JP5157675B2 - 射出成形用金型及び樹脂成形品の成形方法 - Google Patents
射出成形用金型及び樹脂成形品の成形方法 Download PDFInfo
- Publication number
- JP5157675B2 JP5157675B2 JP2008165013A JP2008165013A JP5157675B2 JP 5157675 B2 JP5157675 B2 JP 5157675B2 JP 2008165013 A JP2008165013 A JP 2008165013A JP 2008165013 A JP2008165013 A JP 2008165013A JP 5157675 B2 JP5157675 B2 JP 5157675B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- runner
- pin
- molded product
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2616—Moulds having annular mould cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/38—Cutting-off equipment for sprues or ingates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2708—Gates
- B29C2045/2714—Gates elongated, e.g. film-like, annular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
- B29C45/401—Ejector pin constructions or mountings
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
また、本発明の射出成形用金型の他の特徴とするところは、前記円盤状のランナにおいて周縁部が中央部よりも厚くなっている点にある。
また、本発明の射出成形用金型の他の特徴とするところは、複数本の前記Zピンを対称的に配置した点にある。
また、本発明の射出成形用金型の他の特徴とするところは、前記Zピンは他のピンに取り替え可能とされている点にある。
本発明の樹脂成形品の成形方法は、本発明の射出成形用金型を用いて、穴を持つ樹脂成形品を成形することを特徴とする。
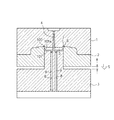
図1A〜図1Cは、本実施形態に係る射出成形用金型の構造を示す断面図である。また、図2は、本実施形態に係る射出成形用金型の要部拡大図である。本実施形態では、図6に示すように、乗用車のシフトレバー周りに配されるリング状の部品100を成形する例を説明する。

2 可動型
3 コア部
4 スプルー
5 ランナ
6 キャビティ
7 フィルムゲート
8 ピン収容部
9 Zピン
10 空間
100 リング状の部品(樹脂成形品)
101 ランナ部
101a テーパ部
102 柱状部
Claims (5)
- 溶融樹脂の流入通路となるスプルーと、
前記スプルーに中央で連通する円盤状のランナと、
前記円盤状のランナの外周部に沿って配置されたキャビティと、
前記円盤状のランナの全周縁部から前記キャビティへと溶融樹脂を流入させるフィルムゲートとを備えたことを特徴とする射出成形用金型であって、
固定型と、可動型と、前記可動型に相対移動可能に設けられたコア部とを備え、
前記コア部には、前記円盤状のランナ内に成形されるランナ部を保持するZピンが設けられており、
前記固定型と前記可動型の型閉状態のまま、前記コア部を移動させて前記Zピンを移動させることにより、前記フィルムゲート内に成形される薄肉部を切断する構成にし、
前記円盤状のランナの直径が30mmを超えており、前記Zピンを、前記キャビティから15mm以上離して配置することを特徴とする射出成形用金型。 - 前記円盤状のランナにおいて周縁部が中央部よりも厚くなっていることを特徴とする請求項1に記載の射出成形用金型。
- 複数本の前記Zピンを対称的に配置したことを特徴とする請求項1又は2に記載の射出成形用金型。
- 前記Zピンは他のピンに取り替え可能とされていることを特徴とする請求項1乃至3のいずれか1項に記載の射出成形用金型。
- 請求項1乃至4のいずれか1項に記載の射出成形用金型を用いて、穴を持つ樹脂成形品を成形することを特徴とする樹脂成形品の成形方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165013A JP5157675B2 (ja) | 2008-06-24 | 2008-06-24 | 射出成形用金型及び樹脂成形品の成形方法 |
| US12/420,985 US20090315218A1 (en) | 2008-06-24 | 2009-04-09 | Injection mold and molding method for resin molding |
| DE102009017860A DE102009017860A1 (de) | 2008-06-24 | 2009-04-17 | Einspritzgießform und Gießverfahren zum Harzgießen |
| CN200910139676A CN101612778A (zh) | 2008-06-24 | 2009-06-24 | 注塑成型用模具和树脂成型品的成型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165013A JP5157675B2 (ja) | 2008-06-24 | 2008-06-24 | 射出成形用金型及び樹脂成形品の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010005821A JP2010005821A (ja) | 2010-01-14 |
| JP5157675B2 true JP5157675B2 (ja) | 2013-03-06 |
Family
ID=41360838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008165013A Active JP5157675B2 (ja) | 2008-06-24 | 2008-06-24 | 射出成形用金型及び樹脂成形品の成形方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20090315218A1 (ja) |
| JP (1) | JP5157675B2 (ja) |
| CN (1) | CN101612778A (ja) |
| DE (1) | DE102009017860A1 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080191379A1 (en) * | 2007-02-12 | 2008-08-14 | Ford Global Technologies, Llc | Molded-in-color vehicle panel and mold |
| US20080318051A1 (en) * | 2007-06-22 | 2008-12-25 | Ford Global Technologies, Llc | Molding system and molded-in-color panel |
| US20080318052A1 (en) * | 2007-06-22 | 2008-12-25 | Ford Global Technologies, Llc | Molded-in-color panel and method for molding |
| US20120289282A1 (en) | 2010-01-14 | 2012-11-15 | Sharp Kabushiki Kaisha | Mobile station device, mobile communication system, and program |
| FR2957839B1 (fr) * | 2010-03-25 | 2012-08-31 | Valois Sas | Procede de moulage par injection d'une piece creuse en matiere plastique. |
| JP2012106419A (ja) * | 2010-11-17 | 2012-06-07 | Morioka Seiko Instruments Inc | 射出成形用金型、成形品及び成形品の製造方法 |
| US8465270B2 (en) * | 2011-02-23 | 2013-06-18 | Cheng Uei Precision Industry Co., Ltd. | Injection mold |
| JP6012959B2 (ja) * | 2011-12-13 | 2016-10-25 | 東洋エアゾール工業株式会社 | エアゾール容器用マウンテンカップの取付構造、パッキン部材およびエアゾール容器 |
| JP5965712B2 (ja) * | 2012-04-25 | 2016-08-10 | 株式会社不二工機 | 電動弁用駆動モータのステータ |
| JP5881632B2 (ja) * | 2013-02-28 | 2016-03-09 | 三菱電機株式会社 | メタリック調樹脂成形品の製造装置及び製造方法 |
| CN104385535B (zh) * | 2014-11-27 | 2017-06-13 | 奇瑞商用车(安徽)有限公司 | 一种保险杠加工模具及其加工方法 |
| CN104943069B (zh) * | 2015-05-26 | 2017-06-16 | 宁波市鄞州剑均机械科技有限公司 | 晾衣架上连接两杆的连接件的模具 |
| CN104908246A (zh) * | 2015-05-26 | 2015-09-16 | 宁波市鄞州剑均机械科技有限公司 | 一种晾衣架上连接两杆的连接件的模具 |
| JP6873364B2 (ja) * | 2017-06-08 | 2021-05-19 | 日立Astemo株式会社 | ロアスプリングシートの製造方法及びその製造方法により製造されたロアスプリングシート |
| CN109016398A (zh) * | 2017-06-12 | 2018-12-18 | 林建成 | 模内料头切断结构 |
| US11179872B2 (en) * | 2017-10-24 | 2021-11-23 | Canon Kabushiki Kaisha | Resin shaping mold and method of producing resin molded product |
| CN108437376B (zh) * | 2018-03-30 | 2023-12-26 | 上海峰梅精模科技有限公司 | 一种注塑模具侧向引脚的插入滑块装置及其应用 |
| CN109130098B (zh) * | 2018-11-19 | 2024-04-12 | 深圳市银宝山新科技股份有限公司 | 注射压缩成型模具 |
| US12059829B2 (en) * | 2019-03-05 | 2024-08-13 | Flex Ltd. | Combined injection moulding and extrusion |
| DE102020119825A1 (de) | 2020-07-28 | 2022-02-03 | Hanon Systems | Verfahren und Werkzeug zur Herstellung eines Ventil-Dichtungssitzes |
| CN113320181A (zh) * | 2021-06-01 | 2021-08-31 | 季正(天津)科技有限公司 | 一种电动车用无熔接痕迹安装框及其加工方法 |
| DE102022121065A1 (de) * | 2022-08-19 | 2024-02-22 | Elringklinger Ag | Verfahren und Gusswerkzeug zur Herstellung eines Dichtelements, Dichtelement |
| DE102022121064A1 (de) * | 2022-08-19 | 2024-02-22 | Elringklinger Ag | Verfahren und Gusswerkzeug zur Herstellung eines Dichtelements |
| US11840002B1 (en) * | 2022-10-27 | 2023-12-12 | Cool Things Corp. | Donut tooling mold structure and method |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04336218A (ja) * | 1991-05-14 | 1992-11-24 | Sumitomo Heavy Ind Ltd | 成形用金型 |
| JP2944359B2 (ja) * | 1993-03-23 | 1999-09-06 | 株式会社精工技研 | 基盤射出成形金型 |
| US5340303A (en) * | 1993-07-20 | 1994-08-23 | Galic Maus Ventures | Faster cycling sprue for centerhole - tearout optical disk injection molds |
| JPH08132481A (ja) * | 1994-11-04 | 1996-05-28 | Sharp Corp | 枠体状成型品の成型方法 |
| JP3301873B2 (ja) * | 1994-11-18 | 2002-07-15 | 光洋精工株式会社 | 樹脂巻き部品の成形方法 |
| JPH10235694A (ja) * | 1997-02-25 | 1998-09-08 | Meiki Co Ltd | ディスク成形品の中心孔の形成方法および装置 |
| JPH11240048A (ja) * | 1998-02-25 | 1999-09-07 | Meiki Co Ltd | ディスク基板成形金型およびディスク基板成形方法 |
| JP3721053B2 (ja) * | 2000-06-15 | 2005-11-30 | 株式会社エンプラス | 射出成形用金型 |
| JP2002326257A (ja) * | 2001-05-07 | 2002-11-12 | Mitsubishi Electric Corp | シール部材用射出成形装置 |
| JP4105573B2 (ja) * | 2003-03-26 | 2008-06-25 | Tdk株式会社 | 金型部品および金型装置 |
| JP4273401B2 (ja) * | 2003-08-06 | 2009-06-03 | 住友電装株式会社 | 射出成形用金型 |
| JP4854504B2 (ja) | 2006-12-28 | 2012-01-18 | 有限会社ディー・エッチ・エス | 三次元画像表示方法 |
-
2008
- 2008-06-24 JP JP2008165013A patent/JP5157675B2/ja active Active
-
2009
- 2009-04-09 US US12/420,985 patent/US20090315218A1/en not_active Abandoned
- 2009-04-17 DE DE102009017860A patent/DE102009017860A1/de not_active Ceased
- 2009-06-24 CN CN200910139676A patent/CN101612778A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010005821A (ja) | 2010-01-14 |
| DE102009017860A1 (de) | 2009-12-31 |
| CN101612778A (zh) | 2009-12-30 |
| US20090315218A1 (en) | 2009-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5157675B2 (ja) | 射出成形用金型及び樹脂成形品の成形方法 | |
| JP5724574B2 (ja) | 射出成形品の製造方法 | |
| JP2020152049A (ja) | 車両用装飾部品、2色成形金型及び2色射出成形方法 | |
| CA2508012C (en) | Method of designing and producing a mold | |
| JP5794242B2 (ja) | 成形金型 | |
| CN101730600B (zh) | 用于零件的压模铸造的方法和装置 | |
| CN101663113A (zh) | 金属合金浆料分配器 | |
| JP2005288549A (ja) | 金属溶融射出成形装置、ゲート構造 | |
| JP3702463B2 (ja) | 成形用金型装置 | |
| JP2001353753A (ja) | 射出成形用金型および射出成形品の製造方法 | |
| JP2012000928A (ja) | 操作ノブの製造方法 | |
| JP6730039B2 (ja) | 成形用金型 | |
| JP6105189B2 (ja) | 射出成形用金型 | |
| JP6834873B2 (ja) | 配線基板の製造方法及び製造装置 | |
| JP2012236331A (ja) | モールド装置及びモールド方法 | |
| JP2017189933A (ja) | 樹脂磁石の射出成形体および樹脂磁石の射出成形体の製造方法 | |
| CA3184657A1 (en) | Methods and systems for dispensing spray wax and break strip extrusions | |
| JP6214592B2 (ja) | 樹脂成形用金型 | |
| JP2006103149A (ja) | メタリック調樹脂成形品およびメタリック調樹脂成形品の製造方法 | |
| JP2015164766A (ja) | メタリック樹脂成形枠体の成形方法及びそれを用いた成形用金型 | |
| JP2013035242A (ja) | 金型装置 | |
| KR100686549B1 (ko) | 사출성형기 및 이를 이용한 사출성형금형 내에서의 도장방법 | |
| JP2000334553A (ja) | 金属溶融射出成形装置、ゲート構造、金属溶融射出成形方法 | |
| JP2014065266A (ja) | 射出成形品及びその製造方法 | |
| JP5217080B2 (ja) | スライドコア付き樹脂成形金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110323 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121126 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5157675 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |