JP5601320B2 - 転がり軸受及びその製造方法 - Google Patents
転がり軸受及びその製造方法 Download PDFInfo
- Publication number
- JP5601320B2 JP5601320B2 JP2011514463A JP2011514463A JP5601320B2 JP 5601320 B2 JP5601320 B2 JP 5601320B2 JP 2011514463 A JP2011514463 A JP 2011514463A JP 2011514463 A JP2011514463 A JP 2011514463A JP 5601320 B2 JP5601320 B2 JP 5601320B2
- Authority
- JP
- Japan
- Prior art keywords
- zirconia
- yttria
- alumina
- raw material
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/32—Balls
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
- C04B35/119—Composites with zirconium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
- C04B35/488—Composites
- C04B35/4885—Composites with aluminium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
- C04B35/6455—Hot isostatic pressing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/38—Ball cages
- F16C33/44—Selection of substances
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/66—Special parts or details in view of lubrication
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3272—Iron oxides or oxide forming salts thereof, e.g. hematite, magnetite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2206/00—Materials with ceramics, cermets, hard carbon or similar non-metallic hard materials as main constituents
- F16C2206/40—Ceramics, e.g. carbides, nitrides, oxides, borides of a metal
- F16C2206/42—Ceramics, e.g. carbides, nitrides, oxides, borides of a metal based on ceramic oxides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/20—Shaping by sintering pulverised material, e.g. powder metallurgy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2360/00—Engines or pumps
- F16C2360/46—Fans, e.g. ventilators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2370/00—Apparatus relating to physics, e.g. instruments
- F16C2370/12—Hard disk drives or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2380/00—Electrical apparatus
- F16C2380/26—Dynamo-electric machines or combinations therewith, e.g. electro-motors and generators
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Rolling Contact Bearings (AREA)
- Compositions Of Oxide Ceramics (AREA)
Description
(1)少なくとも内輪、外輪、転動体及び保持器を備える転がり軸受において、
前記転動体が、アルミナ成分と、ジルコニア成分またはイットリアを1.5〜5モル%含有するイットリア−ジルコニア成分とを、質量比で、アルミナ成分:ジルコニア成分またはイットリア−ジルコニア成分=5〜30:70〜95で含み、アルミナ焼結粒子、ジルコニア焼結粒子またはイットリア−ジルコニア焼結粒子が、何れも平均粒径2μm以下であり、かつ、SiO 2 、Na 2 O及びFe 2 O 3 の各含有量が何れも0.3質量%以下であるアルミナ−ジルコニア系複合材料製であることを特徴とする転がり軸受。
(2) 転動体の表面において、10〜30μmのジルコニア塊またはイットリア−ジルコニア塊の個数が5個/300mm 2 以下であることを特徴とする上記(1)記載の転がり軸受。
(3)転動体のヤング率が215〜280GPaであることを特徴とする上記(1)または(2)記載の転がり軸受。
(4)転動体の密度が4.5〜6g/cm 3 であることを特徴とする上記(1)〜(3)の何れか1項に記載の転がり軸受。
(5)保持器が合成樹脂組成物からなることを特徴とする上記(1)〜(4)の何れか1項に記載の転がり軸受。
(6)内輪及び外輪の少なくとも一方が浸炭窒化処理されていることを特徴とする上記(1)〜(5)の何れか1項に記載の転がり軸受。
(7)40℃における動粘度が80mm 2 /s以下であるエステル油、または該エステル油を基油とするグリースを、軸受空間の20体積%以下となるように封入したことを特徴とする上記(1)〜(6)何れか1項に記載の転がり軸受。
(8)40℃における動粘度が80mm 2 /s以下で、分子中に極性基を持たない無極性潤滑油、または該無極性潤滑油を基油とするグリースを、軸受空間の20体積%以下となるように封入したことを特徴とする上記(1)〜(7)の何れか1項に記載の転がり軸受。
(9)少なくとも内輪、外輪、転動体及び保持器を備える転がり軸受の製造方法において、SiO 2 、Na 2 O及びFe 2 O 3 の各含有量が何れも0.3質量%以下であり、かつ、アルミナ原料粉末と、ジルコニア原料粉末またはイットリアを1.5〜5モル%含有するイットリア−ジルコニア原料粉末とを、質量比で、アルミナ原料粉末:ジルコニア原料粉末またはイットリア−ジルコニア原料粉末=5〜30:70〜95の割合で混合してなる混合物を、転動体の形状に成形した後、成形物を焼結して、ジルコニア焼結粒子またはイットリア−ジルコニア焼結粒子が何れも平均粒径2μm以下である転動体を作製する工程を有することを特徴とする転がり軸受の製造方法。
(10)アルミナ原料粉末と、ジルコニア原料粉末またはイットリア−ジルコニア原料粉末とを、φ1mm以下のジルコニア系ビーズとともにビーズミル混合機に投入して粉砕混合することを特徴とする上記(9)記載の転がり軸受の製造方法。
内輪及び外輪をSUJ2鋼製とし、ボール試験片をアルミナ−ジルコニア系複合材料、窒化珪素またはSUJ2鋼で作製した。尚、アルミナ−ジルコニア系複合材料製のボール試験片は、アルミナ原料粉末とジルコニア原料粉末とを、質量比でアルミナ成分:ジルコニア成分=20:80となるように混合し、焼結したものである。そして、リチウム−エステル油系グリース(NSハイリューブ)を160mg充填して試験軸受とした。尚、このグリース充填量は、軸受空間の20体積%に相当する。

試験1で用いたアルミナ−ジルコニア系複合材料製のボール試験片及びSUJ2鋼製のボール紙件片を用いた試験軸受について、室温、60000min−1の条件にて計算寿命で比較したところ、アルミナ−ジルコニア複合材料製のボール試験片を用いた試験軸受では寿命が約12.8倍も延びている。
試験1で用いた試験軸受に500万回の往復振動運動を与え、揺動前とのアキシアル方向の振動量比を求めた。結果を表2に示すが、アルミナ−ジルコニア系複合材料製のボール試験片を用いた試験軸受では、耐フレッチング摩耗性が大きく向上することがわかる。
各種潤滑油中で摩擦試験を行い、摩擦係数の経時変化及び比摩耗量を測定した。比摩耗量とは、固体同士を摩擦する際に単位摩擦距離、単位荷重あたりの摩耗体積を示している。この摩擦試験は、以下のようにして行った。SUJ2製の平板状のディスク試験片の上に、SUJ2製のボール試験片又はアルミナ−ジルコニア系複合材料製のボール試験片を載置し、ボール試験片に所定の荷重を負荷しながら所定のすべり速度で回転させた。試験条件は、以下の通りである。
・ボール試験片の直径:5/32インチ
・荷重:49N
・すべり速度:5mm/s
アルミナ原料粉末とジルコニア原料粉末とを、表3に示す成分比(質量%)にて混合してジルコニア−アルミナ系複合材料製のボール試験片を作製し、下記の条件にてスラスト試験を行った。尚、試験装置は図10に示すように、軸受を油浴中に浸漬した状態で回転させ、回転中の振動値を求めるとともに、一定時間毎に分解してボール試験片表面の剥離が確認された時点を寿命とした。そして、測定した実寿命と、51305軸受の計算寿命との比を求めた。
・荷重:450kgf
・ボール試験片の直径:3/8インチ
・玉数:3球
・回転数:1000rpm
・軸受:51305(内輪及び外輪はSUJ2)
・潤滑油:RO68
アルミナ原料粉末と、イットリアを3質量%含有するイットリア−ジルコニア原料粉末とを、表4に示す成分比(質量%)にて混合し、焼結してボール試験片を作製した。尚、イットリア−ジルコニア原料粉末は、不純物として酸化鉄を表4に示す量含有するものを用いた。そして、試験5に従い下記の条件にて寿命比を求めた。
・ボール試験片の直径:3/8インチ
・面圧:1GPa
・回転数:1000rpm
・軸受:51305(内輪及び外輪はSUJ2)
・潤滑油:VG68
アルミナ原料粉末と、イットリアを3質量%含有するイットリア−ジルコニア原料粉末とを、表5に示す成分比(質量%)にてビーズミル混合機を用い、水にて湿式混合した後、乾燥造粒、成形、脱脂、焼結、HIP処理を順次行いアルミナ−ジルコニア系複合材料製の素球を作製した。次いで、素球を研磨し、所定形状の完成球に仕上げた。そして、完成球の切断面をSEMを用いて倍率20000倍で観察し、焼結粒子の粒径を測定した。視野内にはアルミナ焼結粒子とイットリア−ジルコニア焼結粒子が混在しており、アルミナ焼結粒子とイットリア−ジルコニア焼結粒子とを区別することなく個々の粒径を求め、平均粒径を算出した。また、試験5と同様にして寿命比を求めた。
アルミナ原料粉末20質量%と、ジルコニア原料粉末80質量%とを混合し、焼結条件を変えて各種のボール試験片を作製し、ボール試験片の表面を観察してジルコニア塊の長径部の寸法を測定した。そして、試験5に従い寿命比を求めた。
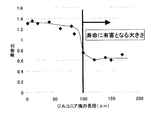
試験8で得られた結果のように、剥離の起点から観察されたジルコニア塊が100μmを超えると寿命は計算寿命より低下することから、転動体の寿命を保証するためには転動体の表面を観察して100μmのジルコニア塊がないかを確認することになる。しかし、粉砕・混合・乾燥・造粒といった粉末の製造条件が十分に管理され、作製された転動体の実際の表面では、100μm以上のジルコニア塊の出現頻度は低く、転動体の表面を全数検査することは労度とコストの点より現実的に困難である。また、実際には転動体表面の直下にあって表面からこれが確認できない場合でも、剥離を生じるため、これを確認するには直接寿命試験を行う必要があった。そこで、ジルコニア塊が転動体の表面にどのようにして存在してるかを把握するために、まず転動体の表面を抜き取りで検査し、ジルコニア塊の分布を調査したところ、ジルコニア塊の大きさと個数の関係は図16に示すような指数分布に従うことがわかった。尚、図中の数式において、yはジルコニア塊の個数、xはジルコニア塊の大きさであり、c及びaは実験値として決定される定数である。この指数分布をもとに、実際に観察が容易な出現頻度の10〜30μmと100μmの個数比を求めれば、10〜30μmサイズのジルコニア塊の個数から寿命に有害な100μmサイズの個数を把握できることがわかった。さらに,この寿命に有害な100μmサイズの推定個数について信頼度を持たせるため、統計的な考えに基づいて観察すべき面積を検討し、300mm2観察すれば十分な信頼度が得られることがわかった。そして、この面積中に存在する10〜30μmサイズのジルコニア塊の個数と寿命との関係を調査するために、下記の寿命試験を行った。
・ボール試験片の直径:3/8インチ
・荷重:740kgf
・玉数:6球
・回転数:1000rpm
・軸受:51305(内輪及び外輪はSUJ2)
・潤滑油:RO68
試験7〜9を踏まえ、表8に示すようにアルミナ成分とジルコニア成分との成分比(質量%)及び焼結条件を変えてボール試験片を作製した。そして、各ボール試験片の切断面を、SEMを用いて倍率20000倍で観察し、焼結粒子の粒径を測定して平均粒径を求めた。また、表面における300mm2当たりの10〜30μmのジルコニア塊の個数を測定した。更に、試験9と同様にして寿命比を求めた。
アルミナ原料粉末20質量%と、ジルコニア原料粉末80質量%とをΦ10mmのジルコニア製粉砕メディアとともにボールミル混合機に投入し、600rpmで混合した。そして、混合物を球状に成形し、焼結した後、直径3/8インチのボール試験片Aを作製した。
・ボール試験片の直径:3/8インチ
・面圧:3GPa
・回転数:1000rpm
・軸受:51305(内輪及び外輪はSUJ2)
・潤滑油:VG68
2 外輪
3 玉
4 保持器
5 シール
6 軸受空間
G 潤滑剤
Claims (10)
- 少なくとも内輪、外輪、転動体及び保持器を備える転がり軸受において、
前記転動体が、アルミナ成分と、ジルコニア成分またはイットリアを1.5〜5モル%含有するイットリア−ジルコニア成分とを、質量比で、アルミナ成分:ジルコニア成分またはイットリア−ジルコニア成分=5〜30:70〜95で含み、アルミナ焼結粒子、ジルコニア焼結粒子またはイットリア−ジルコニア焼結粒子が、何れも平均粒径2μm以下であり、かつ、SiO 2 、Na 2 O及びFe 2 O 3 の各含有量が何れも0.3質量%以下であるアルミナ−ジルコニア系複合材料製であることを特徴とする転がり軸受。 - 転動体の表面において、10〜30μmのジルコニア塊またはイットリア−ジルコニア塊の個数が5個/300mm 2 以下であることを特徴とする請求項1記載の転がり軸受。
- 転動体のヤング率が215〜280GPaであることを特徴とする請求項1または2記載の転がり軸受。
- 転動体の密度が4.5〜6g/cm 3 であることを特徴とする請求項1〜3の何れか1項に記載の転がり軸受。
- 保持器が合成樹脂組成物からなることを特徴とする請求項1〜4の何れか1項に記載の転がり軸受。
- 内輪及び外輪の少なくとも一方が浸炭窒化処理されていることを特徴とする請求項1〜5の何れか1項に記載の転がり軸受。
- 40℃における動粘度が80mm 2 /s以下であるエステル油、または該エステル油を基油とするグリースを、軸受空間の20体積%以下となるように封入したことを特徴とする請求項1〜6何れか1項に記載の転がり軸受。
- 40℃における動粘度が80mm 2 /s以下で、分子中に極性基を持たない無極性潤滑油、または該無極性潤滑油を基油とするグリースを、軸受空間の20体積%以下となるように封入したことを特徴とする請求項1〜7の何れか1項に記載の転がり軸受。
- 少なくとも内輪、外輪、転動体及び保持器を備える転がり軸受の製造方法において、
SiO 2 、Na 2 O及びFe 2 O 3 の各含有量が何れも0.3質量%以下であり、かつ、アルミナ原料粉末と、ジルコニア原料粉末またはイットリアを1.5〜5モル%含有するイットリア−ジルコニア原料粉末とを、質量比で、アルミナ原料粉末:ジルコニア原料粉末またはイットリア−ジルコニア原料粉末=5〜30:70〜95の割合で混合してなる混合物を、転動体の形状に成形した後、成形物を焼結して、ジルコニア焼結粒子またはイットリア−ジルコニア焼結粒子が何れも平均粒径2μm以下である転動体を作製する工程を有することを特徴とする転がり軸受の製造方法。 - アルミナ原料粉末と、ジルコニア原料粉末またはイットリア−ジルコニア原料粉末とを、φ1mm以下のジルコニア系ビーズとともにビーズミル混合機に投入して粉砕混合することを特徴とする請求項9記載の転がり軸受の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011514463A JP5601320B2 (ja) | 2009-05-21 | 2010-05-21 | 転がり軸受及びその製造方法 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009123072 | 2009-05-21 | ||
| JP2009123072 | 2009-05-21 | ||
| JP2010035213 | 2010-02-19 | ||
| JP2010035213 | 2010-02-19 | ||
| PCT/JP2010/058647 WO2010134602A1 (ja) | 2009-05-21 | 2010-05-21 | 転がり軸受及びその製造方法 |
| JP2011514463A JP5601320B2 (ja) | 2009-05-21 | 2010-05-21 | 転がり軸受及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014164943A Division JP2014224608A (ja) | 2009-05-21 | 2014-08-13 | 転がり軸受及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2010134602A1 JPWO2010134602A1 (ja) | 2012-11-12 |
| JP5601320B2 true JP5601320B2 (ja) | 2014-10-08 |
Family
ID=43126279
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011514463A Expired - Fee Related JP5601320B2 (ja) | 2009-05-21 | 2010-05-21 | 転がり軸受及びその製造方法 |
| JP2014164943A Pending JP2014224608A (ja) | 2009-05-21 | 2014-08-13 | 転がり軸受及びその製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014164943A Pending JP2014224608A (ja) | 2009-05-21 | 2014-08-13 | 転がり軸受及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20110152138A1 (ja) |
| JP (2) | JP5601320B2 (ja) |
| KR (1) | KR101233869B1 (ja) |
| CN (1) | CN102138016B (ja) |
| WO (1) | WO2010134602A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5779878B2 (ja) * | 2010-12-24 | 2015-09-16 | 日本精工株式会社 | 転がり支持装置 |
| JP5737498B2 (ja) * | 2011-01-27 | 2015-06-17 | 公立大学法人大阪府立大学 | Ta及びAlが添加されたNi3(Si,Ti)系金属間化合物合金で形成された耐熱軸受及びその製造方法 |
| JP5988370B2 (ja) * | 2012-10-31 | 2016-09-07 | 京セラ株式会社 | セラミック転動体 |
| JP2014141985A (ja) * | 2013-01-22 | 2014-08-07 | Nsk Ltd | 転がり軸受 |
| JP6665393B2 (ja) * | 2016-05-25 | 2020-03-13 | 出光興産株式会社 | 連続打痕試験機、及び疲労寿命評価方法 |
| DE102018206635A1 (de) * | 2017-12-20 | 2019-06-27 | Aktiebolaget Skf | Hybridwälzlager insbesondere für einen Kühlkompressor |
| DE102017223421A1 (de) * | 2017-12-20 | 2019-06-27 | Aktiebolaget Skf | Hybridkugellager insbesondere für einen Kühlkompressor |
| US11067129B2 (en) * | 2019-09-18 | 2021-07-20 | Aktiebolaget Skf | Rolling bearing for refrigerant compressor |
| CN110985531B (zh) * | 2019-11-20 | 2021-05-25 | 中国科学院上海硅酸盐研究所 | 一种耐腐蚀、耐磨损的陶瓷轴承及其制备方法 |
| CN121219502A (zh) | 2023-05-30 | 2025-12-26 | 日本精工株式会社 | 滚动轴承及其制造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3579917B2 (ja) * | 1994-05-19 | 2004-10-20 | 日本精工株式会社 | 電食防止転がり軸受 |
| JPH08303470A (ja) * | 1995-05-12 | 1996-11-19 | Ntn Corp | 転がり軸受 |
| US6069103A (en) * | 1996-07-11 | 2000-05-30 | Saint-Gobain/Norton Industrial Ceramics Corporation | LTD resistant, high strength zirconia ceramic |
| JPH11223220A (ja) * | 1998-02-05 | 1999-08-17 | Koyo Seiko Co Ltd | 転がり軸受 |
| JP2001012475A (ja) * | 1999-04-28 | 2001-01-16 | Nsk Ltd | 転がり軸受 |
| JP3910310B2 (ja) * | 1999-04-30 | 2007-04-25 | 株式会社ジェイテクト | セラミック材料の製造方法、転がり軸受の部材の製造方法および切削工具の製造方法 |
| JP2002005180A (ja) * | 2000-06-23 | 2002-01-09 | Osaka Prefecture | 転がり軸受 |
| JP2002106570A (ja) * | 2000-07-27 | 2002-04-10 | Kyocera Corp | 転動体およびこれを用いたベアリング |
| SE517535C2 (sv) * | 2000-12-21 | 2002-06-18 | Skf Ab | Rullningslager |
| JP2003322154A (ja) * | 2002-05-09 | 2003-11-14 | Nsk Ltd | 転がり軸受用転動体 |
| JP2003327470A (ja) * | 2002-05-09 | 2003-11-19 | Titan Kogyo Kk | MgO−SiO2系酸化物粉末及びそれを原料とした磁器焼結体 |
| JP2004204912A (ja) * | 2002-12-24 | 2004-07-22 | Nsk Ltd | 転動装置 |
| JP4334915B2 (ja) * | 2003-05-29 | 2009-09-30 | Ntn株式会社 | 潤滑組成物および該潤滑組成物封入軸受 |
| JP2005214254A (ja) * | 2004-01-28 | 2005-08-11 | Nsk Ltd | 転がり支持装置 |
| JP2005308067A (ja) * | 2004-04-20 | 2005-11-04 | Nsk Ltd | 転がり軸受 |
| JP2006029473A (ja) * | 2004-07-16 | 2006-02-02 | Nsk Ltd | アンギュラ玉軸受及び工作機械 |
| JP2006256957A (ja) * | 2006-04-10 | 2006-09-28 | Kyocera Corp | ジルコニア焼結体とその製造方法及びこれを用いた光コネクタ用部材とスリーブ及びフェルール |
| JP2008019937A (ja) * | 2006-07-12 | 2008-01-31 | Jtekt Corp | 転がり軸受 |
| JP2008133847A (ja) * | 2006-11-27 | 2008-06-12 | Nsk Ltd | コンベヤ用軸受 |
| JP4766056B2 (ja) * | 2008-01-21 | 2011-09-07 | 日本精工株式会社 | 転がり軸受 |
-
2010
- 2010-05-21 WO PCT/JP2010/058647 patent/WO2010134602A1/ja not_active Ceased
- 2010-05-21 US US13/060,481 patent/US20110152138A1/en not_active Abandoned
- 2010-05-21 KR KR1020117004153A patent/KR101233869B1/ko not_active Expired - Fee Related
- 2010-05-21 JP JP2011514463A patent/JP5601320B2/ja not_active Expired - Fee Related
- 2010-05-21 CN CN2010800024627A patent/CN102138016B/zh not_active Expired - Fee Related
-
2014
- 2014-08-13 JP JP2014164943A patent/JP2014224608A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN102138016A (zh) | 2011-07-27 |
| JPWO2010134602A1 (ja) | 2012-11-12 |
| US20110152138A1 (en) | 2011-06-23 |
| CN102138016B (zh) | 2013-08-21 |
| WO2010134602A1 (ja) | 2010-11-25 |
| KR101233869B1 (ko) | 2013-02-18 |
| KR20110036841A (ko) | 2011-04-11 |
| JP2014224608A (ja) | 2014-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5601320B2 (ja) | 転がり軸受及びその製造方法 | |
| JP2024019273A (ja) | 窒化珪素焼結体製摺動部材の製造方法 | |
| JP2012101952A (ja) | 転がり軸受及びその製造方法 | |
| JP2009190959A (ja) | セラミック焼結体及び転動体 | |
| JP2004002067A (ja) | 耐摩耗性部材およびその製造方法 | |
| JP2013257008A (ja) | 電食防止転がり軸受 | |
| JP2012163164A (ja) | モータ用転がり軸受 | |
| JP2013177960A (ja) | スラスト玉軸受 | |
| JP2014092259A (ja) | 転がり支持装置及びその製造方法 | |
| WO2003084895A1 (fr) | Element anti-usure en nitrure de silicium et procede de fabrication correspondant | |
| JP2022151598A (ja) | 自己潤滑性セラミックス焼結体 | |
| JP5779878B2 (ja) | 転がり支持装置 | |
| JP2015209936A (ja) | 転がり軸受 | |
| JP2001012475A (ja) | 転がり軸受 | |
| JP2011017416A (ja) | 車載モータ用転がり軸受及びその製造方法 | |
| US10865782B2 (en) | Refrigerant compressor and refrigeration device including refrigerant compressor | |
| JP2011017415A (ja) | ターボチャージャー用転がり軸受及びその製造方法 | |
| JP2014190393A (ja) | 転動体 | |
| JP2010209966A (ja) | 転がり支持装置 | |
| JP2012246975A (ja) | 転がり軸受 | |
| JP2014009714A (ja) | 転がり軸受 | |
| JP2004353741A (ja) | 転動装置 | |
| JP2014145456A (ja) | 転がり軸受 | |
| CN104067013A (zh) | 滚动轴承 | |
| JP2016145629A (ja) | 電動パワーステアリング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140204 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140722 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140804 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5601320 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees | ||
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |