KR20160077382A - 레이저 용접 장치 및 레이저 용접 장치로 박판을 용접하는 방법 - Google Patents
레이저 용접 장치 및 레이저 용접 장치로 박판을 용접하는 방법 Download PDFInfo
- Publication number
- KR20160077382A KR20160077382A KR1020140186543A KR20140186543A KR20160077382A KR 20160077382 A KR20160077382 A KR 20160077382A KR 1020140186543 A KR1020140186543 A KR 1020140186543A KR 20140186543 A KR20140186543 A KR 20140186543A KR 20160077382 A KR20160077382 A KR 20160077382A
- Authority
- KR
- South Korea
- Prior art keywords
- laser beam
- laser
- masking
- diameter
- welding apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
도 2 는 본 발명의 레이저 용접 장치의 개략도이다.
도 3 은 본 발명의 레이저 용접 장치의 레이저 노즐 및 마스킹부의 사시도이다.
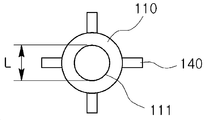
도 4a 및 b는 본 발명의 레이저 용접 장치의 마스킹부의 평면도 및 수직 단면도이다.
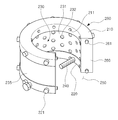
도 5 는 본 발명의 레이저 용접 장치의 감쇄부의 사시도이다.
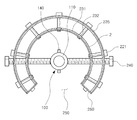
도 6 은 본 발명의 레이저 용접 장치에서 감쇄부가 장착된 마스킹부의 수평 단면도이다.
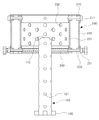
도 7 은 본 발명의 레이저 용접 장치에서 감쇄부가 장착된 마스킹부의 수직 부분 단면도이다.
도 8 은 본 발명의 레이저 용접 장치에서 마스킹부에서 반사된 레이저 빔이 감쇄 및 반사되는 모습을 도시한 개략도이다.
30: 집광 렌즈 40: 레이저 노즐
100: 마스킹부 110: 마스킹면
120: 본체부 140: 연결부
200: 감쇄부 210: 상부커버
220: 하부커버 230: 본체부
240: 마스킹 연결부 260: 측면커버
Claims (12)
- 레이저를 통하여, 두 부재를 용접하는 레이저 용접 장치로서,
레이저 빔을 생성하는 레이저 발생부; 및
상기 레이저 빔의 경로 상에 배치되며, 레이저 빔의 일부를 반사시킴으로써 레이저 빔의 직경을 감소시키는 마스킹부; 를 포함하는 레이저 용접 장치.
- 제 1 항에 있어서,
반사된 레이저 빔을 감쇄시키도록 마스킹부에 인접하여 배치되는 감쇄부를 더 포함하는 것을 특징으로 하는 레이저 용접 장치.
- 제 2 항에 있어서,
상기 레이저 빔의 경로상에는 집광 렌즈가 배치되며,
상기 마스킹부는 상기 집광 렌즈를 통과한 레이저 빔이 통과하도록 배치되는 것을 특징으로 하는 레이저 용접 장치. - 제 3 항에 있어서,
상기 레이저 빔은 평행빔이며,
상기 집광 렌즈와 상기 레이저 발생부 사이에 반사 거울이 배치되는 것을 특징으로 하는 레이저 용접 장치. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 마스킹부는 레이져 노즐의 상부에 부착되며,
상기 감쇄부는 상기 마스킹부를 감싸며 배치되는 것을 특징으로 하는 레이저 용접 장치. - 제 5 항에 있어서,
상기 감쇄부는 평면상에서 상기 마스킹부를 둘러싸되, 일부분은 개방되어 반사된 레이저 빔이 일 방향으로만 나오도록 구성되는 것을 특징으로 하는 레이저 용접 장치. - 제 5 항에 있어서,
상기 마스킹부는 상기 레이저 노즐에 연결되는 연결부와 상기 연결부로부터 연장형성된 본체부; 상기 본체부의 단부에 형성된 마스킹면을 포함하며,
상기 본체부와 마스킹면에는 관통홀이 형성되어 상기 레이저빔이 통과하되, 상기 마스킹면의 관통홀의 직경은 상기 마스킹부를 통과하는 레이저 빔보다 작은 직경을 가지는 것을 특징으로 하는 레이저 용접 장치. - 제 7 항에 있어서,
상기 본체부에는 반경방향으로 복수 개의 기체통과홀이 형성되는 것을 특징으로 하는 레이저 용접 장치. - 제 7 항에 있어서,
상기 마스킹면은 상기 레이저 빔의 조사 방향에 대하여 경사진 경사면으로 구성되는 것을 특징으로 하는 레이저 용접 장치. - 제 6 항에 있어서,
상기 감쇄부는 구멍이 형성되어 있는 내면과 상기 내면으로부터 반경방향 외측으로 이격 배치되는 외면을 포함하여 구성되는 것을 특징으로 하는 레이저 용접 장치. - 레이저 용접 장치로 박판을 용접하는 방법으로,
레이져 노즐의 상부에 레이저 빔의 직경보다 작은 관통홀을 가지는 마스킹부를 부착하여, 레이저 빔의 일부를 외부로 반사시켜 레이저 빔의 직경을 감소시키는 차단 단계;
상기 차단 단계에서 반사된 레이저 빔을 감쇄시키거나 레이저광을 흡수하게하는 감쇄단계; 및
직경이 감소된 레이저 빔으로 두 부재를 용접하는 용접 단계;를 포함하는 레이저 용접 장치로 박판을 용접하는 방법. - 제 11 항에 있어서,
상기 감쇄단계는 레이저 빔의 일부는 감쇄시키며 동시에 일부는 흡수 부재를 통하여 흡수하는 것을 특징으로 하는 레이저 용접 장치로 박판을 용접하는 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140186543A KR101684485B1 (ko) | 2014-12-22 | 2014-12-22 | 레이저 용접 장치 및 레이저 용접 장치로 박판을 용접하는 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140186543A KR101684485B1 (ko) | 2014-12-22 | 2014-12-22 | 레이저 용접 장치 및 레이저 용접 장치로 박판을 용접하는 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160077382A true KR20160077382A (ko) | 2016-07-04 |
| KR101684485B1 KR101684485B1 (ko) | 2016-12-09 |
Family
ID=56500838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020140186543A Active KR101684485B1 (ko) | 2014-12-22 | 2014-12-22 | 레이저 용접 장치 및 레이저 용접 장치로 박판을 용접하는 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101684485B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108672929A (zh) * | 2018-07-16 | 2018-10-19 | 内蒙古第机械集团股份有限公司 | 一种超高强装甲钢的激光焊接方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102935544B1 (ko) | 2023-11-01 | 2026-03-05 | 국립공주대학교 산학협력단 | 틈을 이용한 레이저 에지 용접 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10235484A (ja) * | 1997-02-24 | 1998-09-08 | Mitsubishi Electric Corp | レーザ加工装置 |
| JP2000254792A (ja) * | 1999-03-10 | 2000-09-19 | Sumitomo Heavy Ind Ltd | レーザ加工装置用出射光学系 |
| JP2000280086A (ja) * | 1999-03-30 | 2000-10-10 | Hitachi Via Mechanics Ltd | レーザ加工機 |
| JP2003305584A (ja) * | 2002-04-11 | 2003-10-28 | Mitsubishi Electric Corp | レーザ加工装置のレーザ加工ヘッド |
-
2014
- 2014-12-22 KR KR1020140186543A patent/KR101684485B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10235484A (ja) * | 1997-02-24 | 1998-09-08 | Mitsubishi Electric Corp | レーザ加工装置 |
| JP2000254792A (ja) * | 1999-03-10 | 2000-09-19 | Sumitomo Heavy Ind Ltd | レーザ加工装置用出射光学系 |
| JP2000280086A (ja) * | 1999-03-30 | 2000-10-10 | Hitachi Via Mechanics Ltd | レーザ加工機 |
| JP2003305584A (ja) * | 2002-04-11 | 2003-10-28 | Mitsubishi Electric Corp | レーザ加工装置のレーザ加工ヘッド |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108672929A (zh) * | 2018-07-16 | 2018-10-19 | 内蒙古第机械集团股份有限公司 | 一种超高强装甲钢的激光焊接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101684485B1 (ko) | 2016-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230030159A1 (en) | Methods and laser welding devices for deep welding a workpiece | |
| JP4514767B2 (ja) | レーザエネルギ測定装置とレーザ加工装置 | |
| KR100584310B1 (ko) | 분사액체로 주입되는 레이저빔으로 소재를 가공하는방법과 장치 | |
| US6710283B2 (en) | Laser weld quality monitoring method and system | |
| US7102118B2 (en) | Beam formation unit comprising two axicon lenses, and device comprising one such beam formation unit for introducing radiation energy into a workpiece consisting of a weakly-absorbent material | |
| JP5671873B2 (ja) | レーザ溶接モニタリング装置 | |
| CN103228400B (zh) | 用于工件的激光材料加工的方法和设备 | |
| KR20160101064A (ko) | 초고속 레이저 빔 광학기기로 컷팅되는 스택화 투명 재료, 붕괴 층 및 다른 층 | |
| KR100259969B1 (ko) | 전필드마스크 조사 강화방법 및 장치 | |
| CN109207713A (zh) | 一种零件转角区的激光冲击强化方法 | |
| KR101195602B1 (ko) | 다층 구조의 가공 대상물을 절단할 수 있는 레이저 절단장치 | |
| US20060186098A1 (en) | Method and apparatus for laser processing | |
| KR101684485B1 (ko) | 레이저 용접 장치 및 레이저 용접 장치로 박판을 용접하는 방법 | |
| US20120085740A1 (en) | Device for simultaneously processing the circumference of a workpiece with laser beams | |
| JPH0729210B2 (ja) | レーザ溶接方法 | |
| WO2023058504A1 (ja) | ビーム整形器 | |
| CN101223628B (zh) | 抑制雷射链路处理系统的工作雷射射束失真的方法 | |
| JP2012223772A (ja) | レーザ加工装置 | |
| JP3169354B2 (ja) | レーザ溶接加工モニタリング装置 | |
| JP2000227576A (ja) | レーザ加工装置用出射光学系 | |
| JP2016159328A (ja) | レーザー加工装置、マスク機構およびビーム成形ユニット | |
| TW202422117A (zh) | 用於錐形射束的旋轉對稱的彎曲的射束收集器 | |
| JP2005186099A (ja) | レーザ加工装置およびレーザ加工方法 | |
| JPS60244495A (ja) | レ−ザ加工装置 | |
| AU2001276600B2 (en) | Diamond detection using coherent anti-stokes raman spectroscopy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E90F | Notification of reason for final refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 10 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 10 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |