げられるが、上記目的が達成される固体高分子であれば限定されることはない。
硬化性組成物は、市販品を使用してもよく、感光性シートとしてシート状にて市販されている硬化性組成物も使用可能である。
本発明のエネルギー線硬化性組成物を使用し、フォトリソグラフィー法により表面に凹凸を有する研磨層の製造方法を図面に基づいて説明する。
[図2]は、研磨パッドにおける研磨層に凹凸を形成する状況を示した。硬化性組成物を使用したシート状成形体1は基材フィルム5とカバーフィルム3との間に形成される。カバーフィルム3側にマスク材Mを当てて光Lを所定量照射する。マスクには遮蔽部MSと透光部MPとが所定パターンの凹凸を形成するように配置されており、光照射により露光部1Sと未露光部1Hが形成される。硬化性組成物がネガ型であれば未露光部1Hを溶剤等で除去する(現像工程)ことによって、シート状成形体から希望のパターンの凹凸が形成された研磨層1が形成される。
本発明の研磨パッドが無発泡体である場合、ウエハやガラス板等の被研磨材との間で吸着現象が発生し、例えばウエハの研磨中に、ウエハがその固定台からはずれるという問題が発生する場合がある。研磨パッドを発泡体とすると、かかる研磨パッドと被研磨材との吸着現象は大きな問題となりにくい。これは、研磨パッドが発泡体の場合、研磨層の表面には細かな孔が多数存在し、ミクロ的にみれば毛羽立った状態であり、被研磨材との摩擦が低減されて吸着が大きな問題にならないものと考えられる。
かかる現象に基づき、ある荷重におけるガラスと研磨パッドの摩擦係数を検討した結果、静摩擦係数が1.49以下、動摩擦係数が1.27以下になるように研磨表面のパターンを設定することにより、研磨パッドが無発泡体である場合であっても、ウエハやガラス板等の被研磨材との間の吸着現象の発生を防止することができ、好適であることが分かった。
かかる研磨表面の凹凸の効果は、研磨工程におけるドレス工程をなくした場合にも当てはまる。ドレス工程とは、研磨中に研磨表面の孔にスラリー中の砥粒、研磨屑などがたまり、研磨速度を低下させるため、ある時間間隔でダイヤモンド砥粒を蒸着させたヘッドを用いて研磨表面をドレスし、新たな研磨面を出す工程を言う。かかるドレス工程をなくし、ドレスレス研磨パッドとして本発明の研磨パッドを使用した場合においても、上記摩擦係数の効果が維持される。
ただし、上記ドレス工程は研磨パッドの平坦性を向上させるために、研磨のスタート時にドレスを行うことは含まない。
この研磨層1にクッション層となる裏面層を積層することにより、研磨パッドが得られる。
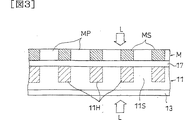
[図2]に示した例においては、凹凸の凹部は研磨層を貫通するものであり、例えば孔加工に適する。[図3]は溝加工にも適した凹凸の形成方法を例示したものである。シート状成形体11は[図2]と同様に基材フィルム13とカバーフィルム17との間に形成され、凹凸形成側にはマスク材Mを当て、基材フィルム面13側はマスク材なしで露光する。基材フィルム面13側は、全体が露光された硬化層15が、形成され、カバーフィルム17側には未露光部11H、露光部11Sが形成され、現像工程により凹部11Sと凸部11Hを有する研磨層11となる。基材フィルム面13側を照射する光は、所定厚みの硬化層15が形成されるように調整する。
凹凸の凹部の深さは、用途、材質などに応じて適宜設定可能であり、限定されるものではないが、凹部の深さは100μm(0.1mm)以上で、パッド厚みの2/3以内になるように調整することが好ましい。凹部の深さは現像によっても調整することが可能である。
上述の例においては研磨層を作製する例を説明したが、クッション層である裏面層の凹凸も同様に形成可能である。
[図2]の製造方法において基材フィルム5に代えて公知のバッキング材を使用すると、クッション層を備えた研磨パッドとなる。また基材フィルム5に代えて公知の研磨パッドを使用し、硬化性組成物としてクッション層形成に適した材料を使用しても研磨パッドが形成される。
研磨層1と裏面層は、中間層を介して別々に形成してもよい。中間層は、本発明において使用する硬化性組成物を硬化させて使用してもよく、他の材料を使用してもよい。[図3]に示した方法で研磨層を作製し、基材フィルムを剥離した後に[図2]における基材フィルムの代わりに使用してシート状成形体を形成し、[図2]に示した方法により裏面層を形成することも可能である。
[図4]には、研磨層が研磨表面層と裏面層とから構成された例を示したものである。この例においては、表裏に凹凸が形成されており、研磨表面層と裏面層とが連続して1体的に形成された研磨パッドを作製する例を示した。研磨パッドとなるシート状成形体25は、研磨表面層21となる層と裏面層23となる層とから構成されており、シート状成形体の両面がカバーフィルム26、28により被覆されている。研磨表面層21形成面のカバーフィルム26には、研磨面に適した凹凸パターンのマスク材M1が、また裏面層23形成面のカバーフィルム28には裏面層に適した凹凸パターンのマスク材M2が、それぞれ当てられ、このマスク材M1,M2を介して光Lにて露光工程が行われ、次いで現像工程が行われて研磨パッドが作製される。
本発明では固体シート状成形体にエネルギー線を照射し、その後に溶剤により溶解させて凹凸形状を作成する。
エネルギー線を照射する場合には、レーザー光やしぼり込んだエネルギー線を直接求める凹凸形状に合わせて照射する方法や、凹凸形状に対応した透過部と非透過部を持ったフィルムを一方の面に積層し、このフィルム面からエネルギー線を照射する方法がある。またこのとき、フィルムとシート状構成体の密着度を向上させるために真空下での照射も可能である。
また、エネルギー線の照射において、パターンを構成する面と反対側の面からエネルギー線を照射し、パターンの深度に影響を及ぼさない厚みまで光硬化を行うことも可能である。
また、裏面からの照射強度、表面からの照射強度などを調節することで、パッドの厚み方向に硬度勾配を持たせ、最適な厚み方向の硬度バランスを持った研磨パッドを作成することもできる。
本発明において、エネルギー線による化学反応によって、エネルギー線の透過部分と非透過部分で溶剤に対する溶解性に差をつけ、適当な溶剤により、選択的な除去をおこなう。溶剤としては、限定されるものではなく、用いる原料によって適宜選択される。また、場合によっては、除去効率を向上させるために、除去中の溶剤をある温度まで加温して使用することもある。
パッドの表面のパターンに関しては、円柱状、円錐状、直線溝、直交溝、ピラミッド型、孔やこれらの複合等が挙げられるが、凹凸形状、幅、ピッチ、深さなどの関しては限定されるものではなく、被研磨材の硬さや弾性特性、使用するスラリーの砥粒の大きさや形状や硬さ、積層する場合には、研磨層以外の層の硬さ、弾性特性等により、それぞれの条件に最適な凹凸形状が選択される。
また、本発明の研磨パッドが無発泡体である場合、ウエハやガラス板等の被研磨体との吸着が発生し、研磨中にウエハがウエハの固定台からはずれるという問題が起こる場合がある。発泡体の場合、研磨層の表面には、細かな孔が多数あり、マクロ的にケバたった状態であり、被研磨体との摩擦が低減され、ウエハとの吸着は大きな問題とはなりにくい。そこで、本発明においては、ある荷重でのガラスと研磨パッドの摩擦係数をもとに検討を行った結果、動摩擦係数が1.27以下、静摩擦係数が1.49以下になるような表面パターンを用いた場合、上記問題点が解消され好ましいことがわかった。
また、上記の結果は研磨工程内のドレス工程をなくした場合にも当てはまる。ドレス工程とは、発泡体の場合、研磨中に、研磨層表面の孔にスラリー中の砥粒、削りかす等がたまり、研磨速度を低下させるため、ある間隔で、ダイヤモンド砥粒を蒸着させたヘッドを用いて、表面をドレスし、新しい表面を出す工程である。この工程をなくし、ドレスレスな研磨パッドとして用いた場合も、上記の摩擦係数が効いてくる。
ただし、上記のドレス工程とは、研磨パッドの平坦性を向上させるために、スタート時にドレスを行うことは含まない。
また、研磨中、パッド表面を削ることなく、ブラシによる洗浄、高圧水による洗浄等をおこなうことで凹凸内の詰まりを低減させる事も可能である。
本発明における研磨パッドは、使用するエネルギー線の波長での透過率が1%以上が好ましい。1%未満では、光の照射エネルギーが不足し、反応を効率よく進行させる事ができない。
本発明における研磨パッドにおいては、研磨層と裏面層を構成する表面部ないし中間部に硬度差を有する研磨パッドないし研磨パッドの研磨層を製造する方法としては、硬化性組成物、例えばエネルギー線硬化性化合物や熱硬化性化合物を含む組成物をシート状成形体とし、これにエネルギー線、熱の少なくとも一方を負荷することにより行うことができる。具体的にはこれらの硬化性組成物の反応、硬化を誘起するエネルギー線や熱の制御を行うことにより本発明のパッドを製造することができる。
エネルギー線硬化性化合物を含有した組成物を用いて、研磨層と裏面層に硬度差をつける方法としては、例えば、照射する光等のエネルギー線の強度、照射時間などの照射条件の制御、硬化性組成物の透過率をコントロールすること等の少なくとも一方により実施可能である。透過性を制御する方法によれば、照射エネルギー線が層中でわずかずつ吸収され、エネルギー線照射部からシート状成形体内部に到達するに従って照射強度が低下し、エネルギー線源に近い研磨層と裏面層の間で架橋反応の違いが発生し、それによって硬度等の機械的物性に差が形成される。
また、上記添加物の添加、あるいは組成物の各成分の屈折率を制御することにより、硬化性組成物の透過率を制御することができ、光エネルギーを層内で変化させることにより、層内の架橋反応の違いを作ることで、研磨層内の硬度、圧縮特性等の機械的特性に差を付けることができる。従って、1層のシートに研磨層とクッション層の双方を形成した研磨パッドに必要な表面の硬さとクッション性を両立することが可能となり、被研磨物の平坦性と均一性を向上することができる。
上述の研磨パッドないし研磨パッドを構成する研磨層を製造する際のシート状成形体は、組成物を混合し、従来のシート成型法を用いてシート状成形体とし、紫外線等のエネルギー線源を用いて、光硬化することで得ることができる。また、基材上に組成物をコーティングする方法によっても得ることができる。
溶剤を硬化性組成物の1成分とした場合には、混合後、減圧下に溶剤を除去してシート状成形体を形成する。あるいはシート状成形体形成後、硬化前、あるいは硬化後に乾燥、除去することもできる。
研磨パッドの厚みは、使用用途によって適宜設定され、限定されるものではないが、例えば0.1〜10mmの範囲で使用される。研磨パッドの厚みは、より好ましくは0.2〜5mmであり、さらに好ましくは0.3〜5mmである。裏面層を別に積層する場合、研磨層の厚さは0.1〜5mmであることが好ましく、0.2〜3mmであることがより好ましく、0.3〜2mmであることがさらに好ましい。
研磨層は、硬化性組成物を機械発泡や化学発泡により発泡させたシート状成形体とし、露光工程、現像工程を行って発泡体の層とすることも好適な態様である。
カバーフィルムないし支持体には、露光の妨げとならないエネルギー線に対して透過性を有する材質のフィルムを使用する。カバーフィルムと基材フィルムは同一であっても異なったものであってもよい。支持体としてはフィルムのような薄いものでもよいし、プラスチック板のような厚い物でも良い。このフィルムないし支持体としては、公知の樹脂フィルム、例えばPETフィルム、ポリアミドフィルム、ポリイミドフィルム、アラミド樹脂フィルム、ポリプロピレンフィルム等が使用可能であり、必要に応じて離型処理をする。シート状成形体は両面をフィルムでカバーしてもよい。
シート状成形体に粘着性がなく、マスク材を直接当ててもマスク材の接着や汚れ等の問題ない場合にはカバーフィルムや基材フィルムがなくてもよい。
カバーフィルムには、剥離時の静電気等を防ぐための静電防止剤を塗布したものを用いると塵等が混入しにくくなり好適である。凹凸の形状、幅、ピッチ、深さ等に関しては限定されるものではなく、被研磨材の硬さや弾性特性、使用するスラリーの砥粒の大きさや形状や硬さ、積層する場合には、研磨層以外の層の硬さ、弾性特性等により、それぞれの条件に最適な凹凸形状が選択される。
研磨層表面に凹凸を作製することにより、スラリーの流動性向上やスラリーの保持性向上や研磨層表面の弾性特性向上効果が得られる。裏面層に凹凸を形成した場合には、裏面層に適したクッション性を付与することができる。
本発明の研磨パッドにおける研磨層は、熱により反応硬化する熱硬化性化合物を含有した硬化性組成物を用いて形成することができる。かかる熱硬化性組成物を使用して研磨層と裏面層の表面部ないし中間部に硬度差をつける方法としては、例えば、組成物に与える熱量をコントロールすることにより実施可能であり、負荷する熱量に差を付けることで高温部、即ち多く熱を受けた部分と低温部の間で架橋反応の違いが発生し、それによって硬度等の機械的物性に差が形成される。
熱硬化性化合物としては、熱により硬化反応する化合物は限定なく使用可能である。具体的には、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、エステル系エポキシ樹脂、エーテル系エポキシ樹脂、ウレタン変性エポキシ樹脂、シクロヘキサンやジシクロペンタジエン、フルオレン等の骨格を有する脂環式エポキシ樹脂、ヒンダトイン系エポキシ樹脂、アミノ系エポキシ樹脂などのエポキシ樹脂、マレイミド樹脂、イソシアネート基含有化合物、メラミン樹脂、フェノール樹脂、アクリル系樹脂などが挙げられる。これらは単独または2種以上を組み合わせて用いられる。また、これらの熱硬化性樹脂に対して硬化剤を添加して硬化性組成物として使用することも好ましい態様である。
硬化剤としては、例えば、ビス(4−アミノフェニル)スルホン、ビス(4−アミノフェノン)メタン、1,5−ジアミンナフタレン、p−フェニレンジアミン、m−フェニレンジアミン、o−フェニレンジアミン、2,6−ジクロロ−1,4−ベンゼンジアミン、1,3−ジ(p−アミノフェニル)プロパン、m−キシリレンジアミン等の芳香族アミン系化合物、エチレンジアミン、ジエチレントリアミン、テトラエチレンペンタミン、ジエチルアミノプロピルアミン、ヘキサメチレンジアミン、メンセンジアミン、イソフォロンジアミン、ビス(4−アミノ−3−メチルジシクロヘキシル)メタン、ポリメチレンジアミン、ポリエーテルジアミン等の脂肪族アミン系化合物、ポリアミノアミド系化合物、ドデシル無水コハク酸、ポリアジピン酸無水物、ポリアゼライン酸無水物等の脂肪族酸無水物、ヘキサヒドロ無水フタル酸、メチルヘキサヒドロ無水フタル酸等の脂環式酸無水物、無水フタル酸、無水トリメリット酸、ベンゾフェノンテトラカルボン酸無水物、エチレングリコールビストリメリテート、グリセロールトリストリメリテート等の芳香族酸無水物、フェノール樹脂類、アミノ樹脂類、ユリア樹脂類、メラミン樹脂類、ジシアンジアミド及びジヒドラジン化合物類、イミダゾール化合物類、ルイス酸及びブウレンステッド酸類、ポリメルカプタン化合物類、イソシアネート及びブロックイソシアネート化合物類等が挙げられるが、これらに限定されるものではない。これらの硬化剤とその配合量は、使用する熱硬化性樹脂に応じて適宜選択、設定して使用される。
また、本発明においては、熱ないしエネルギー線により硬化する硬化性組成物には、研磨性の向上、機械的特性向上、加工性向上等を目的として、必要に応じて研磨砥粒や他の各種添加剤を添加することができる。例えば、酸化防止剤、紫外線吸収剤、帯電防止剤、顔料、充填剤、光硬化性や熱硬化性を有しない高分子樹脂、増粘剤、熱重合禁止剤等が挙げられる。研磨砥粒としては、研磨対象により異なり、制限されるものではないが、数μmないしそれ以下の微粒子からなる酸化ケイ素(シリカ)、酸化アルミニウム(アルミナ)、酸化セリウム(セリア)などが挙げられる。
なお、研磨層が空孔を有しないことが好ましい場合には、研磨層に添加するビーズは中実ビーズ等とするのが好適である。
上述の本発明において、シート状成形体は、一般的な塗布方法やシート成形法を用いて作製される。一般的な塗布方法としては、加熱や溶剤に溶解してドクターブレードやスピンコート等のような塗布方法を採用することが出来る。シート成型法としては、加熱して、プレス機、プレスロール等を用いたり、ダイからの押し出し成型法、カレンダー加工法など公知のシート成形法、が可能である。
本発明において、シート状成形体は、様々な形態で使用可能である。例えば、シート状、円状、ベルト状、ロール状、テープ状などが挙げられる。研磨の様式に応じて対応することが好ましい。
エネルギー線特に光により硬化する硬化性組成物を使用してシート状成形体を塗布、成形する場合、用いる装置、機械的条件に応じて、光開始剤や光反応性化合物等を溶剤に溶解し、混練し、成形前または成形後に溶剤除去を行う工程を含むこともある。
また、本発明における研磨パッドは他のシート状物と積層されていても良い。積層する他のものとしては、研磨パッドより圧縮率の大きいクッション性のもの、研磨パッドより弾性率が高く、研磨パッドの剛直性を与えるものなどが挙げられる。
研磨パッドより圧縮率の大きいクッション性のものとしては、発泡ポリウレタン、発泡ポリエチレン、発泡ゴムなどの樹脂発泡体、ゴム、ゲル状物、等の不発泡高分子物質、不織布、樹脂含浸不織布、起毛した布、等が挙げらる。このようなクッション性のものを積層させることにより、マクロな面で見た部分的な研磨速度の均一性が向上する。
研磨パッドより弾性率が高く、研磨パッドの剛直性を与えるものとしては、ポリエチレンテレフタレート、ナイロン、ポリカーボネート、ポチプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリアクリレートなどの樹脂フィルムやシート、アルミ、銅、ステンレスなどの金属箔などが挙げられる。このような剛直なものを積層させることで、研磨対象の周辺部の削れ過ぎや、複数の素材が露出している研磨対象の場合の研磨平坦性が向上される。
平坦性を上げ、研磨速度の均一性を確保するため、クッション性のものと本発明の研磨パッドの中間に剛直性を与える層を積層することも好ましい。
なお、積層方法としては、接着剤や両面テープ、熱融着など、任意の方法をとることが出来る。
本発明の研磨パッドの研磨層はその貯蔵弾性率が200MPa以上であればその形成材料は特に制限されない。例えば、ポリエステル樹脂、ポリウレタン樹脂、ポリエーテル樹脂、アクリル樹脂、ABS樹脂、ポリカーボネート樹脂、または、こららの樹脂のブレンド混合物や感光性樹脂などが挙げられる。これらのなかでも、ポリエステル樹脂、ポリウレタン樹脂や感光性樹脂が好ましい。
(ポリエステル樹脂)
ポリエステル樹脂とは、ジカルボン酸を含む多価カルボン酸およびこれらのエステル形成性誘導体から選ばれる一種または二種以上とグリコールを含む多価アルコールから選ばれる一種または二種以上とから成るもの、またはヒドロキシカルボン酸およびこれらのエステル形成性誘導体から成るもの、または環状エステルから成るものであり、ポリエステル樹脂はこれらを重縮合して得られる。
ジカルボン酸としては、蓚酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ドデカンジカルボン酸、テトラデカンジカルボン酸、ヘキサデカンジカルボン酸、1,3−シクロブタンジカルボン酸、1,3−シクロペンタンジカルボン酸、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸、2,5−ノルボルナンジカルボン酸、ダイマー酸などに例示される飽和脂肪族ジカルボン酸またはこれらのエステル形成性誘導体、フマル酸、マレイン酸、イタコン酸などに例示される不飽和脂肪族ジカルボン酸またはこれらのエステル形成性誘導体、オルソフタル酸、イソフタル酸、テレフタル酸、5−(アルカリ金属)スルホイソフタル酸、ジフェニン酸、1,3−ナフタレンジカルボン酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、2,7−ナフタレンジカルボン酸、4、4′−ビフェニルジカルボン酸、4、4′−ビフェニルスルホンジカルボン酸、4、4′−ビフェニルエーテルジカルボン酸、1,2−ビス(フェノキシ)エタン−p,p′−ジカルボン酸、パモイン酸、アントラセンジカルボン酸などに例示される芳香族ジカルボン酸またはこれらのエステル形成性誘導体が挙げられる。これらのジカルボン酸のなかでもテレフタル酸およびナフタレンジカルボン酸、特に2,6−ナフタレンジカルボン酸が好ましい。
これらジカルボン酸以外の多価カルボン酸としては、エタントリカルボン酸、プロパントリカルボン酸、ブタンテトラカルボン酸、ピロメリット酸、トリメリット酸、トリメシン酸、3、4、3′、4′−ビフェニルテトラカルボン酸、およびこれらのエステル形成性誘導体などがあげられる。
グリコールとしてはエチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、ジエチレングリコール、トリエチレングリコール、1,2−ブチレングリコール、1,3−ブチレングリコール、2,3−ブチレングリコール、1,4−ブチレングリコール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール、1,2−シクロヘキサンジオール、1,3−シクロヘキサンジオール、1,4−シクロヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、1,4−シクロヘキサンジエタノール、1,10−デカメチレングリコール、1,12−ドデカンジオール、ポリエチレングリコール、ポリトリメチレングリコール、ポリテトラメチレングリコールなどに例示される脂肪族グリコール、ヒドロキノン、4,4′−ジヒドロキシビスフェノール、1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、1,4−ビス(β−ヒドロキシエトキシフェニル)スルホン、ビス(p−ヒドロキシフェニル)エーテル、ビス(p−ヒドロキシフェニル)スルホン、ビス(p−ヒドロキシフェニル)メタン、1,2−ビス(p−ヒドロキシフェニル)エタン、ビスフェノールA、ビスフェノールC、2,5−ナフタレンジオール、これらのグリコールにエチレンオキシドが付加したグリコール、などに例示される芳香族グリコールがあげられる。これらのグリコールのなかでもエチレングリコールおよび1,4−ブチレングリコールが好ましい。
これらグリコール以外の多価アルコールとしては、トリメチロールメタン、トリメチロールエタン、トリメチロールプロパン、ペンタエリスリトール、グリセロール、ヘキサントリオールなどがあげられる。
ヒドロキシカルボン酸としては、乳酸、クエン酸、リンゴ酸、酒石酸、ヒドロキシ酢酸、3−ヒドロキシ酪酸、p−ヒドロキシ安息香酸、p−(2−ヒドロキシエトキシ)安息香酸、4−ヒドロキシシクロヘキサンカルボン酸、またはこれらのエステル形成性誘導体などがあげられる。
環状エステルとしては、ε−カプロラクトン、β−プロピオラクトン、β−メチル−β−プロピオラクトン、δ−バレロラクトン、グリコリド、ラクチドなどがあげられる。
(ポリウレタン樹脂)
ポリウレタン樹脂は、ポリイソシアネートおよびポリオール、さらにはこれらに必要により鎖伸長剤を反応させて得られる。これらポリウレタン樹脂は、前記成分を一括で反応させてもよく、ポリイソシアネートおよびポリオールからイソシアネート末端ウレタンプレポリマーを調製し、これに鎖伸長剤を反応させることにより得られる。ポリウレタン樹脂としてはイソシアネート末端ウレタンプレポリマーに鎖伸長剤を反応させることにより得られるものが好ましい。
ポリイソシアネートとしては、一例として2,4−及び/または2,6−ジイソシアナトトルエン、2,2′−、2,4′−及び/または4,4′−ジイソシアナトジフェニルメタン、1,5−ナフタレンジイソシアネート、p−及びm−フェニレンジイソシアネート、ダイメリルジイソシアネート、キシリレンジイソシアネート、ジフェニル−4,4′−ジイソシネート、1,3−及び1,4−テトラメチルキシリデンジイソシアネート、テトラメチレンジイソシアネート、1,6−ヘキサメチレンジイソシアネート、ドデカメチレンジイソシアネート、シクロヘキサン−1,3−及び1,4−ジイソシアネート、1−イソシアナト−3−イソシアナトメチル−3,5,5−トリメチルシクロヘキサン(=イソホロンジイソシアネート)、ビス−(4−イソシアナトシクロヘキシル)メタン(=水添MDI)、2−及び4−イソシアナトシクロヘキシル−2′−イソシアナトシクロヘキシルメタン、1,3−及び1,4−ビス−(イソシアナトメチル)−シクロヘキサン、ビス−(4−イソシアナト−3−メチルシクロヘキシル)メタン等があげられる。ポリイソシアネートは、注型成形時に必要とされるポットライフに応じて適宜に選定されると共に、イソシアネート末端ウレタンプレポリマーは低溶融粘度とすることが必要であるため単独又は2種以上の混合物で適用される。
ポリオールとしては、高分子ポリオールおよび低分子ポリオールがあげられる。ポリオールとしては一般的には高分子ポリオールが用いられる。高分子ポリオールとしては、例えばヒドロキシ末端のポリエステル、ポリエーテル、ポリカーボネート、ポリエステルカーボネート、ポリエーテルカーボネート、ポリエステルアミド等があげられる。
ヒドロキシ末端のポリエステルとしては、二価アルコールと二塩基性カルボン酸との反応生成物があげられるが、耐加水分解性向上の為には、エステル結合間距離が長い方が好ましく、いずれも長鎖成分の組み合わせが望ましい。二価アルコールとしては、特に限定はしないが、例えばエチレングリコール、1,3−及び1,2−プロピレングリコール、1,4−及び1,3−及び2,3−ブチレングリコール、1,6−ヘキサングリコール、1,8−オクタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、1,4−ビス−(ヒドロキシメチル)−シクロヘキサン、2−メチル−1,3−プロパンジオール、3−メチル−1,5−ペンタンジオール、2,2,4−トリメチル−1,3−ペンタンジオール、ジエチレングリコール、ジプロピレングリコール、トリエチレングリコール、トリプロピレングリコール、ジブチレングリコール等が挙げられる。
二塩基性カルボン酸としては、脂肪族、脂環族、芳香族及び/又は複素環式のものがあるが、イソシアネート末端ウレタンプレポリマーを液状又は低溶融粘度とする点からは、脂肪族や脂環族のものが好ましく、芳香族系を適用する場合は脂肪族や脂環族のものとの併用が好ましい。これらカルボン酸としては、限定はしないが、例えばコハク酸、アジピン酸、スベリン酸、アゼライン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸、シクロヘキサンジカルボン酸(o−,m−,p−)、オレイン酸等のダイマー脂肪酸、などがあげられる。
ヒドロキシ末端のポリエステルとしては、カルボキシル末端基の一部を有することもできる。例えば、ε−カプロラクトンの様なラクトン、又はε−ヒドロキシカプロン酸の様なヒドロキシカルボン酸のポリエステルも使用することができる。
ヒドロキシ末端のポリエーテルとしては、反応性水素原子を有する出発化合物と、例えば酸化エチレン、酸化プロピレン、酸化ブチレン、酸化スチレン、テトラヒドロフラン、エピクロルヒドリンの様な酸化アルキレン又はこれら酸化アルキレンの混合物との反応生成物があげられる。反応性水素原子を有する出発化合物としては、水、ビスフェノールAやヒドロキシ末端のポリエステルの製造に用いた上記二価アルコールがあげられる。
ヒドロキシ末端のポリカーボネートとしては、例えば、1,3−プロパンジオール、1,4−ブタンジオール、1,6−ヘキサンジオール、ジエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール及び/又はポリテトラメチレングリコールの様なジオールとホスゲン、ジアリルカーボネート(例えばジフェニルカーボネート)または環式カーボネート(例えばプロピレンカーボネート)との反応生成物があげられる。
低分子ポリオールとしては、前述のヒドロキシ末端のポリエステルを製造するのに用いられる二価アルコールがあげられる。
鎖伸長剤は、末端に活性水素を少なくとも2つ有する化合物である。かかる化合物としては、有機ジアミン化合物や前記例示の低分子ポリオールがあげられる。これらのなかでも有機ジアミン化合物が好ましい。有機ジアミン化合物としては、特に限定はないが、例えば、3,3′−ジクロロ−4,4′−ジアミノジフェニルメタン、クロロアニリン変性ジクロロジアミノジフェニルメタン、1,2−ビス(2−アミノフェニルチオ)エタン、トリメチレングリコール−ジ−p−アミノベンゾエート、3,5−ビス(メチルチオ)−2,6−トルエンジアミン等があげられる。
本発明の研磨パッドは研磨層に加えてクッション層を有する。クッション層は、研磨層の研磨面の反対側に積層される。このクッション層は研磨層の貯蔵弾性率より低いものである。クッション層は、研磨層より低い貯蔵弾性率を有するものであれば、特に限定されるものではない。例えば、不織布やポリウレタンを含浸したポリエステル不織布のような樹脂含浸不織布、ポリウレタンフォーム、ポリエチレンフォームなどの高分子樹脂発泡体、ブタジエンゴム、イソプレンゴムなどのゴム性樹脂、感光性樹脂などがあげられる。クッション層は、被研磨対象物の種類や研磨条件などに応じて、クッション層の特性を生かせるものを適宜に選定する。
研磨層、クッション層の形成は特に制限されず各種手段を適用できる。たとえば、各形成材を、基板にコーティング後、乾燥することにより形成される。基板としては、特に限定される物ではないが、ポリエステル系、ポリアミド系、ポリイミド系、ポリアミドイミド系、アクリル系、セルロース系、ポリエチレン系、ポリプロピレン系、ポリオレフィン系、ポリ塩化ビニル系、ポリカーボネート、フェノール系、ウレタン系樹脂などの素材の高分子基板が挙げられる。これらのなかでも、特に好ましくは、接着性、強度、環境負荷などの観点から、ポリエステル系樹脂を素材とするポリエステルフィルムが好ましい。基板の厚さは、通常、50〜250μm程度である。コーティング方法としては、特に制限さらず、ディップコート法、はけ塗り法、ロールコート法、スプレー法、その他、各種の印刷法を適用できる。また、各層の形成を所定の金型等に流し込み行う金型成形や、カレンダー、押出機、プレス機を使用したシート化により行うことができる。
上記の場合、研磨層、クッション層の厚さは、研磨パッドに要求される剛性、使用用途によって異なり、限定されるものではないが、一般的には、通常、研磨層は、0.5〜2mm程度、クッション層は0.5〜2mm程度である。
研磨層とクッション層は、通常、両面接着テープにより貼り合わされる。研磨層とクッション層の貼り合せにあたり、各層を形成した基板は除去することができる他、そのまま使用することもできる。また、研磨層とクッション層の貼り合せにあたり、さらに中間層等の他の層を積層することもできる。クッション層には、プラテンに貼り付けるための接着テープを貼り合わすことができる。
また本発明の研磨パッドの研磨層は、空孔を有しないものが好ましいことから、発泡系の研磨層を有する研磨パッドに比べて、被研磨対象物の研磨の際に研磨層と被研磨対象物の間にスラリーを保持することがより重要となる。スラリーを研磨層と被研磨対象物の間に保持させるため、また研磨時に発生する屑を効率よく排除・蓄積するために、研磨層の研磨面には、スラリーが流れる溝やスラリーを溜める部分を作ることが好ましい。これらは組み合わせて作つことができる。例えば、格子溝、パーフォレート、同心円状溝、円柱状、円錐状、直線溝、直交溝、ピラミッド型、それらを複合したものなどがあげられる。凹凸形状、幅、ピッチ、深さなどの関しては限定されるものではなく、被研磨対象物材の硬さや弾性特性、使用するスラリーの砥粒の大きさや形状や硬さ、研磨条件等により、それぞれの条件に最適な凹凸形状が選択される。表面形状の加工は、研磨層に感光性樹脂を用いた研磨パッドの場合はフォトリソグラフィー法を用いて行うことができ、感光性樹脂以外を用いた場合は機械切削やレーザーを用いる方法、溝、凹凸形状を有する金型を用いる方法等によって行われる。
また、本発明における研磨パッドの研磨層の圧縮率は0.5〜10%であることが好ましい。圧縮率0.5%より低いときは研磨対象物の反りなどに追従することが難しくなり、面内の均一性を低下させるおそれがある。一方、圧縮率が10%を超えるときは、パターン付きウエハ等についてローカルな段差での平坦性が低下する場合がある。
本発明において、研磨層、クッション層等の圧縮率並びに圧縮回復率は、加工後の研磨層を直径5mmの円筒状の圧子を利用し、マックサイエンス社製TMAにて25℃にてT1、T2を測定し、下記の式にて求めたものである。
圧縮率(%)=100(T1−T2)/T1
圧縮回復率(%)=100(T3−T2)/(T1−T2)
T1:無負荷状態から60秒かけて30kPa(300g/cm2)の応力を負荷したときのシートの厚み
T2:T1の状態から60秒かけて180kPaの応力を負荷したときのシートの厚み
T3:T2の状態から無負荷状態で60秒おき、再び30kPaの応力を60秒間負荷したときのシートの厚み
<〔I〕研磨パッド用クッション層>
本発明の研磨パッド用クッション層は、エネルギー線硬化性樹脂、熱硬化性樹脂、熱可塑性樹脂のいずれであっても良いが、溝等の加工を考慮した場合、エネルギー線硬化性樹脂、特に光硬化性樹脂であることが好適である。エネルギー線硬化性樹脂としては、研磨層構成材料と同じものが使用できる。
また本発明の研磨パッド用クッション層を構成する組成物のゴム弾性を有する化合物としては、ヒステリシスの小さい、ゴムライクで高圧縮率を持つ樹脂であれば限定されず、例えば、ブタジエン重合体、イソプレン重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン−スチレンブロック共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−エチレン−ブタジエン−スチレンブロック共重合体、アクリルニトリル−ブタジエン共重合体、ウレタンゴム、エピクロルヒドリンゴム、塩素化ポリエチレン、シリコーンゴム、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、フッ素系熱可塑性エラストマー等が挙げられる。
上記クッション層構成材料には可塑剤を混合することにより、更に圧縮率を大きくすることができる。使用する可塑剤は特に限定されず、例えば、フタル酸ジメチル、フタル酸ジエチル、フタル酸ジブチル、フタル酸ジヘプチル、フタル酸ジオクチル、フタル酸ジ−2−エチルヘキシル、フタル酸ジイソノニル、フタル酸ジイソデシル、フタル酸ジトリデシル、フタル酸ブチルベンジル、フタル酸ジシクロヘキシル、テトラヒドロフタル酸エステル等のフタル酸エステル、アジピン酸ジ−2−エチルヘキシル、アジピン酸ジオクチル、アジピン酸ジイソノニル、アジピン酸ジイソデシル、アジピン酸ビス−(ブチルジグリコール)、アジピン酸ジ−n−アルキル、アゼライン酸ジ−2−エチルヘキシル、セバシン酸ジブチル、セバシン酸ジオクチル、セバシン酸ジ−2−エチルヘキシル、マレイン酸ジブチル、マレイン酸ジ−2−エチルヘキシル、フマル酸ジブチルのような脂肪族二塩基酸エステル、リン酸トリエチル、リン酸トリブチル、リン酸トリ−2−エチルヘキシル、リン酸トリフェニル、リン酸トリクレシル等のリン酸エステル、塩素化パラフィン、アセチルクエン酸トリブチル、エポキシ系可塑剤、ポリエステル系可塑剤等が挙げられる。
以下に本発明における研磨パッド用クッション層の製造方法について光硬化性樹脂を使用した例について説明する。他の樹脂を使用した場合にもこの方法に準じた方法により、クッション層を作製することができる。
本発明においては、まず上述の光開始剤等の添加剤を加えた、ポリマー、モノマー、可塑剤を溶融混合し混合物を製造した後、シート状に成型加工する。溶融混合方法としては、限定するものではないが、2軸押出し機内にて、ポリマーのTg(ガラス転移温度)以上に昇温し溶融混合する手法がとれる。また、シート加工法としては、限定する必要はないが、従来から公知の方法を適用できる。例えば、ロールコート、ナイフコート、ドクターコート、ブレードコート、グラビアコート、ダイコート、リバースコート、スピンコート、カーテンコート、スプレーコートなどの方法がある。また、指定の金型等に流し込み行う金型成形も行うことができる。
上述の方法により製造されたシートの圧縮率を更に上げる時には、従来から公知のフォトリソグラフィー法を用い組成物に適した光波長によりパターニングを施し、シート片面上に、希望の形状部分を光硬化させる。未硬化の部分は溶剤により洗い流す事により、凹凸形状を形成する。
こうして得られたクッション層に荷重をかけると、パターニングにより形成された凹凸部の凸部底辺に応力は集中する。この凸部をパッド面内に均一に分散するように形成すると、凸部が一様にめり込み、クッション効果が発現する事となる。
実施例
以下、実施例により、この発明をさらに詳しく説明するが、本発明は実施例により特に制限されるものではない。
<評価方法>
(流動性の評価)
所定の大きさ、形、厚み(半径5cm、厚み2mmの円)のサンプルを水平な台の上に置き、温度20℃、湿度65%の環境下で放置した。所定時間毎にサンプルの移動量を円の直径を測定することで評価した。
(静摩擦係数、動摩擦係数の測定)
ASTM−D−1894に準拠して測定した。具体的には、50mm×80mmのサンプルを使用し、被対象物質として市販のソーダガラス(透明板ガラス)を使用し、荷重4.4kgf、引張り速度20cm/minにて測定した。
(硬度)
(a)研磨層が単一層の場合
JIS K 6253に準拠してショアD硬度を測定した。
(b)研磨層が研磨表面層と裏面層とから構成される場合
加工後の研磨層をスライスカッターで厚み方向に二等分し、裁断面と反対側の面を測定表面とし、研磨層(表面)と取付面(裏面)のショアD硬度をそれぞれJIS K 6253に準拠して測定した。なお、表面の硬度と裏面の硬度とがほぼ同硬度であり、中間層(切断部の硬度がこれよりも低い場合には、切断部の硬度を測定して表面層との硬度差を求めた。
硬度差の測定においては、測定位置を変えて5点の硬度を求め、これらの硬度の平均値をとった。さらに、同じものを複数枚重ねて測定し、測定値に違いがないことを確認した。もしこの測定値に違いが認められた場合には、さらに同じものを数枚重ねて測定し、硬度に違いが見られなくなるまで重ねて測定した。
(貯蔵弾性率)
3mm×40mmの短冊状(厚み;任意)に切り出したものを動的粘弾性測定用試料とした。切り出した後の各シートの正確な幅および厚みの計測は、マイクロメータにて行った。測定には動的粘弾性スペクトロメーター(岩本製作所製、現アイエス技研)を用い、貯蔵弾性率E′、を測定した。その際の測定条件を下記に示す。測定条件は、測定温度:40℃、印加歪:0.03%、初期荷重:20g、周波数:1Hz。貯蔵弾性率は表1に示す。
(圧縮率、圧縮回復率)
加工後の研磨層を直径5mmの円筒状の圧子を利用し、マックサイエンス社製TMAにて25℃にてT1〜T3を測定し、下記の式にて求めた。
圧縮率(%)=100(T1−T2)/T1
圧縮回復率(%)=100(T3−T2)/(T1−T2)
T1:無負荷状態から30kPa(300g/cm2)の応力の負荷を60秒保持したときのシートの厚み
T2:T1の状態から180kPaの応力の負荷を60秒保持したときのシートの厚み
T3:T2の状態から荷重を除き60秒放置後、再び、30kPaの応力の負荷を60秒保持したときのシートの厚み
である。
(研磨評価A)
[研磨速度]
単結晶シリコン表面に500nm(5000Å)のSiO2膜を形成したウエハを加工材として、評価に使用し、以下の条件で研磨評価を行った。
研磨装置としては、試験研磨装置として一般的なラップマスター/LM15(φ4インチ対応)を使用した。また、研磨スラリーとしては、セリア(CeO2)ゾル(日産化学社製)を使用した。研磨ヘッドに被加工材であるウエハを水吸着/標準バッキング材(NF200)条件にて保持し、プラテン(研磨パッド支持体)に研磨パッドサンプルを張り付けて固定し、研磨圧力として20kPa(200g/cm2)、研磨ヘッドとプラテン間の相対速度として、30m/minを与え、研磨スラリー供給速度110cm3/minにて2分間研磨操作を行い、研磨速度を測定した。
また、研磨時間と研磨速度の関係の評価に関しては、研磨中にダイヤモンド砥粒の蒸着したドレッサーによるドレス工程を入れることなく、研磨層の表面凹凸に残留するものは、ブラシによりin situ洗浄を行いながら、所定時間研磨を行い、研磨速度を測定した。
[均一性評価]
研磨後の直径101.6mm(φ4インチ)のウエハの研磨面25カ所についてRmax、Rminを触針計を用いて測定し、式100×(Rmax−Rmin)/(Rmax+Rmin)による数値(%)を求め、ウエハ面全体の均一性の評価の指標とした。
[再現性評価]
加工後のパターン部を光学顕微鏡を用い観察を行った。
(研磨評価B)
研磨装置としてSPP600S(岡本工作機械社製)を用い、以下の研磨特性の評価評価を行った。研磨条件としては、スラリーとして、シリカスラリー(SS12,キャボット社製)を研磨中に流量150ml/min添加した。研磨荷重としては350g/cm2、研磨定盤回転数35rpm、ウエハ回転数30rpmとした。
[研磨速度]
8インチのシリコンウエハに熱酸化膜を1μm製膜したものを、約0.5μmに前述条件にて研磨し、このときの時間からシリコン熱酸化膜の研磨速度(Å/min)を算出した。酸化膜の膜厚測定には、干渉式膜厚測定装置(大塚電子社製)を用いた。
[平坦化特性]
8インチシリコンウエハに熱酸化膜を0.5μm堆積させた後、所定のパターニングを行った後、p−TEOSにて酸化膜を1μm堆積させ、初期段差0.5μmのパターン付きウエハを作製し、このウエハを前述条件にて研磨を行い、研磨後、各段差を測定し平坦化特性を評価した。平坦化特性としては2つの段差を測定した。一つはローカル段差であり、これは幅270μmのラインが30μmのスペースで並んだパターンにおける段差であり、1分後の段差を測定した。もう一つは削れ量であり、幅270μmのラインが30μmのスペースで並んだパターンと幅30μmのラインが270μmのスペースで並んだパターンにおいて、上記の2種のパターンのライン上部の段差が2000Å以下になるときの270μmのスペースの削れ量を測定した。ローカル段差の数値が低いとウエハ上のパターン依存により発生した酸化膜の凹凸に対し、ある時間において平坦になる速度が速いことを示す。また、スペースの削れ量が少ないと削れて欲しくない部分の削れ量が少なく平坦性が高いことを示す。
(研磨評価C)
単結晶シリコン表面に5000ÅのSiO2膜を形成したウエハを加工材として、評価に使用し、以下の条件で研磨評価を行った。
研磨装置としては、試験研磨装置として一般的なナノファクター/NF−300(φ3インチ対応)を使用した。また、研磨スラリーとしては、シリカ(SiO2)スラリー(フジミ社製)を使用した。研磨ヘッドに被加工材であるウエハを水吸着/標準バッキング材(S=R301)条件にて保持し、プラテン(研磨パッド支持体)に研磨パッドサンプルを張り付けて固定し、研磨圧力として20kPa(200g/cm2)、研磨ヘッドとプラテン間の相対速度として、50m/minを与え、研磨スラリー供給速度25cc/minにて2分間研磨操作を行い、研磨速度を測定した。
[均一性評価]
研磨後の直径7.62cm(φ3インチ)のウエハの研磨面14カ所についてRmax、Rminを触針計を用いて測定し、式100×(Rmax−Rmin)/(Rmax+Rmin)による数値(%)を求め、ウエハ面全体の均一性を評価した。
〔実施例1〕
(実施例1−1)
エポキシアクリレート(EX5000 共栄社化学株式会社製、メチルエチルケトン溶剤、固形分80%)125gとベンジルジメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを用いて撹拌混合し、減圧下で溶剤を除去し、固体の光硬化性組成物を得た。この組成物をフィルムに挟み、プレス機にて100℃、10気圧でプレスし、厚み2mmのシート状成形体を得た。このシート状成形体に紫外線照射を行い、更に、反対側の面に所望のパターンを描いたフィルムをのせ、紫外線照射を行い、フィルムをはがしトルエン溶剤中でブラシでこすり、現像を行った。60℃で30分間乾燥し、研磨パッドを得た。
この研磨パッドについて研磨評価A法により研磨評価を行った。
(実施例1−2)
ポリウレタン樹脂(バイロンUR−1400 東洋紡株式会社製、トルエン/メチルエチルケトン(1/1重量)溶剤、固形分30%)200g、トリメチロールプロパントリメタクリレート40g、ベンジルジメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを用いて撹拌混合し、溶剤を除去し、固体の光硬化性組成物を得た。この組成物をフィルムに挟み、プレス機にて100℃、10気圧でプレスし、厚み2mmのシート状成形体を得た。このシート状成形体に所定時間紫外線照射を行い、更に、反対側の面に所望のパターンを描いたフィルムをのせ、紫外線照射を行い、フィルムをはがし現像を行った。60℃で30分間乾燥し、研磨パッドを得た。以下の評価は実施例1−1と同様に行った。
(実施例1−3)
ウレタンアクリレート(UF503LN 共栄社化学株式会社製 メチルエチルケトン溶剤、固形分70%)145gとベンジルジメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを用いて撹拌混合し、溶剤を除去し、固体の光硬化性組成物を得た。この組成物をフィルムに挟み、プレス機にて100℃、10気圧でプレスし、厚み2mmのシート状成形体を得た。このシート状成形体に所定時間紫外線照射を行い、更に、反対側の面に所望のパターンを描いたフィルムをのせ、紫外線照射を行い、フィルムをはがし現像を行った。60℃で30分間乾燥し、研磨パッドを得た。以下の評価は実施例1−1と同様に行った。
(実施例1−4)
ポリウレタン樹脂(バイロンUR−8400 東洋紡株式会社製 トルエン/メチルエチルケトン(1/1重量)溶剤、固形分30%)258g、1,6−ヘキサンジオールジメタクリレート22.5g、ベンジルジメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを用いて撹拌混合し、溶剤を除去し、固体の光硬化性組成物を得た。この組成物をフィルムに挟み、プレス機にて100℃、10気圧でプレスし、厚み2mmのシート状成形体を得た。このシート状成形体に所定時間紫外線照射を行い、更に、反対側の面に所望のパターンを描いたフィルムをのせ、紫外線照射を行い、フィルムをはがし現像を行った。60℃で30分間乾燥し、研磨パッドを得た。以下の評価は実施例1−1と同様に行った。
(比較例1−1)
液状のウレタンアクリレート100gとベンジルジメチルケタール1gを撹拌混合し、液状の光硬化性組成物を得た。この組成物を所定の大きさ、形の型に流し込み所定の厚みのシート状成形体を得た。このシート状成形体に所定時間紫外線照射を行い、更に、反対側の面に所望のパターンを描いたフィルムをのせ、紫外線照射を行い、フィルムをはがし現像を行った。60℃で30分間乾燥し、研磨パッドを得た。
(比較例1−2)
発泡ポリウレタン研磨パッドであるIC1000 A21(ロデール社製)を研磨パッドとして用いた。実施例1−1と同様の装置、研磨条件で研磨速度を評価した。また、研磨速度を測定した。また、研磨時間と研磨速度の関係の評価に関しては、研磨中にダイヤモンド砥粒の蒸着したドレッサーによるドレス工程を入れた場合とドレス工程を入れない場合で実施し、それぞれ所定時間研磨を行い、研磨速度を測定した。
光照射前の各サンプルの流動性を調べた結果を表1−1に示す。結果より、固体状シート成形体は流動性がないことがわかる。このことより、経時的な膜厚変化が低減されることがわかる。

XY格子:溝幅2.0mm、溝深度0.6mm、溝ピッチ15.0mm
同心円:溝幅0.3mm、溝深度0.4mm、溝ピッチ1.5mm
円柱:直径0.5mm、高さ0.5mm
各サンプルの研磨速度の結果を示す。測定は、研磨評価方法Aにより行った。
実施例1−1(表面パターンは、円柱と同心円の複合型)に関して、ドレス工程を入れずに研磨を行った場合の研磨速度と研磨時間との関係を[表1−4]に示す。
(実施例1−4)
実施例1−1で用いた研磨パッド(表面パターン同心円状)の非凹凸面にウレタン含浸不織布(ロデールニッタ株式会社製 SUBA400)を厚さ50μのポリエチレンテレフタレートを心材として用いている両面テープを用いて積層した。表面の干渉光の目視ではあるが、実施例1−1と比較してウエハの部分的な研磨むらはさらに改善されており、ほとんど研磨むらは認められなかった。また、触針式表面粗さ測定器で表面凹凸を測定したところ、平坦性も実施例1−1よりさらに改善されていた。
〔実施例2〕
(研磨パッドサンプル2−1の作製)
1,9−ノナンジオールジメタクリレート(共栄社化学(株)製 1,9−NDH)30重量部、ペンタエリスリトールトリアクリレートヘキサメチレンジイソシアネートウレタンプレポリマー(共栄社化学(株)製 UA−306H)70重量部、及びベンジルジメチルケタール(チバガイギー(株)製 イルガキュア651)1重量部の混合物をホモジナイザーで10分間撹拌し、コーターを用いて、離型剤を塗布したPETフィルムに挟むように塗布してシート状成形体を作製した。研磨面の反対の面に所定量の紫外線光を照射し、このシートに溝幅2mm、ピッチ幅1.5cmの格子状のパターンを持ったマスク材を先ほどとは反対面にのせ、紫外線光を照射して硬化し、硬化後、PETフィルムを剥離した後に現像液で未露光部を除去する現像工程を行い、乾燥して、研磨パッドサンプル1−1を得た。研磨パッド上には、パターンに忠実に凹凸部が再現されており、作業性も大いに短縮することができた。
(研磨パッドサンプル2−2〜2−12の作製)
研磨パッドサンプル2−1と同様にして研磨パッド2−2〜2−12を作製した。使用した硬化性組成物と凹凸パターンを表2−1に示した。配合比は、重量部にて表示した。使用した原料は、以下の通りである。
1,6−ヘキサンジオールジメタクリレート:1,6−HX(共栄社化学)
グリセリンジメタクリレートヘキサメチレンジイソシアネートプレポリマー:UA−101H(共栄社化学)
脂肪族ウレタンアクリレート:Actilane 270(ACROS CHEMICALS社)
芳香族ウレタンアクリレート:Actilane 167(ACROS CHEMICALS社)
オリゴブタジエンアクリレート:BAC−45(大阪有機化学)。
(研磨パッドサンプル2−13〜2−15の作製)
エポキシアクリレートEX5000(共栄社化学製、メチルエチルケトン溶剤、固形分80%)125g、ベンジルメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを用いて混合撹拌し、減圧下で溶剤を除去し、固体状の光硬化性組成物を得た。この組成物をフィルムに挟み、プレス機にて100℃、10気圧の条件にてプレスし、厚み2mmのシート状成形体を得た。このシーと成形体に紫外線照射を行い、さらに反対面にXY格子状のパターンを描いたマスクフィルムをのせて裏面側から紫外線照射を行い、フィルムを剥離した後にトルエン中でブラシでこすって現像を行った。60℃で30分乾燥し、表面にXY格子状パターンの凹凸を有する研磨パッドサンプル2−13を得た。
マスクフィルムのパターンを変更し、研磨パッドサンプル2−14(同心円パターン)、研磨パッドサンプル2−15(網点状パターン)を得た。なお各パターンの溝幅、ピッチ幅、直径、深さはサンプルパッド2−1〜2−3と同じである。
(研磨パッドサンプル2−16〜2−18の作製)
ポリウレタン樹脂バイロンUR−1400(東洋紡績製、トルエン/メチルエチルケトン(1/1重量比)溶液、固形分30%)200g、トリメチロールプロパントリメタクリレート40g、ベンジルメチルケタール1g、ヒドロキノンメチルエーテル0.1gを使用し、研磨パッドサンプル2−13〜2−15と全く同様にして表面にXY格子状パターンの凹凸を有する研磨パッドサンプル2−16、同心円パターンの凹凸を有する研磨パッドサンプル2−17、網点状パターン凹凸を有する研磨パッドサンプル2−18を得た。
(研磨パッドサンプル2−19〜2−21の作製)
ポリウレタン樹脂バイロンUR−8400(東洋紡績製、トルエン/メチルエチルケトン(1/1重量比)溶液、固形分30%)258g、1,6−ヘキサンジオールジメタクリレート22.5g、ベンジルメチルケタール1g、ヒドロキノンメチルエーテル0.1gを使用し、研磨パッドサンプル2−13〜15と全く同様にして表面にXY格子状パターンの凹凸を有する研磨パッドサンプル19、同心円パターンの凹凸を有する研磨パッドサンプル2−20、網点状パターン凹凸を有する研磨パッドサンプル2−21を得た。
(研磨パッドサンプル2−22の作製)
発泡ポリウレタン樹脂表面を彫刻刀を用い、溝幅2mm、ピッチ幅1.5cm、深さ0.6mmの格子状のパターンを彫り、研磨パッドサンプル2−22としたが、作業時間は多大に掛かり、格子自体もばらつきの多いものであった。
(研磨パッドサンプル2−23の作製)
研磨パッドサンプル2−13〜2−15を作成するのに使用したものと同じシート状成形体を使用し、凹凸パターンを形成せずに、研磨パッドサンプル2−23を作製した。
〔評価〕
研磨パッドサンプル2−1〜22を使用して評価方法Aにより研磨評価を行い、結果を表2−2、表2−3に示した。表2−2、表2−3には、研磨パッドの圧縮率、圧縮回復率の測定結果、並びに凹凸形成の作業性やパターンの再現性も併せて示した。
表2−4には、研磨パッドサンプル2−13〜15の研磨パッド、並びに、凹凸パターンを形成しなかった研磨パッドサンプル2−23について、静摩擦係数と動摩擦液数を測定した結果を示した。
〔研磨パッドの作製〕
(研磨パッドサンプル3−1)
オリゴブタジエンジオールジアクリレート(大阪有機化学(株)製 BAC−45)60重量部と1,9−ノナンジオールジメタクリレート(共栄社化学(株)製 1,9−NDH)40重量部とベンジルジメチルケタール(チバガイギー(株)製 イルガキュア651)1重量部の混合物をホモジナイザーで10分間撹拌し、コーターを用いて、離型剤を塗布したPETフィルムに挟むように塗布して厚さ2mmの未架橋シートを作製した。このサンプルに常法により研磨層となる面側から紫外線光を照射し硬化した。硬化後、PETフィルムをはがし、研磨パッドサンプル3−1を得た。
(研磨パッドサンプル3−2)
1,9−ノナンジオールジメタクリレート(共栄社化学(株)製 1,9−NDH)40重量部と脂肪族ウレタンアクリレート(AKCROS CHEMICALS社製 Actilane270)60重量部とベンジルジメチルケタール(チバガイギー(株)製 イルガキュア651)1重量部の混合物をホモジナイザーで10分間撹拌し、コーターを用いて、離型剤を塗布したPETフィルムに挟むように塗布して厚さ2mmの未架橋シートを作製した。このサンプルに研磨パッドサンプル3−1と同様に紫外線光を照射し硬化した。硬化後、PETフィルムをはがし、研磨パッドサンプル3−2を得た。
(研磨パッドサンプル3−3)
ビスフェノールA型エポキシ樹脂(油化シェルエポキシ(株)製 エピコート154)40重量部とビスフェノールA型エポキシ樹脂(油化シェルエポキシ(株)製 エピコート871)60重量部と2−メチルイミダゾール1重量部の混合物をホモジナイザーで10分間撹拌し、コーターを用いて、離型剤を塗布したPETフィルムに挟むように塗布して厚さ2mmの未架橋シートを作製した。このサンプルに上部に150℃、下部に90℃の熱を与え、硬化した。硬化後、PETフィルムをはがし、研磨パッドサンプル3−3を得た。
(研磨パッドサンプル3−4)
オリゴブタジエンジオールジアクリレート(大阪有機化学(株)製 BAC−45)60重量部と1,9−ノナンジオールジメタクリレート(共栄社化学(株)製 1,9−NDH)40重量部とベンジルジメチルケタール(チバガイギー(株)製 イルガキュア651)1重量部の混合物をホモジナイザーで10分間撹拌し、コーターを用いて、離型剤を塗布したPETフィルムに挟むように塗布した。このサンプルの研磨面と反対側の面から露光面に紫外線光を照射し、次いで研磨面側に直径50μmの円を並べたネガフィルムをのせ、紫外線光を照射して硬化した。その後PETフィルムをはがし、トルエンを用いて現像を行い、乾燥し、研磨面に直径50μmの円柱が並んだ研磨パッドサンプル3−4を得た。
(研磨パッドサンプル3−5)
オリゴブタジエンジオールジアクリレート(大阪有機化学(株)製 BAC−45)60重量部と1,9−ノナンジオールジメタクリレート(共栄社化学(株)製 1,9−NDH)40重量部とベンジルジメチルケタール(チバガイギー(株)製 イルガキュア651)1重量部の混合物をホモジナイザーで10分間撹拌し、コーターを用いて、離型剤を塗布したPETフィルムに挟むように塗布した。このサンプルの研磨面と反対側の面から露光面に紫外線光を照射し、次いで研磨面側にXY溝を示したネガフィルムをのせ、紫外線光を照射して硬化した。その後、PETフィルムをはがし、トルエンを用いて現像を行い、乾燥し、研磨面にXY溝を有する研磨パッドサンプル3−5を得た。
(研磨パッドサンプル3−6、7)
Actilane200(AKROS CHEMICALS社製)100重量部とベンジルジメチルケタール(チバガイギー(株)製 イルガキュア651)1重量部の混合物をホモジナイザーで10分間撹拌し、コーターを用いて、離型剤を塗布したPETフィルムに挟むように塗布して厚さ2mmの未架橋シートを作製した。
この未架橋シートサンプルに、常法により研磨層となる面側から紫外線光を照射し硬化した。硬化後、PETフィルムをはがし、研磨パッドサンプル3−6を得た。
またこの未架橋シートサンプルの研磨面と反対側の面から露光面に紫外線光を照射し、次いで研磨面側に直径50μmの円を並べたネガフィルムをのせ、紫外線光を照射して硬化した。その後PETフィルムをはがし、トルエンを用いて現像を行い、乾燥し、研磨面に直径50μmの円柱が並んだ研磨パッドサンプル3−7を得た。
(研磨パッドサンプル3−8)
ポリウレタン樹脂バイロンUR−1400(東洋紡績(株)製 トルエン/メチルエチルケトン(1/1重量比)溶液、固形分30重量%))200g、トリメチロールプロパントリメタクリレート40g、ベンジルジメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを使用して撹拌混合し、溶剤を除去して固体の光硬化性樹脂組成物を得た。この組成物をフィルムに挟み、プレス機を使用して100℃、10気圧でプレスし、厚さ2mmのシート状の成形体を得た。このシート状サンプルの研磨面と反対側の面から露光面に紫外線光を照射し、次いで研磨面側に直径50μmの円を並べたネガフィルムをのせ、紫外線光を照射して硬化した。その後PETフィルムをはがし、トルエンを用いて現像を行い、乾燥し、研磨面に直径50μmの円柱が並んだ研磨パッドサンプル3−8を得た。
(研磨パッドサンプル3−9)
ポリウレタン樹脂バイロンUR−8400(東洋紡績(株)製 トルエン/メチルエチルケトン(1/1重量比)溶液、固形分30重量%))258g、1,6−ヘキサンジオールジメタクリレート22.5g、ベンジルジメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを使用して撹拌混合し、溶剤を除去して固体の光硬化性樹脂組成物を得た。この組成物をフィルムに挟み、プレス機を使用して100℃、10気圧でプレスし、厚さ2mmのシート状の成形体を得た。このシート状サンプルの研磨面と反対側の面から露光面に紫外線光を照射し、次いで研磨面側にXY溝を示したネガフィルムをのせ、紫外線光を照射して硬化した。その後、PETフィルムをはがし、トルエンを用いて現像を行い、乾燥し、研磨面にXY溝を有する研磨パッドサンプル3−9を得た。
(研磨パッドサンプル3−10)
市販のポリウレタン製研磨パッドである、IC−1000A21を研磨パッドサンプル3−10とした。
表3にこれらのパッドの評価結果を示す。研磨特性の評価は、研磨評価方法Aにより行った。
(実施例4−1)
(研磨層)
研磨層形成材として、以下のように作製した感光性樹脂を用いた。ポリウレタン樹脂(バイロンUR−8400,東洋紡績株式会社製,溶剤:トルエン/メチルエチルケトン(1/1:重量比),固形分30重量%)258g、1,6−ヘキサンジオールジメタクリレート22.5g、ベンジルジメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを用いて撹拌混合し、溶剤を除去し、固体の光硬化性組成物を得た。この組成物をフィルムに挟み、プレス機にて100℃、10気圧でプレスし、厚み1.27mmのシート状成形体を得た。このシート状成形体に所定時間紫外線照射を行い、更に、反対側の面の所望のパターンを描いたフィルムを載せ、紫外線照射を行い、フィルムを剥がし現像を行った。60℃で30分間乾燥し、研磨層(非空孔)を作製した。研磨層の研磨面側の表面形状としては、XY格子溝(溝幅:2.0mm、溝深さ:0.6mm、溝ピッチ:15.0mm)になるようなパターンフィルムを用いた。研磨層には、これを直径60cmの円に切り取ったものを用いた。得られた研磨層の貯蔵弾性率は350MPaであり、引張り弾性率は860MPaであった。
(クッション層)
表面をバフがけ、コロナ処理をしたポリエチレンフォーム(東レ社製 トーレペフ)(厚み1.27mm、貯蔵弾性率:7.9MPa)を用いた。
(研磨パッド)
研磨層の研磨面とは反対の面に、両面接着テープ(積水化学工業社製,ダブルタックテープ)を貼り合わせ、さらにこれにクッション層を張り合わせた。またクッション層の研磨層とは反対面に両面接着テープを貼り合わせて研磨パッドを作製した。
(実施例4−2)
実施例4−1の(研磨層)において、研磨層形成材として、ポリウレタン樹脂(バイロンUR−8300,東洋紡績株式会社製,溶剤:トルエン/メチルエチルケトン(1/1:重量比),固形分30重量%)258g、トリメチロールプロパントリメタクリレート22.5g、ベンジルジメチルケタール1g、ヒドロキノンメチルエーテル0.1gをニーダーを用いて撹拌混合し、溶剤を除去した、固体の光硬化性組成物を用いたこと以外は実施例4−1と同様にして研磨パッドを作製した。得られた研磨層の貯蔵弾性率は200MPaであり、引張り弾性率は690MPaであった。
(実施例4−3)
実施例4−1の(研磨層)において、研磨層形成材として、シート成形したポリウレタンシート(ポリエーテル系ウレタンプレポリマー(ユニロイヤル社製,アジプレンL−325)と硬化剤(4,4′−メチレン−ビス〔2−クロロアニリン〕)の重合物)を用いて研磨層(非空孔)を作製し(研磨層厚み1.27mm)、研磨層の研磨面側の表面形状がXY格子溝(溝幅:2.0mm、溝深さ:0.6mm、溝ピッチ:15.0mm)になるように外部手段を用いて加工し、これを直径60cmの円に切り取ったものを用いたこと以外は実施例4−1と同様にして研磨パッドを作製した。得られた研磨層の貯蔵弾性率は700MPaであり、引張り弾性率は1050MPaであった。
(実施例4−4)
実施例4−1の(研磨層)において、研磨層形成材として、シート成形したポリエステルシート(ポリエチレンテレフタレート)を用いて研磨層(非空孔)を作製し(研磨層厚み1.27mm)、研磨層の研磨面側の表面形状がXY格子溝(溝幅:2.0mm、溝深さ:0.6mm、溝ピッチ:15.0mm)になるように外部手段を用いて加工し、これを直径60cmの円に切り取ったものを用いたこと以外は実施例4−1と同様にして研磨パッドを作製した。得られた研磨層の貯蔵弾性率は795MPaであり、引張り弾性率は1200MPaであった。
(比較例4−1)
実施例4−1の(研磨層)において、研磨層形成材として、発泡ポリウレタン(IC1000,ロデール社製)を用いて研磨層(非空孔)を作製し(研磨層厚み1.27mm)、研磨層の研磨面側の表面形状がXY格子溝(溝幅:2.0mm、溝深さ:0.6mm、溝ピッチ:15.0mm)になるように外部手段を用いて加工し、これを直径60cmの円に切り取ったものを用いたこと以外は実施例1と同様にして研磨パッドを作製した。得られた研磨層の貯蔵弾性率は190MPaであり、引張り弾性率は200MPaであった。
実施例および比較例で得られた研磨パッドについて、研磨評価方法(B)により研磨速度と平坦化特性を評価した。結果を表4に示す。
(サンプル6−1)
ポリマーとしてスチレン−ブタジエン共重合体(JSR製、SBR1507)を84重量部、モノマーとしてラウリルメタクリレートを10重量部、光開始剤としてベンジルジメチルケタール1重量部、可塑剤として液状イソプレンを5重量部配合し、2軸押出機にて溶融混合した後、Tダイにより押し出した。シートは厚さ100μのPETフィルムに挟み込みロールで全体の厚さが2mmになるようにプレスし、未硬化のクッションシートを成型した。
この未硬化クッションシートの両面に紫外線を照射して全面硬化させたのち、PETフィルムを剥がしてサンプル6−1とした。
(サンプル6−2)
サンプル6−1の作成過程で得られた未硬化クッションシートの片面から紫外線を照射した後、他の片面のPETを剥がし、この上に網点のネガ(光透過部分直径0.6mm、網点中心間距離1.2mm)を乗せ、ネガ面から紫外線を照射した。照射後のクッションシートをトルエン/メチルエチルケトン(1/1重量)の混合溶媒に浸漬しながらナイロンブラシでこすり、未硬化部分を洗い流した。得られた凹凸を持つクッションシートを60℃のオーブンで乾燥させ、凹凸面に紫外線を照射して硬化させた。
裏面のPETシートを剥がし、サンプル6−2とした。なお、サンプル6−2の凹部は0.6mmの深さであった。
(サンプル6−3)
市販の不織布タイプであるクッション層、SUBA400(ロデール社製)をサンプル6−3とした。
以下にサンプルの特性値を示す。
本発明のスラリーレス研磨パッドの実施形態について説明する。
本発明の研磨層を形成する樹脂としては、たとえば、イオン性基量が20〜1500eq/tonの範囲のものを特に制限なく使用することができる。当該樹脂は、直鎖状または分岐鎖状のいずれでもよく、また主鎖に側鎖を付加した構造のものであってもよい。イオン性基は、樹脂中に含まれていれば主鎖または側鎖のいずれにあってもよい。
樹脂が有するイオン性基としては、カルボキシル基、スルホン酸基、硫酸エステル基、リン酸基、もしくはそれらの塩(水素塩、金属塩、アンモニウム塩)の基等のアニオン性基、および/または第1級ないし第3級アミン基等のカチオン性基があげられる。これらのイオン性基のなかでも、カルボキシル基、カルボン酸アンモニウム塩基、スルホン酸基、スルホン酸アルカリ金属塩基等を好ましく用いることができる。
前記樹脂としては、たとえば、ポリエステル系樹脂、ポリウレタン系樹脂、アクリル系樹脂、ポリエステルポリウレタン系樹脂等が好ましい例としてあげられる。これらのなかでも特にポリエステル系樹脂が好ましい。このポリエステル樹脂はウレタン、アクリル等で変性しても良い。
以下、前記範囲のイオン性基量を有する樹脂の代表例としてポリエステル系樹脂について説明する。
(ポリエステル系樹脂)
ポリエステル系樹脂は、基本的には、多価カルボン酸と多価アルコールとを縮重合して得られるものである。
多価カルボン酸は、主としてジカルボン酸類およびその酸無水物等からなる。ジカルボン酸類としては、例えば、テレフタル酸、イソフタル酸、オルソフタル酸、1,5−ナフタル酸、ビフェニルジカルボン酸などの芳香族ジカルボン酸があげられる。芳香族ジカルボン酸は多価カルボン酸成分の40モル%以上を用いることが好ましく、60モル%以上がさらに好ましい。前記芳香族ジカルボン酸のなかでもテレフタル酸、イソフタル酸が好ましく、これらは芳香族ジカルボン酸のなかの50モル%以上使用されることが好ましい。
芳香族ジカルボン酸以外のジカルボン酸類としては、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジカルボン酸等の脂肪族ジカルボン酸、1,4−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,2−シクロヘキサンジカルボン酸、ダイマー酸、トリマー酸、テトラマー酸等の脂環族ジカルボン酸があげられる。
またジカルボン酸類としては、フマール酸、マレイン酸、イタコン酸、シトラコン酸、ヘキサヒドロフタル酸、テトラヒドロフタル酸、2,5−ノルボルネンジカルボン酸またはこれらの無水物等の不飽和二重結合を含有する脂肪族または脂環族ジカルボン酸等があげられる。
さらに多価カルボン酸成分としては、必要によりトリメリット酸、トリメシン酸、ピロメリット酸等のトリカルボン酸およびテトラカルボン酸等を用いることができる。
本発明における多価アルコール成分としては、例えば、エチレングリコール、プロピレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、ジエチレングリコール、ジプロピレングリコール、2,2,4−トリメチル−1,3−ペンタンジオール、1,4−シクロヘキサンジメタノール、スピログリコール、1,4−フェニレングリコール、1,4−フェニレングリコールのエチレンオキサイド付加物、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、トリシクロデカンジメタノール、ダイマージオール、水添ダイマージオール等のジオール、ビスフェノールAのエチレンオキサイド付加物およびプロピレンオキサイド付加物、水素化ビスフェノールAのエチレンオキサイド付加物およびプロピレンオキサイド付加物等々のジオール類、
さらに必要により、多価アルコール成分としては、トリメチロールエタン、トリメチロールプロパン、グリセリン等のトリオール、ペンタエルスリトール等のテトラオール等があげられる。
また、多価アルコール成分としては、グリセリンモノアリルエーテル、トリメチロールプロパンモノアリルエーテル、ペンタエリスリトールモノアリルエーテル等の不飽和二重結合を含有する多価アルコール成分を用いることができる。
さらには、ポリエステル系樹脂には、前記多価カルボン酸と多価アルコールの他に、p−オキシ安息香酸、p−(ヒドロキシエトキシ)安息香酸などの芳香族オキシカルボン酸等を用いることができる。
ポリエステル系樹脂の数平均分子量は、3000〜100000、さらには4000〜30000であるのが好適である。
(イオン性基の導入)
樹脂中へのイオン性基の導入方法は特に制限はない。ポリエステル系樹脂に、イオン性基を導入するには、たとえば、ポリエステルの重縮合に際し、カルボキシル基および水酸基と反応しないイオン性基を有する多価カルボン酸および/または多価アルコールを用いる方法があげられる。かかる成分としては、たとえば、スルホテレフタル酸、5−スルホイソフタル酸、4−スルホフタル酸、4−スルホナフタレン−2,7−ジカルボン酸、5〔4−スルホフェノキシ〕イソフタル酸等のスルホン酸基含有の多価カルボン酸化合物、さらにはその金属塩等をあげることができる。また、スルホ安息香酸等のスルホン酸基含有のモノカルボン酸化合物およびその金属塩等を用いることができ、これにより高分子末端にイオン性基を導入することができる。
ポリエステル系樹脂に、イオン性基を導入するには、多価カルボン酸と多価アルコールとを縮重合して得られる前記ポリエステルを主骨格とし、これにイオン性基を有する側鎖を導入することもできる。イオン性基を有する側鎖の導入は、多価カルボン酸および/または多価アルコールとして、重合性不飽和二重結合を含有するものを用いてポリエステル中に二重結合を導入し、これにイオン性基を有するラジカル重合性単量体をグラフト化重合する方法があげられる。ラジカル重合性単量体としては、前記例示のイオン性基を有するものを特に制限なく使用することができる。ラジカル重合性単量体は、前記イオン性基を有するものに制限されず、これとイオン性基を有しないものを併用することもできる。なお、かかるポリエステル系樹脂の主鎖と、側鎖との割合は特に制限されないが、主鎖/側鎖が、重量比で=40/60〜95/5の範囲であるのが好ましい。
前記方法のほか、勿論、ポリエステル系樹脂の末端に残存するカルボキシル基の調整により、前記範囲のイオン性基量のポリエステル系樹脂を調製することができる。たとえば、ポリエステル系樹脂の重合末期に無水トリメリット酸、無水ピロメリット酸、無水フタル酸等の3価以上の多価カルボン酸無水物を加えることにより、樹脂末端により多くのカルボキシル基を導入して、前記イオン性基量のポリエステル系樹脂を製造することができる。
ポリエステル系樹脂に導入した、カルボキシル基、スルホン酸基等のアニオン性基は、予め塩としていてもよく、後処理により、アンモニア、アルカリ金属、アミン類等により中和することにより、イオン性基として有効に活用することができる。金属塩としてはLi、Na、K、Mg、Ca、Cu、Fe等の塩があげられ、特に好ましいものはK塩である。
本発明の前記イオン性基を有する樹脂は、単独で使用してもよく、あるいは必要により2種以上併用することができる。また、本発明の前記樹脂は溶融状態または溶液状態で、硬化剤となる樹脂と併用することができる。たとえば、ポリエステル系樹脂については、アミノ樹脂、エポキシ樹脂、イソシアネート化合物等と混合することができ、さらにこれらと一部反応させることもできる。
(水分散体の製法)
本発明のイオン性基を有する樹脂は、20〜1000eq/tonの範囲でイオン性基を有することから、水分散能を有するため、自己乳化させることによりミクロな水分散体とすることができる。かかるイオン性基は、樹脂の可溶性、水分散性を発現させるにおいて必要とされる。かかるミクロな分散体の粒子径は0.01〜1μm程度であるのが好ましい。
自己乳化の具体的な方法としては、イオン性基としてカルボキシル基、スルホン酸基、硫酸エステル基、リン酸基を有する樹脂(ポリエステル系樹脂)の場合には、(1)樹脂を水溶性有機化合物に溶解、(2)中和するためのカチオンを添加、(3)水を添加、(4)水溶性有機化合物を共沸、透析などにより除去、なる手順を例示することができる。
イオン性基としてカルボキシル基、スルホン酸基、硫酸エステル基、リン酸基の塩(金属塩、アンモニウム塩)の基等のアニオン性基、または第1級ないし第3級アミン基等のカチオン性基を有する樹脂(ポリエステル系樹脂)の場合には、(1)樹脂を水溶性有機化合物に溶解、(2)水を添加、(3)水溶性有機化合物を共沸、透析などにより除去、なる手順を例示することができる。これら自己乳化に際しては、乳化剤、界面活性剤などを併用することも可能である。
前記水溶性有機化合物としてはメタノール、エタノール、プロパノール、ブタノール、アセトン、メチルエチルケトン、テトラヒドロフラン、ジオキサン、ブチルセロソルブ、エチルセロソルブなどの比較的低沸点の水溶性溶剤を好ましく使用することができる。
中和するためのカチオンの供給源としては、アルカリ金属の水酸化物、アルカリ金属の炭酸塩、アルカリ金属の炭酸水素塩、アンモニア、トリエチルアミン、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン、ジメチルエタノールアミン、ジエチルエタノールアミン、モノメチルジエタノールアミン、モノエチル時エタノールアミン、イソホロン、等のアミン類、アミノアルコール類、環状アミン等を用いることができる。
また、本発明の研磨層を形成する樹脂としては、たとえば、樹脂の主鎖が全カルボン酸成分中に芳香族ジカルボン酸を60モル%以上含むポリエステル、または該ポリエステルを主たる構成成分とするポリエステルポリウレタンであり、側鎖が親水性官能基含有ラジカル重合性単量体の重合体を用いることができる。
前記側鎖の条件としては、好ましくは、側鎖が下記(1)〜(2)の要件を満足するラジカル重合性単量体の重合体である。
即ち側鎖は、
(1)側鎖を構成するラジカル重合性単量体の重合体において、Q−e値におけるe値が0.9以上の電子受容性単量体とe値が−0.6以下の電子供与性単量体の重量和が、全ラジカル重合性単量体の少なくとも50重量%を占める。
(2)側鎖を構成するラジカル重合性単量体の重合体において、芳香族系ラジカル重合性単量体が全ラジカル重合性単量体の少なくとも10重量%を占める。
前記側鎖に用いるラジカル重合性単量体の組成は、Alfrey−Priceによって提案されたQ−e値のe値が0.9以上、望ましくは1.0以上、更に望ましくは1.5以上のラジカル重合性単量体と、e値が−0.6以下、望ましくは−0.7以下、更に望ましくは−0.8以下の単量体の組み合わせを必須とするラジカル重合性単量体から主として構成される。
e値がマイナスに大きい場合は、強い電子供与性の置換基を持つことを示し、不飽和結合部分に存在する結合に関与しない電子が過剰に存在するため、二重結合及びそれから生成するラジカルは電荷が負に偏っていることを表す。逆にプラスに大きい場合は、強い電子吸引性の置換基を持つことを示し、結合に関与しない電子が不足しているため、二重結合及びそれから生成するラジカルは電荷が正に偏っていることを表す。ラジカル重合性単量体を共重合させる場合、電子供与性の置換基を持つラジカル重合に単量体、すなわち、e値がマイナスに大きい単量体と電子吸引性の置換基を持つラジカル重合性単量体、すなわち、e値がプラスに大きい単量体のような電子状態が逆であるような単量体同士を組み合わせると、重合中に生成するいずれのラジカルも、付加しやすい単量体はe値の正負が逆の単量体であり、しかも、e値の差が大きい場合にその傾向は顕著になる。以上に述べたような、e値の大きく違う単量体同士が、実際に共重合が起こりやすいことを利用することで、ブロック的な共重合ではなく、より円滑にランダムな共重合が起こりやすくなることになり、実際に得られる側鎖の組成を仕込みの組成に近づけることが可能になる。
また、変性される樹脂中の不飽和結合は、フマル酸、イタコン酸などの不飽和ジカルボン酸や、グリセリンモノアリルエーテルなどのヒドロキシル基またはカルボキシル基を有するアリル化合物に由来するものであるが、これらの化合物のe値については、フマル酸、イタコン酸などは不飽和結合部に電子吸引性のカルボキシル基が置換基としてついているため、1.0〜3.0(ジエステルの場合は1.0〜2.0)と正に極めて大きく、不飽和結合は、電荷が正に偏っており、アリル化合物の場合はアリル共鳴により−1.0〜−2.0と負に極めて大きく、不飽和結合は負に偏っている。グラフト化を行う場合、変性される樹脂中の不飽和結合に対して共重合性の高い(つまり、e値において、正負が逆でかつ、そのe値の差が大きい)ラジカル重合性単量体を使用することで、変性されるべき樹脂と全く反応せず単独に重合することを抑制できる。すなわち、e値が正に大きいフマル酸を共重合した被変性樹脂は、本発明に必須のe値が0.9以上の単量体と−0.6以下の単量体の組み合わせのうちの、負に大きい単量体と共重合しやすいことにより、グラフト効率が改善され、また、e値が負に大きいアリル基を有する被変性樹脂は、正に大きい単量体と共重合しやすいことにより、この場合もグラフト効率が改善され、いずれの場合も変性される樹脂と反応していないラジカル重合性単量体の単独重合体の量を低減できる。更に、本発明の特徴としては、e値が0.9以上の単量体と−0.6以下の単量体の組み合わせの比によりゲル化が抑制できることである。従来、不飽和結合を含有する樹脂のラジカル重合性単量体による変性において、変性される樹脂中の不飽和結合量が少ない場合は、十分なグラフトが行われず、ラジカル重合性単量体の単独重合体が生成してしまい、また、不飽和結合量が多い場合は、グラフト側鎖間でのカップリングによりゲル化を起こしてしまい、変性される樹脂中の実際に利用できる不飽和結合量の範囲は極めて狭いものであったが、本発明においては、e値が0.9以上の単量体と−0.6以下の単量体の組み合わせの比により不飽和結合量がかなり多い場合でもゲル化が抑制できる。上記の範囲に入らないようなe値による単量体の組み合わせの場合は、前述の効果が低い。
また、ここで用いる側鎖は、上記のように側鎖の成分が、ラジカル共重合におけるQ−e値のe値が0.9以上のラジカル重合性単量体と、e値が−0.6以下の単量体の組み合わせを必須とする混合物からなり、かつ、その成分中に芳香族系ラジカル重合性単量体を含む。本発明者らは、変性により各種物性、特に力学物性、耐水性などが低下する原因について検討を重ねた結果、変性する樹脂が芳香族系のポリエステル及びポリエステルポリウレタン(以下、ベース樹脂と略)の場合、側鎖の組成により、その力学物性が変化し、特に、芳香族系ラジカル重合性単量体を側鎖の一成分として利用し、主鎖と側鎖の相溶性を高めた場合において、力学物性の低下が大幅に抑制されることを見いだした。側鎖として、芳香族系ラジカル重合性単量体を全く用いない場合、主鎖と側鎖の相溶性が低く、各種物性の中でも特に塗膜の伸度の大幅な低下が観察される。
(ポリエステル樹脂)
前記ポリエステルとは、芳香族ジカルボン酸成分を全酸成分の60モル%以上含有するポリエステルであり、その好ましい組成は、重合性不飽和二重結合を有するジカルボン酸または/およびグリコールを全ジカルボン酸成分または全グリコール成分に対して、0.5〜20モル%共重合せしめられたポリエステルである。脂肪族およびまたは脂環族ジカルボン酸0〜40モル%である。芳香族ジカルボン酸としてはテレフタル酸、イソフタル酸、オルソフタル酸、ナフタレンジカルボン酸、ビフェニルジカルボン酸等を挙げることができる。
脂肪族ジカルボン酸としては、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジオン酸、ダイマー酸等を挙げることができ、脂環族ジカルボン酸としては、1,4−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,2−シクロヘキサンジカルボン酸とその酸無水物等を挙げることができる。
重合性不飽和二重結合を有するジカルボン酸としては、α、β−不飽和ジカルボン酸類としてフマル酸、マレイン酸、無水マレイン酸、イタコン酸、シトラコン酸、不飽和二重結合を含有する脂環族ジカルボン酸として2,5−ノルボルネンジカルボン酸無水物、テトラヒドロ無水フタル酸等を挙げることができる。この内最も好ましいものはフマル酸、マレイン酸、イタコン酸および2,5−ノルボルネンジカルボン酸無水物である。
さらにp−ヒドロキシ安息香酸、p−(2−ヒドロキシエトキシ)安息香酸、あるいはヒドロキシピバリン酸、γ−ブチロラクトン、ε−カプロラクトン等のヒドロキシカルボン酸類も必要により使用できる。
一方、グリコール成分は炭素数2〜10の脂肪族グリコールおよびまたは炭素数が6〜12の脂環族グリコールおよびまたはエーテル結合含有グリコールよりなり、炭素数2〜10の脂肪族グリコールとしては、エチレングリコール、1,2−プロピレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、1,9−ノナンジオール、2−エチル−2−ブチルプロパンジオール、ヒドロキシピバリン酸ネオペンチルグリコールエステル、ジメチロールヘプタン等を挙げることができ、炭素数6〜12の脂環族グリコールとしては、1,4−シクロヘキサンジメタノール、トリシクロデカンジメチロール等を挙げることができる。
エーテル結合含有グリコールとしては、ジエチレングリコール、トリエチレングリコール、ジプロピレングリコール、さらにビスフェノール類の2つのフェノール性水酸基にエチレンオキサイド又はプロピレンオキサイドをそれぞれ1〜数モル付加して得られるグリコール類、例えば2,2−ビス(4−ヒドロキシエトキシフェニル)プロパンなどを挙げることが出来る。ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールも必要により使用しうる。
本発明で使用されるポリエステル樹脂は、ジカルボン酸成分として重合性不飽和二重結合を有するジカルボン酸を全酸成分に対して0.5〜20モル%使用する場合は、芳香族ジカルボン酸60〜99.5モル%、望ましくは70〜99モル%、脂肪族ジカルボン酸、およびまたは脂環族ジカルボン酸が0〜40モル%であるが、望ましくは0〜30モル%である。芳香族ジカルボン酸が60モル%未満でである場合、塗膜の加工性及びレトルト処理後の塗膜の耐ふくれ、耐ブリスター性が低下する。また脂肪族ジカルボン酸及び又は脂環族ジカルボン酸が40モル%を超えると硬度、耐汚染性、耐レトルト性が低下するのみならず、脂肪族エステル結合が芳香族エステル結合に比して耐加水分解性が低いために保存する期間にポリエステルの重合度を低下させてしまうなどのトラブルを招くことがある。
重合性不飽和二重結合を有するジカルボン酸は0.5〜20モル%であるが、望ましくは1〜12モル%であり、更に望ましくは1〜9モル%である。重合性不飽和二重結合を有するジカルボン酸が0.5モル%未満の場合、ポリエステル樹脂に対するアクリル単量体組成物の有効なグラフト化が行なわれず、ラジカル重合性単量体組成物からのみなる単独重合体が主として生成され、目的の変性樹脂を得ることができない。
重合性不飽和二重結合を有するジカルボン酸が20モル%を超える場合、各種物性の低下が大きく、また、グラフト化反応の後期に余りにも粘度が上昇し撹拌機にまきつき反応の均一な進行を妨げるので望ましくない。
重合性不飽和二重結合を含有するグリコールとしては、グリセリンモノアリルエーテル、トリメチロールプロパンモノアリルエーテル、ペンタエリスリトールモノアリルエーテル、等を挙げることができる。
重合性不飽和二重結合を含有するグリコールを使用する場合、全グリコール成分に対するその割合は0.5〜20モル%まで使用できるが、望ましくは1〜12モル%であり、更に望ましくは1〜9モル%である。重合性不飽和二重結合を有するグリコールとジカルボン酸との合計量が0.5モル%未満の場合、ポリエステル樹脂に対するラジカル重合性単量体組成物の有効なグラフト化が行なわれず、ラジカル重合性単量体組成物からのみなる単独重合体が主として生成され、目的の変性樹脂を得ることができない。
ポリエステルに重合性不飽和結合を導入するには、ジカルボン酸または/およびグリコールを使用するが、重合性不飽和二重結合を有するグリコールとジカルボン酸との合計量は20モル%まであり、20モル%を超える場合、各種物性の低下が大きく、また、グラフト化反応の後期に余りにも粘度が上昇し撹拌機にまきつき反応の均一な進行を妨げるので望ましくない。
前記ポリエステル樹脂中に0〜5モル%の3官能以上のポリカルボン酸および/又はポリオールが共重合されるが3官能以上のポリカルボン酸としては(無水)トリメリット酸、(無水)ピロメリット酸、(無水)ベンゾフェノンテトラカルボン酸、トリメシン酸、エチレングルコールビス(アンヒドロトリメリテート)、グリセロールトリス(アンヒドロトリメリテート)等が使用される。一方、3官能以上のポリオールとしてはグリセリン、トリメチロールエタン、トリメチロールプロパン、ペンタエリスリトール等が使用される。3官能以上のポリカルボン酸および/またはポリオールは、全酸成分あるいは全グリコール成分に対し0〜5モル%望ましくは、0.5〜3モル%の範囲で共重合されるが、5モル%を越えると充分な加工性が付与できなくなる。
前記ポリエステル樹脂は重量平均分子量が5000〜100000の範囲であり、望ましくは重量平均分子量が7000〜70000の範囲であり、更に望ましくは10000〜50000の範囲である。重量平均分子量が5000以下であると各種物性が低下し、また、重量平均分子量が100000以上であるとグラフト化反応の実施中、高粘度化し、反応の均一な進行が妨げられる。
(ポリウレタン樹脂)
本発明におけるポリウレタン樹脂は、ポリエステルポリオール(a)、有機ジイソシアネート化合物(b)、及び必要に応じて活性水素基を有する鎖延長剤(c)より構成され、重量平均分子量は5000〜100000、ウレタン結合含有量は500〜4000当量/106g、重合性二重結合含有量は鎖一本当たり平均1.5〜30個である。本発明で使用するポリエステルポリオール(a)はジカルボン酸成分及びグリコール成分成分として既にポリエステル樹脂の項で例示した化合物を用いて製造され、両末端基が水酸基であり重量平均分子量が500〜10000であるものが望ましい。ポリエステル樹脂の場合と同様に、本発明で使用されるポリエステルポリオールは芳香族ジカルボン酸成分が少なくとも60モル%以上であり、望ましくは70モル%以上である。
一般のポリウレタン樹脂に広く用いられる脂肪族ポリエステルポリオール、例えばエチレングリコールやネオペンチルグリコールのアジペートを用いたポリウレタン樹脂は耐水性能が極めて低い。一例として、70℃温水浸せき20日経過後の還元粘度保持率は20〜30%と低く、これに対して同じグリコールのテレフタレート、イソフタレートをポリエステルポリオールとする樹脂では同一条件の還元粘度保持率は80〜90%と高い。従って、塗膜の高い耐水性能のためには芳香族ジカルボン酸を主体とするポリエステルポリオールの使用が必要である。また、ポリエーテルポリオール、ポリカーボネートジオール、ポリオレフィンポリオールなども必要に応じて、これらポリエステルポリオールと共に使用することができる。
本発明で用いる有機ジイソシアネート化合物(b)としては、ヘキサメチレンジイソシアネート、テトラメチレンジイソシアネート、3,3′−ジメトキシ−4,4′−ビフェニレンジイソシアネート、p−キシリレンジイソシアネート、m−キシリレンジイソシアネート、1,3−ジイソシアネートメチルシクロヘキサン、4,4′−ジイソシアネートジシクロヘキサン、4,4′−ジイソシアネートシクロヘキシルメタン、イソホロンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、p−フェニレンジイソシアネート、ジフェニルメタンジイソシアネート、m−フェニレンジイソシアネート、2,4−ナフタレンジイソシアネート、3,3′−ジメチル−4,4′−ビフェニレンジイソシアネート、4,4′−ジイソシアネートジフェニルエーテル、1,5−ナフタレンジイソシアネート等が挙げられる。
必要に応じて使用する活性水素基を有する鎖延長剤(c)としては、例えば、エチレングリコール、プロピレングリコール、ネオペンチルグリコール、2,2−ジエチル−1,3−プロパンジオール、ジエチレングリコール、スピログリコール、ポリエチレングリコールなどのグリコール類、ヘキサメチレンジアミン、プロピレンジアミン、ヘキサメチレンジアミンなどのアミン類が挙げられる。
前記ポリウレタン樹脂は、ポリエステルポリオール(a)、有機ジイソシアネート(b)、及び必要に応じて活性水素基を有する鎖延長剤(c)とを、(a)+(c)の活性水素基/イソシアネート基の比で0.4〜1.3(当量比)の配合比で反応させて得られるポリウレタン樹脂であることが必要である。
(a)+(c)の活性水素基/イソシアネート基の比がこの範囲外であるとき、ウレタン樹脂は充分高分子量化することが出来ず、所望の塗膜物性を得ることが出来ない。本発明で使用するポリウレタン樹脂は、公知の方法、溶剤中で20〜150℃の反応温度で触媒の存在下あるいは無触媒で製造される。この際に使用する溶剤としては、例えば、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン類、トルエン、キシレンなどの芳香族炭化水素、酢酸エチル、酢酸ブチルなどのエステル類が使用できる。反応を促進するための触媒としては、アミン類、有機錫化合物等が使用される。
本発明で使用するポリウレタン樹脂はラジカル重合性単量体によるグラフト化反応の効率を高めるために重合性二重結合をウレタン鎖一本当たり平均1.5〜30個、望ましくは2〜20個、更に望ましくは3〜15個含有していることが好ましい。
この重合性二重結合の導入については、下記の3つの方法がある。
1)ポリエステルポリオール中にフマル酸、イタコン酸、ノルボルネンジカルボン酸などの不飽和ジカルボン酸を含有せしめる。
2)ポリエステルポリオール中に、アリルエーテル基含有グリコールを含有せしめる。
3)鎖延長剤として、アリルエーテル基含有グリコールを用いる。
これらの単独または組み合わせにおいて実施可能である。1)において導入された主鎖中の重合性二重結合はe値が0.9以上の強い電子受容性を有し、2)、3)により導入された重合性二重結合はe値が−0.6以下の強い電子供与性を有する。
このようにベース樹脂中の導入された重合性二重結合の電子受容性または電子供与性の大きさ及び量を考慮し、それに対してラジカル重合性単量体の方も、電子供与性及び電子受容性単量体の組み合わせ方法、量比を勘案して、グラフト化反応に供するのが本発明の要点である。
グラフトまたはブロック重合体形成についての従来の定説は、主鎖一本当たりの重合性二重結合個数は、主鎖中若しくは末端に一個とするものであった。事実、先行特許のいくつかにおいては、1近傍の極めて狭い範囲がクレームされている。これらの先行特許の方法では、主鎖に導入される重合性二重結合数は、実際には統計的分布をもって組み込まれるので、主鎖一本当たり0個である鎖成分の比率が増加し、それによりグラフト効率は低下する。そこで二重結合量を高めると今度はゲル化を起こすというように適正範囲の極めて狭いものであった。これに対し、ラジカル重合性化学種間の反応交番性原理に基づく本発明の方法は、高いグラフト効率とゲル化回避という二つの要請を満足する適正範囲が広いという長所を有している。
(ラジカル重合性単量体)
一般にラジカル共重合におけるAlfrey−Priceによって提案されたQ−e値のe値は、ラジカル重合性単量体の不飽和結合部分の電子状態を経験的に示す値であり、Q値に大きな違いがない場合、共重合反応の解釈に有用とされ、Polymer Handbook,3rd ed.John Wiley and Sons.などにその値が与えられている。
本発明において必ず使用されるQ−e値のe値が0.9以上のラジカル重合性単量体としては、不飽和結合部分に電子吸引性の置換基を持つものであり、フマル酸、フマル酸モノエチル、フマル酸ジエチル、フマル酸ジブチルなどのフマル酸モノエステル及びフマル酸ジエステル、マレイン酸及びその無水物、マレイン酸モノエチル、マレイン酸ジエチル、マレイン酸ジブチルなどのマレイン酸モノエステル及びマレイン酸ジエステル、イタコン酸、イタコン酸モノエステル及びイタコン酸ジエステル、フェニルマレイミド等のマレイミド、アクリロニトリル、などの中から少なくとも一種類以上の混合物が使用され、もっとも好ましくは、マレイン酸無水物及びそのエステル、フマル酸及びそのエステル類である。
本発明において必ず使用されるQ−e値のe値が−0.6以下のラジカル重合性単量体としては、不飽和結合部分に電子供与性の置換基を持つもの、あるいは共役系モノマーであり、スチレン、α−メチルスチレン、t−ブチルスチレン、N−ビニルピロリドンなどのビニル系ラジカル重合性単量体、酢酸ビニルなどのビニルエステル、ビニルブチルエーテル、ビニルイソブチルエーテルなどのビニルエーテル、アリルアルコール、グリセリンモノアリルエーテル、ペンタエリスリトールモノアリルエーテル、トリメチロールプロパンモノアリルエーテルなどのアリル系ラジカル重合性単量体、ブタジエンなどの中から少なくとも一種類以上の混合物が使用され、もっとも好ましくは、スチレンなどのビニル系ラジカル重合性単量体である。
本発明においては、e値が0.9以上のラジカル重合性単量体とe値が−0.6以下のラジカル重合性単量体の組み合わせが必須であり、全ラジカル重合性単量体の少なくとも50重量%以上、更に望ましくは60重量%以上がその組み合わせにおいて占められていることが好ましい。また、変性される樹脂中に含まれる不飽和結合に対して、上記の2種のラジカル重合性単量体のうち、共重合性の高いラジカル重合性単量体(すなわち、変性される樹脂中の不飽和結合のe値との差の大きい単量体)が全ラジカル重合性単量体中、20重量%以上含まれていることが好ましく、共重合性の低いラジカル重合性単量体(すなわち、変性される樹脂中の不飽和結合のe値との差の小さい単量体)が全ラジカル重合性単量体中、20重量%以上含まれていることが好ましい。前者が20重量%未満である場合、主鎖に対して十分なグラフト効率が得られず、ラジカル重合性単量体が単独に重合を起こしてしまう。また、後者が20重量%未満である場合、グラフト重合中にゲル化を起こしてしまい、円滑なグラフト化が行えない。
また、上記必須成分と必要に応じて共重合させることのできるその他のラジカル重合性単量体として、e値が−0.6〜0.9である、ラジカル重合性単量体を挙げることができる。例えば、アクリル酸、メタクリル酸、及びそれらのエステル類としてアクリル酸エチル、メタクリル酸メチルなど、窒素原子を含有するラジカル重合性単量体としてアクリルアミド、メタクリロニトリルなどの一般に単量体一分子当り一ケのラジカル重合性二重結合を含有する単量体の中から一種または複数種を選んで用いることができる。これにより、側鎖のTgや主鎖との相溶性を調節し、また、任意の官能基を導入することができる。
また、側鎖成分中に必須の芳香族系ラジカル重合性単量体として、芳香環を持つラジカル重合性単量体が挙げられ、スチレン、α−メチルスチレン、クロロメチルスチレンなどのスチレン誘導体、フェノキシエチルアクリレート、フェノキシエチルメタクリレート、ベンジルアクリレート、ベンジルメタクリレートなどの2−ヒドロキシエチルアクリレート(HEA)及び2−ヒドロキシエチルメタクリレート(HEMA)と芳香族化合物との反応物、2−アクリロイルオキシエチルハイドロゲンフタレートなどのフタル酸誘導体とHEA、HEMAのエステル、さらにはアクリル酸、メタクリル酸とフェニルグリシジルエーテルとの反応物、すなわち、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレートなどにより、側鎖に芳香環を導入することができる。本発明において、かかる芳香族ラジカル重合性単量体の使用割合は、全ラジカル重合性単量体に対して、少なくとも10重量%以上、望ましくは20重量%以上、もっとも望ましくは30重量%以上であることが好ましい。
(グラフト化反応)
本発明におけるグラフト重合体は、前記ベース樹脂中の重合性不飽和二重結合に、ラジカル重合性単量体をグラフト重合させることにより得られる。本発明においてグラフト重合反応は、重合性二重結合を含有するベース樹脂を有機溶剤中に溶解させた状態において、ラジカル開始剤およびラジカル重合性単量体混合物を反応せしめることにより実施される。グラフト化反応終了後の反応生成物は、グラフト重合体の他にグラフトを受けなかったベース樹脂およびベース樹脂とグラフト化しなかった単独重合体より成るのが通常である。一般に、反応生成物中のグラフト重合体比率が低く、非グラフトベース樹脂及び非グラフト単独重合体の比率が高い場合は、変性による効果が低く、そればかりが、非グラフト単独重合体により塗膜が白化するなどの悪影響が観察される。従ってグラフト重合体生成比率の高い反応条件を選択することが重要である。
ベース樹脂に対するラジカル重合性単量体のグラフト化反応の実施に際しては、溶媒に加温下溶解されているベース樹脂に対し、ラジカル重合性単量体混合物とラジカル開始剤を一時に添加して行なってもよいし、別々に一定時間を要して滴下した後、更に一定時間撹拌下に加温を継続して反応を進行せしめてもよい。また、ベース樹脂の重合性二重結合のe値との差の小さいラジカル重合性単量体を先に一時的に添加しておいてからベース樹脂の重合性二重結合のe値との差の大きなラジカル重合性単量体、開始剤を一定時間を要して滴下した後、更に一定時間撹拌下に加温して反応を進行させることは本発明の望ましい実施様式の一つである。
反応に先立って、ベース樹脂と溶剤を反応機に投入し、撹拌下に昇温して樹脂を溶解させる。ベース樹脂と溶媒の重量比率は70/30〜30/70の範囲であることが望ましい。この場合、重量比率はベース樹脂とラジカル重合性単量体の反応性や溶剤溶解性を考慮して、重合工程中、均一に反応が行える重量比率に調節される。グラフト化反応温度は50〜120℃の範囲にあることが望ましい。本発明の目的に適合する望ましいベース樹脂とラジカル重合性単量体の重量比率はベース樹脂/側鎖部の表現で25/75〜99/1の範囲であり、最も望ましくは50/50〜95/5の範囲である。ベース樹脂の重量比率が25重量%以下であるとき、既に説明したベース樹脂の優れた性能即ち高い加工性、優れた耐水性、各種基材への密着性を充分に発揮することが出来ない。ベース樹脂の重量比率が99重量%以上であるときは、ポリエステル又はポリエステルポリウレタン樹脂中のグラフトされていないベース樹脂の割合がほとんどになり、変性の効果が低く好ましくない。
本発明におけるグラフト鎖部分の重量平均分子量は1000〜100000である。ラジカル反応によるグラフト重合を行なう場合、グラフト鎖部分の重量平均分子量を1000以下にコントロールすることは一般に困難であり、グラフト効率が低下し、ベース樹脂への官能基の付与が十分に行なわれないため好ましくない。また、グラフト鎖部分の重量平均分子量を100000以上にした場合、重合反応時の粘度上昇が大きく、目的とする均一な系での重反応が行えない。ここで説明した分子量のコントロールは開始剤量、モノマー滴下時間、重合時間、反応溶媒、モノマー組成あるいは必要に応じて連鎖移動剤や重合禁止剤を適宜組み合わせることにより行なうことが出来る。
(ラジカル開始剤)
本発明で使用されるラジカル重合開始剤としては、良く知られた有機過酸化物類や有機アゾ化合物類を利用しうる。すなわち有機過酸化物としてベンゾイルパーオキサイド、t−ブチルパーオキシピバレート、有機アゾ化合物として2,2′−アゾビスイソブチロニトリル、2,2′−アゾビス(2,4−ジメチルバレロニトリル)などを例示することが出来る。
ラジカル開始剤化合物の選定については、その化合物の反応実施温度におけるラジカル生成速度すなわち半減期(Half−life)を考慮して行なわれる必要がある。一般に、その温度における半減期の値が1分ないし2時間の範囲にあるようなラジカル開始剤を選定することが望ましい。グラフト化反応を行うためのラジカル開始剤の使用量は、ラジカル重合性単量体に対して少なくとも0.2重量%以上、望ましくは、0.5重量%以上使用される。
連鎖移動剤、例えば、オクチルメルカプタン、ドデシルメルカプタン、メルカプトエタノールの添加も、グラフト鎖長調整のため、必要に応じて使用される。その場合、ラジカル重合性単量体に対して0〜20重量%の範囲で添加されるのが望ましい。
(反応溶媒)
反応溶媒として、例えば、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン類、トルエン、キシレンなどの芳香族炭化水素、酢酸エチル、酢酸ブチルなどのエステル類といった汎用の溶媒が利用できる。しかし、グラフト化反応に用いられる反応溶媒の選択はきわめて重要である。望ましい反応溶媒として具備すべき条件は、1)溶解性、2)ラジカル重合溶媒としての適性、3)溶媒の沸点、4)溶媒の水への溶解性、である。1)について、ベース樹脂を溶解または分散し、同時に不飽和単体混合物から成るグラフト重合体の枝部分および非グラフト単独重合体を可及的に良く溶解することが重要である。2)について、溶媒自体がラジカル開始剤を分解せしめたり(誘発分解)、或は特定の有機過酸化物と特定のケトン類溶媒の間で報告されているような爆発性危険を招く組み合せでないこと、更にラジカル重合の反応溶媒として適当に小さい連鎖移動定数を有することが重要である。3)について、ラジカル重合性単量体のラジカル付加反応は一般に発熱反応であるから、反応温度を一定に保つためには溶媒の還流条件下で行なわれることが望ましい。4)についてはグラフト化反応それ自体には必ずしも本質的要件とは言えないが、変性によりベース樹脂に親水性官能基を導入し、その変性樹脂を水分散化させることを目的とする場合、工業的実施の観点より望ましいのは1)〜3)の要件下に選定された溶媒が水に自由に混合しうる有機溶媒であるか、水と該有機溶媒間の相互溶解性が高いことである。この第4番目の要件が満たされるとき、溶媒を含んだままのグラフト化反応生成物に加熱状態のまま、直接、塩基性化合物による中和後に水を添加することにより水分散体を形成せしめうる。更に望ましいのは自由に混合しうるか或は相互溶解性の高い有機溶剤の沸点が水の沸点より低い場合である。その場合は上記によって形成された水分散体中より簡単な蒸留によって有機溶剤を系外に取り除くことが出来る。
本発明の実施のためのグラフト化反応溶媒は単一溶媒、混合溶媒のいずれでも用いることが出来る。沸点が250℃を越えるものは、余りに蒸発速度が遅く、塗膜の高温焼付によっても充分に取り除くことが出来ないので不適当である。また沸点が50℃以下では、それを溶媒としてグラフト化反応を実施する場合、50℃以下の温度でラジカルに解裂する開始剤を用いねばならないので取扱上の危険が増大し、好ましくない。
生成するポリエステル又はポリエステルポリウレタン樹脂を水に分散させることを目的とする場合にグラフト反応に利用できる反応溶媒は、ベース樹脂を溶解もしくは分散せしめ、かつラジカル重合性単量体混合物およびその重合体を比較的良く溶解する望ましい溶媒として、ケトン類例えばメチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、環状エーテル類例えばテトラヒドロフラン、ジオキサン、グリコールエーテル類例えばプロピレングリコールメチルエーテル、プロピレングリコールプロピルエーテル、エチレングリコールエチルエーテル、エチレングリコールブチルエーテル、カルビトール類例えばメチルカルビトール、エチルカルビトール、ブチルカルビトール、グリコール類若しくはグリコールエーテルの低級エステル類例えばエチレングリコールジアセテート、エチレングリコールエチルエーテルアセテート、ケトンアルコール類例えばダイアセトンアルコール、更にはN−置換アミド類例えばジメチルホルムアミド、ジメチルアセトアミド、N−メチルピロリドン等を例示する事が出来る。
グラフト化反応を単一溶媒で行なう場合は、ベース樹脂をよく溶解する有機溶媒から一種を選んで行なうことが出来る。また、混合溶媒で行なう場合は、上記の有機溶媒からのみ複数種選び反応を行うか、あるいは、上記のベース樹脂をよく溶解する有機溶媒から少なくとも一種を選び、それにベース樹脂をほとんど溶解しない、低級アルコール類、低級カルボン酸類、低級アミン類などの有機溶媒の中から少なくとも一種を加えて反応を行う場合があり、いずれの溶媒においても反応を行うこともできる。
(水分散型ポリエステル又はポリエステルポリウレタン樹脂の製法)
本発明におけるグラフト化反応生成物はグラフト化により導入された親水性官能基を塩基性化合物などで中和することなどによって水分散化することが出来る。ラジカル重合性単量体混合物中の親水性官能基含有ラジカル重合性単量体と親水性官能基不含ラジカル重合性単量体の比率は、選ばれる単量体の種類、グラフト化反応に供されるベース樹脂/側鎖部の重量比にも関係するが、グラフト体の酸価は、望ましくは200〜4000当量/106g、更に望ましくは500〜4000当量/106gである。塩基性化合物としては塗膜形成時、或は硬化剤配合による焼付硬化時に揮散する化合物が望ましく、アンモニア、有機アミン類などが好適である。望ましい化合物の例としては、トリエチルアミン、N,N−ジエチルエタノールアミン、N,N−ジメチルエタノールアミン、アミノエタノールアミン、N−メチル−N,N−ジエタノールアミン、イソプロピルアミン、イミノビスプロピルアミン、エチルアミン、ジエチルアミン、3−エトキシプロピルアミン、3−ジエチルアミノプロピルアミン、sec−ブチルアミン、プロピルアミン、メチルアミノプロピルアミン、ジメチルアミノプロピルアミン、メチルイミノビスプロピルアミン、3−メトキシプロピルアミン、モノエタノールアミン、ジエタノールアミン、トリエタノールアミンなどを挙げることが出来る。塩基性化合物は、グラフト化反応生成物中に含まれるカルボキシル基含有量に応じて、少くとも部分中和、若しくは、完全中和によって水分散体のpH値が5.0〜9.0の範囲であるように使用するのが望ましい。
水分散化の実施に際してはグラフト化反応生成物中に含有される溶媒をあらかじめ減圧下のエクストルダーなどにより除去してメルト状、若しくは固体状(ペレット、粉末など)のグラフト化反応生成物を塩基性化合物を含有する水中へ投じて加熱下撹拌して水分散体を作成することも出来るが、最も好適には、グラフト化反応を終了した時点で直ちに塩基性化合物及び水を投入し、さらに加熱撹拌を継続して水分散体を得る方法(ワン・ポット法)が望ましい。後者の場合、必要に応じてグラフト化反応に用いた水に混和しうる溶媒を蒸留若しくは水との共沸蒸留によって一部又は全部を取り除くことが出来る。
架橋剤としては、フェノールホルムアルデヒド樹脂、アミノ樹脂、多官能エポキシ化合物、多官能イソシアネート化合物およびその各種ブロックイソシアネート化合物、多官能アジリジン化合物などを挙げることが出来る。フェノール樹脂としてはたとえばアルキル化フェノール類、クレゾール類のホルムアルデヒド縮合物を挙げることが出来る。具体的にはアルキル化(メチル、エチル、プロピル、イソプロピル、ブチル)フェノール、p−tert−アミルフェノール、4,4′−sec−ブチリデンフェノール、p−tert−ブチルフェノール、o−,m−またはp−クレゾール、p−シクロヘキシルフェノール、4,4′−イソプロピリデンフェノール、p−ノニルフェノール、p−オクチルフェノール、3−ペンタデシルフェノール、フェノール、フェニル−o−クレゾール、p−フェニルフェノール、キシレノールなどのホルムアルデヒド縮合物が挙げられる。
アミノ樹脂としては、例えば尿素、メラミン、ベンゾグアナミンなどのホルムアルデヒド付加物、さらにこれらの炭素原子数が1〜6のアルコールによるアルキルエーテル化合物を挙げることができる。具体的にはメトキシ化メチロール尿素、メトキシ化メチロールN,N−エチレン尿素、メトキシ化メチロールジシアンジアミド、メトキシ化メチロールメラミン、メトキシ化メチロールベンゾグアナミン、ブトキシ化メチロールメラミン、ブトキシ化メチロールベンゾグアナミンなどが挙げられる。好ましくはメトキシ化メチロールメラミン、ブトキシ化メチロールメラミン、およびメチロール化ベンゾグアナミンであり、それぞれ単独または併用して使用することができる。
エポキシ化合物としてはビスフェノールAのジグリシジルエーテルおよびそのオリゴマー、水素化ビスフェノールAのジグリシジルエーテルおよびそのオリゴマー、オルソフタル酸ジグリシジルエステル、イソフタル酸ジグリシジルエステル、テレフタル酸ジグリシジルエステル、p−オキシ安息香酸ジグリシジルエステル、テトラハイドロフタル酸ジグリシジルエステル、ヘキサハイドロフタル酸ジグリシジルエステル、コハク酸ジグリシジルエステル、アジピン酸ジグリシジルエステル、セバシン酸ジグリシジルエステル、エチレングリコールジグリシジルエーテル、プロピレングリコールジグリシジルエーテル、1,4−ブタンジオールジグリシジルエーテル、1,6−ヘキサンジオールジグリシジルエーテルおよびポリアルキレングリコールジグリシジルエーテル類、トリメリット酸トリグリシジルエステル、トリグリシジルイソシアヌレート、1,4−ジグリシジルオキシベンゼン、ジグリシジルプロピレン尿素、グリセロールトリグリシジルエーテル、トリメチロールプロパントリグリシジルエーテル、ペンタエリスリトールトリグリシジルエーテル、グリセロールアルキレンオキサイド付加物のトリグリシジルエーテルなどを挙げることができる。
さらにイソシアネート化合物としては芳香族、脂肪族のジイソシアネート、3価以上のポリイソシアネートがあり、低分子化合物、高分子化合物のいずれでもよい。たとえば、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、トルエンジイソシアネート、ジフェニルメタンジイソシアネート、水素化ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、水素化キシリレンジイソシアネート、イソホロンジイソシアネートあるいはこれらのイソシアネート化合物の3量体、およびこれらのイソシアネート化合物の過剰量と、たとえばエチレングリコール、プロピレングリコール、トリメチロールプロパン、グリセリン、ソルビトール、エチレンジアミン、モノエタノールアミン、ジエタノールアミン、トリエタノールアミンなどの低分子活性水素化合物または各種ポリエステルポリオール類、ポリエーテルポリオール類、ポリアミド類の高分子活性水素化合物などとを反応させて得られる末端イソシアネート基含有化合物が挙げられる。
イソシアネート化合物としてはブロック化イソシアネートであってもよい。イソシアネートブロック化剤としては、例えばフェノール、チオフェノール、メチルチオフェノール、クレゾール、キシレノール、レゾルシノール、ニトロフェノール、クロロフェノール等のフェノール類、アセトキシム、メチルエチルケトオキシム、シクロヘキサノンオキシムなどのオキシム類、メタノール、エタノール、プロパノール、ブタノールなどのアルコール類、エチレンクロルヒドリン、1,3−ジクロロ−2−プロパノールなどのハロゲン置換アルコール類、t−ブタノール、t−ペンタノールなどの第3級アルコール類、ε−カプロラクタム、δ−バレロラクタム、γ−ブチロラクタム、β−プロピルラクタムなどのラクタム類が挙げられ、その他にも芳香族アミン類、イミド類、アセチルアセトン、アセト酢酸エステル、マロン酸エチルエステルなどの活性メチレン化合物、メルカプタン類、イミン類、尿素類、ジアリール化合物類重亜硫酸ソーダなども挙げられる。ブロック化イソシアネートは上記イソシアネート化合物とイソシアネート化合物とイソシアネートブロック化剤とを従来公知の適宜の方法より付加反応させて得られる。
これらの架橋剤には硬化剤あるいは促進剤を併用することもできる。架橋剤の配合方法としてはベース樹脂に混合する方法が挙げられるが、さらにあらかじめポリエステル又はポリエステルポリウレタン樹脂を有機溶剤溶液中に溶解させ、その混合溶液を水に分散させる方法があり、架橋剤の種類により任意に選択することが出来る。硬化反応は、一般に本発明のポリエステル又はポリエステルポリウレタン樹脂100部(固形分)に対して硬化用樹脂5〜40部(固形分)が配合され硬化剤の種類に応じて60〜250℃の温度範囲で1〜60分間程度加熱することにより行われる。必要の場合、反応触媒や促進剤も併用される。
(粒子化製法)
前記イオン性基を有する樹脂水分散体、ポリエステル又はポリエステルポリウレタン樹脂の水分散体は、さらに緩慢凝集させることにより、より大きな粒子径を作製することができる。緩慢凝集を実現する手段としては、水分散体に電解質等のイオン性の化合物を添加し、系内のイオン強度を上げる方法が効果的である。また他に、(1)光分解、熱分解、あるいは加水分解等によるイオン性基の切り離し、(2)温度、pH等の走査によるイオン性基の解離度の制御、(3)対イオンによるイオン性基の封鎖、等の手段を用いることができる。
本発明において緩慢凝集させる手法としては、たとえば、アミノアルコールとカルボン酸のエステル化合物を系内に添加し、該エステル化合物を加水分解させることにより生じるアミノアルコールとカルボン酸を系内に生じせしめてイオン強度を上げる方法を例示することができる。かかる方法によれば、系内で局所的な濃度ムラを生じることなくイオン強度を増加させることが出来るため、粒子径の揃った良好な樹脂粒子を得ることができる。
(砥粒)
本発明で用いられる砥粒としては、研磨砥粒を特に制限なく使用することができる。好ましくは、前記例示の酸化ケイ素、酸化セリウム、酸化アルミニウム、酸化ジルコニウム、酸化第2鉄、酸化クロム、ダイヤモンドなどがあげられる。これら研磨砥粒は、研磨対象に応じて適宜選択が可能である。特に好ましくは、酸化ケイ素、酸化セリウム、酸化アルミニウムが好ましい。これら、砥粒はシリコンウエハそのものや、シリコンウエハ上に堆積させたシリコン酸化膜や、アルミニウム、銅等の金属配線材料、さらにはガラス基板等への研磨特性に優れる。その研磨において最適な砥粒を適宜選択することが出来る。またこれら砥粒は、前記の通り、平均粒子径が5〜1000nmの微粒子砥粒である。
本発明では、研磨層中に含まれる砥粒の含有量が20〜95重量%であることが好ましく、特に好ましくは、60〜85重量%である。砥粒の含有量が20重量%以下の場合、砥粒の体積含有率が低下し、研磨パッドを製作したときに、研磨レートの低下ないしは研磨レートが出なくなることがある。砥粒が90重量%%を超えた場合、該研磨層を形成する樹脂と砥粒を混合して成形する際に、その混合液の粘度が非常に高くなり加工適性がなくなる。また、コーティングにより得られた塗膜の強度が得らず研磨中に塗膜の剥落が発生し、スクラッチの原因となる。
(研磨層形成材の調製:複合化)
前記イオン性基を有する樹脂(ポリエステル系樹脂)や、ポリエステル又はポリエステルポリウレタン樹脂の研磨層形成樹脂と砥粒微粒子により研磨層を形成するが、これら研磨層形成材は溶剤に溶解分散した溶液、または前記樹脂の水分散体と砥粒とを混合した溶液として用いられる。
これら研磨層形成材の調製にあたり、イオン性基を有する樹脂(ポリエステル系樹脂)粒子と砥粒微粒子は複合化することができる。複合化させる方法としては、いわゆるヘテロ凝集法を用いることが出来る。
以下、ポリエステル樹脂にスルホン酸ナトリウム基が導入された場合を例に説明する。スルホン酸ナトリウム基を導入されたポリエステル樹脂粒子の表面は常にマイナスに帯電している。一般に無機粒子はpHにより極性が変化することが知られている。例えば二酸化珪素の微粒子の場合は中性領域ではマイナスに帯電しているが低pHではプラスに帯電する。中性付近に調整されたポリエステル樹脂粒子の水分散体と、同じく中性付近に調整された二酸化珪素微粒子の水分散体を混合すれば、両者は共に表面がマイナス帯電しているため、反発しあって、安定に分散状態を保持する。この系内に酸を滴下し、pHを緩やかに低下せしめれば、ある時点より二酸化珪素微粒子の表面電荷が逆転し、ポリエステル樹脂粒子表面に二酸化珪素微粒子が、まぶされたような複合粒子を得ることができる。
(研磨層)
研磨層の形成法は特に制限されないが、前記研磨層形成樹脂と砥粒を含有する研磨層形成材(溶液)を、たとえば、コーティング後、乾燥することにより形成される。コーティング方法としては、特に制限さらず、ディップコート法、はけ塗り法、ロールコート法、スプレー法、その他、各種の印刷法を適用できる。
得られた研磨層中には気泡を含有させる。研磨層中に気泡が形成されていれば、その方法は特に制限されない。気泡サイズとしては、好ましくは10〜100μmである。気泡を含有させる方法としては、たとえば、
▲1▼研磨層形成材(溶液)中に、内部気泡径が10〜100μmの中空樹脂粒子を混合したものを用いて研磨層を形成する方法。
▲2▼研磨層形成材(溶液)中に、イオン性基を有する樹脂に不溶である液体を混合したものを用い、コーティングの後に乾燥しその部分が気泡となるように研磨層を形成する方法。
▲3▼研磨層形成材(溶液)中に、アジド化合物等の熱又は光によって分解しガスを発生する物質を混合したものを用い、コーティングの後に光照射又は加熱によって気泡を発生させて研磨層を形成する方法。
▲4▼研磨層形成材(溶液)を撹拌翼にて高速にせん断し機械的に気泡を混合した後、研磨層を形成して気泡を取り入れる方法。
(研磨パッド)
本発明の研磨パッドは、前記研磨層形成樹脂中に砥粒が分散されている研磨層を有するものである。研磨層は、通常、基板上に、コーティングすることによりシート状で得られる。研磨層の厚さは、通常、10〜500μm程度である。好ましくは50〜500μmである。研磨層の厚さが、10μm未満の場合、研磨パッドとして場合の寿命が著しく短くなってしまう。また、500μmを超える場合は、研磨層を形成した後に、激しくカールしてしまい、良好な研磨を妨げてしまう。
なお、本発明の研磨パッドは、砥粒を分散した樹脂がバルク、またはシート状であっても良いが、高分子基板上にコーティングした構成の研磨パッドであることが好ましい。
高分子基板としては、特に限定される物ではないが、ポリエステル系、ポリアミド系、ポリイミド系、ポリアミドイミド系、アクリル系、セルロース系、ポリエチレン系、ポリプロピレン系、ポリオレフィン系、ポリ塩化ビニル系、ポリカーボネート、フェノール系、ウレタン系樹脂などの素材の高分子基板が挙げられる。これらのなかでも、特に好ましくは、接着性、強度、環境負荷などの観点から、ポリエステル系樹脂ないしはポリカーボネート樹脂、アクリル樹脂、ABS樹脂が好ましい。高分子基板の厚さは、通常、50〜250μm程度である。
さらに本発明におぜんき研磨層の高分子基板との密着強度がクロスカットテストを用いた場合、90以上であることが望ましく、特に好ましくは100である。この値が90未満である膜は付着力が弱く、研磨を行なった場合、塗膜の剥落が発生し、スクラッチの原因となる。
本発明の研磨パッドには、研磨層と高分子基板との間に、被研磨物の均一性を向上させるために、研磨層よりも柔らかい材料からなるクッション層、さらには必要に応じて他の層を積層することができる。クッション層の材料としては、不織布、樹脂含浸不織布、各種発泡樹脂体(発泡ポリウレタン、発泡ポリエチレン)等があげられる。また研磨層表面には適宜に溝を形成することもできる。
高分子基板とクッション層の貼り合せは、接着剤ないしは両面テープで張り合わせることが好ましい。この場合の接着剤ないしは両面テープは特に限定される物ではないが、好ましくはアクリル樹脂系、スチレンブタジエンゴム系などがあげられる。また、該層の接着強度は180度剥離テストにおいて600g/cm以上の強度であるのが好ましい。この接着強度が600g/cm未満の場合、研磨中に高分子基板とクッション層との剥離が発生する場合がある。
クッション層を設ける場合、研磨層の厚さが、好ましくは250μm〜2mmであるのが好ましく、特に好ましくは300μm〜1mm以下である。研磨層の厚さが250μm未満の場合、実際に研磨を行なった場合、研磨層も磨り減ってしまい研磨パッドの寿命が短くなり実用的ではない。一方、研磨層の厚さが2mmを超える場合、コーティング後乾燥した場合、表面に大きなひび割れが発生し、綺麗な塗膜を得ることが出来ない。この場合、高分子基板の厚さとしては、好ましくは0.25〜1mmである。
実施例
以下に実施例を示し、本発明をさらに詳細に説明するが、本発明はこれらになんら限定される物ではない。
製造例1
温度計、撹拌機を備えたオートクレーブ中に、
ジメチルテレフタレート 96重量部
ジメチルイソフタレート 94重量部
5−ナトリウムスルホジメチルイソフタレート 6重量部
トリシクロデカンジメチロール 40重量部
エチレングリコール 60重量部
ネオペンチルグリコール 91重量部
テトラブトキシチタネート 0.1重量部
を仕込み180〜230℃で120分間加熱してエステル交換反応を行った。ついで反応系を250℃まで昇温し、系の圧力0.13〜1.3Paとして60分間反応を続けた結果、共重合ポリエステル樹脂(A1)を得た。NMR等により測定した、得られた共重合ポリエステル樹脂(A1)の組成、数平均分子量およびイオン性基量を表5−1に示す。なお、イオン性基量はスルホン酸ナトリウムの場合にはイオウ元素量を蛍光X線分析により求め換算した値である。
製造例2〜6
製造例1において、多価カルボン酸と多価アルコールの種類、組成比を変え、得られるポリエステル樹脂の組成、数平均分子量およびイオン性基量が表5−1に示されるものになるように変えたこと以外は製造例1と同様に重合を行い、ポリエステル樹脂(A2)〜(A6)を得た。
TPA:テレフタル酸
IPA イソフタル酸
SA セバシン酸
CHDA シクロヘキサンジカルボン酸
SIP 5−ナトリウムスルホイソフタル酸
F フマル酸
EG エチレングリコール
NPG ネオペンチルグリコール
TCD トリシクロデカンジメタノール
CHDM シクロヘキサンジメタノール
PG プロピレングリコール
MPD 3−メチル−1,5−ペンタンジオール
を示す。
実施例5
(水分散体の製造)
上記で得られた共重合ポリエステル樹脂(A1)100重量部、メチルエチルケトン66重量部、テトラヒドロフラン33重量部を70℃にて溶解した後、68℃の水200部を添加して、粒子径約0.1μmの共重合ポリエステル径樹脂の水系ミクロ分散体を得た。さらに得られた水系ミクロ分散体を蒸留用フラスコに入れ、留分温度が100℃に達するまで蒸留し、冷却後に水を加え固形分濃度30%の無溶剤の共重合ポリエステル水系分散体を得た。共重合ポリエステル樹脂(A2)〜(A4)についても、上記と同様にして水系分散体とした。各水系分散体の粒子径を表5−2に示す。
温度計、コンデンサー、撹拌羽根を備えた四つ口の3リットルセパラブルフラスコに、共重合ポリエステル水系分散体(A1)1000重量部およびジメチルアミノエチルメタクリレート8.0重量部を入れ、撹拌しながら室温から80℃まで30分かけて昇温し、さらに80℃にて5時間保持した。その間、系内のpHは10.5から6.2まで低下、導電率は1.8mSから9.0mSまで上昇した。これはジメチルアミノエチルメタクリレートがジメチルアミノエタノールとメタクリル酸に加水分解することにより発生したメタクリル酸のカルボキシル基によりアミンが中和されて塩となり、イオン強度が上がったことを示唆する。この時点において、共重合ポリエステル水系分散体に存在した約0.1μmの微粒子は緩凝集により合体粒子成長していることが光学顕微鏡観察により確認された。
セパラブルフラスコを氷水にて室温まで冷却し、成長したポリエステル樹脂粒子の粒子径分布を測定したところ、平均粒径3.5μm、直径をDとした場合に0.5D〜2Dの範囲の粒径を有する粒子の占有率92wt%であった。
得られたポリエステル樹脂粒子を濾紙にて脱水洗浄し、水に再分散し、固形分濃度20重量%のポリエステル樹脂粒子水分散体(B1)を得た。
共重合ポリエステル樹脂(A2)〜(A4)についても、上記と同様にしてポリエステル樹脂粒子(B2)〜(B4)の水分散体とした。その平均粒径を表5−3に示す。
撹拌羽根を備えた三つ口の3リットルセパラブルフラスコに、得られたポリエステル樹脂(A1)の水分散体を750重量部入れ、次に砥粒としてコロイダルシリカ(日産化学工業社製スノーテックスST−ZL)844重量部を撹拌しながら緩やかに添加した。得られた混合液は、凝集することなく均一な分散液となった。さらにこの分散液を、ポリエステルフィルム(東洋紡績社製コスモシャインA4100)にギャップ100μmのアプリケーターを用いてコーティングした後、120℃にて30分間乾燥して研磨フィルム(F1)を得た。得られたフィルムは、シリカ砥粒を60wt%含有したポリエステルコート層が、約30μm厚で形成されていた。また、得られたコート層の断面を走査型電子顕微鏡で観察したところ、砥粒が凝集することなく、非常に綺麗にポリエステル樹脂中に分散されていた。
同様に、樹脂(A2)〜(A4)に付いても製作を行い研磨フィルム(F2)〜(F4)を得た。何れも、良好に砥粒が分散でき、綺麗なコーティング膜が形成できた。
(砥粒凝集粒子の製作)
温度計、コンデンサー、撹拌羽根を備えた四つ口の3リットルセパラブルフラスコに、得られたポリエステル樹脂粒子(B1)の20wt%水分散体の1000重量部を入れ、pHが6.8であることを確認した後、静かに撹拌しながらにコロイダルシリカ水分散体(日産化学工業社製スノーテックスST−XL)をポリエステル/シリカ=30/70(重量比)となるように、緩やかに添加した。
添加直後のpHは6.5であった。次いで温度を室温に保ったまま、pHが1.8に減ずるまで0.1規定の塩酸を滴下し、その後、30分間かけて80℃まで昇温し、15分間、80℃に保持した後、氷水にて室温まで冷却した。
得られた分散体を再び濾紙にて、洗浄水のpHが6以上に達するまで脱水洗浄を繰り返し、ポリエステル樹脂とシリカの複合粒子(C1)を得た。得られた複合粒子(C1)は走査型電子顕微鏡にて観察した結果、ポリエステル樹脂粒子の表面にシリカ微粒子が貼り付いた形態を呈することが確認された。
同様にポリエステル粒子(B2)〜(B4)を用いて複合粒子(C1)〜(C4)を得た。さらに、得られた複合粒子(C1)〜(C4)を離型剤の塗布またはコーティングされた容器に細密充填し、これをそれぞれの樹脂のTg以上に約1時間加熱し厚さ10mm、直径60cmの円盤(P1)〜(P4)を成型した。
実施例6−1
(砥粒複合混合液の調製)
撹拌羽根を備えた三つ口の3リットルセパラブルフラスコに、得られたポリエステル系樹脂(A1)の水分散体を750重量部入れ、次に砥粒としてコロイダルシリカ(日産化学工業社製スノーテックスST−ZL)844重量部を撹拌しながら緩やかに添加した。得られた混合液は、凝集することなく均一な分散液となった。この分散液に、気泡となる中空微粒子(日本フェライト社製エクスパンセル551DE)を8重量部をゆっくりと撹拌しながら添加し、砥粒複合混合液を調製した。
(研磨パッドの作製)
前記砥粒複合混合液を、ポリエステルフィルム(東洋紡績社製コスモシャインA4100)にギャップ100μmのアプリケーターを用いてコーティングした後、120℃にて30分間乾燥して研磨層:研磨フィルム(F1)を得た。得られた研磨フィルムは、シリカ砥粒を60重量%含有し、直径約30μmの気泡(体積30%)を有したポリエステル系樹脂コート層(研磨層)が、約40μm厚で形成されていた。また、得られた研磨層の断面を走査型電子顕微鏡で観察したところ、砥粒が凝集することなく、非常に綺麗にポリエステル系樹脂中に分散されていた。
実施例6−2〜4
実施例5において、共重合ポリエステル系樹脂(A1)の水分散体を共重合ポリエステル樹脂(A2)〜(A4)の水分散体に変えた以外は実施例5と同様にして砥粒複合混合液の調製し、さらに研磨パッド:研磨フィルム(F2)〜(F4)を作製した。得られた研磨フィルム(F2)〜(F4)はいずれも良好に砥粒が分散されており、綺麗な研磨層を形成できた。
実施例6−5
(砥粒複合混合液の調製)
撹拌羽根を備えた三つ口の3リットルセパラブルフラスコに、得られたポリエステル系樹脂(A1)の水分散体を750重量部入れ、次に砥粒としてコロイダルシリカ(日産化学工業社製スノーテックスST−ZL)844重量部を撹拌しながら緩やかに添加した。得られた混合液は、凝集することなく均一な分散液となった。さらに、この分散液を撹拌翼を用いて高速にせん断し、気泡を積極的に混合して、砥粒複合混合液を調製した。
(研磨パッドの作製)
前記砥粒複合混合液を、ポリエステルフィルム(東洋紡績社製コスモシャインA4100)にギャップ100μmのアプリケーターを用いてコーティングした後、120℃にて30分間乾燥して研磨層:研磨フィルム(F5)を得た。得られた研磨フィルムは、シリカ砥粒を60重量%含有し、直径約10〜30μmの気泡(体積30%)を有したポリエステル系樹脂コート層(研磨層)が、約40μm厚で形成されていた。また、得られた研磨層の断面を走査型電子顕微鏡で観察したところ、砥粒が凝集することなく、非常に綺麗にポリエステル系樹脂中に分散されていた。
実施例7
(水分散体の製造)
共重合ポリエステル樹脂(A1)100重量部、メチルエチルケトン66重量部、テトラヒドロフラン33重量部を70℃にて溶解した後68℃の水200部を添加し、粒子径約0.1μmの共重合ポリエステル樹脂の水系ミクロ分散体を得た。さらに得られた水系ミクロ分散体を蒸留用フラスコに入れニ、留分温度が100℃に達するまで蒸留し、冷却後に水を加え固形分濃度を30%の無溶剤の共重合ポリエステル水系分散体を得た。
ポリエステル樹脂(A5)、(A6)について、撹拌機、温度計、還流装置と定量滴下装置を備えた反応器にポリエステル樹脂(A5)60重量部、メチルエチルケトン70重量部、イソプロピルアルコール20重量部、マレイン酸無水物6.4重量部、フマル酸ジエチル5.6重量部をいれ加熱、撹拌し還流状態で樹脂を溶解した。樹脂が完溶した後、スチレン8重量部とオクチルメルカプタン1重量部の混合物、アゾビスイソブチルニトリル1.2重量部をメチルエチルケトン25重量部、イソプロピルアルコール5重量部の混合溶液に溶解した溶液とを、1.5時間かけてポリエステル溶液中にそれぞれ滴下し、さらに3時間反応させ、グラフト体(B2)溶液を得た。このグラフト体溶液にエタノール20部を添加し、30分間還流状態でグラフト体側鎖中のマレイン酸無水物と反応させた後、室温まで冷却した。次いでこれにトリエチルアミン10重量部を添加し中和した後にイオン交換水160部を添加し30分間撹拌した。その後、加熱により媒体中に残存する溶媒を溜去し、最終的な水分散体(C2)とした。生成した水分散体は乳白色で平均粒子径80nm、25℃におけるB型粘度は50cpsであった。このグラフト体のグラフト効率は60%であった。また、得られたグラフト体の側鎖の分子量は、8000であった。
同様にして、樹脂(A6)に対しては、表5−4、表5−5に示す組成においてグラフト化を行い、種々の水分散体(C2)(C3)を製造した。NMR等により測定した組成分析結果を表に示す。表中各成分はモル%を示す。水分散体の平均粒子径を表5−6に示す。
BZA ベンジルアクリレート
DEF フマル酸ジエチル
MAnh マレイン酸無水物
AIBN アゾビスイソブチロニトリル
を示す。
撹拌羽根を備えた三つ口の3リットルセパラブルフラスコに、得られたポリエステル樹脂の水分散体(C1)を350重量部、水分散体(C3)を350重量部入れ、次に砥粒としてコロイダルシリカ(日産化学工業社製スノーテックスST−ZL)844重量部を撹拌しながら緩やかに添加した。得られた混合液は、凝集することなく均一な分散液となった。さらにこの分散液を、ポリエステルフィルム(東洋紡績社製コスモシャインA4100)にギャップ100μmのアプリケーターを用いてコーティングした後、120℃にて30分間乾燥して研磨フィルム(F1)を得た。得られたフィルムは、シリカ砥粒を60wt%含有したポリエステルコート層が、約30μm厚で形成されていた。また、得られたコート層の断面を走査型電子顕微鏡で観察したところ、砥粒が凝集することなく、非常に綺麗にポリエステル樹脂中に分散されていた。
実施例7−2
実施例7−1と同様に、水分散体(C2)と(C3)を混合して製作を行い研磨フィルム(F2)を得た。この塗膜も良好に砥粒が分散でき、綺麗なコーティング膜が形成できた。
実施例8
(ポリエステル樹脂の製造例)
撹拌機、温度計および部分還流式冷却器を具備したステンレススチール製オートクレーブにジメチルテレフタレート466部、ジメチルイソフタレート466部、ネオペンチルグリコール401部、エチレングリコール443部、およびテトラ−n−ブチルチタネート0.52部を仕込み、160℃〜220℃まで4時間かけてエステル交換反応を行なった。次いでフマル酸23部を加え200℃から220℃まで1時間かけて昇温し、エステル化反応を行なった。次いで255℃まで昇温し、反応系を徐々に減圧したのち0.26Paの減圧下で1時間30分反応させ、ポリエステル(A1)を得た。得られたポリエステル(A1)は淡黄色透明であった。NMR等により測定した組成は次の通りであった。
ジカルボン酸成分:テレフタル酸47モル%、イソフタル酸48モル%、フマル酸5モル%
ジオール成分:ネオペンチルグリコール50モル%、エチレングリコール50モル%
同様の方法により表5−7に示した種々のポリエステル(A2、A5、A6)を製造した。各ポリエステルの分子量とNMR等により測定した組成分析結果を表5−7に示す。表中各成分はモル%を示す。
TPA テレフタル酸
IPA イソフタル酸
SA セバシン酸
F フマル酸
EG エチレングリコール
NPG ネオペンチルグリコール
MPD 3−メチル−1,5−ペンタンジオール
を示す。
(ポリエステルポリウレタン樹脂の製造例)
撹拌機、温度計および部分還流式冷却器を具備したステンレススチール製オートクレーブにジメチルテレフタレート466部、ジメチルイソフタレート466部、ネオペンチルグリコール401部、エチレングリコール443部、およびテトラ−n−ブチルチタネート0.52部を仕込み、160℃〜220℃まで4時間かけてエステル交換反応を行なった。次いでフマル酸23部を加え200℃から220℃まで1時間かけて昇温し、エステル化反応を行なった。次いで255℃まで昇温し、反応系を徐々に減圧したのち0.39Paの減圧下で1時間反応させ、ポリエステル(A5)を得た。得られたポリエステル(A5)は淡黄色透明であった。NMR等により測定した組成は次の通りであった。
ジカルボン酸成分:テレフタル酸47モル%、イソフタル酸48モル%、フマル酸5モル%
ジオール成分:ネオペンチルグリコール50モル%、エチレングリコール50モル%
このポリエステルポリオール100部を撹拌機、温度計および部分還流式冷却器を具備した反応器中にメチルエチルケトン100部と共に仕込み溶解後、ネオペンチルグリコール3部、ジフェニルメタンジイソシアネート15部、ジブチル錫ラウレート0.02部を仕込み、60〜70℃で6時間反応させた。次いでジブチルアミン1部を加え反応系を室温まで冷却し反応を停止した。得られたポリウレタン樹脂(A3)の還元粘度は0.52であった。
同様の方法によりポリエステルポリウレタン(A4)を製造した。各ポリエステルの分子量とNMR等により測定した組成分析結果を表5−7に、各ポリエステルポリウレタンの分子量とNMR等により測定した組成分析結果を表5−8に示す。
NPG ネオペンチルグリコール
MDI ジメチルメタンジイソシアネート
IPDI イソホロンジイソシアネート
を示す。
(水分散体の製造)
撹拌機、温度計、還流装置と定量滴下装置を備えた反応器にポリエステル樹脂(A1)60部、メチルエチルケトン70部、イソプロピルアルコール20部、マレイン酸無水物6.4部、フマル酸ジエチル5.6部を入れ加熱、撹拌し還流状態で樹脂を溶解した。樹脂が完溶した後、スチレン8部とオクチルメルカプタン1部の混合物、アゾビスイソブチルニトリル1.2部をメチルエチルケトン25部、イソプロピルアルコール5部の混合溶液に溶解した溶液とを、1.5時間かけてポリエステル溶液中にそれぞれ滴下し、さらに3時間反応させ、グラフト体(B1)溶液を得た。このグラフト体溶液にエタノール20部を添加し、30分間還流状態でグラフト体側鎖中のマレイン酸無水物と反応させた後、室温まで冷却した。次いでこれにトリエチルアミン10部を添加し中和した後にイオン交換水160部を添加し30分間撹拌した。その後、加熱により媒体中に残存する溶媒を溜去し、最終的な水分散体(C1)とした。生成した水分散体は乳白色で平均粒子径80nm、25℃におけるB型粘度は50cpsであった。このグラフト体のグラフト効率は60%であった。また、得られたグラフト体の側鎖の分子量は、8000であった。
同様にして、樹脂(A2〜A4)に対し、表5−9に示す組成においてグラフト化を行い、種々の水分散体(C2〜C4)を製造した(表5−10)。NMR等により測定した組成分析結果を表に示す。表中各成分はモル%を示す。
EA アクリル酸
MMA メタクリル酸
BZA ベンジルアクリレート
DEF フマル酸ジエチル
MAnh マレイン酸無水物
AIBN アゾビスイソブチロニトリル、
を示す。
(砥粒複合塗膜の製作)
撹拌羽根を備えた三つ口の3リットルセパラブルフラスコに、得られた水分散体(C1)の固形分30重量%の水分散体を23重量部入れ、これに純水8.5重量部とメラミン架橋剤(サイメル325)1.2重量部を添加し撹拌する。次に砥粒として平均粒子径0.3μmの酸化セリウム(シーベルヘグナー ナノスケールセリア)67重量部を撹拌しながら緩やかに添加した。得られた混合液は、凝集することなく均一な分散液となった。さらにこの分散液を、ポリエステルフィルム(東洋紡績社製コスモシャインA4100)にギャップ100μmのアプリケーターを用いてコーティングした後、120℃にて30分間乾燥して研磨フィルム(F1)を得た。得られたフィルムは、酸化セリウム砥粒を89wt%含有したポリエステルコート層が、約75μm厚で形成されていた。また、得られたコート層の断面を走査型電子顕微鏡で観察したところ、砥粒が凝集することなく、非常に綺麗にポリエステル樹脂中に分散されていた。
同様に、水分散体(C2)〜(C4)に付いても製作を行い研磨フィルム(F2)〜(F4)を得た。何れも、良好に砥粒が分散でき、綺麗なコーティング膜が形成できた。
比較例5−1
熱可塑性ポリエステル系樹脂(東洋紡績社製バイロンRV200,イオン性基量0eq/ton)600重量部と直径0.5μmのシリカパウダー400重量部を、当該樹脂のTg(68℃)以上の温度で溶融混合させようとしたが、粘度が非常に高く混合が不可能であった。
比較例5−2
熱可塑性ポリエステル系樹脂(東洋紡績社製バイロンRV200,イオン性基量0eq/ton)800重量部と直径0.5μmのシリカパウダー200重量部を、当該樹脂のTg(68℃)以上の温度で溶融混合した。この混合液を離型剤の塗布またはコーティングされた容器に流し込み、厚さ10mm、直径60cmの円盤状の研磨層(研磨パッド)を得た。得られた研磨パッドの断面を走査型電子顕微鏡で観察したところ、シリカ粒子が凝集し、数ミクロンの塊となっているのが観察された。
比較例5−3
容器に、ポリエーテル系ウレタンプレポリマー(ユニローヤル社製アジプレンL−325,イオン性基量0eq/ton)を3000重量部、界面活性剤(ジメチルポリシロキサン・ポリオキシアルキル共重合体,東レダウコーニングシリコーン社製SH192)を19重量部および酸化セリウム(シーベルヘグナー製ナノスケールセリア)を5000重量部を入れ、その後、撹拌機を交換し、硬化剤(4,4′−メチレン−ビス〔2−クロロアニリン〕)770重量部を撹拌しながら投入し、撹拌機にて約400rpmで撹拌しようと試みたが、急激に増粘し、撹拌不可能であった。
比較例5−4
容器にポリエーテル系ウレタンプレポリマー(ユニローヤル社製アジプレンL−325,イオン性基量0eq/ton)を3000重量部と、界面活性剤(ジメチルポリシロキサン・ポリオキシアルキル共重合体,東レダウコーニングシリコーン社製SH192)を19重量部および酸化セリウム(シーベルヘグナー製ナノスケールセリア)を600重量部入れ、撹拌機にて約400rpmで撹拌し混合溶液を作り、その後、撹拌機を交換し、硬化剤(4,4′−メチレン−ビス〔2−クロロアニリン〕)770重量部を撹拌しながら投入した。約1分間撹拌した後、パン型のオープンモールドへ混合液を入れ、オーブンにて110℃で6時間ポストキュアを行い、発泡ポリウレタンブロックを製作した。得られた発泡ポリウレタンはアスカーD硬度にて65、圧縮率0.5%、比重0.95であり、平均気泡径35μmであった。得られた研磨パッドの断面を走査型電子顕微鏡で観察したところ、酸化セリウム粒子が凝集し、数ミクロンの塊となっているのが観察された。
上記実施例、比較例で得られた研磨パッド:研磨フィルムについて以下の評価を行った結果を表5−11に示す。
(研磨特性の評価)
研磨装置として岡本工作機械社製SPP600Sを用いて、研磨特性の評価を行った。研磨速度は、6インチのシリコンウエハに熱酸化膜を1μm製膜した物を、約0.5μm研磨してこのときの時間から算出した。酸化膜の膜厚測定には大塚電子社製の干渉式膜厚測定装置を用いた。研磨条件としては、薬液として、超純水にKOHを添加してpH11にした物を、研磨中に流量150ml/min添加した。研磨荷重としては350g/cm2、研磨定板回転数35rpm、ウエハ回転数30rpmとした。この様な条件で研磨を行なったときのシリコン熱酸化膜の研磨速度を表5−11に示す。表5−11に示されるように実施例の研磨フィルムは及び研磨パッド何れも1000Å/min以上の研磨速度が得られた。研磨速度は1200Å/min以上の研磨レートが好ましい。
(平坦化特性)
6インチシリコンウエハに熱酸化膜を0.5μm堆積させ、さらに所定のパターンニングを行った後、p−TEOSにて酸化膜を1μm堆積させ、初期段差0.5μmのパターン付きウエハを製作した。このウエハを前述条件にて研磨を行い、研磨後、各段差を測定し平坦化特性を評価した。平坦化特性としては2つの段差を評価した。1つはローカル段差であり、これは幅500μmのラインが50μmのスペースで並んだパターンにおける段差であり、もうひとつは100μmの等間隔のライン・アンド・スペースにおいて、スペースの凹部分の削れ量を調べた。結果を表5−11に示す。
(スクラッチ評価)
研磨し終えた6インチシリコンウエハの酸化膜表面を、トプコン社製ウエハ表面検査装置WM2500にて0.2μm以上の状痕が幾つ有るかを評価した。結果を表5−11に示す。
実施例9−1
撹拌翼を備えたフラスコに、水分散体ポリエステル樹脂TAD1000(東洋紡績社製 ガラス転移温度65℃ イオン性基量816eq/ton 固形分濃度30重量%)30重量部、同じく水分散体ポリエステル樹脂TAD3000(東洋紡績社製 ガラス転移温度30℃ イオン性基量815eq/ton 固形分濃度30重量%)40重量部、架橋剤サイメル325(三井サイテック社製)3重量部及び消泡剤サーフィノールDF75(日信化学工業社製)0.7重量部を撹拌混合した後、酸化セリウムパウダー(バイコウスキー社製 平均粒子径0.2μm)100重量部を逐次添加し、均一になるように撹拌した。得られた塗液はペースト状であり、これを、テーブル状ダイコーターを用いて、厚さ0.4mmのポリカーボネート板(三菱エンジニアリングプラスティック社製)に約400μmの厚さでコーティングを行なった。得られた樹脂板は110℃の熱風オーブンにて約20分間乾燥を行い徐冷後取り出した。得られた塗膜はポリカーボネート基板上に約350μmの厚さがあり、その断面を走査型電子顕微鏡にて観察を行なったところ、酸化セリウム微粒子が凝集することなく均一に分散されていることが確認された。また、得られた塗膜のクロスカットテープ剥離を行なったところ残存数は100で全く剥離が見られなかった。
次にこの塗膜基板を、厚さ1mmポリエチレン発泡体(東レ社製 アスカーC硬度52)と両面テープ#5782(積水化学工業社製)で面荷重1kg/cm2を印加しながら貼り合せ、さらに、ポリエチレン発泡体の反対側に再度両面テープを面荷重1kg/cm2を印加しながら貼り合せ研磨パッドとした。塗膜基板とポリエチレン発泡体との接着強度を引っ張り試験機で180度剥離テストを行なった結果、1000g/cm以上の接着力があった。
得られた研磨パッドの研磨特性に関しては表5−12に示す。得られた研磨パッドは研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
実施例9−2
実施例9−1と同様に、水分散ポリエステル樹脂TAD3000に変えてTAD2000(東洋紡績社製 ガラス転移温度20℃ イオン性基量1020eq/ton 固形分濃度30重量%)を用いて、また、コーティングする基材をポリカーボネートからABS樹脂に変えて、それ以外は実施例9−1と同様に研磨パッドを製作した。同じく結果を表5−12に併記するが、研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
実施例9−3
実施例9−1と同様に水分散ポリエステル樹脂TAD1000に変えてMD1200(東洋紡績社製 ガラス転移温度67℃ イオン性基量300eq/ton 固形分濃度34重量%)を用いて、また、コーティングする基材をポリカーボネートからアクリル樹脂に変えて、乾燥温度80℃、乾燥時間40分に変更し、それ以外は実施例9−1と同様に研磨パッドを製作した。同じく結果を表5−12に併記するが、研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
実施例9−4
実施例9−1と同様にポリカーボネート基板上にコーティングを行なった後、再度そのコート面に約400μmの厚さでコーティングを行い、それ以降は実施例9−1と同様に製作を行なった。得られた塗膜の厚さは、約700μmとなり、クロスカットテープテストを行なった残存枚数は100で塗膜に変化は無かった。この研磨パッドを用いて研磨を行なったところ、研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
実施例9−5
実施例9−1において、樹脂基板と張り合わせるクッション層をポリエチレン発泡体からポリウレタン発泡体(アスカーC硬度 55)に変えて、それ以外は実施例9−1と同様に製作を行なった。この研磨パッドを用いて研磨を行なったところ、研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
参考例1−1
実施例9−1において、水分散ポリエステル樹脂TAD3000を混合せず、それ以外は実施例9−1と同様に研磨パッドを製作したところ、乾燥後の研磨層表面が大きくひび割れていた。このような研磨パッドで研磨を実施したところ、一部塗膜の剥落が発生し研磨していたウエハにスクラッチが多数観察された。
参考例1−2
実施例9−1において、水分散ポリエステル樹脂TAD1000を混合せず、それ以外は実施例9−1と同様に研磨パッドを製作したところ、良好な塗膜を得たが、表面はややべたついていた。このような研磨パッドで研磨を実施したところ、ウエハが研磨パッド表面に貼り付き研磨中に激しい振動が発生し遂にはウエハがウエハホルダーより外れてしまった。
参考例1−3
実施例9−1において、樹脂基板とポリエチレ発泡体を面荷重を殆ど印加せず貼り合せ研磨パッドを作製した。作製された研磨パッドの樹脂基板とポリエチレン発泡体との接着力を180度剥離テストで測定したところ400g/cmの接着力しかなかった。このような研磨パッドで研磨テストを行なったところ、ウエハを数枚処理したところで、研磨微粒子がコーティングされた樹脂基板とポリエチレン発泡体層との間で研磨中に剥離が発生し、研磨することが出来なくなった。
参考例1−4
実施例9−1において酸化セリウムパウダー(バイコウスキー社製 平均粒子径1.5μm)500重量部に変更し、それ以外は実施例9−1と同様にして研磨パッドを製作した。得られた研磨層は付着力、膜強度が極めて弱く基板材料を曲げたりすると塗膜が剥離してしまい、ポリエチレン発泡体層の積層ができなかった。
実施例10−1
撹拌翼を備えたフラスコに、水分散体ポリエステル樹脂TAD1000(東洋紡績社製 ガラス転移温度65℃ イオン性基量816eq/ton 固形分濃度30重量%)35重量部、同じく水分散体ポリエステル樹脂TAD300(東洋紡績社製 ガラス転移温度30℃ イオン性基量815eq/ton 固形分濃度30重量%)45重量部、架橋剤サイメル325(三井サイテック社製)3.5重量部及び消泡剤サーフィノールDF75(日信化学工業社製)0.7重量部を撹拌混合した後、酸化セリウムパウダー(バイコウスキー社製 平均粒子径0.2μm)95重量部を逐次添加し、均一になるように撹拌した。得られた塗液はペースト状であり、これを、テーブル状ダイコーターを用いて、厚さ0.4mmのポリカーボネート板(三菱エンジニアリングプラスティック社製)に約400μmの厚さでコーティングを行なった。得られた樹脂板は110℃の熱風オーブンにて約20分間乾燥を行い徐冷後取り出した。得られた塗膜はポリカーボネート基板上に約350μmの厚さがあり、その断面を走査型電子顕微鏡にて観察を行なったところ、酸化セリウム微粒子が凝集することなく均一に分散されていることが確認された。また、得られた塗膜のクロスカットテープ剥離を行なったところ残存数は100で全く剥離が見られなかった。
次にこの塗膜基板を、厚さ1mmポリエチレン発泡体(東レ社製 アスカーC硬度52)と両面テープ#5782(積水化学工業社製)で面荷重1kg/cm2を印加しながら貼り合せ、さらに、ポリエチレン発泡体の反対側に再度両面テープを面荷重1kg/cm2を印加しながら貼り合せ研磨パッドとした。塗膜基板とポリエチレン発泡体との接着強度を引っ張り試験機で1800度剥離テストを行なった結果、1000g/cm以上の接着力があった。この研磨パッドの表面に回転砥石による研削加工を行い、溝幅1mm、溝ピッチ6.2mm、深さ400μmの格子状溝を形成した。
得られた研磨パッドの研磨特性に関しては表5−12にしめす。得られた研磨パッドは研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
実施例10−2
実施例10−1と同様に、水分散ポリエステル樹脂TAD3000に変えてTAD2000(東洋紡績社製 ガラス転移温度20℃ イオン性基量1020eq/ton 固形分濃度30重量%)を用いて、また、コーティングする基材をポリカーボネートからABS樹脂に変えて、それ以外は実施例10−1と同様に研磨パッドを製作した。得られた、研磨パッドに超高バイトによる研削溝加工を行い溝幅2mm、溝ピッチ10mm、深さ0.5mmの格子状溝を作製した。同じく結果を表5−12に併記するが、研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
実施例10−3
実施例10−1と同様に、水分散ポリエステル樹脂TAD1000に変えてMD1200(東洋紡績社製 ガラス転移温度67℃ イオン性基量300eq/ton 固形分濃度34重量%)を用いて、また、コーティングする基材をポリカーボネートからアクリル樹脂に変えて、乾燥温度80℃、乾燥時間5分間行い、溝幅1.5mm、溝ピッチ8mm、溝深さ300μmとなるような型をポリテトラフルオロエチレン樹脂で作製し、これをサンプルに5kg/cm2の圧力で押し当てて溝を作製した後、更に乾燥温度80℃、乾燥時間35分間行なった。それ以外は実施例10−1と同様に研磨パッドを製作した。同じく結果を表1に併記するが、研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
実施例10−4
実施例10−1と同様にポリカーボネート基板上にコーティングを行なった後、再度そのコート面に約400μmの厚さでコーティングを行い、それ以降は同様に製作を行なった。得られた塗膜の厚さは、約700μmとなり、この研磨パッドの表面に回転砥石による研削加工を行い、溝幅1mm、溝ピッチ6.2mm、深さ700μmの格子状溝を形成した。得られた塗膜をクロスカットテープテストを行なった残存枚数は100で塗膜に変化は無かった。この研磨パッドを用いて研磨を行なったところ、研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
実施例10−5
実施例10−1において、樹脂基板と張り合わせるクッション層をポリエチレン発泡体からポリウレタン発泡体(アスカーC硬度55)に変えて、それ以外は実施例10−1と同様に製作を行なった。この研磨パッド表面に炭酸ガスレーザーで同心円状の溝を幅0.3mm、深さ0.3mm、ピッチ3mmで作製した。この研磨パッドを用いて研磨を行なったところ、研磨レートが高く、平坦化特性も極めて優れており、均一性も良好であることが確認された。
参考例2−1
実施例10−1と溝形成作業を除く以外は全く同様にして研磨パッドの製作を行なった。このようにして得られた研磨パッドで研磨を行なったところ、初期数分は良好に研磨していたが次第にウエハの振動が激しくなり、遂にはウエハが保持できず外れてしまった。
参考例2−2
実施例10−1において、水分散ポリエステル樹脂TAD3000を混合せず、最後に溝を形成せず、それ以外は実施例10−1と同様に研磨パッドを製作したところ、乾燥後の研磨層表面が大きくひび割れていた。このような研磨パッドで研磨を実施したところ、一部塗膜の剥落が発生し研磨していたウエハにスクラッチが多数観察された。
参考例2−3
実施例10−1において、水分散ポリエステル樹脂TAD1000を混合せず、最後に溝を形成せず、それ以外は実施例10−1と同様に研磨パッドを製作したところ、良好な塗膜を得たが、表面はややべたついていた。このような研磨パッドで研磨を実施したところ、ウエハが研磨パッド表面に貼り付き研磨中に激しい振動が発生し遂にはウエハがウエハホルダーより外れてしまった。
参考例2−4
実施例10−1において、樹脂基板とポリエチレ発泡体を面荷重を殆ど印加せず貼り合せ研磨パッドを作製し最後に溝を形成せず実施例10−1と同様に研磨パッドを作製した。作製された研磨パッドの樹脂基板とポリエチレン発泡体との接着力を180度剥離テストで測定したところ400g/cmの接着力しかなかった。このような研磨パッドで研磨テストを行なったところ、ウエハを数枚処理したところで、研磨微粒子がコーティングされた樹脂基板とポリエチレン発泡体層との間で研磨中に剥離が発生し、研磨することが出来なくなった。
参考例2−5
実施例10−1において酸化セリウムパウダー(バイコウスキー社製 平均粒子径1.5μm)500重量部に変更し、最後に溝を形成せず、それ以外は同様にして研磨パッドを製作した。得られた研磨層は付着力、膜強度が極めて弱く基板材料を曲げたりすると塗膜が剥離してしまい、ポリエチレン発泡体層の積層ができなかった。
上記で実施例9〜10、参考例1〜2、比較例1〜4で得られた研磨パッドについて以下の評価を行った結果を表5−12に示す。
(研磨特性の評価)
研磨装置として岡本工作機械社製SPP600Sを用いて、研磨特性の評価を行った。酸化膜の膜厚測定には大塚電子社製の干渉式膜厚測定装置を用いた。研磨条件としては、薬液として、実施例については超純水にKOHを添加してpH11にした物を、研磨中に流量150ml/min添加し、参考例、比較例についてはキャボット社製スラリーSemiSperse−12を150/minで滴下した。研磨荷重としては350g/cm2、研磨定板回転数35rpm、ウエハ回転数30rpmとした。
(研磨レート特性の評価)
8インチシリコンウエハに熱酸化膜を0.5μm堆積させた後、所定のパターンニングを行った後、p−TEOSにて酸化膜を1μm堆積させ、初期段差0.5μmのパターン付きウエハを製作し、このウエハを前述条件にて研磨を行い、研磨後、各段差を測定し平坦化特性を評価した。平坦化特性としては2つの段差を評価した。1つはローカル段差であり、これは幅270μmのラインが30μmのスペースで並んだパターンにおける段差であり、もうひとつは30μmラインが270μmのスペースで並んだパターンのスペースの底部分の削れ量を調べた。また、平均研磨レートは上記270μmのライン部分と30μmのライン部分の平均値を平均研磨レートとした。
(スクラッチ評価)
研磨し終えた6インチシリコンウエハの酸化膜表面を、トプコン社製ウエハ表面検査装置WM2500にて0.2μm以上の条痕が幾つ有るかを評価した。
本発明の研磨パッドは、半導体装置用のシリコンウエハ、メモリーディスク、磁気ディスク、光学レンズや反射ミラー等の光学材料、ガラス板、金属等の高度の表面平坦性を要求される材料の平坦化加工処理を安定的に、かつ高い研磨速度で行う研磨パッドとして使用可能である。本発明の研磨パッドは、特にシリコンウエハ、並びにその上に酸化物層、金属層等が形成されたデバイス(多層基板)を、さらにこれらの層を積層・形成する前に平坦化する工程での使用に好適である。本発明のクッション層は、上記の研磨パッドのクッション層として有用である。また本発明の研磨パッドは、研磨パッドの中に砥粒を含有している為、研磨において高価なスラリーを使う必要が無く、低コストな加工が提供できる。また、パッド中の砥粒の凝集が無く、スクラッチが発生しにくい。このように、本発明により、研磨速度が高く、平坦性、均一性に優れた研磨特性の得られる研磨パッドが得られる。
【図面の簡単な説明】
[図1]研磨パッドの構成を示した断面図
[図2]硬化性組成物のシート状成形体にマスク材を当てて露光し、厚さ方向に貫通した凹部を有する研磨層を形成する状況を示した図
[図3]硬化性組成物のシート状成形体にマスク材を当てて露光し、凹凸を有する研磨層を形成する状態を示した図
[図4]1層構造の硬化性組成物のシート状成形体の両面に凹凸を形成して研磨パッドとする工程を示した図
[図5]本発明の研磨パッドを用いた研磨対象物の研磨を表わす概念図
[図6]従来の研磨パッドを用いた研磨対象物の研磨を表わす概念図
Claims (9)
- 研磨層を有する研磨パッドであって、
前記研磨層は研磨表面層と裏面層とからなり、前記研磨層はエネルギー線により硬化するエネルギー線硬化性組成物を使用して形成されており、前記研磨表面層は表面がフォトリソグラフィー法により形成された凹凸を有し、前記裏面層はフォトリソグラフィー法により形成された凹凸を有するクッション層であり、前記研磨表面層の硬度が前記裏面層の硬度より高く、その硬度差がショアD硬度にて3以上であり、かつ前記研磨表面層と前記裏面層とが同じエネルギー線硬化性組成物を使用して連続的に一体に形成されていることを特徴とする研磨パッド。 - 前記研磨層は、荷重4400gfでのガラスとの静摩擦係数が1.49以下、動摩擦係数が1.27以下である請求項1記載の研磨パッド。
- 前記硬化性組成物が、固体高分子化合物を含有していることを特徴とする請求項1又は2に記載の研磨パッド。
- 前記研磨表面層と裏面層は硬化性組成物にて形成されたシートにエネルギー線を負荷することにより前記硬度差を形成したものである請求項1〜3のいずれかに記載の研磨パッド。
- 研磨表面層の表面に形成された凹凸が、研磨時に使用するスラリーが流れる溝であることを特徴とする請求項1〜4のいずれかに記載の研磨パッド。
- 研磨表面層の表面に形成された凹凸が、研磨時に使用するスラリーを溜める溝であることを特徴とする請求項1〜5のいずれかに記載の研磨パッド。
- 被研磨対象物が、半導体ウエハまたは精密機器用ガラス基板であることを特徴とする請求項1〜6のいずれかに記載の研磨パッド。
- エネルギー線により硬化するエネルギー線硬化性組成物によりシート状成形体を成形するシート化工程、前記シート状成形体の研磨表面層形成面と裏面層形成面にそれぞれマスク材を介してエネルギー線を照射する露光工程、及び未硬化の前記硬化性組成物を溶解除去して研磨表面層と裏面層の表面に凹凸を形成する現像工程とを有する請求項1記載の研磨パッドの製造方法。
- エネルギー線硬化性組成物が少なくとも光開始剤、固体高分子化合物、液状光反応性化合物からなることを特徴とする請求項8記載の研磨パッドの製造方法。
Applications Claiming Priority (25)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000367468 | 2000-12-01 | ||
| JP2000367469 | 2000-12-01 | ||
| JP2000367469 | 2000-12-01 | ||
| JP2000367468 | 2000-12-01 | ||
| JP2001013405 | 2001-01-22 | ||
| JP2001013405 | 2001-01-22 | ||
| JP2001061221 | 2001-03-06 | ||
| JP2001061221 | 2001-03-06 | ||
| JP2001103699 | 2001-04-02 | ||
| JP2001103699 | 2001-04-02 | ||
| JP2001225568 | 2001-07-26 | ||
| JP2001225568 | 2001-07-26 | ||
| JP2001234577 | 2001-08-02 | ||
| JP2001234577 | 2001-08-02 | ||
| JP2001269928 | 2001-09-06 | ||
| JP2001269928 | 2001-09-06 | ||
| JP2001274011 | 2001-09-10 | ||
| JP2001274011 | 2001-09-10 | ||
| JP2001302941 | 2001-09-28 | ||
| JP2001302940 | 2001-09-28 | ||
| JP2001302941 | 2001-09-28 | ||
| JP2001302939 | 2001-09-28 | ||
| JP2001302939 | 2001-09-28 | ||
| JP2001302940 | 2001-09-28 | ||
| PCT/JP2001/010363 WO2002043921A1 (en) | 2000-12-01 | 2001-11-28 | Polishing pad, method of manufacturing the polishing pad, and cushion layer for polishing pad |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008092193A Division JP2008168433A (ja) | 2000-12-01 | 2008-03-31 | 研磨パッド及びその製造方法並びに研磨パッド用クッション層 |
| JP2008092251A Division JP4757891B2 (ja) | 2000-12-01 | 2008-03-31 | 研磨パッド |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2002043921A1 JPWO2002043921A1 (ja) | 2004-04-02 |
| JP4177100B2 true JP4177100B2 (ja) | 2008-11-05 |
Family
ID=27583556
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002545884A Expired - Lifetime JP4177100B2 (ja) | 2000-12-01 | 2001-11-28 | 研磨パッド及びその製造方法並びに研磨パッド用クッション層 |
| JP2008092193A Pending JP2008168433A (ja) | 2000-12-01 | 2008-03-31 | 研磨パッド及びその製造方法並びに研磨パッド用クッション層 |
| JP2008092251A Expired - Lifetime JP4757891B2 (ja) | 2000-12-01 | 2008-03-31 | 研磨パッド |
| JP2010267365A Expired - Lifetime JP5105559B2 (ja) | 2000-12-01 | 2010-11-30 | 研磨パッド用クッション層の製造方法 |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008092193A Pending JP2008168433A (ja) | 2000-12-01 | 2008-03-31 | 研磨パッド及びその製造方法並びに研磨パッド用クッション層 |
| JP2008092251A Expired - Lifetime JP4757891B2 (ja) | 2000-12-01 | 2008-03-31 | 研磨パッド |
| JP2010267365A Expired - Lifetime JP5105559B2 (ja) | 2000-12-01 | 2010-11-30 | 研磨パッド用クッション層の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (4) | US7192340B2 (ja) |
| JP (4) | JP4177100B2 (ja) |
| KR (4) | KR100905266B1 (ja) |
| CN (4) | CN100496896C (ja) |
| WO (1) | WO2002043921A1 (ja) |
Families Citing this family (254)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6684704B1 (en) * | 2002-09-12 | 2004-02-03 | Psiloquest, Inc. | Measuring the surface properties of polishing pads using ultrasonic reflectance |
| US20050266226A1 (en) * | 2000-11-29 | 2005-12-01 | Psiloquest | Chemical mechanical polishing pad and method for selective metal and barrier polishing |
| CN100496896C (zh) * | 2000-12-01 | 2009-06-10 | 东洋橡膠工业株式会社 | 研磨垫 |
| JP2004023009A (ja) * | 2002-06-20 | 2004-01-22 | Nikon Corp | 研磨体、研磨装置、半導体デバイス及び半導体デバイス製造方法 |
| JP3723897B2 (ja) * | 2002-06-27 | 2005-12-07 | 東レコーテックス株式会社 | 湿式フィルム積層シート及びこれを用いてなる研磨パッド |
| JP2004167605A (ja) * | 2002-11-15 | 2004-06-17 | Rodel Nitta Co | 研磨パッドおよび研磨装置 |
| US8845852B2 (en) * | 2002-11-27 | 2014-09-30 | Toyo Tire & Rubber Co., Ltd. | Polishing pad and method of producing semiconductor device |
| DE10255652B4 (de) * | 2002-11-28 | 2005-07-14 | Infineon Technologies Ag | Schleifkissen, Vorrichtung zum chemisch-mechanischen Polieren und Verfahren zum nasschemischen Schleifen einer Substratoberfläche |
| JP2004223701A (ja) * | 2002-11-29 | 2004-08-12 | Mitsui Chemicals Inc | 研磨材 |
| JP2004188475A (ja) * | 2002-12-13 | 2004-07-08 | Disco Abrasive Syst Ltd | レーザー加工方法 |
| WO2004059715A1 (en) * | 2002-12-28 | 2004-07-15 | Skc Co., Ltd. | Polishing pads, conditioner and methods for polishing using the same |
| JP2004235446A (ja) * | 2003-01-30 | 2004-08-19 | Toyobo Co Ltd | 研磨パッド |
| JP2004235445A (ja) * | 2003-01-30 | 2004-08-19 | Toyobo Co Ltd | 研磨パッド |
| CN100377310C (zh) * | 2003-01-31 | 2008-03-26 | 日立化成工业株式会社 | Cmp研磨剂以及研磨方法 |
| JP2004303983A (ja) * | 2003-03-31 | 2004-10-28 | Fuji Photo Film Co Ltd | 研磨パッド |
| IL156485A0 (en) * | 2003-06-17 | 2004-01-04 | J G Systems Inc | Cmp pad with long user life |
| JP2005103702A (ja) * | 2003-09-30 | 2005-04-21 | Toyo Tire & Rubber Co Ltd | Cmp用研磨パッド及びその梱包方法 |
| US8066552B2 (en) * | 2003-10-03 | 2011-11-29 | Applied Materials, Inc. | Multi-layer polishing pad for low-pressure polishing |
| US7654885B2 (en) * | 2003-10-03 | 2010-02-02 | Applied Materials, Inc. | Multi-layer polishing pad |
| JP4636787B2 (ja) * | 2003-10-22 | 2011-02-23 | 株式会社ディスコ | 固定砥粒研磨パッド,研磨装置 |
| JP4625252B2 (ja) * | 2003-12-19 | 2011-02-02 | 東洋ゴム工業株式会社 | Cmp用研磨パッド、及びそれを用いた研磨方法 |
| US20050153631A1 (en) * | 2004-01-13 | 2005-07-14 | Psiloquest | System and method for monitoring quality control of chemical mechanical polishing pads |
| JP3754436B2 (ja) * | 2004-02-23 | 2006-03-15 | 東洋ゴム工業株式会社 | 研磨パッドおよびそれを使用する半導体デバイスの製造方法 |
| US6986705B2 (en) * | 2004-04-05 | 2006-01-17 | Rimpad Tech Ltd. | Polishing pad and method of making same |
| TWI341230B (en) | 2004-04-21 | 2011-05-01 | Toray Industries | Polishing cloth and production method for the nanofiber construction |
| JP4845347B2 (ja) * | 2004-05-17 | 2011-12-28 | 東洋ゴム工業株式会社 | 研磨パッドおよびその製造方法 |
| WO2005120775A1 (en) * | 2004-06-08 | 2005-12-22 | S.O.I. Tec Silicon On Insulator Technologies | Planarization of a heteroepitaxial layer |
| TWI254354B (en) * | 2004-06-29 | 2006-05-01 | Iv Technologies Co Ltd | An inlaid polishing pad and a method of producing the same |
| US7189156B2 (en) * | 2004-08-25 | 2007-03-13 | Jh Rhodes Company, Inc. | Stacked polyurethane polishing pad and method of producing the same |
| JP2006110665A (ja) * | 2004-10-14 | 2006-04-27 | Nihon Micro Coating Co Ltd | 研磨パッド |
| JP4475404B2 (ja) * | 2004-10-14 | 2010-06-09 | Jsr株式会社 | 研磨パッド |
| EP1777035A3 (en) * | 2004-11-09 | 2007-05-16 | Seiko Epson Corporation | Elastic polishing tool and lens polishing method using this tool |
| US7815778B2 (en) * | 2005-11-23 | 2010-10-19 | Semiquest Inc. | Electro-chemical mechanical planarization pad with uniform polish performance |
| US20080318505A1 (en) * | 2004-11-29 | 2008-12-25 | Rajeev Bajaj | Chemical mechanical planarization pad and method of use thereof |
| US20070224925A1 (en) * | 2006-03-21 | 2007-09-27 | Rajeev Bajaj | Chemical Mechanical Polishing Pad |
| US7846008B2 (en) * | 2004-11-29 | 2010-12-07 | Semiquest Inc. | Method and apparatus for improved chemical mechanical planarization and CMP pad |
| US8075745B2 (en) * | 2004-11-29 | 2011-12-13 | Semiquest Inc. | Electro-method and apparatus for improved chemical mechanical planarization pad with uniform polish performance |
| WO2006057720A1 (en) * | 2004-11-29 | 2006-06-01 | Rajeev Bajaj | Method and apparatus for improved chemical mechanical planarization pad with pressure control and process monitor |
| US20090061744A1 (en) * | 2007-08-28 | 2009-03-05 | Rajeev Bajaj | Polishing pad and method of use |
| JP3872081B2 (ja) * | 2004-12-29 | 2007-01-24 | 東邦エンジニアリング株式会社 | 研磨用パッド |
| US7220167B2 (en) * | 2005-01-11 | 2007-05-22 | Hitachi Global Storage Technologies Netherlands B.V. | Gentle chemical mechanical polishing (CMP) liftoff process |
| US7762871B2 (en) * | 2005-03-07 | 2010-07-27 | Rajeev Bajaj | Pad conditioner design and method of use |
| US8398463B2 (en) | 2005-03-07 | 2013-03-19 | Rajeev Bajaj | Pad conditioner and method |
| TWI292731B (en) * | 2005-03-08 | 2008-01-21 | Nat Applied Res Laboratories | Polishing apparatus and method |
| EP1862287A4 (en) * | 2005-03-22 | 2009-05-06 | Fujitsu Ltd | METHOD FOR PRODUCING MOLDED PARTS AND MOLDING DEVICE |
| JP4648056B2 (ja) * | 2005-03-31 | 2011-03-09 | 株式会社ディスコ | ウエーハのレーザー加工方法およびレーザー加工装置 |
| JP4897238B2 (ja) * | 2005-05-17 | 2012-03-14 | 東洋ゴム工業株式会社 | 研磨パッド |
| US7927452B2 (en) * | 2005-07-15 | 2011-04-19 | Toyo Tire & Rubber Co., Ltd. | Layered sheets and processes for producing the same |
| US20070049164A1 (en) * | 2005-08-26 | 2007-03-01 | Thomson Clifford O | Polishing pad and method for manufacturing polishing pads |
| JP4884726B2 (ja) * | 2005-08-30 | 2012-02-29 | 東洋ゴム工業株式会社 | 積層研磨パッドの製造方法 |
| JP4853042B2 (ja) * | 2006-02-17 | 2012-01-11 | 株式会社Sumco | ウェーハおよびその製造方法 |
| US7169030B1 (en) * | 2006-05-25 | 2007-01-30 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| TWI402335B (zh) * | 2006-09-08 | 2013-07-21 | Kao Corp | 研磨液組合物 |
| US20100009611A1 (en) * | 2006-09-08 | 2010-01-14 | Toyo Tire & Rubber Co., Ltd. | Method for manufacturing a polishing pad |
| KR101181885B1 (ko) * | 2006-09-08 | 2012-09-11 | 도요 고무 고교 가부시키가이샤 | 연마 패드 |
| JP2008084984A (ja) * | 2006-09-26 | 2008-04-10 | Fujifilm Corp | 光ナノインプリントリソグラフィ用光硬化性組成物およびそれを用いたパターン形成方法 |
| AR064261A1 (es) * | 2006-11-16 | 2009-03-25 | Cargill Inc | Espumas poliuretanicas viscoelasticas que comprenden polioles de aceite natural oligomerico amidado o transesterificado |
| US7576000B2 (en) * | 2006-12-22 | 2009-08-18 | Palo Alto Research Center Incorporated | Molded dielectric layer in print-patterned electronic circuits |
| WO2008087797A1 (ja) | 2007-01-15 | 2008-07-24 | Toyo Tire & Rubber Co., Ltd. | 研磨パッド及びその製造方法 |
| JP2008235508A (ja) * | 2007-03-20 | 2008-10-02 | Kuraray Co Ltd | 研磨パッド、それを用いた研磨方法および半導体デバイスの製造方法 |
| WO2008123085A1 (ja) * | 2007-03-20 | 2008-10-16 | Kuraray Co., Ltd. | 研磨パッド用クッションおよびそれを用いた研磨パッド |
| CA2684978C (en) * | 2007-04-27 | 2012-10-02 | M-I Llc | Use of curable liquid elastomers to produce gels for treating a wellbore |
| MX2009011604A (es) * | 2007-04-27 | 2009-12-15 | Mi Llc | Uso de elastomeros para producir geles para tratamiento de un barreno,. |
| CN101298129B (zh) * | 2007-04-30 | 2010-06-09 | 三芳化学工业股份有限公司 | 用以固定基材的复合式吸附垫片及其制造方法 |
| US20080268227A1 (en) * | 2007-04-30 | 2008-10-30 | Chung-Chih Feng | Complex polishing pad and method for making the same |
| CN101298132B (zh) * | 2007-04-30 | 2011-11-30 | 三芳化学工业股份有限公司 | 复合式研磨垫及其制造方法 |
| CN101711262A (zh) * | 2007-05-29 | 2010-05-19 | 陶氏环球技术公司 | 用于改进固化控制的异氰酸酯-环氧配方 |
| DE102007026292A1 (de) * | 2007-06-06 | 2008-12-11 | Siltronic Ag | Verfahren zur einseitigen Politur nicht strukturierter Halbleiterscheiben |
| US20090062414A1 (en) * | 2007-08-28 | 2009-03-05 | David Picheng Huang | System and method for producing damping polyurethane CMP pads |
| US8470518B2 (en) * | 2007-09-14 | 2013-06-25 | E I Du Pont De Nemours And Company | Photosensitive element having reinforcing particles and method for preparing a printing form from the element |
| DE102007000863A1 (de) * | 2007-10-12 | 2009-04-23 | Koenig & Bauer Aktiengesellschaft | Druckeinheit mit mindestens zwei relativ zueinander in einer horizontalen Richtung abstandsveränderbaren Seitengestellteilen |
| US20100240816A1 (en) * | 2007-10-26 | 2010-09-23 | Dow Global Technologies Inc. | Epoxy resin composition containing isocyanurates for use in electrical laminates |
| US8052507B2 (en) * | 2007-11-20 | 2011-11-08 | Praxair Technology, Inc. | Damping polyurethane CMP pads with microfillers |
| BRPI0819013A2 (pt) * | 2007-11-29 | 2015-05-05 | Dow Global Technologies Inc | Método para processar sob fusão um polimero de um composto aromático monovinílico e método para fabricar um artigo |
| EA018902B1 (ru) | 2008-01-18 | 2013-11-29 | Эм-Ай Эл.Эл.Си. | Способ обработки пласта |
| EP2083027B8 (en) * | 2008-01-24 | 2012-05-16 | JSR Corporation | Mechanical polishing pad and chemical mechanical polishing method |
| KR101564676B1 (ko) * | 2008-02-01 | 2015-11-02 | 가부시키가이샤 후지미인코퍼레이티드 | 연마용 조성물 및 이를 이용한 연마 방법 |
| CN101946309A (zh) * | 2008-02-18 | 2011-01-12 | Jsr株式会社 | 化学机械研磨用水系分散体以及化学机械研磨方法 |
| WO2009106500A1 (de) * | 2008-02-27 | 2009-09-03 | Basf Se | Mehrschichtige verbundmaterialien, die eine kunststoff- oder metallfolie umfassen, verfahren zu ihrer herstellung und ihre verwendung |
| JP4593643B2 (ja) * | 2008-03-12 | 2010-12-08 | 東洋ゴム工業株式会社 | 研磨パッド |
| JP2009233890A (ja) * | 2008-03-26 | 2009-10-15 | Fujifilm Corp | ポリマーフィルムの延伸方法 |
| EP2276820A4 (en) * | 2008-04-18 | 2013-12-25 | Saint Gobain Abrasives Inc | HIGH POROSITY ABRASIVE ARTICLES AND METHODS OF MAKING THE SAME |
| JP5585081B2 (ja) * | 2008-05-16 | 2014-09-10 | 東レ株式会社 | 研磨パッド |
| JP5549111B2 (ja) * | 2008-05-22 | 2014-07-16 | Jsr株式会社 | 化学機械研磨パッドの研磨層形成用組成物、化学機械研磨パッドおよび化学機械研磨方法 |
| TWI449597B (zh) * | 2008-07-09 | 2014-08-21 | Iv Technologies Co Ltd | 研磨墊及其製造方法 |
| CN101324756B (zh) * | 2008-07-10 | 2011-04-06 | 电子科技大学 | 一种在旋涂法中提高所制备薄膜厚度的方法 |
| CN102138203B (zh) | 2008-08-28 | 2015-02-04 | 3M创新有限公司 | 结构化磨料制品、其制备方法、及其在晶片平面化中的用途 |
| GB0902931D0 (en) | 2009-02-20 | 2009-04-08 | M I Drilling Fluids Uk Ltd | Wellbore fluid and methods of treating an earthen formtion |
| JP2012528487A (ja) * | 2009-05-27 | 2012-11-12 | ロジャーズ コーポレーション | 研磨パッド、それを用いた組成物および、その製造と使用方法 |
| DE102009030297B3 (de) * | 2009-06-24 | 2011-01-20 | Siltronic Ag | Verfahren zum Polieren einer Halbleiterscheibe |
| KR101044281B1 (ko) * | 2009-07-30 | 2011-06-28 | 서강대학교산학협력단 | 기공이 형성된 cmp 연마패드와 그의 제조방법 |
| KR101044279B1 (ko) * | 2009-07-30 | 2011-06-28 | 서강대학교산학협력단 | Cmp 연마패드와 그의 제조방법 |
| TWI404596B (zh) * | 2009-09-22 | 2013-08-11 | San Fang Chemical Industry Co | 製造研磨墊之方法及研磨墊 |
| CN102029571B (zh) * | 2009-09-24 | 2015-07-29 | 贝达先进材料股份有限公司 | 研磨垫与其应用和其制造方法 |
| GB0917134D0 (en) | 2009-09-30 | 2009-11-11 | M I Drilling Fluids Uk Ltd | Crosslinking agents for producing gels and polymer beads for oilfield applications |
| US20110237079A1 (en) * | 2009-09-30 | 2011-09-29 | Dupont Air Products Nanomaterials Llc | Method for exposing through-base wafer vias for fabrication of stacked devices |
| JP2012064295A (ja) * | 2009-11-10 | 2012-03-29 | Showa Denko Kk | 磁気記録媒体用ガラス基板の製造方法 |
| GB0921711D0 (en) | 2009-12-11 | 2010-01-27 | M I Drilling Fluids Uk Ltd | Use of elastomers to produce gels for treating a wellbore |
| JP5728026B2 (ja) * | 2009-12-22 | 2015-06-03 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨パッド及びこれの製造方法 |
| EP2517828A1 (en) * | 2009-12-22 | 2012-10-31 | JSR Corporation | Pad for chemical mechanical polishing and method of chemical mechanical polishing using same |
| JP2011200984A (ja) * | 2010-03-26 | 2011-10-13 | Toray Ind Inc | 研磨パッド |
| TWI510328B (zh) * | 2010-05-03 | 2015-12-01 | Iv Technologies Co Ltd | 基底層、包括此基底層的研磨墊及研磨方法 |
| JP5426469B2 (ja) * | 2010-05-10 | 2014-02-26 | 東洋ゴム工業株式会社 | 研磨パッドおよびガラス基板の製造方法 |
| US20110281510A1 (en) * | 2010-05-12 | 2011-11-17 | Applied Materials, Inc. | Pad Window Insert |
| US20110287698A1 (en) * | 2010-05-18 | 2011-11-24 | Hitachi Global Storage Technologies Netherlands B.V. | System, method and apparatus for elastomer pad for fabricating magnetic recording disks |
| US8821751B2 (en) * | 2010-06-24 | 2014-09-02 | Air Products And Chemicals, Inc. | Chemical mechanical planarization composition and method with low corrosiveness |
| US8888561B2 (en) | 2010-06-28 | 2014-11-18 | 3M Innovative Properties Company | Nonwoven abrasive wheel |
| JP5624829B2 (ja) * | 2010-08-17 | 2014-11-12 | 昭和電工株式会社 | 磁気記録媒体用ガラス基板の製造方法 |
| CN102452041B (zh) * | 2010-10-29 | 2014-07-23 | 三芳化学工业股份有限公司 | 吸附垫片及其制造方法 |
| JPWO2012077592A1 (ja) * | 2010-12-07 | 2014-05-19 | Jsr株式会社 | 化学機械研磨パッドおよびそれを用いた化学機械研磨方法 |
| EP2658944A4 (en) | 2010-12-30 | 2017-08-02 | Saint-Gobain Abrasives, Inc. | Coated abrasive aggregates and products containg same |
| KR101571668B1 (ko) | 2010-12-30 | 2015-11-25 | 생-고뱅 어브레이시브즈, 인코포레이티드 | 연마 물품용 이미드 가교 바인더 |
| JP5687118B2 (ja) * | 2011-04-15 | 2015-03-18 | 富士紡ホールディングス株式会社 | 研磨パッド及びその製造方法 |
| WO2012147312A1 (ja) * | 2011-04-25 | 2012-11-01 | バンドー化学株式会社 | 研磨フィルム |
| US20120302148A1 (en) * | 2011-05-23 | 2012-11-29 | Rajeev Bajaj | Polishing pad with homogeneous body having discrete protrusions thereon |
| USD678745S1 (en) * | 2011-07-07 | 2013-03-26 | Phuong Van Nguyen | Spinning insert polishing pad |
| DE202011104832U1 (de) * | 2011-08-25 | 2011-10-31 | Charlott Produkte Dr. Rauwald Gmbh | Scheuerpad mit einem Kompositharz als Nutzschicht |
| US8801949B2 (en) * | 2011-09-22 | 2014-08-12 | Dow Global Technologies Llc | Method of forming open-network polishing pads |
| US8894799B2 (en) * | 2011-09-22 | 2014-11-25 | Dow Global Technologies Llc | Method of forming layered-open-network polishing pads |
| US9108291B2 (en) | 2011-09-22 | 2015-08-18 | Dow Global Technologies Llc | Method of forming structured-open-network polishing pads |
| US8512427B2 (en) | 2011-09-29 | 2013-08-20 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Acrylate polyurethane chemical mechanical polishing layer |
| US9168638B2 (en) | 2011-09-29 | 2015-10-27 | Saint-Gobain Abrasives, Inc. | Abrasive products and methods for finishing hard surfaces |
| US9067298B2 (en) | 2011-11-29 | 2015-06-30 | Nexplanar Corporation | Polishing pad with grooved foundation layer and polishing surface layer |
| US9067297B2 (en) | 2011-11-29 | 2015-06-30 | Nexplanar Corporation | Polishing pad with foundation layer and polishing surface layer |
| JP5759888B2 (ja) * | 2011-12-28 | 2015-08-05 | 東洋ゴム工業株式会社 | 研磨パッド |
| US9321947B2 (en) | 2012-01-10 | 2016-04-26 | Saint-Gobain Abrasives, Inc. | Abrasive products and methods for finishing coated surfaces |
| CN104144769A (zh) | 2012-03-16 | 2014-11-12 | 圣戈班磨料磨具有限公司 | 研磨制品和用于精修表面的方法 |
| US8968435B2 (en) | 2012-03-30 | 2015-03-03 | Saint-Gobain Abrasives, Inc. | Abrasive products and methods for fine polishing of ophthalmic lenses |
| SG11201406287QA (en) * | 2012-04-02 | 2014-11-27 | Thomas West Inc | Methods and systems for centrifugal casting of polymer polish pads and polishing pads made by the methods |
| US10722997B2 (en) | 2012-04-02 | 2020-07-28 | Thomas West, Inc. | Multilayer polishing pads made by the methods for centrifugal casting of polymer polish pads |
| US10022842B2 (en) | 2012-04-02 | 2018-07-17 | Thomas West, Inc. | Method and systems to control optical transmissivity of a polish pad material |
| MX365975B (es) | 2012-04-09 | 2019-06-21 | Mi Llc | Activación del calentamiento de los fluidos de un pozo utilizando nanomateriales de carbono. |
| US9067299B2 (en) * | 2012-04-25 | 2015-06-30 | Applied Materials, Inc. | Printed chemical mechanical polishing pad |
| JP5789634B2 (ja) * | 2012-05-14 | 2015-10-07 | 株式会社荏原製作所 | ワークピースを研磨するための研磨パッド並びに化学機械研磨装置、および該化学機械研磨装置を用いてワークピースを研磨する方法 |
| US9597769B2 (en) | 2012-06-04 | 2017-03-21 | Nexplanar Corporation | Polishing pad with polishing surface layer having an aperture or opening above a transparent foundation layer |
| JP5154704B1 (ja) * | 2012-06-29 | 2013-02-27 | 三島光産株式会社 | 研磨パッド成形金型の製造方法、その方法で製造される研磨パッド成形金型、及びその金型で製造した研磨パッド |
| WO2014005104A1 (en) * | 2012-06-29 | 2014-01-03 | Saint-Gobain Abrasives, Inc. | High adhesion resin-mineral systems |
| JP6015259B2 (ja) * | 2012-09-06 | 2016-10-26 | 旭硝子株式会社 | 情報記録媒体用ガラス基板の製造方法および磁気ディスクの製造方法 |
| US8998678B2 (en) | 2012-10-29 | 2015-04-07 | Wayne O. Duescher | Spider arm driven flexible chamber abrading workholder |
| US9604339B2 (en) | 2012-10-29 | 2017-03-28 | Wayne O. Duescher | Vacuum-grooved membrane wafer polishing workholder |
| US8845394B2 (en) | 2012-10-29 | 2014-09-30 | Wayne O. Duescher | Bellows driven air floatation abrading workholder |
| US9199354B2 (en) | 2012-10-29 | 2015-12-01 | Wayne O. Duescher | Flexible diaphragm post-type floating and rigid abrading workholder |
| US9039488B2 (en) | 2012-10-29 | 2015-05-26 | Wayne O. Duescher | Pin driven flexible chamber abrading workholder |
| US9233452B2 (en) | 2012-10-29 | 2016-01-12 | Wayne O. Duescher | Vacuum-grooved membrane abrasive polishing wafer workholder |
| US9011207B2 (en) | 2012-10-29 | 2015-04-21 | Wayne O. Duescher | Flexible diaphragm combination floating and rigid abrading workholder |
| US8998677B2 (en) | 2012-10-29 | 2015-04-07 | Wayne O. Duescher | Bellows driven floatation-type abrading workholder |
| JP2014113644A (ja) | 2012-12-06 | 2014-06-26 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| KR101608119B1 (ko) * | 2013-01-11 | 2016-03-31 | 주식회사 엘지화학 | 연마패드 |
| US10226853B2 (en) | 2013-01-18 | 2019-03-12 | Applied Materials, Inc. | Methods and apparatus for conditioning of chemical mechanical polishing pads |
| JP6016301B2 (ja) | 2013-02-13 | 2016-10-26 | 昭和電工株式会社 | 単結晶SiC基板の表面加工方法、その製造方法及び単結晶SiC基板の表面加工用研削プレート |
| JP2014216464A (ja) | 2013-04-25 | 2014-11-17 | 日本キャボット・マイクロエレクトロニクス株式会社 | スラリー組成物および基板研磨方法 |
| TWI539918B (zh) | 2013-06-07 | 2016-07-01 | Cushion manufacturing method and its structure | |
| TWI551396B (zh) * | 2013-10-03 | 2016-10-01 | 三芳化學工業股份有限公司 | 拋光墊及其製造方法 |
| KR20160106569A (ko) * | 2013-12-18 | 2016-09-12 | 코베스트로 엘엘씨 | 방탄성 구조적 절연 패널 |
| JP6279309B2 (ja) * | 2013-12-20 | 2018-02-14 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨用クッション、研磨装置、研磨方法、及び当該研磨方法により研磨された対象物を含む物品 |
| EP3140487A1 (en) | 2014-05-06 | 2017-03-15 | Covestro LLC | Polycarbonate based rapid deployment cover system |
| CN111694218B (zh) * | 2014-05-21 | 2023-09-08 | 旭化成株式会社 | 感光性树脂组合物以及电路图案的形成方法 |
| US20150375361A1 (en) * | 2014-06-25 | 2015-12-31 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing method |
| US10300581B2 (en) | 2014-09-15 | 2019-05-28 | 3M Innovative Properties Company | Methods of making abrasive articles and bonded abrasive wheel preparable thereby |
| TW201628785A (zh) * | 2014-10-01 | 2016-08-16 | 日東電工股份有限公司 | 硏磨墊 |
| US9873180B2 (en) * | 2014-10-17 | 2018-01-23 | Applied Materials, Inc. | CMP pad construction with composite material properties using additive manufacturing processes |
| US9776361B2 (en) | 2014-10-17 | 2017-10-03 | Applied Materials, Inc. | Polishing articles and integrated system and methods for manufacturing chemical mechanical polishing articles |
| SG11201703114QA (en) | 2014-10-17 | 2017-06-29 | Applied Materials Inc | Cmp pad construction with composite material properties using additive manufacturing processes |
| US10875153B2 (en) | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Advanced polishing pad materials and formulations |
| US10875145B2 (en) * | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Polishing pads produced by an additive manufacturing process |
| US11745302B2 (en) | 2014-10-17 | 2023-09-05 | Applied Materials, Inc. | Methods and precursor formulations for forming advanced polishing pads by use of an additive manufacturing process |
| US10399201B2 (en) | 2014-10-17 | 2019-09-03 | Applied Materials, Inc. | Advanced polishing pads having compositional gradients by use of an additive manufacturing process |
| US10821573B2 (en) | 2014-10-17 | 2020-11-03 | Applied Materials, Inc. | Polishing pads produced by an additive manufacturing process |
| KR20160079180A (ko) * | 2014-12-26 | 2016-07-06 | 주식회사 케이씨텍 | 연마입자 및 그를 포함하는 연마용 슬러리 조성물 |
| CN105881198A (zh) * | 2014-12-29 | 2016-08-24 | 天津西美科技有限公司 | 一种抛光模板用吸附垫片 |
| JP6439929B2 (ja) * | 2015-02-06 | 2018-12-19 | セイコーエプソン株式会社 | シート製造装置及びシート製造方法 |
| CN104690654B (zh) * | 2015-02-14 | 2017-04-12 | 郑州磨料磨具磨削研究所有限公司 | 一种用于脆硬材料磨削的超硬树脂砂轮及其制备方法 |
| TWI565735B (zh) * | 2015-08-17 | 2017-01-11 | Nanya Plastics Corp | A polishing pad for surface planarization processing and a process for making the same |
| CN105171627B (zh) * | 2015-09-01 | 2018-12-04 | 河南科技学院 | 一种Roll-to-Roll化学机械抛光机用固结磨料抛光辊的弹性层及其制备方法 |
| EP3354406B1 (en) * | 2015-10-27 | 2023-11-22 | Fujibo Holdings, Inc. | Wrapping material and method for manufacturing same, and method for manufacturing abrasive |
| KR102066363B1 (ko) * | 2015-10-29 | 2020-01-14 | 후루카와 덴키 고교 가부시키가이샤 | 연마 패드, 연마 패드를 사용한 연마 방법 및 그 연마 패드의 사용 방법 |
| KR20230169424A (ko) | 2015-10-30 | 2023-12-15 | 어플라이드 머티어리얼스, 인코포레이티드 | 원하는 제타 전위를 가진 연마 제품을 형성하는 장치 및 방법 |
| US10593574B2 (en) | 2015-11-06 | 2020-03-17 | Applied Materials, Inc. | Techniques for combining CMP process tracking data with 3D printed CMP consumables |
| US10391605B2 (en) | 2016-01-19 | 2019-08-27 | Applied Materials, Inc. | Method and apparatus for forming porous advanced polishing pads using an additive manufacturing process |
| US10456886B2 (en) * | 2016-01-19 | 2019-10-29 | Applied Materials, Inc. | Porous chemical mechanical polishing pads |
| JP7193221B2 (ja) * | 2016-01-25 | 2022-12-20 | 富士紡ホールディングス株式会社 | 研磨パッド及びその製造方法、並びに、研磨加工品の製造方法 |
| JP2017131977A (ja) * | 2016-01-25 | 2017-08-03 | 富士紡ホールディングス株式会社 | 難削材用ラッピングシート及びその製造方法、並びに、ラッピング加工品の製造方法 |
| US10537973B2 (en) | 2016-03-09 | 2020-01-21 | Applied Materials, Inc. | Correction of fabricated shapes in additive manufacturing |
| CN109075057B (zh) * | 2016-03-09 | 2023-10-20 | 应用材料公司 | 垫结构及制造方法 |
| US10722999B2 (en) | 2016-06-17 | 2020-07-28 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | High removal rate chemical mechanical polishing pads and methods of making |
| WO2018079766A1 (ja) * | 2016-10-31 | 2018-05-03 | ニッタ・ハース株式会社 | 研磨ロール |
| US20180134918A1 (en) * | 2016-11-11 | 2018-05-17 | Jh Rhodes Company, Inc. | Soft polymer-based material polishing media |
| TWI618718B (zh) * | 2016-12-21 | 2018-03-21 | 台灣中油股份有限公司 | 具有溫度調節機械性質之交聯型高分子微粒子及其製造方法 |
| KR101802964B1 (ko) * | 2017-01-17 | 2017-11-29 | 엠.씨.케이 (주) | 연마 패드 |
| CN106891211B (zh) * | 2017-02-20 | 2019-02-12 | 大连理工大学 | 一种粘弹性垫的制作方法及薄板类工件平面磨削方法 |
| TWI642772B (zh) * | 2017-03-31 | 2018-12-01 | 智勝科技股份有限公司 | 研磨墊及研磨方法 |
| US20180304539A1 (en) | 2017-04-21 | 2018-10-25 | Applied Materials, Inc. | Energy delivery system with array of energy sources for an additive manufacturing apparatus |
| KR102567102B1 (ko) | 2017-05-12 | 2023-08-14 | 주식회사 쿠라레 | 연마층용 폴리우레탄, 폴리우레탄을 포함하는 연마층과 그 연마층의 개질 방법, 연마 패드 및 연마 방법 |
| US11059149B2 (en) | 2017-05-25 | 2021-07-13 | Applied Materials, Inc. | Correction of fabricated shapes in additive manufacturing using initial layer |
| US10967482B2 (en) | 2017-05-25 | 2021-04-06 | Applied Materials, Inc. | Fabrication of polishing pad by additive manufacturing onto mold |
| US10391606B2 (en) | 2017-06-06 | 2019-08-27 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pads for improved removal rate and planarization |
| JP7102688B2 (ja) * | 2017-07-05 | 2022-07-20 | 大日本印刷株式会社 | 研磨フィルム、及び該研磨フィルムの製造方法 |
| US10926378B2 (en) | 2017-07-08 | 2021-02-23 | Wayne O. Duescher | Abrasive coated disk islands using magnetic font sheet |
| US11471999B2 (en) | 2017-07-26 | 2022-10-18 | Applied Materials, Inc. | Integrated abrasive polishing pads and manufacturing methods |
| CN107560357A (zh) * | 2017-07-31 | 2018-01-09 | 兰溪市捷喜食品加工技术有限公司 | 物体分装的螺旋式加热烘干机 |
| US11072050B2 (en) | 2017-08-04 | 2021-07-27 | Applied Materials, Inc. | Polishing pad with window and manufacturing methods thereof |
| WO2019032286A1 (en) | 2017-08-07 | 2019-02-14 | Applied Materials, Inc. | ABRASIVE DISTRIBUTION POLISHING PADS AND METHODS OF MAKING SAME |
| KR102471022B1 (ko) * | 2018-01-25 | 2022-11-25 | 삼성디스플레이 주식회사 | 패드 및 이를 이용한 필름의 접착 방법 |
| CN112088069B (zh) | 2018-05-07 | 2024-03-19 | 应用材料公司 | 亲水性和z电位可调谐的化学机械抛光垫 |
| KR102129664B1 (ko) | 2018-07-26 | 2020-07-02 | 에스케이씨 주식회사 | 연마패드, 이의 제조방법 및 이를 이용한 연마방법 |
| KR20210042171A (ko) | 2018-09-04 | 2021-04-16 | 어플라이드 머티어리얼스, 인코포레이티드 | 진보한 폴리싱 패드들을 위한 제형들 |
| KR102607586B1 (ko) * | 2018-11-05 | 2023-11-30 | 삼성디스플레이 주식회사 | 기판 지지 장치 및 이를 이용한 기판 연마 방법 |
| CN109318136B (zh) * | 2018-11-29 | 2024-02-27 | 华侨大学 | 一种柔性抛光装置 |
| US20200171623A1 (en) * | 2018-11-30 | 2020-06-04 | Taiwan Semiconductor Manufacturing Co., Ltd. | Wafer backside cleaning apparatus and method of cleaning wafer backside |
| KR102674027B1 (ko) * | 2019-01-29 | 2024-06-12 | 삼성전자주식회사 | 재생 연마패드 |
| US12312512B2 (en) | 2019-02-26 | 2025-05-27 | Disco Corporation | Adhesive sheet for backgrinding and production method for semiconductor wafer |
| US11851570B2 (en) | 2019-04-12 | 2023-12-26 | Applied Materials, Inc. | Anionic polishing pads formed by printing processes |
| JP2022530540A (ja) * | 2019-04-30 | 2022-06-29 | シーエムシー マテリアルズ,インコーポレイティド | テクスチャ加工されたプラテン接着剤を有する化学機械研磨パッド |
| TWI738323B (zh) | 2019-05-07 | 2021-09-01 | 美商Cmc材料股份有限公司 | 化學機械拋光墊及化學機械拋光晶圓之方法 |
| CN110170917A (zh) * | 2019-07-10 | 2019-08-27 | 蓝思科技(长沙)有限公司 | 一种抛光衬垫及其制备方法 |
| US11691241B1 (en) * | 2019-08-05 | 2023-07-04 | Keltech Engineering, Inc. | Abrasive lapping head with floating and rigid workpiece carrier |
| JP7298099B2 (ja) * | 2019-08-29 | 2023-06-27 | 株式会社ノリタケカンパニーリミテド | 歯車研削用複層砥石 |
| US11628535B2 (en) | 2019-09-26 | 2023-04-18 | Skc Solmics Co., Ltd. | Polishing pad, method for manufacturing polishing pad, and polishing method applying polishing pad |
| US12479063B2 (en) | 2019-09-26 | 2025-11-25 | Enpulse Co., Ltd. | Polishing pad, method for manufacturing polishing pad, and polishing method applying polishing pad |
| KR102287235B1 (ko) * | 2019-10-30 | 2021-08-06 | 에스케이씨솔믹스 주식회사 | 가교도가 조절된 연마패드 및 이의 제조방법 |
| EP4074743A1 (en) | 2019-12-11 | 2022-10-19 | Tokuyama Corporation | Ionic-group-containing microballoon and production method therefor |
| US11813712B2 (en) | 2019-12-20 | 2023-11-14 | Applied Materials, Inc. | Polishing pads having selectively arranged porosity |
| JP3225815U (ja) * | 2020-01-27 | 2020-04-02 | 丸石産業株式会社 | 不織布からなる2層構造の研磨パッド |
| JP7105334B2 (ja) | 2020-03-17 | 2022-07-22 | エスケーシー ソルミックス カンパニー,リミテッド | 研磨パッドおよびこれを用いた半導体素子の製造方法 |
| KR102206485B1 (ko) * | 2020-03-17 | 2021-01-22 | 에스케이씨 주식회사 | 연마패드 및 이를 이용한 반도체 소자의 제조방법 |
| KR102198769B1 (ko) * | 2020-03-17 | 2021-01-05 | 에스케이씨 주식회사 | 연마패드 및 이를 이용한 반도체 소자의 제조방법 |
| US11806829B2 (en) | 2020-06-19 | 2023-11-07 | Applied Materials, Inc. | Advanced polishing pads and related polishing pad manufacturing methods |
| TW202225286A (zh) * | 2020-09-30 | 2022-07-01 | 日商富士紡控股股份有限公司 | 研磨墊及研磨墊之製造方法 |
| CN116348245A (zh) * | 2020-09-30 | 2023-06-27 | 富士纺控股株式会社 | 研磨垫、及研磨加工物的制造方法 |
| US12134950B2 (en) | 2020-12-15 | 2024-11-05 | Chevron U.S.A. Inc. | Deployment methods for expandable polymer grout for plug and abandonment applications |
| WO2022132551A1 (en) | 2020-12-15 | 2022-06-23 | Chevron Australia Pty Ltd | Methods of using expandable polymer grout for plug and abandonment applications |
| US12275116B2 (en) * | 2020-12-29 | 2025-04-15 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | CMP polishing pad with window having transparency at low wavelengths and material useful in such window |
| CN112873071B (zh) * | 2021-01-12 | 2022-12-02 | 金联春 | 一种环保软质抛光盘及其加工工艺 |
| US11878389B2 (en) | 2021-02-10 | 2024-01-23 | Applied Materials, Inc. | Structures formed using an additive manufacturing process for regenerating surface texture in situ |
| JP7715539B2 (ja) * | 2021-06-14 | 2025-07-30 | 株式会社ディスコ | 研磨工具 |
| JP7441916B2 (ja) * | 2021-10-12 | 2024-03-01 | エスケー エンパルス カンパニー リミテッド | 研磨パッドおよびこれを用いた半導体素子の製造方法 |
| KR102594068B1 (ko) * | 2021-10-12 | 2023-10-24 | 에스케이엔펄스 주식회사 | 연마패드 및 이를 이용한 반도체 소자의 제조방법 |
| US11679531B2 (en) * | 2021-10-13 | 2023-06-20 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad and preparation thereof |
| US12220784B2 (en) * | 2021-10-13 | 2025-02-11 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad and preparation thereof |
| CN114395922A (zh) * | 2022-02-08 | 2022-04-26 | 上海映智研磨材料有限公司 | 无纺布纤维抛光垫及其制备方法 |
| JP2023123152A (ja) * | 2022-02-24 | 2023-09-05 | 富士フイルム株式会社 | フィルム、配線基板、及び配線基板の製造方法 |
| KR102712843B1 (ko) * | 2022-04-18 | 2024-10-02 | 에스케이엔펄스 주식회사 | 젖음성 개선 연마패드 및 이의 제조방법 |
| KR20230166405A (ko) | 2022-05-30 | 2023-12-07 | 삼성전자주식회사 | 연마 패드 및 이를 포함하는 기판 처리 장치 |
| CN116141214B (zh) * | 2022-08-04 | 2024-08-27 | 华侨大学 | 一种可循环利用的混合磨料抛光膜的制备方法 |
| CN115304393B (zh) * | 2022-08-08 | 2023-07-07 | 中电化合物半导体有限公司 | 一种多孔抛光垫的制备方法及应用 |
| CN116496600A (zh) * | 2023-05-23 | 2023-07-28 | 都江堰市苏彭新材料科技有限公司 | 一种刹车片用石墨复合摩擦材料及其制备方法 |
| CN116810617B (zh) * | 2023-07-03 | 2024-03-15 | 安徽高芯众科半导体有限公司 | 硅材料加工工艺 |
| CN119431865A (zh) * | 2023-07-31 | 2025-02-14 | 华为技术有限公司 | 多层材料及其使用的研磨材料和应用 |
| CN116984990B (zh) * | 2023-08-11 | 2025-09-02 | 安徽禾臣新材料有限公司 | 一种用于光学元件抛光用高弹性白垫及其生产工艺 |
| CN121889242A (zh) * | 2023-09-29 | 2026-04-17 | 富士纺控股株式会社 | 研磨垫及研磨方法 |
| KR102831572B1 (ko) * | 2024-03-07 | 2025-07-08 | 케이피엑스케미칼 주식회사 | 연마패드 |
| KR102801064B1 (ko) * | 2024-09-03 | 2025-04-30 | 엔펄스 주식회사 | 재생 연마패드 및 이의 제조방법 |
| CN119567089B (zh) * | 2024-09-11 | 2025-06-13 | 彤程电子材料(常州)有限公司 | 一种抛光材料、抛光垫及其制备方法和应用 |
| CN120326520B (zh) * | 2025-06-10 | 2025-12-05 | 良时正盛(江苏)半导体科技有限公司 | 一种化学机械抛光的抛光垫的抛光层及其制备方法 |
Family Cites Families (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3504457A (en) * | 1966-07-05 | 1970-04-07 | Geoscience Instr Corp | Polishing apparatus |
| US3875730A (en) * | 1973-06-20 | 1975-04-08 | Deere & Co | Conveyor control mechanism for agricultural stack-forming implement |
| US3875703A (en) * | 1973-12-26 | 1975-04-08 | Joseph V Clemente | Flexible sanding disc unit |
| US4331453A (en) * | 1979-11-01 | 1982-05-25 | Minnesota Mining And Manufacturing Company | Abrasive article |
| US4927432A (en) * | 1986-03-25 | 1990-05-22 | Rodel, Inc. | Pad material for grinding, lapping and polishing |
| JPS6465748A (en) * | 1987-09-04 | 1989-03-13 | Toshiba Corp | Method for gas exhaust of discharge lamp |
| JPH02220838A (ja) * | 1989-02-22 | 1990-09-04 | Rodeele Nitta Kk | 積層体、並びに該積層体を用いた被研磨部材の保持材及び研磨布 |
| US4959265A (en) * | 1989-04-17 | 1990-09-25 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape fastener for releasably attaching an object to a fabric |
| JPH03202281A (ja) * | 1989-12-28 | 1991-09-04 | Nippon Micro Kooteingu Kk | 任意の微細凹凸パターンを表面上に有する研磨テープの製造方法 |
| US5257478A (en) * | 1990-03-22 | 1993-11-02 | Rodel, Inc. | Apparatus for interlayer planarization of semiconductor material |
| EP0465868B1 (en) | 1990-06-29 | 1996-10-02 | National Semiconductor Corporation | Controlled compliance polishing pad |
| US5110668A (en) | 1990-12-21 | 1992-05-05 | General Electric Company | Flexible laminate having copolyetherester adhesive |
| JP3151843B2 (ja) * | 1991-03-04 | 2001-04-03 | 戸田工業株式会社 | 合金磁石のめっき法 |
| JPH04372369A (ja) * | 1991-06-21 | 1992-12-25 | Fuji Photo Film Co Ltd | 研磨テープ |
| JP3132111B2 (ja) * | 1991-11-29 | 2001-02-05 | ソニー株式会社 | 半導体装置の製造方法及びこれに用いるポリッシュパッド |
| AU654901B2 (en) | 1992-03-16 | 1994-11-24 | De Beers Industrial Diamond Division (Proprietary) Limited | Polishing pad |
| US5310455A (en) * | 1992-07-10 | 1994-05-10 | Lsi Logic Corporation | Techniques for assembling polishing pads for chemi-mechanical polishing of silicon wafers |
| US6069080A (en) * | 1992-08-19 | 2000-05-30 | Rodel Holdings, Inc. | Fixed abrasive polishing system for the manufacture of semiconductor devices, memory disks and the like |
| MY114512A (en) | 1992-08-19 | 2002-11-30 | Rodel Inc | Polymeric substrate with polymeric microelements |
| JPH06179174A (ja) * | 1992-12-11 | 1994-06-28 | Fuji Photo Film Co Ltd | 研磨体 |
| US5297366A (en) * | 1993-03-26 | 1994-03-29 | Huddleston Michael D | Self affixing sanding and buffing pads/system and apparatus |
| AU684776B2 (en) * | 1993-05-26 | 1998-01-08 | Minnesota Mining And Manufacturing Company | Method of providing a smooth surface on a substrate |
| US5709598A (en) * | 1993-06-02 | 1998-01-20 | Dai Nippon Printing Co., Ltd. | Abrasive tape and method of producing the same |
| KR100302084B1 (ko) * | 1993-06-28 | 2001-11-22 | 안자키 사토루 | 펀치프레스기 및 금형장착방법 |
| US5632668A (en) * | 1993-10-29 | 1997-05-27 | Minnesota Mining And Manufacturing Company | Method for the polishing and finishing of optical lenses |
| JPH07179533A (ja) * | 1993-12-22 | 1995-07-18 | Toyobo Co Ltd | ポリエステル樹脂粒子 |
| CA2182580A1 (en) * | 1994-02-22 | 1995-08-24 | Timothy L. Hoopman | Abrasive article, a method of making same, and a method of using same for finishing |
| JPH0819965A (ja) * | 1994-07-04 | 1996-01-23 | Teijin Ltd | 研磨テープ |
| JPH08108372A (ja) * | 1994-10-07 | 1996-04-30 | Mitsubishi Electric Corp | 研磨布 |
| US5674122A (en) * | 1994-10-27 | 1997-10-07 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods for their manufacture |
| JP3364081B2 (ja) | 1995-02-16 | 2003-01-08 | 株式会社半導体エネルギー研究所 | 半導体装置の作製方法 |
| EP0756318A1 (en) | 1995-07-24 | 1997-01-29 | International Business Machines Corporation | Method for real-time in-situ monitoring of a trench formation process |
| KR970018156A (ko) * | 1995-09-11 | 1997-04-30 | 김광호 | 웨이퍼 연마용 패드 |
| JP3042593B2 (ja) * | 1995-10-25 | 2000-05-15 | 日本電気株式会社 | 研磨パッド |
| US5807161A (en) * | 1996-03-15 | 1998-09-15 | Minnesota Mining And Manufacturing Company | Reversible back-up pad |
| US5704952A (en) * | 1996-05-08 | 1998-01-06 | Minnesota Mining And Manufacturing Company | Abrasive article comprising an antiloading component |
| JP2865061B2 (ja) * | 1996-06-27 | 1999-03-08 | 日本電気株式会社 | 研磨パッドおよび研磨装置ならびに半導体装置の製造方法 |
| WO1998021287A1 (en) * | 1996-11-12 | 1998-05-22 | Minnesota Mining And Manufacturing Company | Thermosettable pressure sensitive adhesive |
| JPH10156724A (ja) | 1996-11-28 | 1998-06-16 | Sony Corp | 研磨布、該研磨布を用いた平坦化研磨方法、及び半導体装置の製造方法 |
| JPH10156705A (ja) * | 1996-11-29 | 1998-06-16 | Sumitomo Metal Ind Ltd | 研磨装置および研磨方法 |
| KR100487455B1 (ko) | 1997-01-13 | 2005-05-09 | 롬 앤드 하스 일렉트로닉 머티리얼스 씨엠피 홀딩스, 인코포레이티드 | 사진석판술에 의해 유도된 표면 패턴(들)이 있는 연마용 중합체 패드 및 이에 관련된 방법 |
| JPH10249709A (ja) * | 1997-03-14 | 1998-09-22 | Chiyoda Kk | 研磨布 |
| US6722962B1 (en) * | 1997-04-22 | 2004-04-20 | Sony Corporation | Polishing system, polishing method, polishing pad, and method of forming polishing pad |
| JP3631879B2 (ja) * | 1997-04-25 | 2005-03-23 | Tdk株式会社 | 研磨テープ |
| US5921855A (en) | 1997-05-15 | 1999-07-13 | Applied Materials, Inc. | Polishing pad having a grooved pattern for use in a chemical mechanical polishing system |
| US6224465B1 (en) | 1997-06-26 | 2001-05-01 | Stuart L. Meyer | Methods and apparatus for chemical mechanical planarization using a microreplicated surface |
| JPH1148131A (ja) | 1997-07-30 | 1999-02-23 | Canon Inc | 基板を平坦化するための研磨工具および研磨方法 |
| JPH1148129A (ja) | 1997-08-07 | 1999-02-23 | Asahi Glass Co Ltd | 研磨パッド及び板状材の研磨方法 |
| JPH1158219A (ja) | 1997-08-21 | 1999-03-02 | Seiko Epson Corp | 半導体製造装置及び半導体装置の製造方法及び平面研磨布 |
| JPH11156699A (ja) * | 1997-11-25 | 1999-06-15 | Speedfam Co Ltd | 平面研磨用パッド |
| WO1999048645A1 (en) * | 1998-03-23 | 1999-09-30 | Speedfam-Ipec Corporation | Backing pad for workpiece carrier |
| US6303734B1 (en) * | 1998-03-27 | 2001-10-16 | Teijin Limited | Stabilized aromatic polycarbonate |
| KR100544562B1 (ko) * | 1998-05-15 | 2006-01-23 | 도요 보세키 가부시키가이샤 | 투명도전성 필름 및 터치판넬 |
| US6102779A (en) * | 1998-06-17 | 2000-08-15 | Speedfam-Ipec, Inc. | Method and apparatus for improved semiconductor wafer polishing |
| JP3147089B2 (ja) * | 1998-06-23 | 2001-03-19 | 日本電気株式会社 | 半導体装置の製造方法 |
| JP3770752B2 (ja) * | 1998-08-11 | 2006-04-26 | 株式会社日立製作所 | 半導体装置の製造方法及び加工装置 |
| JP2000077366A (ja) * | 1998-08-28 | 2000-03-14 | Nitta Ind Corp | 研磨布及びその研磨布の研磨機定盤への脱着方法 |
| JP2000190232A (ja) | 1998-10-13 | 2000-07-11 | Hitachi Chem Co Ltd | 半導体ウエハ研磨用樹脂砥石、その製造方法、半導体ウエハの研磨方法、半導体素子および半導体装置 |
| JP3890786B2 (ja) | 1998-11-09 | 2007-03-07 | 東レ株式会社 | 研磨装置および研磨パッド |
| WO2000027589A1 (en) * | 1998-11-09 | 2000-05-18 | Toray Industries, Inc. | Polishing pad and polishing device |
| JP2000232082A (ja) * | 1998-12-11 | 2000-08-22 | Toray Ind Inc | 研磨パッドおよび研磨装置 |
| JP2000190235A (ja) | 1998-12-24 | 2000-07-11 | Fuji Photo Film Co Ltd | 研磨体の製造方法 |
| JP4293480B2 (ja) * | 1999-01-12 | 2009-07-08 | 東洋ゴム工業株式会社 | 研磨パッドの製造方法 |
| JP2000237962A (ja) | 1999-02-18 | 2000-09-05 | Yasuhiro Tani | 鏡面加工用研磨具 |
| KR20000036021A (ko) * | 1999-03-10 | 2000-06-26 | 스프레이그 로버트 월터 | 연마 용품 및 그의 제조 방법 |
| US6458018B1 (en) * | 1999-04-23 | 2002-10-01 | 3M Innovative Properties Company | Abrasive article suitable for abrading glass and glass ceramic workpieces |
| US6234875B1 (en) * | 1999-06-09 | 2001-05-22 | 3M Innovative Properties Company | Method of modifying a surface |
| JP2000354950A (ja) | 1999-06-15 | 2000-12-26 | Sumitomo Metal Ind Ltd | 研磨パッド、研磨装置及び平坦な表面を有する被研磨体を製造する方法 |
| US6406363B1 (en) * | 1999-08-31 | 2002-06-18 | Lam Research Corporation | Unsupported chemical mechanical polishing belt |
| US6277161B1 (en) * | 1999-09-28 | 2001-08-21 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| JP4296655B2 (ja) | 1999-10-12 | 2009-07-15 | 東レ株式会社 | 半導体基板用研磨パッド |
| JP4028163B2 (ja) * | 1999-11-16 | 2007-12-26 | 株式会社デンソー | メカノケミカル研磨方法及びメカノケミカル研磨装置 |
| US6534176B2 (en) | 1999-12-10 | 2003-03-18 | Asahi Glass Company, Limited | Scaly silica particles and hardenable composition containing them |
| US6187942B1 (en) * | 2000-03-01 | 2001-02-13 | General Electric Company | Method and catalyst system for producing aromatic carbonates |
| WO2001070882A1 (en) * | 2000-03-22 | 2001-09-27 | Teijin Limited | Aromatic polycarbonate composition |
| US6454634B1 (en) | 2000-05-27 | 2002-09-24 | Rodel Holdings Inc. | Polishing pads for chemical mechanical planarization |
| JP3925041B2 (ja) | 2000-05-31 | 2007-06-06 | Jsr株式会社 | 研磨パッド用組成物及びこれを用いた研磨パッド |
| GB2363455B (en) * | 2000-06-12 | 2002-10-16 | Schlumberger Holdings | Flowmeter |
| CN100496896C (zh) * | 2000-12-01 | 2009-06-10 | 东洋橡膠工业株式会社 | 研磨垫 |
| US6632129B2 (en) * | 2001-02-15 | 2003-10-14 | 3M Innovative Properties Company | Fixed abrasive article for use in modifying a semiconductor wafer |
-
2001
- 2001-11-28 CN CNB2005100543795A patent/CN100496896C/zh not_active Expired - Lifetime
- 2001-11-28 CN CNB018194893A patent/CN1224499C/zh not_active Expired - Lifetime
- 2001-11-28 KR KR1020077026612A patent/KR100905266B1/ko not_active Expired - Lifetime
- 2001-11-28 JP JP2002545884A patent/JP4177100B2/ja not_active Expired - Lifetime
- 2001-11-28 KR KR1020037006642A patent/KR100867339B1/ko not_active Expired - Lifetime
- 2001-11-28 WO PCT/JP2001/010363 patent/WO2002043921A1/ja not_active Ceased
- 2001-11-28 CN CNB2005100543808A patent/CN100484718C/zh not_active Expired - Lifetime
- 2001-11-28 CN CNB2005100543780A patent/CN100379522C/zh not_active Expired - Lifetime
- 2001-11-28 US US10/432,410 patent/US7192340B2/en not_active Expired - Lifetime
- 2001-11-28 KR KR1020077026611A patent/KR100857504B1/ko not_active Expired - Lifetime
- 2001-11-28 KR KR1020087008913A patent/KR100892924B1/ko not_active Expired - Lifetime
-
2006
- 2006-03-02 US US11/366,238 patent/US7329170B2/en not_active Expired - Lifetime
- 2006-03-02 US US11/366,077 patent/US7641540B2/en not_active Expired - Lifetime
- 2006-03-02 US US11/366,981 patent/US7762870B2/en not_active Expired - Fee Related
-
2008
- 2008-03-31 JP JP2008092193A patent/JP2008168433A/ja active Pending
- 2008-03-31 JP JP2008092251A patent/JP4757891B2/ja not_active Expired - Lifetime
-
2010
- 2010-11-30 JP JP2010267365A patent/JP5105559B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US7641540B2 (en) | 2010-01-05 |
| CN1224499C (zh) | 2005-10-26 |
| KR20070114852A (ko) | 2007-12-04 |
| US20060148391A1 (en) | 2006-07-06 |
| KR100905266B1 (ko) | 2009-06-29 |
| US7329170B2 (en) | 2008-02-12 |
| US20040055223A1 (en) | 2004-03-25 |
| CN1651193A (zh) | 2005-08-10 |
| WO2002043921A1 (en) | 2002-06-06 |
| KR100867339B1 (ko) | 2008-11-06 |
| CN100484718C (zh) | 2009-05-06 |
| CN100496896C (zh) | 2009-06-10 |
| CN1651192A (zh) | 2005-08-10 |
| US20060148393A1 (en) | 2006-07-06 |
| KR20080040054A (ko) | 2008-05-07 |
| KR20030062343A (ko) | 2003-07-23 |
| KR100892924B1 (ko) | 2009-04-09 |
| KR20070116694A (ko) | 2007-12-10 |
| KR100857504B1 (ko) | 2008-09-08 |
| US7192340B2 (en) | 2007-03-20 |
| CN1476367A (zh) | 2004-02-18 |
| JP2011067946A (ja) | 2011-04-07 |
| US20060148392A1 (en) | 2006-07-06 |
| US7762870B2 (en) | 2010-07-27 |
| JP2008213140A (ja) | 2008-09-18 |
| JP2008168433A (ja) | 2008-07-24 |
| JP5105559B2 (ja) | 2012-12-26 |
| JPWO2002043921A1 (ja) | 2004-04-02 |
| CN1669739A (zh) | 2005-09-21 |
| CN100379522C (zh) | 2008-04-09 |
| JP4757891B2 (ja) | 2011-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4177100B2 (ja) | 研磨パッド及びその製造方法並びに研磨パッド用クッション層 | |
| KR100877388B1 (ko) | 연마 패드 및 그 제조 방법 | |
| KR101181885B1 (ko) | 연마 패드 | |
| CN100537147C (zh) | 研磨垫及其制造方法和研磨垫用缓冲层 | |
| CN100569448C (zh) | 研磨垫及其制造方法 | |
| TW567114B (en) | Polishing pad and manufacture method thereof and buffer layer for polishing pad |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20040915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20040916 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041126 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041126 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20070123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080331 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080331 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080819 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080821 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110829 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4177100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140829 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| EXPY | Cancellation because of completion of term |