明 細 書
樹脂成形品のリサイクル方法 技術分野 本発明は、 熱可塑性樹脂が主成分である樹脂成形 (型) 品をリサイクルする樹 脂成形品のリサイクル方法において、 リサイクル助材と して、 前記樹脂成形品の 主成分である前記熱可塑性樹脂に対して相容 (溶) 性をもち混ぜ合わせて成形可 能であるとともに、 衝撃強度を向上させる性質を備えたゴム状材料を添加するこ とにより、 物性回復 (例えば衝撃強度の回復、 難燃性の付与など) および向上を 可能にする樹脂成形品のリサイクル方法に関する。 背景技術 熱可塑性樹脂を主成分とする樹脂成形品のリサイ クルは、 成形品を回収し、 洗 浄し、 粉碎し、 ペレツ ト化して再び再成形する、 いわゆる 「マテリ アル ' リサイ クル」 を実施する際に、 有機物であるプラスチックは熱によって分解をする。 特 に前記 「マテリ アル ' リ サイ クル」 の場合には、 ペレツ 卜化、 再成形加工と言つ た様に、 プラスチックは繰り返し加熱され、 冷却固化され、 また再び加熱され、 冷却固化される過程の中において、 樹脂の分子結合が切れて低分子化してしまつ たり、 衝撃値や伸びなどの物性を向上させるためにゴム状の成分 〔ゴム成分, ゴ ム状材料, ゴム状弾性体, ゴム状重合体, ゴム状共重合体, ゴム含有( の) グラ フ ト共重合 <ゴム状重合体( 共重合体) ί 〕 が添加されている様な樹脂、 例えば 、 A B S樹脂, H I P S樹脂, 変性 Ρ Ρ Ε樹脂などは、 ゴム成分が酸化劣化 (ゲ ル化) してしまって衝撃強度の低下が起こる。
難燃剤の様にリサイクル時の加熱溶融の段階で、 分解したり、 液化から気化、 あるいは昇華することにより、 樹脂の難燃性が低下してしまうものもある。
また、 プラスチッ クには後述する様に、 様々な添加剤 (材) が配合されている 力^ 中にはプラスチックとは相容 (溶) 性を示さないものも多く ある。 例えば、 プラスチッ クの着色、 彩色 (カラ一リ ング) するために添加される例えば、 酸化 チタン、 カーボンブラッ ク、 酸化鉄などの顔料や染料、 剛性をあげるために添加 される硝子繊維 (以下、 「G F」 と略す) 、 硝子ビーズ (以下、 「G B」 と略す ) 、 炭素繊維 (以下、 「 C F」 と略す) 、 タルブや炭酸カルシウムなどの無機物 (無機フィ ラー) は前記樹脂との相容 (溶) 性は乏しい。 リサイクルを繰り返す ことにより、 この様な物質が多く なると樹脂の物性値は低下する。
例えば、 市場から回収した成形品を、 材質ごとに仕分けして、 さらに色ごとに 仕分けして、 十分に洗浄して、 粉碎して、 補色, 再調色して、 ペレツ ト化して、 得られたリサイクル材にさらに、 異物ゃコンタ ミ、 あるいは色ぶれを補正するこ とを目的と して、 前記リサイクル材と同種類、 同質のバージン材を一定量加えプ ラスチッ クをリサイクルする場合には、 補色, 再調色の段階でリサイクル材、 あ るいはバージン材に余分に顔料, 染料が添加され、 結果、 前記のリサイクル材と バージン材とのプレン ド材料の中に含まれる前記顔料の配合割合が多く なり、 結 果衝撃強度の低下を招く ことがあった。
あるいは上述した前記マテリアル ' リサイ クルのシステム (W O 9 7 3 8 8 3 8 ) においては、 面倒な色ごとの仕分けはしないで混色のまま粉砕し、 ペレツ 卜 化して、 成形加工した成形品 (混色、 あるいは雑色の成形品) に、 成形品の主成 分である熱可塑性樹脂と相容 (溶) 性をもつ熱可塑性樹脂を主成分とする塗料で 塗装し色合わせをして、 リサイクルする手法の記載がある。
この場合、 何回も繰り返してリサイクルを実施するクローズドループでのリサ イ クルを行うには、 ペレツ ト化の段階、 再成形加工の段階で前記成形品の表面に 塗布された塗膜は、 熱可塑性樹脂が主成分であるためために、 成形品の主成分で ある熱可塑性樹脂と共に溶融して、 成形品の主成分である熱可塑性樹脂中に分散 して、 相容 (溶) する。
この段階において、 塗膜中に含まれていた、 顔料、 染料などの添加剤は、 成形 品の主成分である熱可塑性樹脂中に移行 (移動) し、 結果と して成形品の主成分 である熱可塑性樹脂中の顔料, 染料の割合 (コンテン ト) が増える。 前記塗膜中
の顔料、 および染料は、 上述した様に成形品の主成分である熱可塑性樹脂と相容 (溶) 性を示さない場合が多いので、 リサイクル材の物性値 (特に衝撃値, 流動 性など) の低下の原因となる。
着色された成形材料 {バージン材 (V材、 バージンペレツ ト) } に含まれてい る顔料、 および染料は、 0ないし 1. 5 w t %程度であるのに対して、 乾燥塗膜 中 (ク リャ一塗膜ではなく、 カラ一リ ングされた塗膜) に含まれている顔料、 お よび染料は、 3 0ないし 7 0 w t % (それ以外の場合もあるが · · · · ) であり 、 前記バージン成形材料と比べて多い。
今ケーススタディ と して、 板厚が 3 mm, 縦, 横の大きさが 5 0 0 mmの成形 品の片面に乾燥膜厚における顔料、 および染料のコンテン 卜が、 6 0 w t %であ ることを想定した時、 前記成形用材料 (バージン材に含まれる顔料、 および染料 の量は 0. 3 w t %と仮定する) の重量 X顔料、 および染料のコ ンテン トの積は 、 5 0 0 mm x 5 0 0 mm x 3 mm x l (比重) x 0 . 3 w t %= 2. 2 5 x 1 0 5 となる。
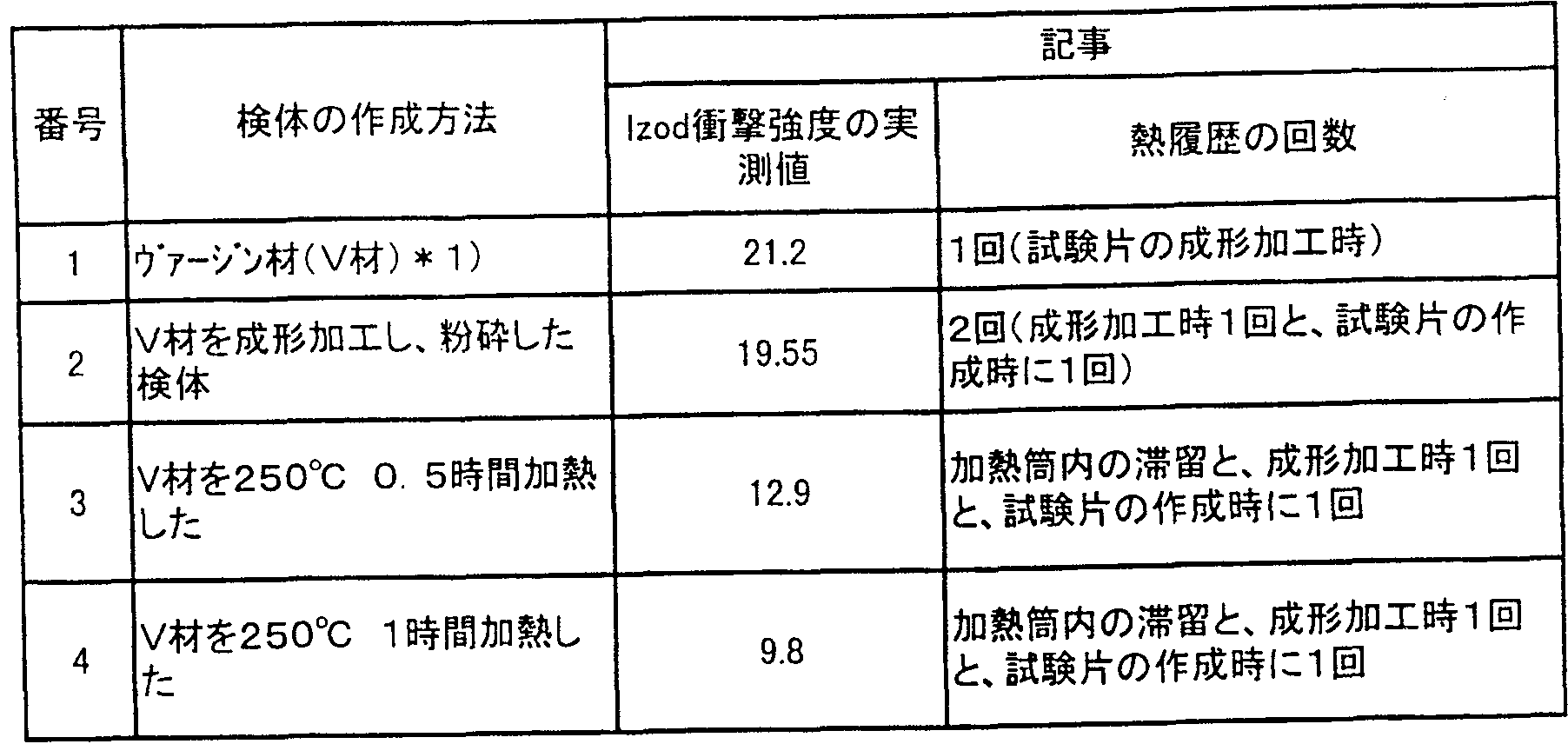
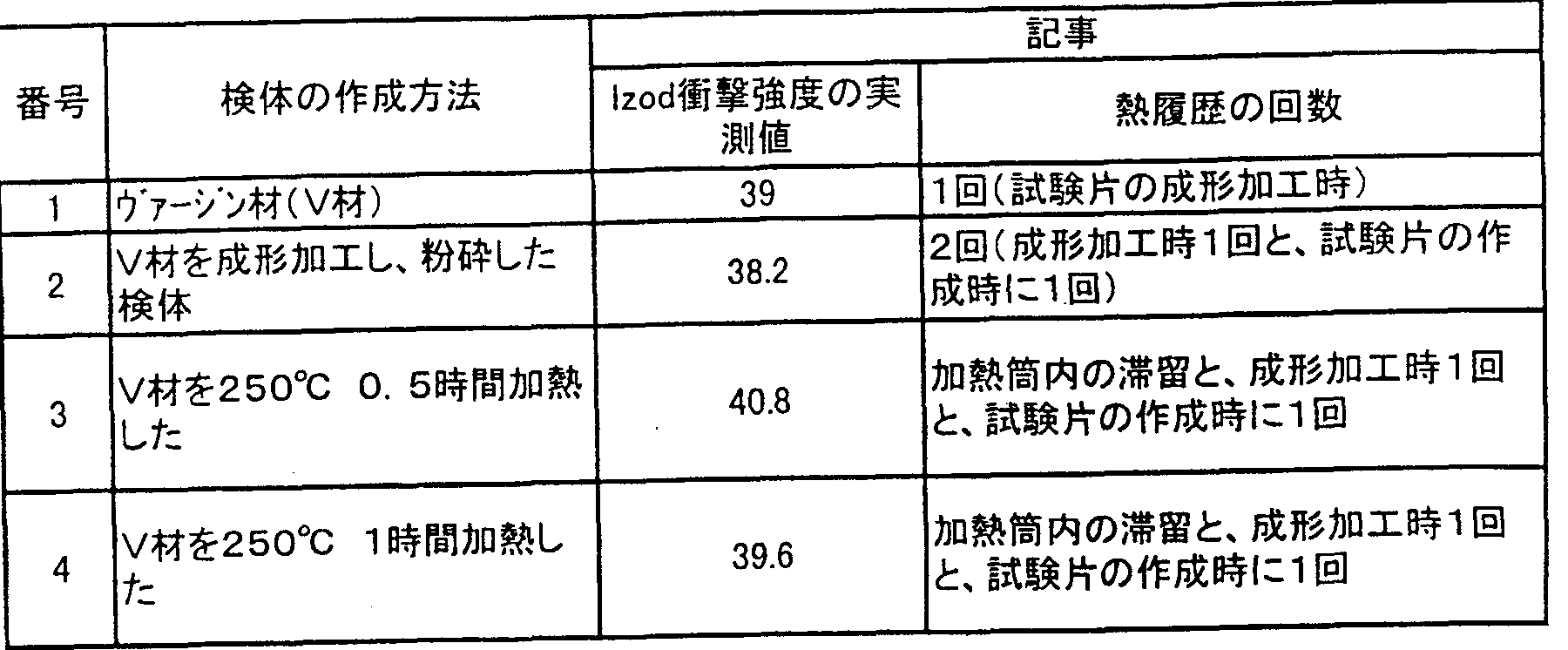
同様にして乾燥塗膜の場合には、 5 0 0 mm x 5 0 0 mm x 0. 0 1 5 mm ( 片面だけ塗装した場合) X 1 (比重) X 6 0 w t %= 2. 2 5 X 1 0 5である。 結果と して上述した様に塗装をもちいてリサイ クルを実施した場合、 1 回のリサ ィクルで成形材中の顔料、 および染料の量は、 約 2倍になってしまい、 リサイ ク ル樹脂中には成形品の主成分である熱可塑性樹脂中に顔料、 および染料の割合が 増える結果、 前記塗膜中の顔料、 および染料と、 樹脂とは相容 (溶) 性が乏しい ため、 成形材料の物性は低下してしまう (表 1 と表 2 との比較) 。
表 1 には、 A B S樹脂 (旭化成工業 (株) 製の A B S樹脂、 商品名、 およびグ レー ド ; スタイラッ ク 1 9 1 F } をもちいて射出成形加工した成形品に、 成形品 の主成分である A B S樹脂と相容 (溶) 性をもつスチレン変性ァク リル樹脂を主 成分と した塗料 0 0 0 1 (塗料の配合は表 3に記載) で塗装を施し、 塗装成形品 の塗膜は分離, 剝離させずに塗膜付きのままで粉碎し、 ペレツ 卜化して再成形加 ェをすること ( 1 夕一ン, 1サイクル) を、 3回繰り返した場合のそれぞれの物 性値を示し、 比較例と して塗装を施さずにリサイクルを繰り返した場合について
Lに くし 7こ c
表 1 、 および表 2から明らかな様に、 塗装を施した場合は、 塗装を施さなかつ た場合に比べて I Z O D ( I z 0 d ) 衝撃強度が低下しているのがわかる。 これ は塗膜中の顔料、 および染料の影響によるものであると判断される。
塗装を施す場合、 あるいは塗装を施さない場合のいずれ場合においても、 材料 の物性値 (特に衝撃強度) は低下する。 これは A B S樹脂中に添加されているゴ ム成分 { A B S樹脂の場合は主に A n S t— g— P B Dである) が、 リサイクル を繰り返すことによって劣化してゴムと しての性質が失われてしまつた結果と判 断される。
A B S樹脂と同様な種類のゴム状成分が配合された樹脂、 例えば H I P S、 変 性 P P E (◦) 樹脂などもリサイクルを繰り返した場合に、 樹脂が繰り返し加熱 溶融された結果、 樹脂中に添加されているゴム状材料が劣化する。 その結果と し て、 樹脂の衝撃強度は低下してしまう (参考例 3他参照) 。
上述した様に、 「マテリアル · リサイクル」 において、 リサイクルを繰り返し たとき、 樹脂の衝撃強度の低下は、 以下の様な理由による。
( 1 ) 塗装をもちいてリサイクルを行う場合は、 塗膜中の顔料、 および染料が 、 成形品の主成分である熱可塑性樹脂中にリサイクル時の加熱溶融の段階で移行 して、 その結果成形品の主成分である熱可塑性樹脂と相容 (溶) 性を示さない顔 料、 および染料の成分が増えてしまうことで衝撃強度は低下してしまう。
( 2 ) 塗装を施さない場合でも、 成形品の主成分である熱可塑性樹脂は有機物 であるので、 リサイ クルにより加熱溶融を繰り返すことと、 分子が低分子化する こと、 特に衝撃強度を維持するために添加されているゴム状成分が熱劣化、 およ び酸化劣化してしまうことで衝撃強度は低下してしまう。
リサイクルによって低下した物性を回復させる方法と して、 以下に示す様なも のが提案されている。
特開平 5— 4 2 2 8においては、 1種類以上の廃プラスチックに互いに性質の 異なるが相溶性をもつ少なく とも 2種類以上の重合体成分よりなる改質剤を加え
、 一方の重合体成分中に他方が分散して 0 . 0 0 0 1〜 1 0 mにて分散し、 そ れぞれの重合体は化学的な結合をし、 多相構造体をもたせ、 廃プラスチックの耐 衝撃性、 曲げ弾性、 外観などを回復させる記載がある。
特開平 5 — 9 2 4 3 0には、 塗装されたォレフィ ン系樹脂製自動車部品の廃材 を粉碎し、 該粉砕物にォレフィ ン系樹脂、 ォレフィ ン系エラス トマ一、 および末 端に水酸基があるジエンポリマー、 またはその水素添加剤をブレン ドして耐衝撃 性の改善をはかる方法の記載がある。 しかしこの場合、 添加する樹脂 (リサイク ル助剤) の種類によっては、 リサイクル材をもちいて成形加工した成形品に再塗 装する場合に、 塗膜の密着性が低下してしまうことがある。
特開平 6 - 2 9 8 9 9 1 には、 廃プラスチックの利用に関して、 ゴム状重合体 を共重合、 あるいはグラフ ト重合させた材料の添加の記載がある。 しかしこの場 合でも、 添加する樹脂 (リサイクル助剤) の種類によっては、 リサイクル材をも ちいて成形加工した成形品に再塗装する場合に、 塗膜の密着性が低下してしまう ことがある。
特開平 5 — 3 1 0 9 8 7には、 発泡性スチレン系樹脂発泡体のリサイクルにお いて、 リサイクル材に難燃付与剤を添加することが記されている。
添加する難燃付与剤には発泡ポリスチレン系樹脂と相溶する臭素化合物である ことが記載されているが、 臭素化合物だけでは難燃性を高めることができず、 三 酸化ァンチモンなどの難燃助剤の併用を必要とする。
また、 燐酸エステルをもちいての難燃化は可能である。
特開平 7 — 2 9 0 4 5 4には、 難燃性ポリスチレン樹脂のリサイクルにおいて 、 含ハロゲン系燐酸エステル、 臭素化合物、 燐酸エステルの難燃剤と三酸化アン チモンの添加によって難燃性の回復をはかる記載がある力 <、 A B S樹脂、 変性 P P E樹脂、 P C / A B S樹脂などに関しての記載はない。
特開平 8 — 2 4 5 7 5 6には、 リサイクル材にエポキシ化 (部分水添) ジェン 系重合体を添加して衝撃強度の回復をはかることに関しての記載があるが、 成形 品の主成分である熱可塑性樹脂との相容( 溶) 性に関しては記載はなく 、 また、 成形品の主成分である熱可塑性樹脂と相容( 溶) 性をもたせるための手法と して の成形品の主成分である熱可塑性樹脂モノマーとのグラフ ト共重合、 あるいは共 重合に関しての記載はない。
さらに、 リサイクルによって衝撃強度が低下することのデータも示されておら ず、 繰り返しリサイクルすることに関しての記載もない。
成形材料がリサイクルによって物性の低下する原因の提示もない。
衝撃強度を回復させるのにもちいるゴム状成分に関しての例示はされてはいる 力く、 発明の詳細な説明や実施例から、 ゴム状成分を添加し、 衝撃強度の回復をは かることのみが言及されているにすぎない。
特開平 7— 2 2 8 了 2 2には、 変性 P P E樹脂とポリァミ ド樹脂のァロィに成 形品の主成分である熱可塑性樹脂とは相容( 溶) 性を示さない塗料をもちいて塗 装した塗装成形品を塗膜付きのまま粉砕し、 水素添加スチレン—ブタジエンーブ ロッ ク共重合体を添加し、 リサイクルと相容( 溶) 性のない塗膜の混入によって 低下した衝撃強度の回復をはかることが示されている。 水素添加スチレンーブタ ジェン一プロック共重合体を添加量が多くなると塗膜の付着性の低下が想定され る。
また、 ゴム状成分についての詳細な記載はなく、 難燃剤, 難燃助剤を添加し難 燃性をもたせたり、 回復させることに関しての記載もない。
特開平 1 0— 2 0 4 2 0 7、 特開平 1 0— 1 6 8 3 5 7、 特開平 1 0 - 1 6 8 3 4 3などにはリサイクル材にバージン (ヴァ一ジン) 材を加えることに関して の記載があるが、 バージン材によって物性の回復をおこなうには、 相当量を添加 しなければならず決して経済的ではない。 また高いリサイ クル材の使用率は望め ない。
本発明は、 熱可塑性樹脂が主成分である樹脂成形品をリサイクルする樹脂成形 品のリサイ クル方法において、 上記従来のリサイクル技術における問題点である 衝撃強度、 および難燃性の低下の問題点を解消し、 衝撃強度、 および難燃性を回 復向上させること、 または添加するリサイクル助剤によっても塗膜の付着性を低 下させないことを課題とする。 発明の開示 そこで本発明者は、 熱可塑性樹脂が主成分である樹脂成形品をリサイクルする 樹脂成形品のリサイクル方法において、 リサイクル助材と して、 前記樹脂成形品 の主成分である前記熱可塑性樹脂に対して相容 (溶) 性をもち混ぜ合わせて成形
可能であるとともに、 衝撃強度を向上させる性質を備えたゴム状材料を添加する する、 また難燃性をもつ材料を添加するという本発明の技術的思想に着眼し、 さ らに研究開発を重ねた結果、 衝撃強度、 および難燃性を回復向上させ、 また塗膜 の付着性を充分に保つという目的を達成する本発明に到達した。
本発明 (請求項 1 に記載の第 1発明) の樹脂成形品のリサイクル方法は、 熱可塑性樹脂が主成分である樹脂成形品をリサイクルする樹脂成形品のリサイ クル方法において、
リサイクル材の物性を回復するために添加するリサイクル助材と して、 前記樹 脂成形品の主成分である前記熱可塑性樹脂に対して相容 (溶) 性をもち混ぜ合わ せて成形可能であるとともに、 熱可塑性を示すゴム状材料を添加する
ものである。
本発明 (請求項 2に記載の第 2発明) の樹脂成形品のリサイクル方法は、 前記第 1発明において、
前記ゴム状材料は、 その分子構造に 2重結合を有する
ものである。
本発明 (請求項 3に記載の第 3発明) の樹脂成形品のリサイクル方法は、 前記第 1発明において、
前記ゴム状材料は、 その分子構造に 2重結合を有しない
ものである。
本発明 (請求項 4に記載の第 4発明) の樹脂成形品のリサイクル方法は、 前記第 2発明において、
前記 2重結合が、 分子構造の直鎖に配されている
ものである。
本発明 (請求項 5に記載の第 5発明) の樹脂成形品のリサイクル方法は、 前記第 3発明において、
前記 2重結合が、 分子構造の側鎖に配されている
ものである。
本発明 (請求項 6に記載の第 6発明) の樹脂成形品のリサイクル方法は、 前記第 4発明において、
前記ゴム状材料は、 ポリ ブタジエンを主成分とする
ものである。
本発明 (請求項 7に記載の第 7発明) の樹脂成形品のリサイクル方法は、 前記第 5発明において、
前記ゴム状材料は、 エチレン—プロピレンターポリマ一を主成分とする ものである。
本発明 (請求項 8に記載の第 8発明) の樹脂成形品のリサイクル方法は、 前記第 3発明において、
前記ゴム状材料は、 エチレン一プロピレンゴム、 またはアク リルゴムを主成分 とする
ものである。
本発明 (請求項 9に記載の第 9発明) の樹脂成形品のリサイクル方法は、 前記第 1発明において、
前記ゴム状材料は、 前記樹脂成形品の主成分である熱可塑性樹脂と同一 (ある いは共通) または類似の樹脂骨格を有する
ものである。
本発明 (請求項 1 0に記載の第 1 0発明) の樹脂成形品のリサイクル方法は、 前記第 9発明において、
前記樹脂成形品の主成分である熱可塑性樹脂が、 A S樹脂、 A B S樹脂、 また はこれらの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマープレン ドであ つて、
前記ゴム状材料に付加する樹脂骨格がァク リ ロ二 ト リル (略号 ; A n ) とスチ レン (略号 ; S t ) である
ものである。
本発明 (請求項 1 1 に記載の第 1 1 発明) の樹脂成形品のリサイ クル方法は、 前記第 9発明において、
前記樹脂成形品の主成分である熱可塑性樹脂が、 P S樹脂、 H I P S樹脂、 P P E樹脂、 またはこれらの樹脂を主成分とするポリマーァロイ、 あるいはポリマ ーブレン ドであって、
前記ゴム状材料に付加する樹脂骨格がスチレン (略号; S t ) である ものである。
本発明 (請求項 1 2に記載の第 1 2発明) の樹脂成形品のリサイクル方法は、 前記第 1 0発明において、
前記ゴム状材料は、 ァク リ ロ二 ト リノレ (略号 ; A n ) とスチレン (略号 ; S t ) とをグラフ 卜重合 (グラフ ト共重合) させた 3元共重合体 〔ブタジエン系ゴム 含有( の) ァク リ ロ二 ト リノレ (と) スチレン (との) 3元グラフ ト共重合体 {略 号 ; A n S t— g _ P B, An S t— g— P B R, あるいは An S t— g— P B (D, R) } 〕 である
ものである。
本発明 (請求項 1 3に記載の第 1 3発明) の樹脂成形品のリサイクル方法は、 前記第 1 0発明において、
前記ゴム状材料は、 エチレン—プロピレン夕一ポリマーにァク リ ロニ ト リル ( 略号 ; An) とスチレン (略号 ; S t ) とをグラフ ト重合 (グラフ 卜共重合) さ せた 3元グラフ 卜共重合体 {エチレン一プロピレン夕一ポリマ一含有 (の) ァク リ ロ二 卜 リ ル (と) スチレン (との) 3元グラフ 卜共重合体 (略号 ; A n S t— g— E PDM) } である
ものである。
本発明 (請求項 1 4に記載の第 1 4発明) の樹脂成形品のリサイクル方法は、 前記第 1 0発明において、
前記ゴム状材料は、 エチレン—プロ ピレンゴムにアク リ ロニ ト リル (略号 ; A n ) とスチレン (略号 ; S t ) とをグラフ ト重合 (グラフ ト共重合) させた 3元 グラフ ト共重合体 {ェチレン一プロピレンゴム含有 (の) ァク リ ロ二 ト リ ノレ (と ) スチレン (との) 3元グラフ ト共重合体 (略号 ; An S t — g— E PM) } で あるものである。
本発明 (請求項 1 5に記載の第 1 5発明) の樹脂成形品のリサイクル方法は、 前記第 1 0発明において、
前記ゴム状材料は、 アク リルゴムにァク リ ロ二 卜 リ ル (略号 ; A n ) とスチレ ン (略号 ; S t ) とをグラフ 卜重合 (グラフ ト共重合) させた 3元共重合体 {ァ
ク リ ノレゴ厶含有 (の) ァク リ ロ二 ト リ ノレ (と) スチレン (との) 3元グラフ ト共 重合体 (略号 ; A n S t — g - ANM) } である
ものである。
本発明 (請求項 1 6に記載の第 1 6発明) の樹脂成形品のリサイクル方法は、 前記第 1 1発明において、
前記ゴム状材料は、 アク リルゴムにスチレン (略号 ; S t ) とをグラフ 卜重合 (グラフ 卜共重合) させた共重合体 {ァク リルゴム含有 (の) スチレン (との) グラフ ト共重合体 (略号 ; S t — g— ANM) } である
ものである。
本発明 (請求項 1 7に記載の第 1 7発明) の樹脂成形品のリサイクル方法は、 前記第 1 1発明において、
前記ゴム状材料は、 ブタ ジエンにスチレン (略号 ; S t ) とをグラフ ト重合 ( グラフ 卜共重合) させたブタジエン系ゴム含有 (の) スチレン (との) グラフ ト 共重合体 {略号 ; S t — g— P B、 S t — g _ P B R、 あるいは S t — g _ P B (D、 R) } 〕 である
ものである。
本発明 (請求項 1 8に記載の第 1 8発明) の樹脂成形品のリサイ クル方法は、 前記第 1 1発明において、
前記ゴム状材料は、 エチレン—プロ ピレン夕一ポリマーにスチ レン (略号 ; S t ) とをグラフ ト重台 (グラフ ト共重合) させた共重合体 {エチ レン プロピレ ンタ一ポリマ一含有 (の) スチレン (との) グラフ ト共重合体 {略号 ; S t — g' — E P D M ) 1 である
ものである。
本発明 (請求項 1 9に記載の第 1 9発明) の樹脂成形品のリサイ クル方法は、 前記第 1 1発明において、
前記ゴム状材料は、 エチレン プロピレンゴムにスチレン (略号 ; S t ) とを グラフ ト重合 (グラフ ト共重合) させた共重合体 (エチレン プロ ピレンゴム含 有 (の) スチレン (との) グラフ ト共重合体 {略号 ; S t g E PM) } であ る
ものである。
本発明 (請求項 2 0に記載の第 2 0発明) の樹脂成形品のリサイクル方法は、 前記第 1発明において、
前記ゴム状材料は、 乳化重合または溶液重合あるいはスラ リ一重合あるいはス ラ リ一重合によって製造された
ものである。
本発明 (請求項 2 1 に記載の第 2 1発明) の樹脂成形品のリサイ クル方法は、 前記第 2 0発明において、
前記乳化重合または溶液重合によって製造された前記ゴム状材料のゴム成分の 含有量が、 2 0重量%以上である
ものである。
本発明 (請求項 2 2に記載の第 2 2発明) の樹脂成形品のリサイクル方法は、 前記第 2 0発明において、
前記乳化重合または溶液重合によって製造された前記ゴム状材料のグラフ ト率 は、 3 0重量%以上である
ものである。
本発明 (請求項 2 3に記載の第 2 3発明) の樹脂成形品のリサイ クル方法は、 前記第 1発明において、
前記ゴム状材料は、 前記樹脂成形品の主成分である熱可塑性樹脂と加熱溶融し 該熱可塑性樹脂中に微分散したときの粒径が 0 . 0 5 / 111〜 5 0 mで、 かつァ スぺク ト比 (縦と横の比) が 0 . 1以上である
ものである。
本発明 (請求項 2 4に記載の第 2 4発明) の樹脂成形品のリサイ クル方法は、 前記第 1発明において、
前記ゴム状材料は、 走査型視差熱分析機 (器) をもちいて測定したガラス転移 点温度 (略号 ; T g ) が 2 0 0で以下である
ものである。
本発明 (請求項 2 5に記載の第 2 5発明) の樹脂成形品のリサイクル方法は、 前記第 1発明において、
前記ゴム状材料はその分子構造に、 単独のあるいは 2種以上弾性を持つ異なる 分子構造を含んでいる
ものである。
本発明 (請求項 2 6に記載の第 2 6発明) の樹脂成形品のリサイクル方法は、 前記第 1発明において、
前記添加されるゴム状材料は、 1種類の単品または 2種類以上を混合したもの である
ものである。
本発明 (請求項 2 7に記載の第 2 7発明) の樹脂成形品のリサイクル方法は、 前記第 1発明において、
前記添加されるゴム状材料は、 粒径の異なる材料を混合したものである ものである。 上記構成より成る第 1発明の樹脂成形品のリサイクル方法は、 リサイクル材の 物性を回復するために添加する リサイクル助材として、 前記樹脂成形品の主成分 である前記熱可塑性樹脂に対して相容 (溶) 性をもち混ぜ合わせて成形可能であ るとと もに、 熱可塑性を示すゴム状材料を添加するので、 衝撃強度、 伸びなどの 物性を回復向上させるという効果を奏する。
上記構成より成る第 2発明の樹脂成形品のリサイクル方法は、 前記第 1発明に おいて、 前記ゴム状材料は、 その分子構造に 2重結合を有するので、 分子構造に 2重結台をもつゴム状材料はゴム弾性をもっているため、 前記ゴム状材料の添加 によってリサイクルによって低下する衝撃強度や伸びなどの物性を向上、 あるい は回復させるという効果を奏する。
上記構成より成る第 3発明の樹脂成形品のリサイクル方法は、 前記第 1発明に おいて、 前記ゴム状材料は、 その分子構造に 2重結合を有しないが、 分子構造に
2重結合をもたないゴム状材料も 2重結合をもったゴム状材料と同様にゴム弾性 をもっているので、 前記ゴム状材料の添加によってリサイ クルによって低下する 衝撃強度や伸びなどの物性を回復させるという効果を奏する。
上記構成より成る第 4発明の樹脂成形品のリサイクル方法は、 前記第 2発明に
おいて、 直鎖に 2重結合をもったゴム状材料では、 ゴム弾性が大きいのでリサィ クル助剤と しての添加量を少なくすることができ、 リサイ クル助剤と してのゴム 状材料の添加量を少なくできるという効果を奏する。
上記構成より成る第 5発明の樹脂成形品のリサイクル方法は、 前記第 3発明に おいて、 側鎖に 2重結合をもつゴム状材料の場合には、 リサイクルを繰り返し実 施した場合、 ゴム状材料の劣化が少なく、 混ぜ合わせて繰り返しリサイクルする 時に添加する リサイクル助剤と してのゴム状材料の添加量を少なくできるという 効果を奏する。
上記構成より成る第 6発明の樹脂成形品のリサイクル方法は、 前記第 4発明に おいて、 前記ゴム状材料は、 ポリブタジエンを主成分とするので、 ゴム弾性が大 きいのでリサイクル助剤と しての添加量を少なくすることができ、 リサイクル助 剤と してのゴム状材料の添加量を少なくできるという効果を奏する。
上記構成より成る第 7発明の樹脂成形品のリサイクル方法は、 前記第 5発明に おいて、 前記ゴム状材料は、 エチレン—プロピレン夕一ポリマーを主成分とする ので、 リサイ クルを繰り返し実施した場合、 ゴム状材料の劣化が少なく、 混ぜ合 わせて繰り返しリサイクルする時に添加する リサイクル助剤と してのゴム状材料 の添加量を少なく できるという効果を奏する。
上記構成より成る第 8発明の樹脂成形品のリサイクル方法は、 前記第 3発明に おいて、 前記ゴム状材料は、 エチレン—プロピレンゴ厶、 またはアク リ ルゴムを 主成分とするので、 2重結合をもつたゴム状材料と同様にゴム弾性をもっている ので、 前記ゴム状材料の添加によつてリサイ クルによって低下する衝撃強度や伸 びなどの物性を回復させるという効果を奏する。
上記構成より成る第 9発明の樹脂成形品のリサイクル方法は、 前記第 1発明に おいて、 前記ゴム状材料は、 前記樹脂成形品の主成分である熱可塑性樹脂と同一 または類似の樹脂骨格を有するので、 添加する リサイクル助材には、 成形品、 お よび、 または塗膜の主成分である熱可塑性樹脂と相容 (溶) 性をもたせてあるの で、 リサイ クル助材の添加によって物性の低下や、 塗装を実施する場合には、 塗 膜の付着性の低下などの不具合いを解消するとともに、 リサイクルによって低下 する衝撃強度や伸びなどの物性を回復させるという効果を奏する。
上記構成より成る第 1 0発明の樹脂成形品のリサイクル方法は、 前記第 9発明 において、 前記樹脂成形品の主成分である熱可塑性樹脂が、 AS樹脂、 AB S樹 脂、 またはこれらの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマーブレ ン ドであって、 前記ゴム状材料に付加する樹脂骨格がァク リ ロニ ト リル (略号 ; An) とスチレン (略号 ; S t ) であるので、 塗装を実施する場合には、 塗膜の 付着性の低下などの不具合いを解消するとともに、 リサイクルによって低下する 衝撃強度や伸びなどの物性を回復させるという効果を奏する。
上記構成より成る第 1 1発明の樹脂成形品のリサイクル方法は、 前記第 9発明 において、 前記樹脂成形品の主成分である熱可塑性樹脂が、 P S樹脂、 H I P S 樹脂、 P P E樹脂、 またはこれらの樹脂を主成分とするポリマーァロイ、 あるい はポリマ一ブレン ドであって、 前記ゴム状材料に付加する樹脂骨格がスチレン ( 略号 ; S t ) であるので、 熱可塑性を示し、 しかも前記樹脂成形品の主成分であ る熱可塑性樹脂とは相容 (溶) 性を備えているので、 前記リサイ クル時の加熱溶 融の段階で、 前記熱可塑性樹脂と共に融けて、 前記熱可塑性樹脂中に相容 (溶) し、 海島構造、 またはその他の構造をもち、 リサイ クルによって低下する衝撃強 度を回復させる効果を奏する。
上記構成より成る第 1 2発明の樹脂成形品のリサイクル方法は、 前記第 1 0発 明において、 前記ゴム状材料は、 ァク リ ロ二 ト リル (略号 : A n ) とスチレン ( 略号 ; S t ) とをグラフ 卜重合 (グラフ 卜共重合) させた 3元共重合体 〔ブ夕ジ ェン系ゴム含有( の) アク リ ロニト リル (と) スチレン (との) 3元グラフ ト共 重合体 {略号 ; An S t— g _ P B, An S t - g - P B R, あるいは An S t - g - P B ( D, R) ! 〕 であるので、 添加するリサイ クル助材には、 成形品、 および、 または塗膜の主成分である熱可塑性樹脂と相容 (溶) 性をもたせてある ので、 リサイ クル助材の添加によって物性の低下や、 塗装を実施する場合には、 塗膜の付着性の低下などの不具合いを解消するとと もに、 リサイクルによって低 下する衝撃強度や伸びなどの物性を回復させるという効果を奏する。
上記構成より成る第 1 3発明の樹脂成形品のリサイ クル方法は、 前記第 1 0発 明において、 前記ゴム状材料は、 前記 3元グラフ ト共重合体 (A n S t— g— E
PDM) であるので、 前記ゴム状材料は熱可塑性を示し、 前記成形品の主成分
である熱可塑性樹脂と相容 (溶) 性をもち、 前記成形品の粉砕し、 前記ゴム状材 料をブレン ドして、 再ぺレッ ト化する際、 あるいはペレッ ト化しないで、 リサイ クル成形品にプレン ドして再成形加工する時の加熱溶融の段階で、 前記成形品の 主成分である熱可塑性樹脂と共に融けて、 前記熱可塑性樹脂中に微分散し、 海島 構造、 またはその他の構造を呈し、 互いに相容 (溶) し、 しかも、 前記ゴム状材 料は 2重結合をもっていないか、 あるいは 2重結合をもっていてもその分子構造 の側鎖にもっていて、 リサイクル時の加熱溶融の段階でも酸化劣化されにく い性 質をもち、 リサイクルによって低下する衝撃強度を回復させるという効果を奏す る。
また、 前記ゴム状材料は酸化劣化されにく い性質をもつので、 繰り返しリサイ クルを実施できると言う効果を奏する。
さ らには、 再び加熱溶融しても酸化劣化されにく い性質をもつゴム状材料であ るので、 混ぜ合わせて繰り返しリサイクルを実施する場合でも添加量が少なくて 済み、 経済的な効果を奏する。
上記構成より成る第 1 4発明の樹脂成形品のリサイクル方法は、 前記第 1 0発 明において、 前記ゴム状材料は、 前記 3元グラフ 卜共重合体 (A n S t — g — E P M ) ί であるので、 リサイクル時の加熱溶融の段階でも酸化劣化されにく い性 質をもち、 リサイ クルによって低下する衝撃強度を回復させるという効果を奏す る。
上記構成より成る第 1 5発明の樹脂成形品のリサイクル方法は、 前記第 1 0発 明において、 前記ゴム状材料は、 前記 3元グラフ ト共重合体 (A n S t — g— A N M ) } であるので、 2重結合をもったゴム状材料と同様にゴム弾性をもってい るので、 前記ゴム状材料の添加によってリサイクルによって低下する衝撃強度や 伸びなどの物性を回復させるという効果を奏する。
上記構成より成る第 1 6発明の樹脂成形品のリサイクル方法は、 前記第 1 1発 明において、 前記ゴム状材料は、 前記グラフ ト共重合体 ( S t — g A N M ) ! であるので、 2重結合をもったゴム状材料と同様にゴム弾性をもっているので、 前記ゴム状材料の添加によってリサイクルによって低下する衝撃強度や伸びなど の物性を回復させるという効果を奏する。
上記構成より成る第 1 7発明の樹脂成形品のリサイクル方法は、 前記第 1 1発 明において、 前記ゴム状材料は、 前記グラフ ト共重合体 iA n S t — g— P B、 A n S t — g— P B R、 あるいは A n S t — g— P B (D、 R) 〕 であるので 、 熱可塑性を示し、 しかも前記樹脂成形品の主成分である熱可塑性樹脂とは相容 (溶) 性を備えているので、 前記リサイクル時の加熱溶融の段階で、 前記熱可塑 性樹脂と共に融けて、 前記熱可塑性樹脂中に相容 (溶) し、 海島構造、 またはそ の他の構造をもち、 リサイクルによって低下する衝撃強度を回復させる効果を奏 する。
上記構成より成る第 1 8発明の樹脂成形品のリサイクル方法は、 前記第 1 1発 明において、 前記ゴム状材料は、 前記グラフ ト共重合体 (S t — g— E P DM) であるので、 前記ゴム状材料は熱可塑性を示し、 前記成形品の主成分である熱可 塑性樹脂と相容 (溶) 性をもち、 前記成形品の粉砕し、 前記ゴム状材料をプレン ドして、 再ペレツ ト化する際、 あるいはペレツ ト化しないで、 リサイクル成形品 にプレン ドして再成形加工する時の加熱溶融の段階で、 前記成形品の主成分であ る熱可塑性樹脂と共に融けて、 前記熱可塑性樹脂中に微分散し、 海島構造、 また はその他の構造を呈し、 互いに相容 (溶) し、 しかも、 前記ゴム状材料は 2重結 合をもつていないか、 あるいは 2重結合をもつていてもその分子構造の側鎖にも つていて、 リサイクル時の加熱溶融の段階でも酸化劣化されにく い性質をもち、 リサイ クルによって低下する衝撃強度を回復させるという効果を奏する。
上記構成より成る第 1 9発明の樹脂成形品のリサイクル方法は、 前記第 1 1発 明において、 前記ゴム状材料は、 前記グラフ 卜共重合体 (S t — g— E PM) で あるので、 リサイクル時の加熱溶融の段階でも酸化劣化されにく い性質をもち、 リサイクルによって低下する衝撃強度を回復させるという効果を奏する。
上記構成より成る第 2 0発明の樹脂成形品のリサイクル方法は、 前記第 1発明 において、 乳化重合または溶液重合、 あるいはスラ リー重台によって製造された 前記ゴム状材料をもちいるので、 前記ゴム状材料のゴム成分の割合が多いため、 前記ゴム状材料の添加量が少なくてすみ、 経済的であるとと もに、 リサイクルに よって低下する衝撃強度の一様な回復を可能にするという効果を奏する。
上記構成より成る第 2 1発明の樹脂成形品のリサイ クル方法は、 前記第 2 0発
明において、 前記乳化重合または溶液重合によって製造された前記ゴム状材料の ゴム成分の含有量が、 2 0重量%以上であるので、 前記ゴム状材料のゴム成分の 割合が多いため、 前記ゴム状材料の添加量が少なくてすみ、 経済的であるととも に、 リサイクルによって低下する衝撃強度の確実な回復を可能にするという効果 を奏する。
上記構成より成る第 2 2発明の樹脂成形品のリサイクル方法は、 前記第 2 0発 明において、 前記乳化重合または溶液重合によって製造された前記ゴム状材料の グラフ 卜率は、 3 0重量%以上であるので、 前記ゴム状材料の前記樹脂成形品の 主成分である熱可塑性樹脂との相容 (溶) 性を高めるとともに、 リサイクルによ つて低下する衝撃強度の一様かつ確実な回復を可能にするという効果を奏する。 上記構成より成る第 2 3発明の樹脂成形品のリサイクル方法は、 前記第 1発明 において、 前記ゴム状材料は、 前記樹脂成形品の主成分である熱可塑性樹脂と加 熱溶融し該熱可塑性樹脂中に微分散したときの粒径が 0 . 0 5 m〜 5 0 で 、 かつァスぺク ト比 (縦と横の比) が 0 . 1以上であるので、 高い衝撃吸収性が 得られ、 リサイクルされた前記樹脂成形品の外観を良くするとと もに方向性が無 いという効果を奏する。
上記構成より成る第 2 4発明の樹脂成形品のリサイクル方法は、 前記第 1発明 において、 前記ゴム状材料は、 走査型視差熱分析機 (器) をもちいて測定したガ ラス転移点温度 (略号 ; T g ) が 2 0 0 °C以下であるので、 前記ゴム状材料の一 様な微分散が得られるという効果を奏する。
上記構成より成る第 2 5発明の樹脂成形品のリサイクル方法は、 前記第 1発明 において、 前記ゴム状材料はその分子構造に、 単独のあるいは 2種以上の弾性を 持つ分子構造を含んでいるので、 2種以上の弾性を持つ異なる分子構造を含んで いる場合はその組み合わせ効果により、 高い衝撃強度が得られ、 リサイクルされ た前記樹脂成形品の良好な光沢が得られるという効果を奏する。
上記構成より成る第 2 6発明の樹脂成形品のリサイクル方法は、 前記第 1発明 において、 前記添加されるゴム状材料は、 1種類の単品または 2種類以上を混合 したものであるので、 2種類以上を混合した場合は、 その組み合わせ効果により
、 高い衝撃強度が得られ、 リサイクルされた前記樹脂成形品の良好な光沢が得ら れるという効果を奏する。
上記構成より成る第 2 7発明の樹脂成形品のリサイクル方法は、 前記第 1発明 、 および第 2 6発明において、 前記添加されるゴム状材料は、 粒径の異なる材料 を混合したものであるので、 粒径の異なる材料の組み合わせ効果により、 高い衝 撃強度が得られ、 リサイクルされた前記樹脂成形品の良好な光沢が得られるとい う効果を奏する。 図面の簡単な説明 図 1 は、 参考例 2における樹脂成形品の主成分である熱可塑性樹脂中に添加さ せている、 顔料, 染料の状態を示す T E M写真である。
図 2 は、 第 2実施例における成形品の主成分である熱可塑性樹脂と、 衝撃強度 を回復させるのに添加した熱可塑性エラス トマ一とが相容 (溶) 状態であること を示す T E M写真である。
図 3 は、 第 2実施例における成形品の主成分である熱可塑性樹脂と、 衝撃強度 を回復させるのに添加した熱可塑性エラス トマ一とが相容 (溶) 状態であること を示す T E M写真である。
図 4 は、 臭素化エポキシを含む難燃 A B S樹脂のパージ塊が発熱反応を起こ し 、 発煙を発している状態を示す写真である。 発明を実施するための最良の形態 以下本発明の実施の形態につき、 詳細に説明する。
本実施形態は、 樹脂成形品のリサイクル方法に関するものである。 最初に本発明の実施形態と して採用される樹脂は熱可塑性を示す合成樹脂と、 熱可塑性を示す天然型の樹脂が対象となる (文中では特に記述、 あるいは言及し ない限り、 「熱可塑性樹脂」 、 あるいは単に 「樹脂 (レジン、 ポリマー、 プラス
チック) 」 とは、 熱可塑性を示す合成樹脂と、 天然型樹脂の両方を示す) 。 前記熱可塑性樹脂には、 多くの種類がある。 本実施形態で使用する樹脂は、 w
09 7 / 3 8 8 3 8に記載されたものや市販の 「熱可塑性樹脂」 ならば利用可能 である。 市販樹脂以外に E PM— A S、 E PDM— A S、 E PM - E PDM—A S、 E PM - P S、 E PDM - P S、 E PM— E PDM - P S、 E PM - P P E 、 E PDM - P P Eと、 E PM - E P DM— P P E、 E PM - P S - P P E、 E PDM P S— P P E、 E PM - E PDM - P S - P P E、 ANM - A S、 AN M— P S、 ANM— P P E、 A N M— P S— P P Eなどが利用可能である。 さ らに上記樹脂のポリマ一ァロイ、 ポリマープレンン ド (以下、 ポリマ一ァロ ィ、 ポリマ一プレンン ドを総称して、 「ブレン ドポリマ一」 と言う) と して、 し はんのものが利用可能であるが、 さらにその他のゴム状重合体 (主にはォレフィ ン系ゴム状重合体、 またはアク リル系ゴム状重合体) が配合された樹脂と、 P C 樹脂とのブレン ドポリマ一である P C/E PM— AS、 P CZE PDM— AS、 P C/E PM-E PDM-ASs P C/E PM—P S、 P C/E PDM— P S、 P C/E PM— E P DM— P S、 P C/E PM-P P E, P C/E PDM-P P E、 P C/E PM- E PDM- P P E, P C / E P M— P S _ P P E、 P C/E P DM P S— P P E、 P C/E PM- E P DM- P S - P P E, P C/ANM -A S, P C/ANM— P S、 P C /ANM - P P E、 P C/ANM— P S— P P Eや、 P Cの代わりに PA、 P ET、 P B T、 P P S、 ポリエーテルイ ミ ドな どとのブレン ドポリマー、 また、 前記樹脂に制電効果をもたせる目的で、 親水性 ポリマ一 {例えばポリエーテルエステルアミ ド ( P E E A ) など } とのポリマー ァロイ も製造可能である。 これら P C樹脂とのァロイ化には相容( 溶) 化剤を必 要とする場合もある力く、 特に P Cと E PM— A Sもしく は E PDM— A Sとのポ リマーブレン ドを製造する場合においては相容( 溶) 化剤の添加はあえて必要と はしない。
それ以外のブレン ドポリマ一も多数現在生産され、 市販されており、 利用可能 な樹脂の組み合わせは数限りなく考えられることにより、 今後の研究開発によつ てさ らに増えていく と予想される。
ゴムに A nおよび Z又は S tがグラフ ト共重合、 あるいは共重合されたされた
ゴム状材料の場合には、 上述した樹脂と相容( 溶) 性を示す樹脂は A S、 P S、 P P E、 P Cを主成分とする樹脂がある。 成形に用いる樹脂は、 上記樹脂の混合 (ブレン ド) ばかりではなく、 無機物、 有機質のものとの複合化によってさらに化学的、 物理的な性能の向上を狙った 「 複合材」 と称しているものもある。
例えばコス トを下げる目的で添加される 「充塡材 (剤) 」 、 あるいは強度を向 上させる目的で添加される 「補強材 (剤) 、 または強化材 (剤) 」 と称せられる 無機質、 有機質の物質、 樹脂の熱的な性質、 例えば、 熱変形温度、 脆化温度ビカ ッ 卜軟化点温度、 融点などや、 機械的な性質、 例えば、 引っ張り破断点強度 (伸 度) 、 引っ張り降伏点強度 (伸度) 、 曲げ強度、 曲げ弾性率、 衝撃強度などを改 善するために添加するものと して 「補強材 (剤) 、 または強化材」 がある。
それらの代表的なもののみを例示すると、 例えば、 硝子繊維、 炭素繊維や上述 したゴム状材料などがある。
樹脂に難燃性を付与する目的で添加される物質が 「難燃剤」 、 「難燃助剤」 で あり、 難燃剤の代表的なものは、 W O 9 7 3 8 8 3 8やその他刊行物に記載さ れているものが利用可能である。
また、 樹脂に配合して、 柔軟性、 弾性、 加工性などを付与し、 使用目的に適合 させるためにもちいられる添加剤に 「可塑剤」 があり、 装飾的な色付け、 彩色、 カラ一リ ングを目的で配合する材料を 「着色剤」 と言う。 これはリサイ クル材を 元の色に戻したり、 あるいは別の色にする目的で添加されるので着色剤はリサイ クル助剤の一種と して利用可能である。
「リサイクル助材 (剤) 」 とは、 リサイ クルにおいて、 樹脂、 もしく は樹脂の 中の成分は、 光のよる劣化や、 成形加工時、 再成形加工時、 粉砕時、 ペレツ 卜化 工程時の段階の熱的な作用や、 あるいはその他物理的、 化学的な作用、 また成形 品の表面に成形品の主成分である樹脂と、 塗膜を構成する樹脂と力《、 相容( 溶) 性を示す同質、 または異質な樹脂によって構成されている塗料をもちいて塗装を 施した塗装成形品をと塗膜の分離, 剝離をせずに塗膜付きのままで粉砕し、 ペレ
ッ トイヒし、 あるいは粉砕のままでリサイ クルする場合において、 塗料中の溶剤な どの作用によって、 樹脂が劣化した場合、 塗膜中の顔料, 染料が成形用樹脂中に 移行し、 非相容( 溶) 性な顔料, 染料が増えた場合、 、 また、 塗膜を構成する樹 脂とが、 相容 (溶) 性を示さない異質な樹脂によって構成されている塗料をもち いて塗装を施し、 上述した様に塗膜の分離, 剥離をせずに塗膜付きのままでリサ ィ クルし、 塗料用の樹脂が異質な物質と して再生樹脂中の混入した場合などにお いて、 樹脂の機械的 (引っ張り強さ、 伸び、 衝撃強度など) 、 熱的 (加熱変形温 度、 軟化点温度、 流動性など) 、 電気的 (誘電率など) 、 燃焼性、 色などの物性 ( 「特性」 と も言う) は低下し、 それら物性を回復させたり、 あるいは他の物性 に変えたり、 再成形加工時の成形加工性を向上させたりなどするために添加する 材料を総称であり、 上述した樹脂添加剤も、 樹脂の改質にもちいられるので広義 のリサイクル助剤と して取り扱うことができる。
リサイクルによって低下した衝撃強度や、 引っ張り強度などを回復、 あるいは 向上させる リサイクル助剤と して、 成形品の主成分である熱可塑性樹脂と相容 ( 溶) 性をもつ熱可塑性、 もしく は熱硬化性を示すゴム {エラスチ (ティ ) ック、 ラバー } や熱可塑性エラス トマ一 (略号 ; T P E ) などがある。
この様な物質を総称して本発明では衝撃強度、 伸びなどの物性を回復、 あるい は向上させるのに添加する材料、 あるいは初めから (バージン材から) 樹脂に弾 性や衝撃強度を付与させる目的で配合されているゴム状の成分はゴム成分, ゴム 状材料, ゴム状弾性体, ゴム状重合体, ゴム状共重合体, ゴム含有( の) グラフ 卜共重合、 {ゴム状重合体( 共重合体) } などとも言い、 それらを総称して 「ゴ ム状材料」 と称する。
本実施形態におけるリサイクルによって低下した樹脂の衝撃強度を回復させる のに添加するゴム状材料に要求される特性 (性質) は、
( 1 ) 熱可塑性を示すゴム状弾性体であること。 即ち加熱溶融の段階 (加熱溶 融の段階とは、 バージンペレツ トを作成するために押し出し機で加熱溶融混練す る場合, リサイ クルの再ペレツ 卜化の段階, 再成形加工の段階など) で成形品の 主成分である熱可塑性樹脂と共に融ける (熱可塑性を示す) こと。
( 2 ) 成形品の主成分である熱可塑性樹脂と、 あるいは塗膜つきのままでリサ
ィクルする場合は、 それらの何れ共に相容( 溶) 性を示すことが望ましい。 ( 3 ) 上述した様に熱可塑性を示すことから、 加熱溶融の段階 (ペレツ ト化, 成形加工時の加熱溶融の段階) で溶融して、 成形品の主成分である熱可塑性樹脂 中に微分散すること。
( 4 ) ゴム含有量が多く、 少量での添加で物性回復ができること (添加量が少 量ですむので経済的であるなど) 。
( 5 ) 加熱溶融の段階で、 酸化劣化されにく い熱安定性に優れたゴム状材料で あることは繰り返しリサイクルを実施した場合に添加量を少なくすることができ る。
などの性質を持つことが要求される。
それらは上述した様な特性 {熱可塑性ゃ相容 (溶) 性 } をもたせるために、 熱 可塑性樹脂を構成するモノ マー (単量体) 成分をゴムにグラフ ト共重合させたも の、 あるいはゴム (ゴムを構成する単量体) とそれぞれのモノマ一を交たい (交 互体) , ブロック, ランダムなどの構造で共重合させたものとがある。
また、 交互体, ブロック, ランダムなどの構造で共重合させたものにさらに成 形品の主成分である熱可塑性樹脂のモノマーをダラフ 卜重合させたゴム状弾性体 ねめる。
また、 ゴムも 1種類ではなく、 2種類以上をもちいる場合もある。
ゴムが弾性をもつのは、 その構造において 2重結合をもっていること、 分子構 造が折りたたみ構造になっていたりすることである。 2重結合をもつ場合にポリ ブタジエン (ブタジエン系ゴム) の様に分子構造の直鎖にもっているものと、 ェ チレン一プロピレン夕一ポリマ一の様に側鎖にもっているものと、 エチレン一プ ロピレ ンゴム、 アク リル系ゴムなどの様に 2重結合を待たないものとがある。 直 鎖に 2重結合をもっている場合は、 酸化劣化しやすい性質をもち、 リサイクル助 剤と してもちいる場合には各ターンごとに添加をしなければならない。 一方側鎖 に 2重結合をもっていたり、 2重結合をもっていなかったり、 あるいはクロロブ レンゴムの様に酸素のァタ ッ クをプロテク 卜するような分子設計がなされている ようなゴムはリサイ クル時加熱溶融の段階で酸素劣化されにく いので前記ポリ ブ 夕ジェンのようなゴムに比べてリサイ クルの各ターンごとでの添加量を少なくす
ることができる。
この様なゴム状材料には E P DM、 E PM、 A NMを主成分と したゴム状材料 、 例えば、 An S t _ g— E P DM, An S t - g - E PM, An S t— g— A NM {これらは分子構造に A n, S tを有しているので A S樹脂を主成分とする AB S樹脂, AE S樹脂, ASA樹脂, A C S樹脂などとは相容( 溶) 性を示す } や、 S t— g— E PDM, S t— g— E PM, S t— g— ANM {これらは分 子構造に S tを有しているので P S樹脂を主成分とする H I P S樹脂, 変性 P P E樹脂などとは相容( 溶) 性を示す } などがある。
上記の E P DM, ANMなど熱安定性の良いゴムを主成分と したゴム状材料を 配した樹脂 (例えば E PDM— AS、 E PDM— P S、 E PDM_ P P E、 AN M—A S、 ANM_ P S、 ANM— P P Eなど) はリサイ クルを繰り返しても樹 脂中のゴム状材料はゴム状材料弾性を喪失することが少ないので、 リサイクルに 適した材料 (リサイ クルを繰り返しても物性低下は少ない性質を持つ樹脂) であ る。
熱可塑性エラス トマ一にも同様に酸化劣化されやすい分子構造をもったものと 酸化劣化されにく い分子構造をもったものとに大別させる。 上述したことと同様 に、 直鎖に 2重結合をもっている物より、 側鎖に 2重結合をもっている熱可塑性 エラス 卜マ一の方が酸化劣化されにく いと考えられる。
この場合も前記ゴム状材料と同様に酸化劣化されにく い分子構造をもった熱可 塑性エラス トマ一をリサイクル助剤と してもちいる場合には、 それぞれのターン での添加量を少なくすることができる。
衝撃強度を回復させるために添加するゴムが熱可塑性を示さずに熱硬化性のゴ ム状弾性体をもちいる場合には、 リサイ クル時加熱溶融の段階 (ペレツ 卜化の段 階) で、 高 (強) 混練の 2軸押し出し機や二一ダ一などをもちいて細かく剪断し 分散させる。 この様に分散させたゴム状弾性体が成形品の主成分である熱可塑性 樹脂とで相容( 溶) 性を示さない場合には後述する相容( 溶) 化剤を添加してか ら加熱溶融混練する。
上述した様にリサイ クル助剤が成形用樹脂と非相容( 溶) な場合には、 相容( 溶
) 化剤を添加して相容( 溶) 性をもたせるのが望ま しい。
初めに本実施形態で使用するゴム状材料を構成するゴム類について説明する。 本実施形態で言う ゴム状材料 (ゴム類) には、 以下に例示するゴムを分子構造中 に有する材料で、 代表的なゴムを例示すると、 天然ゴム (NR) 、 スチレンーブ タジェンゴム (S BR) 、 ブタジエン系ゴム {ブタジエンゴム, ポリ ブタジエン (P B, P B D , P B R ) } 、 アク リ ロニ ト リル一ブタジエンゴム ( N B R ) 、 水素化二 ト リ ルゴム、 シスポリ ブタジエンゴム (高シス—ブタジエンゴム、 低シ スーブタジエンゴム) 、 二 ト リルゴム、 シンジオタクチッ ク 1, 2—ポ リ ブタジ ェン、 イソプレンゴム ( I R ) 、 シスポリ イ ソプレンゴム、 クロロプレンゴム ( C R) 、 ォレフィ ン系ゴム 〔例えばェチレン一 α—ォレヒ ン系ゴム ; 具体的には 、 ェチレン一プロピレンゴム {ェチレン . プロピレン共重合体, ェチレン一プロ ピレン一メチレンゴム, (Ε ΡΜ) } 、 エチレン一プロピレン夕一ポリマー {ェ チレン · プロ ピレン ' ジェン三元 (次) 共重合体, エチレン—プロピレン一ジェ ンメチレンゴム ( E P DM) } 、 エチレン ' ブテン共重合体 (E B M) 、 ェチレ ン ' ブテンン ' ジェン三元 (次) 共重合体, ェチレンーブテン一ジェンメチレン ゴム, エチレン · ブテン夕一ポリマー (E B DM) など〕 、 プロピレンゴム、 プ ロ ピレンオキサイ ドゴム、 エチレン一アク リ ルゴム、 アク リル系ゴム ( A CM,
ANM、 例えばアク リ ル酸ブチルやアク リル酸ブチルとブタジエン、 および/ま たは α'—才レフィ ン系ゴムとの共重合体なども含む) 、 塩素化ポリエチ レン、 ク ロロ ヒ ドリ ンゴム、 ハロゲン化ブチルゴム、 ブチルゴム ( I I R) 、 ク ロロスル フォ ン化ポリエチレン (C SM) 、 フ ッ素系ゴム {例えば、 フッ化ビニリ デンの 二元系、 あるいは三元系のフ ッ素系ゴム (F KM) 、 テ トラフロロエチレン ' プ ロ ピレン系のフ ッ素系ゴム、 テ トラフロロエチレン ' パーフロロメチルビニルェ 一テル系のフ ッ素系ゴム (F FKM) 、 フロロシリ コーン系のフ ッ素系ゴム } 、 フ ツイヒビニリ デン一へキサフルォロプロピレン、 フ ッ化ビニリデン一テ トラフル ォロプロピレン、 フッ化ホスファゼンゴム、 ェピク ドヒ ドリ ン系ゴム (ポリエー テルゴムゴム) 、 チォコール (多硫化ゴム) 、 シリ コ ンゴム及びシ リ コ ン系ゴム
、 ウ レタ ンゴム (例えば分子構造にアルキル基やフヱニルナフチル基をもったゥ レタ ンゴム) 、 塩素化ポリエチレン、 ク ロロ ヒ ドリ ンゴム、 水素化二 卜 リルゴム
、 ハロゲン化プチルゴ厶、 エチレン酢ビポリマー、 ポリ ノルボリネン、 S TR、 C B R、 I B R、 I B B R、 ポリエーテルゴム、 クロロブチルゴム水素化二 ト リ ルゴ厶、 フッ素系ゴムのゴム製品やエチレン .酢酸ビニル共重合体、 ソフ トァク リル樹脂などがある。
こ こでェチレン一プロピレン夕一ポリマーとは、 ェチレン一プロピレンに第 3 成分であるェチリデン ' ノ ンボーネン (略号 ; E N B) 、 ジシクロペン夕ジェン (略号 ; D C P) 、 1 , 4 —へキサジェン (略号 ; 1 , 4 一 HD) などのモノマ —ュニッ トを共重合させたものである。 文献によってはエチレン—プロピレン夕 —ポリマーも E PM (E P R) と記載している場合があるが、 正確さを記するた め本発明では、 前記 E PMと、 E P DMとはあえて区別し取り扱う。
B Rのような主鎖に炭素一炭素二重結合を含むゴムは耐オゾン性に劣るので、 水素添加など、 あるいは他のゴムの単量体 (たとえばォレフィ ン系ゴム、 ァク リ ルゴムを構成する単量体など) との共重合によって二重結合濃度( 不飽和度) を 低くするような処理が施されることが望ましく、 またェピクロルヒ ドリ ンゴムは 苛酷条件下ではオゾン亀裂が発生するので、 耐オゾン性を改良するためにェピク 口ルヒ ドリ ン ( E C H ) とエチレンオキサイ ド ( E 0 ) にさ らにグリ シジルァク リ レー 卜あるいはメ タク リ レー トを共重合させることが望ま しい。
上記ゴム類は配合予定の樹脂とは非相容( 溶) な場合が多いので、 一般的には配 合予定の樹脂のモノマーュニッ トをグラフ ト重合させ相容( 溶) 性をもたせる。 例えば配合予定の樹脂がスチレン系樹脂の場合にはスチレン系単量体の一種また は二種以上あるいは他の単量体の一種または二種以上の混合物がグラフ 卜重合さ れたゴム状重合体、 例えばゴム類が P B、 アク リ ル系ゴム、 E PM、 E BM、 E
P DM、 E B DMなどに A n及び Zまたは S tをグラフ ト重合させたゴム状重合 体などを例示することができる。 特に E PM、 E BM、 E P DM、 E B DM、 A n S t — g— E PM、 A n S t - g— E P DM、 S t _ g E PM、 、 S t — g
― E P DMなどに代表される 一ォレフィ ン系ゴム及びひ一才レフィ ン系ゴム状 重合体、 アク リル系ゴム及びァク リル系ゴムに A n及び Zまたは S tをグラフ 卜 重合させたゴム状重合体は熱安定性が高く、 長時間高温 (例えば 2 5 0 °C、 1時 間程度) に曝されても、 リサイクルを繰り返してもゴム弾性を失わない (低下が
少ない) 優れたゴム、 あるいはゴム状重合体である。
これらのゴムと して、 耐オゾン性が低いもの、 耐オゾン性に優れたものが利用 可能である。
この様に、 ゴムには耐オゾン性の優れたものがあり、 これらは、 主鎖の 2重結 合がない飽和炭化水素である場合 (例えば、 エチレン一プロピレンゴムやァク リ ル系ゴムなど) と、 オゾンのアタ ックをプロテク 卜する様に分子設計 ( 1例と し ては、 立体的な分子設計) がなされているもの (例えば、 ェピクロヒ ドリ ン系ゴ ムゃクロロブイ ンゴムなど) とがあり、 リサイクル助剤と して好ま しいゴムは後 者の耐オゾン性が高いゴムである。'
この様なゴムをリサイクルによって低下したリサイクル材の衝撃強度を回復さ せるにもちいた場合、 リサイクルを繰り返しても加熱溶融の段階でゴムは酸化劣 化されることが少なく、 結果衝撃の低下は少ない。
発明者は P B , E P D M , E P M、 E B M , E B D M、 アク リ ル系ゴム, シ リ コンゴムを主成分とするゴム状材料を配した成形用樹脂を加熱溶融し、 加熱溶融 後の衝撃を測定することで E P D M、 E P M、 アク リル系ゴムを主成分とするゴ ム状材料はゴム状材料弾性が低下することが少ないことを見いだした。
また E P D Mにおいては、 上述した第 3成分の違い (相異) によって加熱溶融 (リサイクル) する時にゴム弾性の喪失率に差が生じることが推測される。 耐オゾン性のが劣るゴムも衝撃強度を高めるリサイ クル助剤と して利用可能で あるが、 リサイ クルを繰り返し行うと、 加熱溶融の段階で前記ゴムに一部は酸化 劣化されてゴム弾性を失い、 結果リサイクル材の衝撃強度が低下するので、 リサ ィ クルを繰り返す度に衝撃強度を回復させるためのリサイ クル助剤と してのゴム 成分を補給しなく てはならず、 経済的とは言えないが、 衝撃強度を回復させるの にはブ夕ジェンゴ厶などは有効な材料である。
以下に熱安定性に優れたゴム類であるアク リル系ゴム類、 α—才レフィ ン系ゴ 厶類について説明する。 アク リル系ゴム類、 及び α—才レフイ ン系ゴム類は、 そ の分子構造に 2重結合をもたないもの、 あるいは持っていても分子の直鎖にもた ず側鎖に持っているので、 熱安定性には優れたゴム類である。
アク リルゴム (ポリアク リ レー トゴム、 ァク リル系ゴム) とは、 ァク リル酸ァ ルキルエステル (C H 2 = C H C O〇R) を主成分とするゴムで、 ァク リル酸ァ ルキルエステルのホモポリマ一、 あるいは架橋点となる活性基をもつた第二成分 との共重合である。 例えばァク リル酸ェチル (E A) と 2 —クロロェチルビニル エーテルとの共重合、 アク リル酸ブチル ( B A) とアク リ ロニ ト リル ( A n ) と の共重合、 アク リル酸ブチルとブタジエンとの共重合、 E Aと E Bとの共重合、 E Aと B Aとメ トキシェチルァク リ レー 卜 (ME A) との共重合、 ME Aと B A との共重合、 E Aとエトキシェチルァク リ レー ト (E E A) との共重合、 E Aと B Aと ME Aとの共重合、 B Aと ME Aと A nとの共重合、 エチレンと MAとの 共重合、 アク リル基アルキルエステルのアルキル基に極性基を導入したもの、 ァ ルコキシァク リ レ一 トを含有するァク リルゴム、 アルコキシチォアルキルァク リ レー トを含有するァク リルゴム、 B Aと M E Aとビニルク口ルァセテ一 卜の夕一 ポリマー、 B Aと E Aと ME Aとビニルクロルアセテー トとの四元重合体等が例 示される。
ポリオレフィ ン系ゴム類とは、 α 才レフィ ンの一種または二種以上をラジカ ル開始剤、 金属酸化物系触媒、 チグラー · ナッタ触媒、 力 ミ ンスキー触媒などを 使用して重合することによって得られる樹脂 (ゴム) であり、 上記樹脂 (ゴム) は二種以上混合されてもよい。
上記ひ '一才レフィ ンは、 α位に重合性の二重結合を有する直鎖状 . 分岐状ある いは環状ォレフィ ンであって、 通常端素数 2〜 8のものが選ばれる。
上記 ォレフィ ンの具体例と してはエチレン、 3 —メチルー 1 —ブテン、 3 —メチル一 1 —ペンテン、 ブテン一 1 、 へキセン一 1 、 ペンテン 1、 ォクテン 1 、 4 —メ チル 1 —ペンテン、 3 , 3 ジメチル一 1 ブテン、 4 , 4 ージ メチル 1 ペンテン、 3 メチルー 1 一へキセン、 4 メチル 1 一へキセン 、 4 , 4 ジメチルー 1 一へキセン、 5 —メチルー 1 一へキセン、 丁リルシクロ ペンタ ン、 ァリルシクロへキサン、 3 シクロへキシルー 1 ーブテン、 ビニルシ クロプロパン、 ビニルシクロへキサンなどがある。
またひ一才レフィ ンと共重合可能な他の単量体が共重合されてもよい。
他の単量体と してはアク リル酸、 メ タク リル酸、 マレイ ン酸、 ィタコン酸、 ァ
ク リル酸メチル、 ァク リル酸ェチル、 メ タク リル酸メチル、 無水マレイ ン酸、 ァ リ一ルマレイ ン酸ィ ミ ド、 アルキルマレイン酸ィ ミ ドなどのひ一 不飽和有機酸 またはその誘導体 ; 酢酸ビニル、 酪酸ビニルなどのビニルエステル ; スチレン、 メチルスチレンなどの芳香族ビニル化合物 ; ビニル ト リ メチルメ トキシシラ ン、 7 ー メ タク リ ロイルォキシプロ ビル ト リ メ トキシシラ ンなどのビニルシラ ンがあ り、 さ らに 1 , 4 一へキサジェン、 4 ーメチルー 1, 4 —へキサジェン、 5— 4 ーメ チルー 1 , 4 一へキサジェン、 ジシクロペンタ ジェン、 ェチリデンノルボル ネン ( 4 ーェチリデンー 2—ノ ンボルネン) などの非共役ジェンを少量共重合さ せてもよい。 本実施形態において、 リサイクル助剤と して使用されるゴム状重合体は、 前記 ァク リル系ゴム、 または α—才レフィ ン系ゴムの内で、 A ΝΜ、 Ε ΡΜ, Ε Β Μ 、 E P DM、 Ε Β DMを主成分とするグラフ ト重合体であり、 前記ゴム類に A η および/または S t とをグラフ ト重合させた三元グラフ ト共重合体 (A n S t — g - ANM、 A n S t — g— E PM、 A n S t - g - E BM, A n S t — g— E P DM、 A n S t - g - E B DMなど) であり、 またォレフィ ン系ゴム状重合体 の内でエチレ ン一 α—ォレフィ ン系共重合体において、 共重合単量体と して使用 される Q ' —才レフィ ンとは、 炭素数が 3〜 1 2の α—才レフィ ンであり、 具体的 にはプロピレン、 ブテン一 1、 4 メチルペンテン一 1 、 へキセン一 1 、 ォクテン 一 1 などがある。
前記 α—ォレフィ ンの一種または二種以上の重合体、 あるいは該 —ォレフィ ンの一種または二種以上と共重合可能な他の単量体の一種または二種以上との共 重合体であり、 特にェチレンと他のひ一才レフィ ンの一種または二種以上との共 重合体あるいはさ らにそれらと共重合可能な他の単量体、 特に非共役ジェン化合 物との共重合体である
前記該非共役ジェン化合物と しては、 例えばジシク ロペンタジェン、 卜 リ シク 口ペン夕ジェン、 卜 リ シクロペン夕キエン、 5 —メチルー 2 , 5 — ノルボルナジ ェン、 5 —メ チレン一 2 —ノルボルネン、 5 — ビニルー 2 — ノルボルネン、 5 — ェチ リデンー 2 — ノルボルネン、 5—イ ソプロピリデン一 2 —ノルボルネ ン、 5
一イ ソプロぺニルー 2 —ノルボルネン、 5 — ( 1 ーブテニル) 一 2 —ノルボルネ ン、 5 — ( 2 —プロぺニル) — 2 —ノルボルネン、 5 — ( 5 —へキセニル) 一 2 一ノルボルネ ン、 4, 7 , 8, 9 ーテ トラ ヒ ドローイ ンデン、 及びイ ソプロピリ デンテ トラ ヒ ドローイ ンデン、 シクロォクタ ジェン、 ビニルシクロへキセン、 1 , 5 , 9—シクロ ドデカ トルエン、 6 —メチル一 4 , 7 , 8 , 9 ーテ トラ ヒ ドロ イ ンデン、 2 , 2 ' —ジシクロペンテニル、 トランス一 1 , 2 —ジビニルシクロ ブタ ン、 1 , 4 一へキサジェン、 2 —メチルー 1 , 4へキサジェン、 1, 6 —ォ クタジェン、 1, 7 —ォクタジェン、 1, 8 —ノナジェン、 1, 9 —デカジエン 、 3 , 6 —ジメチルー 1 , 7 —才クタジェン、 4 , 5—ジメチル一 1 , 7 —ォク タジェン、 1 , 4 , 7 —ォクタ ト リェン、 5 —メチルー 1 , 8—ノナジェンなど 力くめる。
これら非共役ジェン化合物の中で、 特に 5 —ェチリ デン— 2 —ノルボルネン ( E N B ) 、 または Z及びジシクロペン夕ジェン (D C P) が好ま しい。 さ らに好 ま し く はジシクロペン夕ジェンである。 5 —ェチリデン _ 2—ノルボルネンをも ちいたォレフィ ン系ゴム状重合体と A S、 または P Sとの混合樹脂では外観が良 好になる。
本実施形態に使用されるォレフィ ン系ゴム状重合体のおけるェチレン— α—才 レフイ ン、 及び必要に応じて使用される非共役ジェン化合物の使用割合は、 モル 分率で好ま し く は、 エチレン/ひ '一才レフィ ン/非共役ジェン化合物 = 0. 2〜 0. 8 / 0. 2〜 0. 8 / 0〜 0. 1 /、 さ らに好ま し く は、 0. 2〜 0. 7 / 0. 2 5〜 0. 7 5 /0〜 0. 0 5である。
また本実施形態において使用されるェチレン一 ーォレフィ ン系共重合体 (ゴ 厶) の厶一二一粘度は、 (ML , 、 1 0 0 °C) は、 好ま し く は 5〜 1 5 0、 さ らに好ましく は、 1 0〜 7 0である。
上記ォレフ ィ ン系ゴムの代表的なものは、 エチレン . プロ ピレン共重台ゴム (
E PM) 、 エチレン ' プロピレン ' 非共役ジェン化合物三元共重合ゴム (E P D
M) 、 エチレン ' ブテン共重合ゴム (E BM) 、 エチレン ' ブテン ' 非共役ジェ ン化合物三元共重合ゴム ( E B DM) があり、 エチレン · プロピレン . ジェン三 元共重合体とは、 エチレン ' プロピレンに第 3成分 (D) にェチリ デン . ノ ンボ
—ネン (E N B ) 、 ジシクロペン夕ジェン (D C P、 あるいは D C P D) 、 1 , 4 一へキサジェン ( 1, 4 — H D ) などのモノマ一ュニッ ト (第 3成分) を共重 合させたもので Dの含有量は 5 w t %程度/ あるいは以下である。 E PM, E P DMにおいて、 エチレン (E) の含有率は 5 0〜9 5 %、 プロピレン (P) の含 有率は 5 ~ 5 0 %好ま しく、 さらに好ましく は、 エチレンは 6 0〜 9 0 %、 プロ ピレンは 1 0〜 3 5 %が好ましい。 またェチレンと 一才レフィ ンのプロピレン とを共重合させる以外にはブテン一 1などをもちいたェチレン―ブテン共重合体 (E BM) 、 エチレンーブテン一ジェン三元共重合体 (E B DM) 共重合体もあ り、 E B DMの第 3成分は E P DMと同様に E B N、 D C P、 1 , 4 — HDであ る。 また E BM, E B DMにおいて、 エチレン (E) の含有率は 5 0〜9 5 %、 ブテン ( B ) の含有率は 5〜 5 0 %好ま しく、 さらに好ま しく は、 エチレンは 6 0〜 9 0 ,(¾、 ブテンは 1 0〜 3 5 %が好ましい。
ここにおいて前記ェチレン— α—才レフィ ン系共重合体、 ΑΝΜ、 Ρ Βなどの ゴム類をスチレン系樹脂と相容( 溶) 性をもたせるためにグラフ ト共重合させる スチレン系単量体ないし二 ト リル系単量体などとしてスチレン、 α—アルキルモ ノ ビニリデン芳香族単量体 (例えば α—メチルスチレン、 α—ェチルスチレン、 α—メ チルビニル トルエン、 α—メチルジアルキルスチレンなど) 、 環置換アル キルスチレン (例えば 0— m、 及び p—ビニルトルエン、 0—ェチルスチレン、 p—ェチルスチレン、 2 , 4 _ジメチルスチレン、 p—第 3級プチルスチレンな ど) 、 環置換ハロスチレン (例えば 0—クロロスチレン、 p—クロロスチレン、 0—プロモスチレン、 2, 4 —ジクロスチレンなど) 、 環一アルキル, 環ハ口一 置換スチレン (たとえば 2 —クロロー 4 —メチルスチレン、 2 , 6 —ジクロロス チレンなど) ビニルナフタ レン、 ビニルアン トラセンの一種、 または混合物がも ちいられる。
また一般にアルキル置換基は 1〜4個の炭素原子を有し、 そしてィソプロピル 及びイソブチル基を含む。 この内モノ ビ二リデン芳香族単量体の一種、 もしく は 混合物が好ま しい。 またァク リ ロ二 ト リル系単量体と しては、 ァク リ ロ二 卜 リル 、 メ タク リ ロニト リル、 エタク リ ロニ ト リル、 フマロニ ト リル及びこれらの混合 物があげられる。
他の単量体 (他の成分) とはスチレン、 アク リ ロニ ト リ ルと共重合可能な単量 体であれば特に限定しないが、 一般にはメチルメ タクルレ一 ト、 ェチルメ 夕クル レー トなどのァク リ レー ト類や、 N —フェニルマレイ ミ ド、 マレイ ミ ド、 N —メ チルマレイ ミ ド、 N —ェチルマレイ ミ ド、 ( p —プロモフェニル) マレイ ミ ドメ タク リ レー 卜、 メチルメ タク リ レー ト、 シクロへキシルマレイ ミ ドなどのマレイ ミ ド類、 無水マレイ ン酸、 メタク リ ロニ ト リルなどの不飽和二ト リル化合物類な どがあげられる。
A S樹脂、 もしく は P S樹脂、 P P E樹脂 (変性 P P E樹脂、 変性 P P E系樹 脂を含む) とに相容( 溶) 性をもたせるために、 上記ゴム状材料の E P M、 E P D M、 E B M、 E B D M、 A N M、 P Bなどのゴム類の存在下にグラフ ト重合可 能な単量体混合物中の必須成分である、 グラフ 卜共重合させた、 上記グラフ ト共 重合体、 または共重合体中の芳香族ビニル (スチレン系単量体) とは、 スチレン 、 α—アルキルモノ ビニリ デン芳香族単量体 {例えば α —メチルスチレン、 ひ 一 ェチルスチレン、 ビニル トルエン (例えば α —メチルビニル トルエンなど) } 、 α —メチルジアルキルスチレンなど } 、 環置換アルキルスチレン (例えばパラメ チルスチレン、 o — m、 及び p —ビニル トルエン、 0 —ェチルスチレン、 P —ェ チルスチレン、 2 , 4 —ジメチルスチレン、 p —第 3級プチルスチレンなど) 、 環置換ハロゲン化 (ハ口) スチレン (例えば 0 —クロロスチレン、 p—クロロス チレン、 p —プロモスチレン、 0 —プロモスチレン、 2 , 4 —ジク ロスチレン、 2 , 4 , 5 — ト リ プロモスチレンなど) 、 環一アルキル, 環ハ口 —置換スチレン (例えば 2 —クロ口 一 4 —メチルスチレン、 2 , 6 —ジク ロロスチレンなど) 、 ビニルナフタ レン、 ビニルアン トラセンの一種、 または混合物がもちいられる。 特にスチレンが好ま しいが、 スチレンを主体に上記他の芳香族ビニル単量体を含 有してもよい。
また一般にアルキル置換基は 1 〜 4個の炭素原子を有し、 そしてィソプロピル 及びイソブチル基を含む。 この内モノ ビ二リデン芳香族単量体の一種、 もしく は 混合物が好ま しい。 またアク リ ロニ ト リル系単量体 (シアン化ビニル系単量体) と してはアク リ ロニ ト リ ル、 メ タク リ ロニ ト リル、 エタ ク リ ロニ ト リル、 一ハ ロゲン化ァク リ ロニ 卜 リ ル、 フマロニ ト リル及びこれらの混合物があげられる。
特にァク リ ロ二ト リルがよい。
メ タク リル酸エステルとしては炭素数 1〜4のアルキルエステル、 特にメタク リ レ一 卜がよい。 芳香族モノ ビニル化合物と してはスチレン、 ハロゲン化スチレ ン、 ビュル トルエン、 α—メチルスチレン、 ビニルナフタ レンなどが例示され、 特にスチレンがよい。 シアン化ビニル化合物と してはアク リ ロニ ト リル、 メ タク リルニ 卜 リル、 α—ハロゲン化ァク リロニ卜 リルが例示され、 特にァク リ ロニ ト リルがよい。
尚、 芳香族ビニルや、 シアン化ビュルの一部を他のビニル化合物、 例えば (メ 夕) アク リル酸エステル類、 酢酸ビュル、 塩化ビニルなど、 特に (メタ) ァク リ ル酸エステル類で置換したものが好ましい。
また、 ゴム変性スチレン系樹脂の成分として必要に応じ、 芳香族ビュル単量体 と共重合可能な単量体成分を一種類以上導人することができる。
上記ォレフィ ン系ゴム、 ΑΝΜ、 Ρ Βなどは、 上記スチレン系樹脂、 Ρ Ρ Ε系 樹脂、 P Cとのブレン ドポリマ一 (P C/AB S、 P C/AE S、 P C/ASA 、 P C/H I P S、 P C/E PM - A S、 P C/E PDM - AS、 P C/E PM _ P S、 P CZE P DM— P Sなど) 、 ポリオレフイ ン系樹脂などの成形用熱可 塑性樹脂にリサイクル助剤と して添加されるが、 該ォレフィ ン系ゴム状重合体、 ANM、 P Bなどがリサイクル助剤と して使用され得るためには、 上記熱可塑性 樹脂と相容( 溶) 性を有することが必要である。
該ォレフィ ン系ゴムはポリオレフィ ン系樹脂とは単量体もしく は構成単位と同 一または類似の単量体をもっているのでそのままで該熱可塑性樹脂とは良好な相 容( 溶) 性を示すが、 その他の熱可塑性樹脂に対しては相容( 溶) 性を改良する ために、 該熱可塑性樹脂の単量体もしく は構成単位と同一または類似の単量体を グラフ ト重合させる。 ここにグラフ ト重合とは上記ォレフィ ン系ゴム、 ANM、 P Bなどのゴム存在下に上記単量体を前記した油溶性あるいは水溶性開始剤また は Z及び紫外線、 電子線などの高エネルギー線によって重合させる重合方式を指 し、 重合方式と しては塊状重合、 懸濁重合、 溶液重合、 乳化重合、 スラ リ ー重合 などの一般的方法が適用される。 グラフ 卜重合によって得られるグラフ ト重合体 は、 ォレフィ ン系ゴム、 ANM、 P Bなどのゴムを幹と し上記単量体の重合鎖を
枝とする狭義のグラフ 卜重合体を主成分とし、 場合によって該狭義のグラフ ト重 合体にォレフィ ン系ゴム、 A N M、 P Bなどのゴムまたは/及び上記単量体から なる重合体がミ クロプレン ドされているものである。
以下に各熱可塑性樹脂に適したォレフィ ン系ゴム、 A N M、 P Bのグラフ 卜重 合体について説明する。
P S (あるいは H I P S、 E P M— P S、 E P D M—P Sなど) に対しては、 スチレンまたは/及びスチレンと類似な他のスチレン系単量体の一種または二種 以上をグラフ 卜重合したォレフィ ン系ゴム状重合体 (ォレフィ ン系ゴム含有のス チレンまたは Z及びスチレンと類似な単量体とのダラフ ト共重合体で、 以下スチ レングラフ トォレフィ ン系ゴム状重合体という) 、 ァク リル系ゴム状重合体 (ァ ク リル系ゴム含有のスチレンまたは/及びスチレンと類似な単量体とのグラフ ト 共重合体で、 以下スチレングラフ 卜アク リル系ゴム状重合体という) 、 ブ夕ジェ ン系ゴム状重合体 (ブタジェン系ゴム含有のスチレンまたは Z及びスチレンと類 似な単量体とのグラフ 卜共重合体で、 以下スチレングラフ トブタジエン系ゴム状 重合体という) が使用される。
該スチレングラフ トォレフィ ン系ゴム状重合体、 スチレングラフ 卜ァク リル系 ゴム状重合体、 スチレングラフ トブタジエン系ゴム伏重合体は P Sと略同一なソ ルビリティ 一パラメ一夕一を有するスチレン系単量体の重合鎖を枝と しているの で、 P Sに対して良好な相容( 溶) 性を示す。
A S (あるいは A B S、 E P M— A S、 E P D M— A S、 A N M— A Sなど) に対しては、 スチレンまたはノ及び他のスチレン系単量体の一種または二種以上 と、 ァク リ ロ二 ト リルまたは 及び他の二 ト リル系単量体の一種または二種以上 をグラフ ト重合したォレフィ ン系ゴム状重合体 (ォレフィ ン系ゴム含有のスチレ ンまたは Z及び他のスチレン系単量体と、 ァク リ ロ二 ト リルまたは Z及び他の二 卜 リル系単量体とのグラフ ト共重合体で、 以下スチレン二 卜 リルグラフ 卜ォレフ ィ ン系ゴム状重合体という) 、 アク リル系ゴム状重合体 (アク リル系ゴム含有の スチレンまたは/及びスチレンと類似な単量体、 アク リ ロニ ト リルまたは Z及び 他の二 ト リル系単量体とのダラフ ト共重合体で、 以下スチレンニ ト リルグラフ 卜
アク リ ル系ゴム状重合体という) 、 ブタジエン系ゴム状重合体 (ブタジエン系ゴ ム含有のスチレンまたは Z及びスチレンと類似な単量体、 ァク リ ロ二 ト リルまた は Z及び他の二 ト リル系単量体とのグラフ ト共重合体で、 以下スチレン二 ト リル グラフ 卜ブタ ジエン系ゴム状重合体という) が使用される。
上記単量体以外にォレフィ ン系ゴム、 アク リル系ゴム、 ブタジエン系ゴムには 上記単量体と共重合可能な他の単量体がグラフ 卜共重合されてもよい。
上記スチレン二 ト リルグラフ トォレフィ ン系ゴム状重合体、 スチレン二 ト リル グラフ トァク リル系ゴム状重合体、 スチレン二 ト リルグラフ 卜ブタジェン系ゴム 状重合体は A S (あるいは A B S )' と略同一なソルビリティ一パラメ一ターを有 するスチレン二 ト リル共重合鎖を枝と しているので、 A S (あるいは A B S ) に 対して良好な相容( 溶) 性を示す。
上記グラフ トォレフィ ン系ゴム状重合体、 グラフ 卜アタ リル系ゴム状重合体、 グラフ 卜ブタジエン系ゴム状重合体においては、 ォレフィ ン系ゴム、 アク リル系 ゴム、 ブタジエン系ゴムは単独または二種以上の混合ゴムがもちいられてよいが 、 該ォレフイ ン系ゴム、 アク リル系ゴム、 ブタジエン系ゴムの含有量が 5〜 8 0 重量. ¾>、 望ま しく は 1 0〜 5 0重量%、 グラフ 卜されている単量体の含有量 (グ ラフ 卜率) が合計 9 5〜 2 0重量%、 望ま しく は 9 0〜 2 5重量%であり、 スチ レン二 ト リ ルグラフ トォレフィ ン系ゴム状重合体、 スチレン二 ト リ ルグラフ 卜ァ ク リル系ゴム状重合体、 スチレン二 ト リルグラフ トブ夕ジェン系ゴム状重合体の 場合にはスチレン系単量体が 5〜 9 5重量%、 二 ト リル系単量体が 9 5〜 5重量 %の範囲が望ま しい。 この範囲で上記グラフ トォレフィ ン系ゴム状重合体などは 熱可塑性樹脂に対する相容( 溶) 性と、 該熱可塑性樹脂に対する物性向上の効果 、 リサイクル性に向上効果即ちリサイ クルの際の耐衝撃性の低下防止効果とがバ ランスする。
前記グラフ トォレフィ ン系ゴム状重合体、 グラフ 卜ァク リル系ゴム状重合体、 グラフ トブタ ジエン系ゴム状重合体は、 ゴム状成分がコア、 グラフ 卜部分がシェ ルであるにコア · シヱル構造をもっているので、 グラフ ト率が高い該グラフ トォ レフィ ン系ゴム状重合体などを該成形用熱可塑性樹脂に混合して使用する限りに おいて塗膜の付着性の低下など問題は起こらない。 もと もとォレフィ ン系ゴムは
、 塗料の付着性は低く、 グラフ ト率が低い該グラフ トォレフィ ン系ゴム状重合体 を混合した場合は該熱可塑性樹脂成形品への塗膜、 及びィ ンク膜の付着性が低下 し好ま しく はない。 T P Eの場合には、 相容( 溶) 性があっても塗膜、 及びィ ン ク膜の付着性が乏しい物があった。
また上記グラフ トォレフィ ン系ゴム状重合体、 グラフ トァク リル系ゴム状重合 体、 グラフ トブタジエン系ゴム状重合体の粒子径は完全分子レベルで混ざり合う ことすなわち相溶する 0 . 0から相容して海島構造をもつ場合 ( 0 · 1〜 5 〃m ) 、 もしく はその他の構造をもつ 1 8 a mの範囲が望ましく、 さらに 0 . 0 0 1 〜 1 0 0 mの範囲が可能である。 この粒子径範囲において前記グラフ 卜ォレフ ィ ン系ゴム状重合体などのリサイクル性改良効果は特に大き くなる。 ゴム粒径が 異なるグラフ トォレフィ ン系ゴム状重合体を数種類使用すること、 あるいはグラ フ トアク リル系ゴム状重合体、 グラフ トブタジエン系ゴム状重合体とを併用する と、 さ らに物性を向上させるので、 前記グラフ トォレフィ ン系ゴム状重合体ない しグラフ トァク リル系ゴム状重合体、 グラフ 卜ブタジェン系ゴム状重合体の添加 量を少なくすることができる。
さらに上記グラフ トォレフィ ン系ゴム状重合体は、 分子量の尺度である トルェ ン可溶分の還元粘度 s p Z c ( 0 . 5 g / d トルエン溶液、 3 0 °C測定) が 0 . 3 0〜 1 . 0 0 g / d 1 の範囲にあることが望ま しく、 0 . 5 0〜 0 . 8 0 / d 1 の範囲にあることがさ らに望ま しい。
上記リサィクル助剤と して使用されるグラフ トォレフィ ン系ゴム状重合体、 グ ラフ トァク リル系ゴム状重合体、 グラフ トブタジエン系ゴム状重合体は、 前記し たように種々の方法で製造されるが、 特に望ま しい方法はゴム含有量が高く なる
、 乳化重合法、 溶液重合法、 スラ リー重合法で、 ォレフィ ン系ゴム、 またはァク リル系ゴム、 またはブタジエン系ゴムと、 単量体との混合物及び重合開始剤、 さ らに所望れば連鎖移動剤よりなる均一な重合原液を攪拌機付き連続多段式塊状重 合反応機に供給し、 連続的に重合、 脱気する重合法である。 上記塊状重合法によ るグラフ トォレフィ ン系ゴム状重合体などを製造する場合、 還元粘度?? s p / c の制御は、 重合温度、 重合開始剤の種類と量、 溶剤及び連鎖移動剤量によって行 うことができる。 また共重合組成の制御は、 仕込み単量体組成によっておこなう
ことができる。 そしてォレフィ ン系ゴム状重合体、 アク リル系ゴム状重合体、 ブ タジェン系ゴム状重合体の粒子径の制御は、 攪拌回転数でおこない、 小粒子化は 回転数を上げ、 大粒子化は回転数を下げることによる。
上記グラフ トォレフィ ン系ゴム状重合体の具体例を示せば S t _ g— E PM、 S t— g— E P DM、 S t - g-E PM - E PDM, A n S t - g - E PM、 An S t - g - E PDM、 An S t - g - E PM * E PDM、 S t - g - E BM、 S t— g _ E B DM、 S t - g- E BM - E BDMs A n S t - g - E BM、 An S t - g - E BDM、 A n S t - g - E BM ' E B DMなどがあり、 グラフ トァ ク リル系ゴム状重合体の具体例を示せば S t g ANM、 A n S ΐ - g - A N Mがあり、 ブタジエン系グラフ ト重合体の具体例を示せば S t— g— P B、 An S t - g - P Bがあり、 これらグラフ トォレフィ ン系ゴム状重合体、 グラフ 卜ァ ク リル系ゴム状重合体、 グラフ トブタジエン系ゴム状重合体はスチレン系樹脂と 良好な相容( 溶) 性を示し、 該グラフ トォレフィ ン系ゴム状重合体、 グラフ トァ ク リル系ゴム状重合体、 グラフ 卜ブタジエン系ゴム状重合体を該スチレン系樹脂 に混合すれば、 該グラフ トォレフイ ン系ゴム、 グラフ 卜アク リル系ゴム、 グラフ 卜ブ夕ジェン系ゴムは該スチレン系樹脂に微分散し、 海島構造またはノ及びその 他の微分散構造を形成し、 分離を起こすことなく安定に混合され、 該スチレン系 樹脂の物性を回復し、 リサイクル性を改良する。
本発明の実施形態においては、 A Sと An S t — g - E PMの混合樹脂を E PM -A S, A n S t - g - E P DMとの混合樹脂を E P DM— A Sと、 An S t — g '— E PM及び A n S t g— E P DMとの混合樹脂を E PM— E PDM— A S と、 A Sと A n S t — g _ANMの混合樹脂を ANM— A Sと、 P Sと S t— g ― E PMの混合樹脂を E PM— P S、 S t— g— E P DMとの混合樹脂を E P D M— P Sと、 S t — g— E PM及び S t— g— E P DMとの混合樹脂を E PM— E PDM— P Sと、 P Sと S t— g— ANMの混合樹脂を ANM— P Sとを称す る。
P P E系樹脂用グラフ ト重合体と しては、 P P E系樹脂と相容( 溶) 性をもた せるために上記 S tがグラフ ト共重合させた S t— g— E PM, S t— g— E P
DM, S t - g - E PM · E P DM, S t - g _ E BM, S t - g - E B DM,
S t — g— Ε ΒΜ · E BDMのようなスチレングラフ トォレフィ ン系ゴム状重合 体、 S t— g— A NMのようなスチレングラフ トアク リル系ゴム状重合体、 S t 一 g _ P Bのようなスチレングラフ トブタジェン系ゴム状重合体が選択されるこ とが望ま しい。 該グラフ トォレフイ ン系ゴム状重合体、 アク リル系ゴム状重合体 、 ブタジェン系ゴム状重合体は p p Eと近似したソルピリティパラメ一夕一を有 するスチレン重合鎖を枝として有し、 P P E系樹脂と良好な相容( 溶) 性を有す るので、 該グラフ トォレフィ ン系ゴム状重合体は P P E系樹脂に分離を起こすこ となく安定に混合され、 該 P P E系樹脂のリサイクル助剤と して使用可能である 本実施形態においては、 P P Eとグラフ トォレフィ ン系ゴム状重合体 S t一 g ― E PMの混合樹脂を E PM— P P E、 S t— g— E P DMとの混合樹脂を E P DM— P P Eと、 S t— g— E PM及び S t— g— E P DMとの混合樹脂を E P M— E PDM— P P E、 P Sと E PM— P P Eとの混合樹脂 E PM— P S— P P Eと、 E P DM— P P Eとの混合樹脂を E P DM— P S— P P Eと、 S t— g— E PM及び S t - g - E P DMとの混合樹脂を E PM— E PDM— P S— P P E と、 P P Eと S t— g _ ANMの混合樹脂を ANM— P P Eと、 P Sと ANM— P P Eとの混合樹脂 ANM— P S _ P P Eと称する。
上述したゴムは、 成形品の主成分である熱可塑性樹脂とは相容 (溶) 性が乏し く 、 熱可塑性を示さないものが多いので、 これらのゴムに、 前記成形品の主成分 である熱可塑性樹脂と同一の、 共通の、 類似の分子骨格をグラフ ト共重合、 共重 合、 ブロック共重合、 ラ ンダム共重合などをして熱可塑性をもたせることと、 成 形品の主成分である熱可塑性樹脂とは相容 (溶) 性とをもたせる (これらは一種 の 「変性」 である) 。
これらゴム状材料は成形品の主成分である熱可塑性樹脂と相容 (溶) 性をもた せ、 しかも、 熱可塑性をもたせることでリサイクル粉砕材と混ぜ合わせてペレツ ト化する時、 あるいはリサイクル成形品の粉砕材と混ぜ合わせペレツ 卜化はせず にそのままで再成形加工する場合、 加熱溶融の段階で前記成形用樹脂を共に融け て微分散する。
しかも、 上述した様に変性されたゴム状材料は、 熱可塑性を示す様になるので
、 熱可塑性樹脂と同様な装置をもちいてペレツ 卜化することもできる。
熱硬化性のゴムをリサイクル助剤と してもちいる場合には、 成形品、 及び塗膜 の主成分である熱可塑性樹脂と相容 (溶) 性をもたない場合 (例えばグラフ ト化 しないゴムをもちいる場合など) には、 相容 (溶) 化剤を添加し相容 (溶) 性を もたせる。
熱硬化性のゴムの場合には、 成形品の主成分である熱可塑性樹脂中に溶融混練 の段階で微分散しにく いので、 溶融粘度が高い樹脂を添加し、 その樹脂の剪断力 を利用して微分散させる。
その一部を例示すると、 A B S樹脂中の衝撃強度を向上させるために添加 (配 合、 ブレン ド) される A n S t— g— P Bは、 ブタジエン系ゴムに A n、 および S tをグラフ ト共重合 (記号 ; 一 g—で表現した) させて、 熱可塑性をもたせ、 しかも A B S樹脂の主成分である AS樹脂と相容 (溶) 性をもたせたものである
(同一の樹脂骨格をもたせてある) 。
H I P S樹脂や変性 P P E樹脂、 あるいは P P E樹脂などの場合には、 S t— g— P Bであり、 熱可塑性を示し、 H I P S樹脂の主成分である P S樹脂と相容
(溶) 性をもつ (同一の樹脂骨格をもたせてある) 。 ブタジエン系ゴムの代わり に、 α—ォレフィ ン系の Ε ΡΜ、 ないし E PDM、 あるいは ANMに An、 およ び S tをダラフ ト共重合させた A n S t _ g— E PM、 An S t - g- E PDM 、 A n S t — g— ANMなどは、 グラフ 卜化して、 変性することで熱可塑性をも ち、 しかもこれらは、 AB S樹脂や、 A S樹脂、 またはそれに類する樹脂 {例え ば、 A SA (AA S) 樹脂、 AE S樹脂、 AC S樹脂や、 AB Sなどを主成分と するポリマ一ァロイ 例えば、 P C/A B S樹脂など) などとは相容 (溶) 性を 示す。
同様にして、 前記 E PMや E PDM、 および ANMに S tをグラフ ト共重合さ せた S t — g— E P DM、 S t— g— ANMなどは、 H I P S樹脂や、 P S樹脂
、 またはそれに類する樹脂、 ポリマ一ァロイ (例えば、 P CZH I P S樹脂、 P
Cノ P S樹脂など) 、 変性 P P E樹脂やそれに類する樹脂やそれらの樹脂をもち いたポリマーブレン ド、 ポリマーァロイ (例えば、 変性 P P E樹脂/ P Aなど) とは同一の樹脂骨格をもたせてあるので相容 (溶) 性を示す。
特に E PM, E P DM、 A NMを主成分と してグラフ ト化させたゴム状材料は 熱可塑性を示し、 しかも熱安定性が良いことから前記樹脂の最適なリサイクル助 剤と して有効に活用できる。
この様なゴム状材料は成形品の主成分である熱可塑性樹脂と相容 (溶) 性があ り、 しかも、 熱可塑性を示すのでリサイクル粉砕材と混ぜ合わせてペレツ 卜化す る時、 あるいはリサイクル成形品の粉砕材と混ぜ合わせペレツ ト化はせずにその ままで再成形加工する場合、 またペレツ ト化したリサイクル材に混ぜ合わせ使用 する場合に加熱溶融の段階で前記成形用樹脂を共に融けて前記成形樹脂中に微分 散する。
上述したゴム状共重合体の内で、 ゴム成分に、 ォレフィ ン系ゴム (例えば E P M、 E P DM) 、 ANMなどを主成分と してもちいたゴム状材料は加熱溶融の段 階で酸化劣化を受けにく い。
結果この様な熱安定性の良いゴム状材料を主成分と して配した成形材料、 例え ば、 A S樹脂と、 An S t— g— E PM、 An S t— g— E PDM、 An S t— g— ANMとからなる成形用樹脂、 P S樹脂と P S樹脂と相容 (溶) 性のある、 S t— g— E PM、 S t— g— E PDM、 S t _ g— A N Mとからなる成形用樹 脂などはリサイクルを繰り返しても配合されているゴム状重合体は酸化劣化され にく いことから、 リサイクルを繰り返してもゴム状材料の酸化劣化による衝撃強 度の低下は少ない。 P P E樹脂の変性に上記熱安定性の良いゴム状重合体または 、 前記熱安定性の良いゴム状重合体を配合した樹脂をもちいることで、 リサイ ク ル性が高い変性 P P E系樹脂を製造することができる。
この様な熱安定性の良いゴム状材料を配した材料 (例えば E PM— P S、 E P D M— P S、 A N M— P S、 E P M— A S、 E P D M— A S、 A N M— A Sなど ) は、 リサイ クル性に向く材料と してではなく、 耐候 (光) 性の高い材料でもあ る。
発明者はゴム状重合体で S t— g— E PDM (E P DMにおいて、 エチレンは 約 7 5 ¾、 プロピレンは約 2 0%、 第三成分と して D C Pが約 5 %) において、 ゴム含有量が約 3 8 %、 ゴムの平均の粒径が 1. 0 , スチレンのグラフ 卜率 が約 3 5 %と約 5 5 %のそれぞれのゴム状重合体 ( S t - g— E P D M ) (ゴム
状重合体 0 0 0 2 (スチレンのグラフ 卜率が 3 5 % ) 、 およびゴム状重合体 0 0 0 3 (スチレンのグラフ ト率が 5 5 % ) } を P S樹脂 {三菱モンサン ト化成 (株 ) 製 ? 3樹脂 ( ? ? 8 ) 7 5重量部に対して前記ゴム状重合体 0 0 0 2、 お よびゴム状重合体 0 0 0 3を 2 5重量部それぞれ混ぜ合わせてペレツ ト化した高 衝撃ポリスチレン樹脂の I Z◦ D衝撃強度を測定したところ、 グラフ ト率が約 3 5 %の物では 3 . 5 k g _ c m Z c mであるのに対して、 グラフ 卜率が約 5 5 % の物では、 5 . 8 k g— c m / c mを示した。
これはグラフ ト率が高い方が P S樹脂どは相容( 溶) 性が良いことの結果であ ると推測される。
A S樹脂と塩素化ポリエチレンからなる A C S樹脂中の前記塩素化ポリェチレ ンも酸化劣化されに く い弾性を示す材料であるが、 塩素化ポリエチレンは成形加 ェ時、 ペレツ ト化の加熱溶融の段階で塩素ガス、 塩化水素を遊離して成形機、 金 型を腐食する事が懸念される。
又、 塩素化合物であることから焼却 (サ一マルリサイクル) する場合にダイォ キシンの発生について考慮する必要がある。
なお、 熱可塑性樹脂にグラフ ト重合させたゴム状材料を添加した樹脂組成物は 知られている (特開昭 5 7 — 1 3 9 1 4 0号公報第 2ページ (P P E樹脂) 特 開平 1 — 1 9 0 7 4 1 号公報第 2ページ (スチレン系樹脂) 、 特開平 7 — 1 1 8 5 1 8号公報第 3ページ (P P E樹脂) ) 。 しかし、 かかるゴム状材料を添加し てリサイ クルする方法については記載がない。
ゴムの多く は単独では熱硬化性を示し、 樹脂とは非相容 (溶) である力く、 上述 した様に熱可塑性樹脂のモノマーを公知の方法によってグラフ 卜共重合などをさ せることによって相容( 溶) 性をもち、 熱可塑性を示す様になる。 ゴムを構成す るモノ マーと、 樹脂モノマーとを共重合 (ランダム、 ブロックなど) などをさせ る方法などによって製造された樹脂に熱可塑性エラス トマ一がある。 この熱可塑 性エラス トマ一もリサイクル材の衝撃強度を回復させたり、 向上させたりする性 質をもつ。 熱可塑性エラス トマ一は、 弾性をもつソフ 卜セグメ ン 卜の部分と、 可 塑性を示すハー ドセグメ ン 卜の部分とが分子構造中に存在し、 それらのいずれか の部分 (ソフ トセグメ ン ト、 あるいは ドセグメ ン 卜の一部、 あるいは総ての
部分) が成形品の主成分である熱可塑性樹脂と相容 (溶) 性を示す様な分子設計 が成されている。 該熱可塑性エラス トマ一と しては、 ウレタン系、 スチレン系、 ビニル系、 アミ ド系、 エステル系などがあり、 これらの具体例は WO 9 7 3 8 8 3 8や文献などに示されている。
この様に熱可塑性エラス 卜マ一は、 ハ一ドセグメ ン トとソフ トセグメ ン トとの 組み合わせによっては今後さらに研究開発が進みその数や種類は増加すると予想 される。
前記熱可塑性エラス トマ一は前記グラフ トゴム状重合体とは異なり塗膜や、 成 形品の主成分である熱可塑性樹脂と同一の、 共通の、 類似の分子骨格をもたせて 相容 (溶) 性を示す場合でも、 塗膜の付着性を低下させる事があるので、 リサイ クル助剤と して使用するに当たり塗膜性能を評価しておく必用がある。
E P DM (あるいは E PM) と An、 S tを共重合させた An S t— b— E P DM、 An S t— b— E PM、 S t - b— E PDM、 S t— b— E PMも An S t (あるいは S t ) — g— E P DMなどのゴム状材料と同様に熱安定性に優れ、 熱可塑性をもち、 A S、 あるいは P S樹脂を主成分とする樹脂とは相容( 溶) 性 を示し、 リサイクル助剤と して使用できると推測される。
その他の樹脂改質を目的に添加するリサイクル助剤と しては、 低温特性、 耐寒脆 性、 成形加工性、 2次加工性、 耐折り曲げ性、 折り曲げ白化性の改良、 耐衝撃性 向上、 溶融樹脂の流動性の向上などを改良する目的と して添加するサージングの 防止、 フィ ッ シュアイの減少、 ロングラ ン性の向上、 成形品への光沢付与や反対 の艷消し効果、 成形品のスリ ップ性の付与、 ブロッキング性の減少、 さらに、 シ 一 卜真空成形、 シー ト圧空成形時の深絞り性の付与、 滑性をもち成形加工性の改 良、 押し出し成形、 カ レンダリ ング、 中空成形、 射出成形などの成形品の外観を 向上させるゲル化促進のための加工助剤、 シー ト真空成形、 シー ト圧空成形時の 伸びの改良を与えるための助剤、 金属からの剝離性の向上、 プレー トアウ トの防 止、 寸法安定性の向上、 外観を向上させゲル化促進と成形性のバラ ンス向上、 耐 候性向上、 樹脂の流動性、 引裂き強度、 タイス ト レスクラ ッ ク性の改良、 制振性
、 樹脂のガラス転移点温度、 軟化点温度を上昇させるなどの作用をもつものがあ
る。
また、 H I P S樹脂や変性 P P E樹脂の改質にもちいるポリフヱニレンエーテ ル (ォキサイ ド) 樹脂や P C樹脂、 PA樹脂、 P ET樹脂、 P BT樹脂なども衝 撃強度や、 耐油性を改善するのに添加するリサイクル助剤と してあげられる。 上述した様なゴム状材料をリサイクル材などその他の材料に添加すると衝撃強 度が向上するが、 一方で剛性の低下が認められる場合には、 剛性の高い材料、 例 えば、 A B S樹脂に対して、 相容( 溶) 性のある AS樹脂 (例えば、 分子量の大 きなもの) 、 H I P S樹脂の対して、 P S樹脂 (例えば、 分子量の大きなもの) などをさらに添加して、 物性のバランスを取る。
難燃性の樹脂で、 リサイクルを繰り返すと難燃剤の分解や、 蒸発、 昇華などに よって難燃効果が喪失した時に添加するリサイクル助剤は、 明細書に記載された 難燃剤や難燃助剤などが難燃性を付与するためのリサイクル助剤である。 熱可塑 性樹脂成形品は様々な色に彩色 (着色, カラ一リ ング) されているので、 熱可塑 性樹脂製品を彩色する顔料, 染料などもリサイクル助材に含まれることは上述し た。
これらの物質 (添加するリサイクル助剤) が成形品の主成分である熱可塑性樹 脂、 あるいは塗膜を構成する熱可塑性樹脂とで相容 (溶) 性を示さない場合には 、 第 3の成分と して相容 (溶) 化剤や樹脂改質剤 {以下 「相容 (容) 化剤」 と総 称する を添加し相容 (溶) 性をもたせる様にする。
例えば、 ポリ ブタ ジエンゴム (ブタジエン系ゴム 略号 ; P BR, P B D, P B ) は、 AB S樹脂、 H I P S樹脂に衝撃性を付与するのに有効な材料であるが 、 前記樹脂とは相容 (溶) 性が乏しいので、 P BRと相容 (溶) 化剤を添加して 、 2軸の高 (強) 混練押し出し機で、 P B Rを細かく剪断して、 成形用樹脂中に 微分散させ相容 (溶) させるなどの手法を用いることもある。
相容 (溶) 化剤の代表的なものは WO 9 7 3 8 8 3 8やその他文献に例示され ている。
この様に、 リサイ クル材の衝撃強度の回復にはゴム状材料を添加することが有 効的ではあるが、 ゴム状材料を多く添加してしまうと、 衝撃強度は回復するが、 剛性や曲げ、 引っ張りの弾性率の低下を招いてしまう。 この様な場合には例えば
、 A B S樹脂には A S樹脂や、 ゴム状材料の少ない A B S樹脂を、 また、 H I P S樹脂や変性 P P E樹脂の場合には、 P S樹脂や、 ゴム状材料の少ない H I P S 樹脂、 ポリ フヱニレンェ一テル (ォキサイ ド) 樹脂 {略号 ; P P E (0) } など を添加して物性のバランスをはかる必要があることは上述した。
材料メ一カーの化学ブラン 卜によって製造された樹脂は必要に応じて上述した 様な添加剤を添加して、 ペレツ ト化して成形加工用の材料と して市販されている 材料中に添加された顔料, 染料は、 前記成形品の主成分である熱可塑性樹脂と は相容 (溶) 性を示さないものが多いので、 顔料, 染料などを添加して彩色 ( 「 カラ一リ ング」 、 「着色」 などとも言う) を施した場合は、 彩色しなかった場合 に比べて衝撃強度などの物性は低下することが多い。
実際に AB S樹脂 :旭化成工業 (株) 製 AB S樹脂 商品名、 およびグレー ド ; スタイラ ッ ク 1 9 1 } で材料に白色 (主に酸化チタン) で着色したものと着色 がしていないナチュラルカラ一 (自然色) との I Z〇 D衝撃強度 (測定温度 ; 2 3°C, 測定方法 ; A S TM— D 2 5 6に準拠して測定) は、 前者の着色されたも のは 1 4. 9 k g— cmZcm、 後者は 1 7. 6 k g— cm/cmの結果を得た。
この様に、 着色された成形材料の衝撃強度が低下するのは、 添加されている顔 料, 染料と成形品の主成分である熱可塑性樹脂とが相容 (溶) していない結果で ある。
八83樹脂ゃ^^ I P S樹脂、 変性 P P E樹脂、 ゴム成分を添加した P P樹脂 ( 主に自動車部品のバンパー材などに使用しているゴムで変性された P P樹脂) な どの樹脂材料を、 成形加工して、 塗装を施して、 あるいは塗装は施さずに、 粉砕 して、 ペレツ ト化して再成形加工を繰り返すリサイクルを繰り返していく と、 成 形樹脂中に配合されているゴム状材料は、 加熱溶融の段階で熱分解し、 あるいは 酸化劣化し、 ゴ厶と しての弾性を失っていく ことは上述した通りであり、 参考例 1などによつても確かめられた。
特に、 樹脂中に添加されたゴム状材料でその分子中の直鎖に 2重結合をもって いる様ゴム (例えば A n S t— g— P Bなど) の場合は顕著である。 一方 An S t— g— E PDM、 A n S t - g— A NMなどは 2重結台をもたないか、 あるい
は側鎖に 2重結合をもったゴム状材料の場合には前記直鎖の 2重結合をもったゴ ム状材料よりは、 酸化劣化が少ないことが参考例 3によって確認された。
分子中に 2重結合をもたない飽和のァク リル系ゴムを主成分と した S t - g - A N Mなどは 2重結合をもっていない飽和のゴム状材料であるのでさらに酸化劣 ィ匕されにく いと推測して A n S t g A N Mの熱安定性試験を実施したところ 熱安定性の高いことが確認された (実施例 1 1 ) 。
リサイ クルによって衝撃強度が低下したリサイクル材の衝撃強度の回復には、 リサイ クル材と相容 溶) 性をもつゴム状材料の添加が有効であることは後述す る第 1実施例などの結果から明かである。 スチレン系樹脂の限定をすれば、 この 時に添加するゴム状材料の粒径は 0 . 0 0 1 m以上ないし 1 0 0 m以下のも のである。 0 . 0 0 1 以下の場合には、 ゴム状材料の添加による成形品の外 観光沢の低下は少ないが、 添加量を多く しない衝撃強度の回復は望めない。 ゴム 状材料の粒径が 1 0 0 m以上の場合では、 成形品の主成分である熱可塑性樹脂 中にゴム状材料が偏在してしまい成形品の全体を見た時に衝撃強度や引つ張り強 度が高い部分と低い部分とが発生してしまう ことが起こる。 また、 成形加工時の 溶融樹脂の流動性の低下原因にもなつてしまう。 リサイクル材に衝撃強度や引つ 張り強度を向上させたり回復させたりするために添加するゴム状材料の粒径は上 述した様に 0 . 0 0 1 m以上ないし 1 0 0 m以下のものであることが望ま し く 、 成形品の成形加工性や、 成形品の外観 (光沢ゃ艷斑、 ウエル ドの発生など) を考慮すると、 ゴム状材料の粒径は 0 . 1 mないし 6 0 m、 望ま しく は 0 . 1 mないし 1 8 / m、 最も望ま しいゴムの粒径は 0 . 1 / m以上ないし 5 m 以下である。 この粒径のゴム状材料をもちいる場合最小の添加量で最大の衝撃強 度や引っ張り強度の回復が望める。 このゴム状材料の粒径は、 初めから成形用樹 脂に添加されているものと同等である。
また、 数種類の粒径の異なるゴム状材料を添加したり、 あるいは、 数種類のゴ ムを添加して物性の回復をはかることもある。 また、 後述する成形品の主成分で ある熱可塑性樹脂と相容 (溶) 性をもつ熱可塑性エラス トマ一とを併用すること もあり、 熱可塑性エラス 卜マ一を単独で使用する場合もある。 また、 熱可塑性ェ ラ ス 卜マーの単用の場合と、 複数の種類を併用して使用する場合とがある。 さ ら
に、 ゴム状材料と熱可塑性エラス トマ一とを併用する場合もある。 リサイクル助剤が添加予定のリサイクル樹脂と相容 (溶) 性をもつことが望ま しく、 相容( 溶) 性の評価には WO 9 7 3 8 8 3 8などに記載された公知の方法 がもちいられる。 本発明者は、 成形用樹脂と リサイクル助剤との相容 (溶) 性の 評価を、 上述した方法の内で、 ( 1 ) 折り曲げ試験 (金型によって加工された平 板や円筒形状などや押し出し機より得られたス トラン ドなどの破壊テス トなど) 、 ( 2 ) ゴバン目試験 (それぞれの樹脂混ぜ合わせ、 加熱溶融して、 射出成形加 ェした成形品に、 J I S K 5 4 0 0 8. 5. 2に準拠して実施する。 ) 、 および切片フィ ルムの透過型電子顕微鏡 (T EM) による分散状態とそれぞれの 樹脂界面, 境界領域の観察を実施し相容 (溶) 、 非相容 (溶) を評価した。 成形品の主成分である熱可塑性樹脂のバージン樹脂ペレツ 卜と、 リサイクル助 剤とを一定の重量割合 (例えば、 成形品の主成分である熱可塑性樹脂 Zリサイク ル助材二 9 0 / 1 0〜 1 0ノ 9 0 ) で混合し、 単軸押し出し機をもちいて加熱溶 融して、 冷却固化させたペレタイザ一をもちいてペレツ ト化して成形品の主成分 である熱可塑性樹脂と リサイクル助剤との混合樹脂べレツ トを得る。 得られた混 合樹脂ペレツ 卜をもちいて成形品を成形加工し、 得られた成形品に J I S K 5 4 0 0 8. 5. 2に準拠して碁盤目試験をおこない、 剝がれ落ちた碁盤目の数 が 1 0以下の場合は、 相容 (溶) 性をもっと評価する。
また、 前記混合樹脂ペレツ トをミ クロ トームをもちいて薄い切片を作成し、 酸 化ルテニウム ( R h 0 ) 、 あるいは酸化ォスミ ゥム (〇 s 0 ) によって染 色した検体を、 透過型電子顕微鏡 (以下、 「T EM」 と称する) によって樹脂の 構造や形態 (モルフォロジ一) や界面, 境界領域での剥がれや欠落を観察し、 海 島構造、 または WO 9 7 / 3 8 8 3 8に記載されたその他の構造や、 あるいは複 数の構造が入り交じったものがある。
それら分散したものの形態は、 球形の場合が最も望ま しく 、 縦横比 (ァスぺク 卜比) が 1 から 0. 1の場合でも使用は可能であり、 0. 1以下の形状の場合に おいても再成形加工し、 使用する部品によっては使用が可能であるが、 ァスぺク ト比が 0. 1以下でしかも、 一定の方向に整列してしまった場合には、 成形品の
強度に方向性が見られるので好ま しく はなく 、 その様な場合には、 互いに積層し 配向を相殺する様な工夫が必要となる。
また、 それらの分散の大きさは、 上述した範囲が望ま しく、 粉砕してペレツ 卜 化するとき、 例えば、 単軸の押し出し機加熱筒の熱によって溶融され、 物理的な 力によって、 細かく分散 (さらに細かく分散させる場合は、 二一ダ一や、 2軸の 押し出し機などの様に高 (強) 混練性をもつ押し出し機の使用が望ましい } され 、 上述した様に結合する。
後者の相溶性とは、 前記成形品の主成分である熱可塑性樹脂と、 リサイクル助 材とが加熱溶融の段階において分子レベルで混ざり合い、 溶 (解, 融) け合う場 合を定義する。
本実施形態においては、 W O 9 7 Z 3 8 8 3 8に記載された成型加工法および 塗装方法、 塗料が採用可能である。 リサイクル助剤の添加は、 ( 1 ) 成形品を粉砕した粉砕材にブレン ド (混合) して使用する場合、 ( 2 ) 粉砕材と リサイクル助剤をブレン ドした混合物を押し 出し機をもちいて加熱溶融して、 ペレツ 卜化して使用する場合、 ( 3 ) 成形品を 粉砕した粉碎材を押し出し機をもちいて加熱溶融して、 ペレツ 卜化して得られた リサイクルペレツ 卜にリサイクル助剤をブレン ドして使用する場合、 ( 4 ) さら にリサイクルぺレッ トと、 リサイクル助剤をブレン ドした混合樹脂べレッ 卜を押 し出し機をもちいて加熱溶融して、 再ペレツ 卜化して使用する場合、 ( 5 ) この 様にして得られたリサイクル助剤と加熱溶融してペレツ 卜化したペレツ トに、 前 記成形品の粉砕材ゃリサイクル助剤をブレン ドしたりするなどの方法がある。 上記の ( 1 ) の 「成形品を粉砕した粉砕材にブレン ドする」 場合は、 タ ンブラ
—などの混合機をもちいて容易に混合できるので経済的であるが、 粉砕材と リサ ィ クル助剤との大きさが異なる場合には、 均一に混ざり合わないことが懸念され るので粉砕材の大きさを十分に小さくする必要がある。 一般的には粉砕材の大き さは 1 5 m m角程度以下が望ま しい。 ( 2 ) の 「粉砕材と リサイクル助剤をブレ ン ドした混合物が押し出し機をもちいて加熱溶融され、 ペレツ ト化して使用する
」 場合は加熱溶融混練されるので成形樹脂中にリサイクル助剤が均一の混ざり合
つた品質の良いペレツ 卜をえることができる。 ( 3 ) の 「成形品を粉砕した粉砕 材を押し出し機をもちいて加熱溶融して、 ペレツ 卜化して得られたリサイクルべ レツ 卜にリサイクル助剤をブレン ドして使用する」 方法では、 リサイクルペレッ 卜と、 リサイクル助剤の混合比を任意に変えることができることと、 さ らに双方 がペレツ 卜である場合には、 均一に混合することができる。 この方法は、 数種類 のリサイクル助剤をもちいる場合など、 再生樹脂の生産量が少量を取り扱う場合 など際には効果的である。 ( 4 ) の 「リサイクルペレツ 卜と、 リサイクル助剤を プレン ドした混合樹脂ペレツ トを押し出し機をもちいて加熱溶融して、 再ペレツ 卜化して使用する」 場合は、 均一なペレッ トがえられる。 上述した様にブレン ド したペレツ トをもちいて成形加工した場合、 成形機加熱筒内で十分加熱溶融され ずに均一に分散されない材料や溶融温度の異なる材料、 例えば、 再生の A B S樹 脂べレッ トに衝撃強度を快復させるために P C樹脂べレツ 卜をもちいてモールド プレン ドする時には双方の溶融温度が異なるのでサージングをおこ して、 食い込 みが悪かったりする。 得られた成形品に溶融されなかった樹脂ペレツ 卜が現れた りする。 この様な場合には事前にペレツ ト化しておく必要がある。 ( 5 ) の 「混 合再生樹脂ペレツ 卜にさらにリサイクル助剤を添加するのは、 再生樹脂ペレツ ト をさらに改質する場合などにもちいる。 例えば、 再生樹脂ペレツ トに、 難燃剤を 加えて難燃化する場合などがそれに当たる。
リサイクル助剤が粉体、 バルクなどの形態をもつ場合には、 押し出し機などを もちいて事前にペレツ ト化しておく場合がある。 リサイクル助剤が数種類の場合 にはペレツ 卜化しておいてもちいる。 例えば、 A B S , H I P S樹脂の衝撃強度 を回復させるのにもちいるゴム状材料 (A n S t _ g— P B、 S t _ g— P B、
A n S t — g — E P D M、 S t— g— E P D Mなど) の製造工程での形態はバウ ダ一であるので押し出し機をもちいて樹脂と同様なペレッ 卜の形態と した方が取 り扱いが容易である。 難燃剤と して有機ハロゲン化物をもちいる場合、 難燃助剤 と して三酸化アンチモンの併用が必要となる。 前記三酸化アンチモンは、 元々の 性状は白色の粉末で、 しかも劇物であることから取り扱いには十分な注意が必要 となる。 そのために、 前記有機ハロゲン化物、 あるいは樹脂 (再生樹脂、 バージ ン樹脂、 その他樹脂やゴム状重合体など) とのペレツ ト化をはかりマスタ一バッ
チを製造して使用する方が取り扱いは容易である。
リサイクル助剤のマスタ一バッチや、 前記粉砕材のペレツ トを製造するには、 単軸押し出し機、 多軸押し出し機、 あるいはブスニダ一 (ブスコニダ一) 、 バン バリーミ キサー、 スーパーミキサー、 ロール、 ブラベンダープラス トグラフなど によって加熱溶融し、 押し出し、 ペレタイザ一などをもちいてペレツ 卜化する。 粉砕材のぺレッ ト化も同様な装置をもちいて実施可能である。
(第 1実施形態)
本第 1実施形態の樹脂成形品のリサイクル方法は、 前記第 1発明において、 前 記リサイクル助材を構成する前記ゴム状材料は、 ポリ ブタ ジエン (略号 ; P B , P B R , P B D ) 、 ブタ ジエン系ゴム (略号 ; P B R ) 、 エチレン一プロピレン ゴム (略号 ; E P M, E P R ) 、 ェチレン一プロピレン夕一ポリ マー (ェチレン —プロピレン一ジェンゴム, エチレン一プロピレン一ジェンモノマ一、 略号 ; E P D M ) に代表されるォレフイ ン系ゴム、 アク リル系ゴム、 その他のいずれかを 主成分とする単品、 あるいは、 2種類以上のもの (すなわち少なく とも 1種類の もの) を混合して使用されるものである。
上記構成より成る第 1実施形態の樹脂成形品のリサイクル方法は、 前記第 1発 明において、 前記リサイクル助材を構成する前記ゴムが、 ポリブタジエン、 ブ夕 ジェン系ゴ厶、 エチレン一プロ ピレンゴム、 エチレン一プロピレン夕一ポ リマー に代表されるォレフイ ン系ゴム、 アク リ ル系ゴム、 その他のいずれかを主成分と する単品、 あるいは、 2種類以上のものを混合して使用されるので、 リサイクル によって低下する衝撃強度や伸びなどの物性を向上、 あるいは回復させるという 効果を奏する。
(第 2実施形態)
本第 2実施形態の樹脂成形品のリサイクル方法は、 前記第 1実施形態において 、 前記リサイ クル助材を構成する前記ゴム状材料が、 ブタ ジエン系ゴムゃェチレ ン—プロピレン夕一ポリマ一などの様にその分子構造に 2重結合を備えているも のよつて構成されているものである。
上記構成より成る第 2実施形態の樹脂成形品のリサイクル方法は、 前記第 1実 施形態において、 前記リサイクル助材を構成する前記ゴム状材料が、 ブタジエン 系ゴムゃェチレン一プロピレンターポリマ一などの様にその分子構造に 2重結合 を備えているいるものによって構成されているので、 分子構造に 2重結合をもつ ゴム状材料はゴム弾性をもつているので、 前記ゴム状材料の添加によつてリサイ クルによつて低下する衝撃強度や伸びなどの物性を向上、 あるいは回復させると いう効果を奏する。
(第 3実施形態)
本第 3実施形態の樹脂成形品のリサイクル方法は、 前記第 1実施形態において 、 前記リサイ クル助材を構成する前記ゴム状材料が、 アク リ ル系ゴムやエチレン 一プロ ピレンゴムなどの様にその分子構造に 2重結合を備えていないものによつ て構成されているものである。
上記構成より成る第 3実施形態の樹脂成形品のリサイクル方法は、 前記第 1実 施形態において、 前記リサイクル助材を構成する前記ゴム状材料が、 その分子構 造に 2重結合を備えていないものによって構成され、 分子構造に 2重結合をもた ないゴム状材料も 2重結合をもったゴム状材料と同様にゴム弾性をもっているの で、 前記ゴム状材料の添加によってリサイクルによって低下する衝撃強度や伸び などの物性を回復させるという効果を奏する。
(第 4実施形態)
本第 4実施形態の樹脂成形品のリサイクル方法は、 前記第 2実施形態において 、 前記ゴムの分子構造中に存在する 2重結合が、 ブタジエン系ゴムなどの様に分 子構造中の直鎖に配されているものである。
上記構成より成る第 4実施形態の樹脂成形品のリサイクル方法は、 前記第 2実 施形態において、 直鎖に 2重結合をもったゴム状材料では、 ゴム弾性が大きいの でリサイ クル助剤と しての添加量を少なくすることができ、 リサイクル助剤と し てのゴム状材料の添加量を少なくできるという効果を奏する。
(第 5実施形態)
本第 5実施形態の樹脂成形品のリサイクル方法は、 前記第 2実施形態において 、 前記ゴム状材料の分子構造中に存在する 2重結合が、 エチレン一プロピレンタ —ポリマ一などの様に分子構造中の側鎖に配されているものである。
上記構成より成る第 5実施形態の樹脂成形品のリサイクル方法は、 前記第 2実 施形態において、 側鎖に 2重結合をもつゴム状材料の場合には、 リサイクルを繰 り返し実施した場合、 ゴム状材料の劣化が少なく、 混ぜ合わせて繰り返しリサイ クルする時に添加するリサイクル助剤と してのゴム状材料の添加量を少なくでき ると言う効果を奏する。
(第 6実施形態)
本第 6実施形態の樹脂成形品のリサイクル方法は、 前記第 3実施形態において 、 前記樹脂成形品の主成分である前記熱可塑性樹脂が、 A S樹脂、 A B S樹脂、 あるいはそれらの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマ一プレン ド、 あるいはそれらに類する樹脂であり、 前記リサイクル助材が、 前記樹脂成形 品の主成分である前記熱可塑性樹脂と相容 (溶) 性を示すゴム状材料によって構 成されている。
また、 前記樹脂成形品の主成分である熱可塑性樹脂と相容( 溶) 性をもたせる ために、 前記ゴム状材料は、 公知の重合方法によって前記樹脂成形品の主成分で ある熱可塑性樹脂と同一の分子骨格がもたせてあるゴム状材料によつて構成され ている ものである。
上記構成より成る第 6実施形態の樹脂成形品のリサイクル方法は、 前記第 3実 施形態において、 A S樹脂、 A B S樹脂、 あるいはそれらの樹脂を主成分とする ポリマ一ァロイ、 あるいはポリマーブレン ド、 あるいはそれらに類する樹脂に相 容 (溶) 性を示すゴムを添加することでリサイクルによって低下する衝撃強度を 回復させる作用を奏するとともに、 添加する リサイクル助材には、 成形品、 およ び、 または塗膜の主成分である熱可塑性樹脂と相容 (溶) 性をもたせてあるので
、 リサイクル助材の添加によって物性の低下や、 塗装を実施する場合には、 塗膜 の付着性の低下などの不具合いを解消するとと もに、 リサイ クルによって低下す
る衝撃強度や伸びなどの物性を回復させるという効果を奏する。
(第 7実施形態)
本第 7実施形態の樹脂成形品のリサイクル方法は、 前記第 4実施形態において 、 前記リサイクル助材を構成する前記ゴム状材料が A S樹脂、 A B S樹脂、 ある いはそれらの樹脂を主成分とするポリマーァロイ、 あるいはポリマ一ブレン ド、 あるいはそれらに類する樹脂と相容( 溶) 性をもたせた A n S t g— P Bであ る。
上記構成より成る第 7実施形態の樹脂成形品のリサイクル方法は、 前記第 4実 施形態において、 前記リサイクル助材を構成する前記ゴム伏材料が、 A n S t - g P Bであるので、 熱可塑性を示し、 しかも前記樹脂成形品の主成分である熱 可塑性樹脂とは相容 (溶) 性を備えているので、 前記リサイクル時の加熱溶融の 段階で、 前記熱可塑性樹脂と共に融けて、 前記熱可塑性樹脂中に相容 (溶) し、 海島構造、 またはその他の構造をもち、 リサイクルによって低下する衝撃強度を 回復させる効果を奏する。
(第 8実施形態)
本第 8実施形態の樹脂成形品のリサイクル方法は、 前記第 6実施形態において 、 前記リサイクル助材を構成する前記ゴム状材料が A S樹脂、 A B S樹脂、 ある いはそれらの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマ一ブレン ド、 あるいはそれらに類する樹脂と相容( 溶) 性をもたせた A n S t — g— E P M、 または A n S t— g— E P D Mである。
上記構成より成る第 8実施形態の樹脂成形品のリサイクル方法は、 前記第 6実 施形態において、 前記リサイクル助材を構成する前記ゴム伏材料が、 A n S t - g— E P M、 または A n S t— g— E P D Mであるので、 前記ゴム状材料は熱可 塑性を示し、 前記成形品の主成分である熱可塑性樹脂と相容 (溶) 性をもち、 前 記成形品の粉砕し、 前記ゴム状材料をブレン ドして、 再ペレツ 卜化する際、 ある いはペレツ ト化しないで、 リサイクル成形品にブレン ドして再成形加工する時の 加熱溶融の段階で、 前記成形品の主成分である熱可塑性樹脂と共に融けて、 前記
熱可塑性樹脂中に微分散し、 海島構造、 またはその他の構造を呈し、 互いに相容
(溶) し、 しかも、 前記ゴム状材料は 2重結合をもっていないか、 あるいは 2重 結合をもっていてもその分子構造の側鎖にもっていて、 リサイクル時の加熱溶融 の段階でも酸化劣化されにく い性質をもち、 リサイクルによって低下する衝撃強 度を回復させると言う効果を奏する。
また、 前記ゴム状材料は酸化劣化されにく い性質をもつので、 繰り返しリサイ クルを実施できるという効果を奏する。
さらには、 再び加熱溶融しても酸化劣化されにく い性質をもつゴム状材料であ るので、 混ぜ合わせて繰り返しリサイクルを実施する場合でも添加量が少なくて 済み、 経済的な効果を奏する。
(第 9実施形態)
本第 9実施形態の樹脂成形品のリサイクル方法は、 前記第 2実施形態において 、 前記リサィクル助材を構成する前記ゴム状材料が、 ァク リル系ゴムのァク リ 口 二 ト リル (と) スチレン (との) 3元グラフ ト共重合体 (略号 ; A n S t — g— A N M ) でその分子構造に 2重結合を備えていないものによって構成されている ものである。
上記構成より成る第 9実施形態の樹脂成形品のリサイ クル方法は、 前記第 2実 施形態において、 前記リサイクル助材を構成する前記ゴム状材料が、 その分子構 造に 2重結合を備えていないものによって構成され、 分子構造に 2重結合をもた ないゴム状材料も 2重結合をもつたゴム状材料と同様にゴム弾性をもっているの で、 前記ゴム状材料の添加によつてリサイクルによって低下する衝撃強度や伸び などの物性を回復させるという効果を奏する。
(第 1 0実施形態)
本第 1 0実施形態の樹脂成形品のリサイクル方法は、 前記第 5実施形態におい て、 前記樹脂成形品の主成分である前記熱可塑性樹脂が、 P S樹脂、 H I P S樹 脂、 あるいはそれらの樹脂を主成分とするポリマーァロイ、 あるいはポリマ一ブ レン ド、 あるいはそれらに類する樹脂であり、 前記リサイ クル助材が、 前記樹脂
成形品の主成分である前記熱可塑性樹脂と相容 (溶) 性を示すゴム状材料によつ て構成されている。
また、 前記樹脂成形品の主成分である熱可塑性樹脂と相容( 溶) 性をもたせる ために、 前記ゴム状材料は、 通常の重合方法によって前記樹脂成形品の主成分で ある熱可塑性樹脂と同一の分子骨格がもたせてあるゴム状材料によって構成され ているものである。
上記構成より成る第 1 0実施形態の樹脂成形品のリサイクル方法は、 前記第 5 実施形態において、 A S樹脂、 A B S樹脂、 あるいはそれに類する樹脂に相容 ( 溶) 性を示すゴムを添加することでリサイクルによって低下する衝撃強度を回復 させる作用を奏するとともに、 添加するリサイクル助材には、 成形品、 および塗 膜の主成分である熱可塑性樹脂との相容 (溶) 性をもたせてあるので、 リサイク ル助材の添加によって物性の低下や、 塗装を実施する場合には、 塗膜の付着性の 低下などの不具合いを解消するとともに、 リサイクルによって低下する衝撃強度 や伸びなどの物性を回復させるという効果を奏する。
(第 1 1実施形態)
本第 1 1実施形態の樹脂成形品のリサイクル方法は、 前記第 4実施形態におい て、 前記リサイクル助材を構成する前記ゴム状材料が P S樹脂、 H I P S樹脂、 あるいはそれらの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマープレン ド、 あるいはそれらに類する樹脂と相容( 溶) 性をもたせた S t - g - P Bであ る。
上記構成より成る第 1 1実施形態の樹脂成形品のリサイクル方法は、 前記第 4 実施形態において、 前記リサイクル助材を構成する前記ゴム状材料が、 S t— g 一 P Bであるので、 熱可塑性を示し、 しかも前記樹脂成形品の主成分である熱可 塑性樹脂とは相容 (溶) 性を備えているので、 前記リサイクル時の加熱溶融の段 階で、 前記熱可塑性樹脂と共に融けて、 前記熱可塑性樹脂中に相容 (溶) し、 海 島構造、 またはその他の構造をもち、 リサイクルによって低下する衝撃強度を回 復させる効果を奏する。
(第 1 2実施形態)
本第 1 2実施形態の樹脂成形品のリサイクル方法は、 前記第 3、 または第 5実 施形態において、 前記リサイクル助材を構成する前記ゴム状材料が、 P S樹脂、 H I P S樹脂、 あるいはそれらの樹脂を主成分とするポリマ一ァロイ、 あるいは ポリマーブレン ド、 あるいはそれらに類する樹脂と相容( 溶) 性をもたせた S t — g— E P M、 または S t _ g— E P D Mである。
上記構成より成る第 1 2実施形態の樹脂成形品のリサイクル方法は、 前記第第 3、 または 5実施形態において、 前記リサイクル助材を構成する前記ゴム状材料 力く、 S t — g — E P M、 または S t— g— E P D Mであるので、 前記ゴム状材料 は熱可塑性を示し、 前記成形品の主成分である熱可塑性樹脂と相容 (溶) 性をも ち、 前記成形品の粉砕し、 前記ゴム状材料をブレン ドして、 再ペレツ ト化する際 、 あるいはペレツ ト化しないで、 リサイクル成形品にブレン ドして再成形加工す る時の加熱溶融の段階で、 前記成形品の主成分である熱可塑性樹脂と共に融けて 、 前記熱可塑性樹脂中に微分散し、 海島構造、 またはその他の構造を呈し、 互い に相容 (溶) し、 しかも、 前記ゴム状材料は 2重結合をもっていないか、 あるい は 2重結合をもつていてもその分子構造の側鎖にもっていて、 リサイクル時の加 熱溶融の段階でも酸化劣化されにくい性質をもち、 リサイクルによって低下する 衝撃強度を回復させるという効果を奏する。
また、 前記ゴム状材料は酸化劣化されにく い性質をもつので、 繰り返しリサイ クルを実施できると言う効果を奏する。
さらには、 再び加熱溶融しても酸化劣化されにく い性質をもつゴム状材料であ るので、 混ぜ合わせて繰り返しリサイクルを実施する場合でも添加量が少なくて 済み、 経済的な効果を奏する。
(第 1 3実施形態)
本第 1 3実施形態の樹脂成形品のリサイクル方法は、 前記第 3実施形態におい て、 前記リサイクル助材を構成する前記ゴム状材料が、 アク リル系ゴム (と) ス チレン (との) 2元グラフ ト共重合体 (略号 ; S t 一 g— A N M ) でその分子構 造に 2重結合を備えていないものによつて構成されているものである。
上記構成より成る第 1 3実施形態の樹脂成形品のリサイクル方法は、 前記第 3 実施形態において、 前記リサイクル助材を構成する前記ゴム状材料が、 その分子 構造に 2重結合を備えていないものによって構成され、 分子構造に 2重結合をも たないゴム状材料も 2重結合をもつたゴム状材料と同様にゴム弾性をもっている ので、 前記ゴム状材料の添加によってリサイクルによって低下する衝撃強度や伸 びなどの物性を回復させるという効果を奏する。
(第 1 4実施形態)
本第 1 4実施形態の樹脂成形品のリサイクル方法は、 前記第 5実施形態におい て、 前記樹脂成形品の主成分である前記熱可塑性樹脂が、 P P E樹脂、 あるいは それらの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマ一ブレン ド、 ある いはそれらに類する樹脂であり、 前記リサイクル助材が、 前記樹脂成形品の主成 分である前記熱可塑性樹脂と相容 (溶) 性を示すゴム状材料によって構成されて いる。
また、 前記樹脂成形品の主成分である熱可塑性樹脂と相容 (溶) 性をもたせる ために、 前記ゴム状材料は、 公知の重合方法 (溶液重合, スラ リ ー重合, 乳化重 合など) によつて前記樹脂成形品の主成分である熱可塑性樹脂と同一の分子骨格 がもたせてあるゴム状材料によって構成されているものである。
グラフ ト率を高める場合には、 一度グラフ ト反応させたゴム含有( の) グラフ 卜共重合 {ゴム状重合体( 共重合体) } をさらにグラフ 卜反応をさせることで高 グラフ 卜率のゴム状材料を得ることが可能であった。
グラフ ト率を高めることで、 成形品の主成分である熱可塑性樹脂などとの相容 ( 溶) 性が良く、 結果分散の形態が容易になる。 ゴムの含有量とゴム粒径は同じ で、 グラフ 卜率の高い物と低い物とをもちいて衝撃強度を回復させた結果では、 同量の添加量でグラフ 卜率の高いゴム状材料をもちいた方が回復は良い結果を得 た。
リサイクルによつて低下した衝撃強度を回復させる目的で添加するゴム状材料 はゴムの含有量の多い物をもちいた方が添加量が少なくて経済的である。
ゴム含有量が多いゴム状重合体の合成は乳化重合, スラ リ一重合と言った手法
がもちいられる。
上記構成より成る第 1 4実施形態の樹脂成形品のリサイクル方法は、 前記第 5 実施形態において、 P P E樹脂、 あるいはそれに類する樹脂に相容 (溶) 性を示 すゴムを添加することでリサイクルによって低下する衝撃強度を回復させる作用 を奏するとともに、 添加するリサイクル助材には、 成形品、 および塗膜の主成分 である熱可塑性樹脂と相容 (溶) 性をもたせてあるので、 リサイクル助材の添加 によって物性の低下や、 塗装を実施する場合には、 塗膜の付着性の低下などの不 具合いを解消するとともに、 リサイクルによって低下する衝撃強度や伸びなどの 物性を回復させるという効果を奏する。
(第 1 5実施形態)
本第 1 5実施形態の樹脂成形品のリサイクル方法は、 前記第 4実施形態におい て、 前記リサイクル助材を構成する前記ゴム状材料が、 前記樹脂成形品の主成分 である前記 P P E樹脂、 あるいはそれらの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマ一ブレン ド、 あるいはそれらに類する樹脂と相容 (溶) 性をもた せるために、 スチレン (略号 ; S t ) をグラフ ト重合 (グラフ ト共重合) させた 2元共重合体 〔ブタジェン系ゴム含有( の) スチレン (との) 2元ダラフ ト共重 合体 ΐ略号 ; S t _ g_ P B, S t— g— P B R, あるいは S t— g— P B (D , R) } 〕 であるものである。
上記構成より成る第 1 5実施形態の樹脂成形品のリサイ クル方法は、 前記第 4 実施形態において、 前記リサイクル助材を構成する前記ゴム状材料が、 前記樹脂 成形品の主成分である前記 P P E樹脂、 あるいはそれらの樹脂を主成分とするポ リマ一ァロイ、 あるいはポリマーブレン ド、 あるいはそれらに類する樹脂と相容 (溶) 性をもたせるために、 スチレン (略号 ; S t ) をグラフ ト重合 (グラフ 卜 共重合) させた 2元共重合体 〔ブタジエン系ゴム含有( の) スチレン (との) 2 元グラフ 卜共重合体 ί略号 ; S t _ g— P B, S t— g— P BR、 あるいは S t ~ g - P B (D, R) } 〕 であるので、 熱可塑性を示し、 しかも前記樹脂成形品 の主成分である熱可塑性樹脂とは相容 (溶) 性を備えているので、 前記リサイク ル時の加熱溶融の段階で、 前記熱可塑性樹脂と共に融けて、 前記熱可塑性樹脂中
に相容 (溶) し、 海島構造、 またはその他の構造をもち、 リサイクルによって低 下する衝撃強度を回復させる効果を奏する。
(第 1 6実施形態)
本第 1 6実施形態の樹脂成形品のリサイクル方法は、 前記第 4実施形態におい て、 前記リサイクル助材を構成する前記ゴム状材料が P P E樹脂、 あるいはそれ らの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマーブレン ド、 あるいは それらに類する樹脂と相容 (溶) 性をもたせた S t— g — P Bであるものである 上記構成より成る第 1 6実施形態の樹脂成形品のリサイクル方法は、 前記第 4 実施形態において、 前記リサィクル助材を構成する前記ゴム状材料が、 S t— g 一 P Bであるので、 熱可塑性を示し、 しかも前記樹脂成形品の主成分である熱可 塑性樹脂とは相容 (溶) 性を備えているので、 前記リサイクル時の加熱溶融の段 階で、 前記熱可塑性樹脂と共に融けて、 前記熱可塑性樹脂中に相容 (溶) し、 海 島構造、 またはその他の構造をもち、 リサイクルによって低下する衝撃強度を回 復させる効果を奏する。
(第 1 7実施形態)
本第 1 7実施形態の樹脂成形品のリサイクル方法は、 前記第 5実施形態におい て、 前記リサイクル助材を構成する前記ゴム状材料が P P E樹脂、 あるいはそれ らの樹脂を主成分とするポリマ一ァロイ、 あるいはポリマーブレン ド、 あるいは それらに類する樹脂と相容 (溶) 性をもたせた S t— g— E P M、 または S t— g — E P D Mであるものである。
上記構成より成る第 1 7実施形態の樹脂成形品のリサイクル方法は、 前記第 5 実施形態において、 前記リサイクル助材を構成する前記ゴム状材料が、 S t— g
— E P M、 または S t— g— E P D Mであるので、 前記ゴム状材料は熱可塑性を 示し、 前記成形品の主成分である熱可塑性樹脂と相容 (溶) 性をもち、 前記成形 品の粉砕し、 前記ゴム状材料をブレン ドして、 再ペレツ ト化する際、 あるいはべ レツ ト化しないで、 リサイクル成形品にブレン ドして再成形加工する時の加熱溶
融の段階で、 前記成形品の主成分である熱可塑性樹脂と共に融けて、 前記熱可塑 性樹脂中に微分散し、 海島構造、 またはその他の構造を呈し、 互いに相容 (溶) し、 しかも、 前記ゴム状材料は 2重結合をもっていないか、 あるいは 2重結合を もっていてもその分子構造の側鎖にもっていて、 リサイクル時の加熱溶融の段階 でも酸化劣化されにく い性質をもち、 リサイクルによって低下する衝撃強度を回 復させるという効果を奏する。
また、 前記ゴム状材料は酸化劣化されにく い性質をもつので、 繰り返しリサイ クルを実施できるという効果を奏する。
さ らには、 再び加熱溶融しても酸化劣化されにく い性質をもつゴム状材料であ るので、 混ぜ合わせて繰り返しリサイクルを実施する場合でも添加量が少なくて 済み、 経済的な効果を奏する。
(第 1 8実施形態)
本第 1 8実施形態の樹脂成形品のリサイクル方法は、 前記第 3実施形態におい て、 前記リサイクル助材を構成する前記ゴム状材料が、 アク リル系ゴム (と) ス チレン (との) 2元グラフ 卜共重合体 (略号 ; S t— g— A N M ) でその分子構 造に 2重結合を備えていないものによって構成されているものである。
上記構成より成る第 1 8実施形態の樹脂成形品のリサイ クル方法は、 前記第 3 実施形態において、 前記リサイ クル助材を構成する前記ゴム状材料が、 その分子 構造に 2重結合を備えていないものによって構成され、 分子構造に 2重結合をも たないゴム状材料も 2重結合をもったゴム状材料と同様にゴム弾性をもつている ので、 前記ゴム状材料の添加によってりサイ クルによつて低下する衝撃強度や伸 びなどの物性を回復させるという効果を奏する。
(第 1 9実施形態)
本第 1 9実施形態の樹脂成形品のリサイクル方法は、 樹脂成形品の主成分であ る熱可塑性樹脂に対して相容 (溶) 性をもち混ぜ合わせて成形可能なスチレン変 性ァク リル樹脂、 あるいは熱可塑性ァク リル樹脂の塗料が塗装された樹脂成形品 を粉砕してえられる塗膜付き樹脂片を粉砕のままで、 あるいは溶融混練してペレ
ッ ト化してリサイクルする樹脂成形品のリサイクル方法において、 リサイクル助 材と して、 前記樹脂成形品の主成分である前記熱可塑性樹脂に対して相容 (溶) 性をもち混ぜ合わせて成形可能であるとともに、 衝撃強度や伸びなどの物性を向 上、 あるいは回復させる性質を備えたゴム状材料を、 難燃性を付与させるのに難 燃材、 および難燃助剤を添加するものである。
上記構成より成る第 1 9実施形態の樹脂成形品のリサイクル方法は、 樹脂成形 品の主成分である熱可塑性樹脂に対して相容 (溶) 性をもち混ぜ合わせて成形可 能な熱可塑性樹脂の塗料が塗装された樹脂成形品を粉砕してえられる塗膜付き樹 脂片を溶融混練してリサイクルする樹脂成形品のリサイクル方法において、 リサ イクル助材と して、 前記樹脂成形品の主成分である前記熱可塑性樹脂に対して相 容 (溶) 性をもち混ぜ合わせて成形可能であるとともに、 衝撃強度を向上させる 性質を備えたゴム状材料を添加するので、 塗料が塗装された樹脂成形品を粉砕し た塗膜付き樹脂片を溶融混練するリサイクルによって低下する衝撃強度を回復さ せる衝撃強度を向上、 あるいは回復させるとともに、 難燃剤、 および難燃助剤を 添加することで難燃性を向上、 あるいは回復させるという効果を奏する。 実施例および参考例 以下本発明の実施例および参考例につき、 図面を用いて説明する。
(参考例 1 )
参考例 1 は、 塗膜付き成形品の I Z O D衝撃強度の低下原因を調査したもので ある。
A B S樹脂 {旭化成工業 (株) 製 A B S樹脂 商品名、 およびグレー ド ; ス タイラッ ク 1 9 1 H (色 ; ナチュラルカラ一) } (配合されているゴム状重合体 は A n S t — g — P B D ) をもちいて射出成形加工した成形品 (大きさ ; 縦 ; 4
5 0 m m , 横 ; 4 0 0 m m , 高さ 3 0 m m肉厚 3 m mの箱形形状) の表面 (片面
; 箱形状の外側のみ) に、 表 3 , 4 , 5記載の配合によって製造した塗料 0 0 0
1 (白色の塗料) , 塗料 0 0 0 2 (塗料 0 0 0 1から顔料, 染料を取る除いたク
リヤー塗料) , 塗料 0 0 0 3 {塗料 0 0 0 2からワニス (樹脂成分) を取り除い た塗料 ; 実際には溶剤と添加剤だけの塗料 } をもちいて、 それぞれ塗装した塗装 成形品を、 塗膜の分離, 剝離をせずに塗膜付きのまま粉碎し、 単軸押し出し機 { ォ一ェヌ機械 (株) 製 型式 ; Η Ε Μ 7 5 } で押し出して、 ス トラン ドを引いて 、 冷却固化後、 ペレタイザ一 {ォ一ェヌ機械 (株) 製 型式 ; G T S 2 } をもち いてべレッ ト化した。 得られた再生樹脂べレツ トをもちいて、 A S Τ Μ— D 4 6 8に準拠して、 I Z O D衝撃強度の試験片を成形加工した。
得られた試験片を同じく A S T M— D 4 6 8に準拠して I Z 0 D衝撃強度の測 定を実施した。 得られた結果を表 6に示す。 尚、 比較例と して前記 A B S樹脂の バージン材と、 前記成形品に塗装を施さずに前記の場合と同様な装置、 方法をも ちいて粉砕し、 ペレツ 卜化した場合の I Z O D衝撃強度の結果も並記した。
表 6中からは、 塗装した成形品を塗膜の分離, 剝離をせずにリサイクルした場 合、 衝撃強度の低下の要因に塗膜の分離, 剝離をせずに中の顔料, 染料が影響し ていることがわかる。 塗料の配合に、 顔料, 染料などの物質を入れないク リヤー 塗料を用いた場合、 成形用樹脂中 (再生樹脂) に塗膜を構成する熱可塑性樹脂が 混入しても I Z 0 D衝撃強度の低下には大きく寄与しないことがわかる。
また、 溶剤の影響による衝撃強度の低下は少ない様子であった。
(参考例 2 )
参考例 2 は、 顔料, 染料が相容 (溶) 性を示すかどうか観察したものである。 本参考例 2 は、 変性 P P E樹脂 ( X Y R 0 N 2 2 0 Z ) に塗料 0 0 0 1をも ちいて塗装した塗装成形品を塗膜の分離, 剝離をせずに、 塗膜付きのままで粉砕 して、 ペレツ 卜化した。
前記塗膜を構成する熱可塑性樹脂が、 成形品の主成分である熱可塑性樹脂と相 容 (溶) 性を示すか、 塗料中に添加された顔料, 染料 (本実施例の場合は、 酸化 チタンなど) が成形品の主成分である熱可塑性樹脂、 あるいは塗膜を構成する熱 可塑性樹脂と相容 (溶) 性を示すか否かを T E Mをもちいて評価したものである 図 1 に示される T E M写真による観察結果から、 成形品の主成分である熱可塑
性樹脂 〔本参考例でもちいた成形品の主成分である熱可塑性樹脂は、 旭化成工業 (株) 製のスチレン変性ポリ フエニレンエーテル樹脂 { (略号 ; 変性 P P E) 商 品名、 およびグレー ド ; XYRON N 2 2 0 Z} (配合されているゴム状重合 体は A n S t — g— P B D) と、 塗膜を構成する熱可塑性樹脂 (スチレン変性ァ ク リ ル樹脂) との界面, 境界領域では剝がれや欠落は観察されていないので、 互 いに相容 (溶) 性をもっている。 一方成形品の主成分である熱可塑性樹脂 {変性 P P E} と、 成形用樹脂中、 および塗料中に配合されている顔料, 染料との界面 , 境界領域では剥がれや欠落が観察されるので、 それぞれは相容 (溶) 性がない と判断される。
上記参考例 1および参考例 2により塗膜付き成形品をリサイクルすると、 塗膜 中の顔料, 染料が成形品の主成分である熱可塑性樹脂中に移行して、 相容 (溶) 性は示さず、 樹脂中の顔料, 染料に量が増えることで、 衝撃強度の低下を招く原 因と判断される。
(参考例 3 )
参考例 3 は、 リサイクルを繰り返した時の物性変化の原因を調査したものであ る。
本参考例 3 は、 リサイクルを繰り返した時に変化する物性の内で、 衝撃強度低 下の原因が何であるのかを調査した結果である。
評価方法は、 成形品の主成分である熱可塑性樹脂を射出成形機加熱筒内で加熱 溶融 (溶融樹脂温度せ 2 5 0 °C) させ、 一定時間加熱溶融させ、 一定時間滞留さ せた加熱溶融樹脂を、 パージしてパージ塊と し、 前記パージ塊はパージ後の空気 中の酸素による酸化劣化を防止するために水中没し、 水中で十分に冷却固化後取 り出し、 乾燥させ、 粉砕機をもちいて粉砕し、 再度粉砕した粉砕材を脱湿乾燥し 検体を得た。
この様にして得られた検体を参考例 1 と同様の装置、 方法をもちいて I Z O D 衝撃強度を測定した結果を表了, 8, 9 , 1 0, 3 4 , 3 5に示した。
表 7には、 住化工一ビ一エス ' ラテッ クス (株) 製 A B S樹脂 [商品名、 およ びグレー ド ; クララスチッ ク MV F— 1 K 1 ; 住化工一ビーエス ' ラテッ ク ス
(株) が市販している A B S樹脂の中でゴム状材料 〔ゴム状重合体 0 0 0 1 {A n S t — g— P B ; 重合方法は乳化重合、 グラフ ト率は約 4 0 % (ただし A n/ S tの比は約 2 5 / 7 5 ) ゴム含有量は約 5 0 %, 平均ゴム粒径は 0. 4 /m} 〕 の多い A B S樹脂 (ハイラバ一 A B S樹脂) ] のナチュラルカラ一をもちいた 場合に結果を示した。
表 8 は、 A B S樹脂を構成する 1成分である A S樹脂の場合の結果を示した。 評価にもちいた A S樹脂 (ゴム状材料が配されていない材料) は、 住化工一ビー エス ' ラテッ クス (株) 製 A S樹脂 [商品名、 およびグレー ド ; クララスチック
K一 1 1 5 8 (住化工一ビ一エス ' ラテッ クス (株) の社内管理番号 } ] であ る。
表 9 は、 樹脂と して、 ゴム状重合体 0 0 0 1 [A n S t — g— P B D (A B S 樹脂中のゴム状材料) 〔住化工一ビーエス . ラテッ クス (株) A n S t — g— P B D (商品名、 およびグレー ド ; クララスチッ ク S— 3 7 1 0 {住化工一ビー エス . ラテッ クス (株) の社内管理番号〕 ] を用いた場合の結果である。
表 1 0は、 樹脂と して A B S樹脂 [住化工一ビーエス · ラテッ クス (株) 製 A B S樹脂 〔 A B S樹脂のマザ一ポリマ一 [ゴム状重合体 0 0 0 1 ( A n S t — g - P B ) と A S樹脂 ( K— 1 1 5 8 ) とのブレン ドをした A B S樹脂で、 これに 難燃剤や難燃助剤、 滑剤などの樹脂添加剤を添加して A B S樹脂を製造する時の もちいる出発樹脂である (本発明の明細書ではこの様な樹脂の出発樹脂のことを 「マザ一ポリマー」 と総称する) (商品名、 およびグレー ド ; クララスチック K一 2 5 4 0 {住化工一ビ一エス ' ラテッ ク ス (株) の社内管理番号 } ] 〕 をも ちいた場合の結果である。
表 1 1 は、 ゴム状重合体 0 0 0 4 〔 {分子中のェチレン ( E ) の含有量が約 7
5 % プロピレン ( P ) の約 2 0 %、 第 3成分と して D C Pが約 5 %程度の E P
DMに、 に公知の方法 (スラ リ ー重合) によって S t (スチレン) と A n (ァク リ ロ二 トル) とグラフ ト重合させたゴム状重合体で、 グラフ ト率は約 4 5 o'o {A n/S t比は約 2 5 7 5程度, ゴム (E P DM) 含有率は約 5 0 %, 平均ゴム 粒径 1 rn 程度 ί を押し出し機を用いて形態はペレツ ト状にしたものと、 前記 A
S樹脂 (クララスチッ ク K一 1 1 5 8 ) ベレッ トとを重量比で A S/A n S t
一 g E PDM- 7 5/2 5で夕ンプラ一で混ぜ合わせ、 前記参考例 1 と同様な 押し出し機、 及びペレタイザ一を用いて、 A S樹脂にゴム状重合体の A n S t— g - E P DMが配合された樹脂 〔E P DM— A S (樹脂 0 0 0 4 ) 〕 を得た。 このようにして得た E P DM— A S樹脂 (樹脂 0 0 0 4 ) を前記と同一の条件、 および方法を用いて、 樹脂の熱安定性を評価した、 その結果を表 1 1に示す。 表 7, 8, 9, 1 0, 1 1から、 加熱溶融させた場合、 A B S樹脂や A B S樹 脂中の成分である A n S t g P B Dは加熱によって衝撃強度の低下が認めら れるが、 A B S樹脂中の一方の成分であると A S樹脂は、 加熱溶融されても衝撃 強度に低下は認められない。
上記表 1 1, 3 3, 3 5から明かなように、 側鎖に 2重結合をもった A n S t 一 g E P DM (第 3成分は D C P) 、 あるいは 2重結合をもたない、 A n S t — g— E PM、 A n S t— g— ANMを配した E PDM— A S樹脂 (樹脂 0 0 0 4 ) などの場合には熱による劣化は殆ど認められないので、 本発明者は、 熱可塑 性樹脂が主成分である樹脂成形品をリサイクルする樹脂成形品のリサイクルにお いて、 リサイクル助材 (剤) と してかかる材料を添加することにより、 リサイク ルにおいて低下する衝撃強度を回復向上させることができる、 また A n S t g - E P DM (ゴム状重合体 0 0 0 4 ) 、 An S t— g _ E PM、 An S t— g— ANMは、 熱安定性に優れているゴム状重合体なので、 リサイクル助剤と して添 加した前記 A n S t - g - E PDM, An S t — g— E PM、 A n S t — g— A NMはリサイ クルを繰り返してもゴム弾性は失わないので、 リサイ クルを繰り返 す度添加するリサイ クル助剤の添加量を低減可能であるとの知見に到達したもの でめる。
(参考例 4 )
参考例 4は、 熱可塑性エラス トマ一によつて、 成形材料の衝撃強度を向上させ る回復剤と して使用できるかどうか検証を実施したものである。
成形品の主成分である熱可塑性樹脂に A B S樹脂 (宇部サイコン (株) 製 AB S樹脂 商品名、 およびグレー ド ; サイコラッ ク Z F J 5 ( 9 4 U L ; H B) } バージン材の衝撃強度向上させるのに、 A B S樹脂と相容 (溶) 性をもつ、 各種
熱可塑性エラス 卜マ一を添加量を変えてもちいた。
評価方法は、 前記 A B S樹脂の物性の初期値 (バージン材での初期値) を測定 し、 バ一ジン材に後述する熱可塑性エラス'トマ一をそれぞれ添加して物性の変化 を測定し、 熱可塑性エラス トマ一の添加によって衝撃強度を向上させることが可 能であるかの確認をした。
評価にもちいたエラス トマ一は、 全部で 5種類、 それらは、 東洋紡績 (株) 製 熱可塑性エラス 卜マ一 商品名、 およびグレ一 ド ; ペルプレン S 2 0 0 2 , ペル プレン P 4 0 H, ペルプレン P 7 0 B, ペルプレン P 1 5 0 B, ペルプレン P 7 5 Mである。
これらをそれぞれ、 前記 A B S樹脂に 5 w t %ないし 3 0 w t %添加した。 表 1 5ないし表 1 9には、 前記 A B S樹脂に、 上述の熱可塑性エラス トマ一を 添加した場合の物性の変化の結果を示した。 表 1 5ないし表 1 9から明かな様に、 いずれの熱可塑性エラス トマ一を添加し ても衝撃強度を向上させることが可能であるので、 本発明者は、 熱可塑性樹脂が 主成分である樹脂成形品をリサイクルする樹脂成形品のリサイクルにおいて、 リ サイクル助材 (剤) と してかかる材料を添加することにより、 リサイ クルにおい て低下する衝撃強度を回復向上させることができるとの知見に到達したものであ る
(第 1実施例)
本第 1実施例は、 A B S樹脂 {旭化成工業 (株) 製 A B S樹脂、 商品名、 およ びグレー ド ; ス夕 ィラッ ク 1 9 1 F (ゴム状重合体は A n S t — g— P B D ) ί に前記第 1実施例の塗料 0 0 0 1で塗装して、 そのまま粉砕, ペレッ ト化した、 リサイクル 1 ターンの再生 (リサイクル) 樹脂に、 衝撃強度を回復させる目的で 、 リサイクル助材と して、 ゴム状重合体 0 0 0 1 CA n S t — g— P B D ; A n 、 及び S t のグラフ 卜重合方法は乳化重合で、 グラフ 卜率は約 4 0 % { A n / S t比は約 2 5 Z 7 5程度, ゴム ( P B D ) 含有率は約 5 0 %, 平均ゴム粒径 0.
4 um 程度 Ϊ (材料メ一力一のプラン トから供給された A n S t - g - P Bは粉
体であるので取り扱いを容易にするために、 前記参考例 1 と同様の押し出し機を もちいて溶融混練しペレツ ト化したもの) 〕 、 A B S樹脂のマザ一ポリマー [住 化工一ビーエス · ラテックス (株) 製 A B S樹脂 (A B S樹脂のマザ一ポリマ一 (商品名、 およびグレー ド ; クララスチッ ク K一 2 5 4 0 {住化工一ビーエス - ラテッ ク ス (株) の社内管理番号 } 、 前記ゴム状重合体 0 0 0 1 を含む] , 前 記樹脂 0 0 0 4 〔ゴム状重合体と A n S t — g _ E P D M (第 3成分は D C P )
〕 をそれぞれ添加し、 I Z 0 D衝撃強度を回復させた結果を、 表 1 2、 1 3、 1 4に示した。
それぞれのゴム状材料やゴム状材料の多い樹脂ペレツ トを添加した結果、 リサ ィクルによって低下した A B S樹脂の衝撃強度の回復ができることが確認できた
(第 2実施例)
本第 2実施例は、 前記参考例 4の結果から、 衝撃強度は向上し、 他の物性 (伸 び、 曲げ強度など) に余り影響を与えない熱可塑性エラス トマ一 {東洋紡績 (株 ) 製 熱可塑性エラス トマ一 (商品名、 およびグレー ド ; ペルプレン P 7 0 B ) } を選定し、 A B S樹脂 〔 {旭化成工業 (株) 製 A B S樹脂 (商品名、 および グレー ド ; スタイラック 1 9 0 (ナチュラルカラ一) } 〕 をもちいて射出成形加 ェした成形品に、 A B S樹脂と相容 (溶) 性をもつ塗料 0 0 0 1 (配合は表 3 に 記載) を用いて塗装を施し、 前記塗装成形品の塗膜の分離, 剥離をせずに塗膜付 きのままで、 粉砕し、 ペレツ 卜化してリサイクルして、 リサイ クル材のペレツ 卜 を得た。
前記リサィ クルした A B S樹脂 (塗膜を構成する樹脂は熱可塑性樹脂が混入し たもの) の リ サイ クル材 ( 1 ターンのもの) に、 リ サイ クル助材と しての前記熱 可塑性エラ ス トマ一 {東洋紡績 (株) 製 熱可塑性エラス 卜マ一 (商品名、 およ びグレー ド ; ペルプレン P 7 0 B ) } をそれぞれ 8 %、 1 0 ¾;添加し、 リサイ ク ルによって低下した衝撃強度の回復と、 他の物性値の変化を測定した (表 2 0 ) 表 2 0には、 比較のために、 バ一ジン材、 およびリサイクル材 ( 1 ターンのも
の) をもちいて物性測定した結果も示した。
表 2 0から、 前記熱可塑性エラス トマ一の添加によって、 前記 A B S樹脂の熱 的特性に関しては殆ど変化がなく、 エラス トマ一の添加によって加熱変形温度が 著しく低下する様なことは無かった。
機械的特性でエラス トマ一の添加によって、 強度が若干低下することが確認さ れるが、 使用上に問題が無ければ、 そのままで成形材料と した使用可能である。 熱可塑性エラス 卜マ一の添加によって得られた結果をもう少し解析してみると 以下の様な解析結果が得られる。
リサイクルによって低下した衝撃強度を回復させるのに熱可塑性エラス 卜マ一 をリサイクル助剤と してもちいた場合、 衝撃強度と、 伸びは向上した。 その結果 エネルギー (強度 X伸び ; S— Sカーブの面積で表わされる) は良好な結果を得 た。 特に 2 3 °Cでの I Z 0 D衝撃強度はバージン材以上の結果が得られ良好であ る。
衝撃強度の向上 (回復) は、 熱可塑性エラス トマ一を添加することで解決され たが、 引っ張り, 曲げなどの強度低下が見られた。 これらの強度を回復させるに は第 3の成分 (他の成分例えば A S樹脂、 無機物等) の添加が必要となり、 その 検討結果を表 2 1 に示した。
表 2 0、 および表 2 1 から A B S樹脂に熱可塑性エラス トマ一を添加し、 衝撃 強度の回復させる場合に、 変化する強度の回復には、 総合的に判断して A B S樹 脂と相容 (溶) 性をもつ A S樹脂の添加が有効であると思われる。
H I P S樹脂や変性 P P E樹脂などの場合に、 リサイクルによって衝撃強度が 低下してしまった H I P S樹脂や変性 P P E樹脂とに相容( 溶) 性をもつ熱可塑 性エラス トマ一やゴム状材料を添加すると衝撃強度は回復するが、 曲げ強度など の物性が低下した時には、 前記 A B S樹脂に A S樹脂などを添加するのと同様に 、 P S樹脂や P P E樹脂 { H I P Sは P P Eと相容( 溶) 性をもっているので H I P S樹脂に P P Eをもちいることも、 また、 変性 P P E樹脂に P S樹脂をもち いることも可能である } を添加しバランスをとる必要もある。
この様に熱可塑性エラス トマ一だけでなく、 上述した様に A B S樹脂と相容 ( 溶) 性のあるゴム状材料 ( A n S t - - P B ) を添加して衝撃強度の回復をは
かった場合にも、 前記熱可塑性エラス トマ一の場合と同様に強度低下が認められ るので、 A S樹脂の併用によって衝撃強度の回復と、 その他引っ張り, 曲げなど の強度回復がはかれる。 この様に併用する場合には、 熱可塑性エラス トマ一や、 ゴム状重合体の添加と、 A S樹脂などの添加とは相反するので、 使用の目的に合 わせてそれぞれの添加量のバランスを取る必要がある。
成形品の主成分である熱可塑性樹脂 (ここでは A B S樹脂) と、 衝撃強度の回 復にもちいた前記熱可塑性エラス トマ一 {東洋紡績 (株) 製 熱可塑性エラス 卜 マ一 (商品名、 およびグレー ド ; ペルプレン P 7 0 B ) } と力く、 A B S樹脂と相 容 (溶) 性を示すかの評価を T E Mをもちいて評価を実施した。
評価方法は、 成形品の主成分である熱可塑性樹脂 〔前記 A B S樹脂 {旭化成ェ 業 (株) 製 A B S樹脂 (商品名、 およびグレー ド ; スタイラック 1 9 0 (ナチ ユラルカラー) ί 〕 を重量部で 9 0部と、 前記熱可塑性エラス トマ一 ί東洋紡績 (株) 製 熱可塑性エラス トマ一 (商品名、 およびグレー ド ; ペルプレン Ρ 7 0 Β ) } を重量部で 1 0部混ぜ合わせた混合樹脂を 1軸の押し出し機をもちいて加 熱溶融し、 A B S樹脂ノ熱可塑性エラス トマ一の混合樹脂ペレツ トを得た。 得ら れた混合樹脂ペレッ トをミ クロ 卜一ムをもちいて薄い切片を作成し、 それぞれの 界面, 境界領域での剝がれや欠落を観察した。
T E Mの観察結果を示す図 2、 および図 3の観察の結果、 それぞれの樹脂の界 面, 境界領域では剥がれや欠落は観察されず、 十分に相容 (溶) 性をもっている と判断される。
(第 3実施例)
本第 3実施例は、 リサイクル材の製造方法、 塗膜性能評価を示したものである 前記第 1実施例では、 粉砕材に衝撃強度を回復させる目的で、 A n S t - g P Bをプレン ドして、 物性の回復をはかった。
本第 3実施例は、 前記粉砕材と、 リサイクル助剤 (ゴム状重合体 0 0 0 1 ) 1
5 w t %をブレン ドして、 前記押し出し機と、 ペレタイザ一を用いてリサイクル 材にリサイ クル助剤が微分散したリサイ クル助剤で物性を回復させたリサイクル
材 (リサイクルは 1 ターン) を得た。
この様にして得られたリサイクルぺレッ トをもちいて試験片を成形加工して、 前記塗料 0 0 0 1 を用いて塗装した。
表 2 2から明らかな様に塗装適性は問題なく、 塗膜性能は該樹脂のバージンぺ レッ 卜を用いて塗装を施した場合と差異は認められなかった。
前記リサイ クルペレツ 卜の衝撃値を測定した結果を表 2 3 に示した。 前記粉砕 材にリサイクル助剤 (ゴム状重合体 0 0 0 1 ) をプレン ドした場合に比べて、 衝 撃強度 ( I Z O D衝撃強度) の低下 (表 1 2の I Z O D衝撃強度 1 8 . 8 k g 一 cm/ cmが 1 6 . 7 g - cm/cm) が認められるのは、 ペレツ ト化することで余分 に熱履歴が加えられ、 添加したリサイクル助剤と、 当初 A B S樹脂に配合されて いた A n S t 一 g _ P Bとが酸化劣化したことと推測される。
酸化劣化を避けるためには、 押し出し機での加熱溶融の段階、 成形加工の段階 それぞれにおいて、 窒素ガスなどの不活性ガスを押し出し機、 成形機加熱筒内に 導入して酸素濃度を下げ、 ゴム状材料の酸化劣化を少なくすることができると思 われる。
また、 C O、 C 0 などや、 メ タン, ェ夕ンなどの炭化水素ガスを成形加工の 加熱溶融の段階で、 成形機加熱筒内の圧力を高めて (例えばシャ ツ トオフノズル 付き成形機で成形機加熱筒内の背圧を高めて) 前記ガスを超臨界状態で加圧溶解 させることによって溶融樹脂の流動性を高め、 成形加工性を向上させることがで きる。
この様な場合には前記溶融樹脂 (ガスが加圧溶解された) を金型内に射出成形 すると成形品表面にスワールマーク (表面発泡) が発生するのでガスカウン夕一 ブレシャ一 (圧気) 等の方法が必要である。
(第 4実施例)
第 4実施例は難燃性を示す A B S樹脂 {旭化成工業 (株) 製 難燃 A B S樹脂 商品名、 およびグレー ド ; スタイラッ ク V A 5 8 } をもちいて射出成形加工した
。 前記成形品に成形品の主成分である熱可塑性樹脂と相容( 溶) 性をもつスチレ ン変性ァク リル樹脂を主成分と した塗料 0 0 0 1 をもちいて塗装した塗装成形品
を得た。 その塗装成形品を塗膜の分離, 剝離剝離をせずに塗膜付きのままで粉砕 して、 ペレツ 卜化して塗膜が混入した難燃 A B S樹脂の再生ペレツ トを得た (リ サイクル 1 ターン 表 2 4中の検体 2 ) 。 同様にして、 塗装を施さないで成形し て、 粉碎、 ペレツ ト化したもの (リサイクル 1 ターン 表 2 4中の検体 3 ) も得 た。
この様にして得られたそれぞれのリサイクル材の物性 (燃焼性、 および機械的 な性質) を評価して、 バージン材 (表 2 4中の検体 1 ) との比較をおこなった。 表 2 4から明らかな様にリサイクルを行うと、 塗装を施したもの (表 2 4中の 検体 2 ) 、 施さなかったもの (表 2 4中の検体 3 ) 共にバージン材 (表 2 4中の 検体 1 ) と比較して燃焼性と、 衝撃強度強度の低下が認められた。
リサイクル材 1 ターンのもの (表 2 4中の検体 2 ) は衝撃強度の低下が認められ るので、 衝撃強度強度の回復剤として熱可塑性エラス トマ一 {東洋紡績 (株) 製 熱可塑性エラス トマ一 (商品名、 およびグレード ; ペルプレン P 7 0 B ) } を 前記リサイクル材 1 0 0重量部に対して、 1 0重量部を加え衝撃強度の回復をは かった。 熱可塑性エラス トマ一を添加することで、 衝撃強度の回復は見られたが 、 反面、 熱可塑性エラス トマ一を添加することで燃焼性が低下した。 前記の衝撃 強度を回復した材料 (表 2 4中の検体 4 ) に、 燃焼性を付与するために、 ェポキ シ当量が 2 0 0 0 0程度の臭素化エポキシ {テ トラブロモビスフエノール A—テ トラブロモビスフエノール A · ジグリ シジルエーテルコポリマー {阪本薬品工業 ㈱製 臭素化エポキシ樹脂 商品名、 及びグレード ; S R— T 2 0 0 0 0 (数平 均分子量は約 3 0 0 0 0、 重量平均分子量は約 7 0 0 0 0、 臭素含有量は 5 2 w t % ) } ; 臭素化エポキシのパウダーを前記参考例 1の押し出し機と、 ペレタイ ザ一をもちいてペレツ ト化した材料) を添加した。
それぞれの評価結果を表 2 4に示した。 表中の検体 1 は、 前記難燃 A B S樹脂 樹脂のバージン材、 検体 2は、 前記バージン材を成形加工し、 塗装して、 粉砕、 ペレツ ト化した塗膜が混入のリサイクル 1 ターンの材料、 検体 3は塗装をせずに
、 粉砕し、 ペレツ ト化したリサイクル 1 タ一ンの材料、 検体 4は前記検体 2のべ レツ 卜に、 衝撃強度を回復させる目的で前記熱可塑性エラス トマ一 (ペルプレン
P 7 0 B ) のペレッ トをプレン ドした混合樹脂、 検体 5は前記検体 4 にさらに
前記難燃剤の臭素化工ポキシ ( S R— T 2 0 0 0 0 ) のペレツ トをブレン ドした 混合樹脂べレツ トである。
表 2 4中から、 リサイクルをすると、 衝撃強度と難燃性が低下する。 熱可塑性 エラス トマ一を加え衝撃強度の向上をはかるととさらに難燃性が低下する。 難燃性と衝撃強度を共に向上させるには、 弾性をもつゴム状材料 (ゴム状重合 体、 熱可塑性エラス トマ一など) など衝撃強度の高い材料と難燃剤との併用が有 効である。
表 2 4中では、 難燃性を回復させるのに臭素化エポキシだけをもちいたが、 さ らに三酸化ァンチモンを併用すれば、 なお難燃性は向上する。
難燃性を付与するために添加する臭素化エポキシ (ハロゲン化エポキシ) は、 活性水素化合物、 例えば、 酸性、 アルカリ性の物質、 アミ ン化合物、 前記塗膜の 成分樹脂であるスチレン変性ァク リル樹脂が分解して遊離して来るァク リル酸な どがあると、 前記臭素化エポキシの末端部は反応性が高いので、 前記の臭素化工 ポキシは発熱重合反応をおこし、 図 4に示されるように発煙を発し、 炭化するこ とになる。
この問題を解決するためには、 前記臭素化エポキシの末端を、 不活性なラジカ ル (基) によって封止する様な方法が講じられている。
臭素化工ポキシを難燃剤と してもちいる理由は、 前記臭素化工ポキシは樹脂に 難燃性を付与するためのハロゲンを含むことと、 他の有機臭素化合物の難燃剤よ り耐候 (光) 性が比絞的高いことによって現在市販されているスチレン系の樹脂 の多く に使用されている。
例えば塗料 0 0 0 1のような塗料を用いて成形品に塗装を施す場合には、 耐候 (光) 性は塗膜によって維持されるので、 あえて反応性に富む臭素化エポキシの 使用は必要なく、 難燃剤と して安価で、 難燃効果の高い (臭素含有量が) テ トラ ブロムビスフヱノール A (略号 ; T B B A ) 、 デカブロモベンゼンなどを添加し て難燃性を付与すれば十分である。
(参考例 5 )
前記ゴム状重合体 0 0 0 4 ( A n S t - g - E P D M ) の主成分である E P D
Mに公知の方法によってスチレンをグラフ ト重合させたゴム状重合体 〔ゴム状重 合体 0 0 0 2 {S t - g - E P DM (第 3成分は A n S t — g— E P DMと同様 に D C P ) , 製造方法はスラ リ ー重合をもちいた, 平均ゴム粒径は 1 · 0 m, ゴム含有率は約 3 8 %, スチレンのグラフ 卜率が約 3 5 ¾Π 〕 と、 P S樹脂 {ェ ― . アン ドエムポリ スチレン (株) 製 P S樹脂 商品名、 及びグレー ド ; Α&Μ o l y s t y r e n e H F 7 7 } を重量比で P S/ゴム状重合体 0 0 0 2 = 7 5 / 2 5混ぜあわせ、 前記参考例 i と同様の装置をもちいてペレツ ト化して、 E P DM— P S樹脂 (樹脂 0 0 0 2 ) を得た。
(参考例 6 )
参考例 5のゴム状重合体 0 0 0 2をさらに、 参考例 5 と同様な方法 (スラ リ ー 重合) をもちいてスチレンをグラフ ト してゴム状重合体 (S t — g— E P DM ( 第 3成分は D C P) ゴム状重合体 0 0 0 3 平均ゴム粒径は 1. 0 m m, ゴム 含有率は約 3 8 %, スチレンのグラフ ト率が約 5 5 を得た。
前記ゴム状重合体 0 0 0 3 と P S樹脂 (A&Mp 0 1 y s t y r e n e H F 7 7 ) とを重量比 P SZゴム状重合体 0 0 0 3 = 7 5 / 2 5を混ぜ合わせ、 前記参 考例 5 と同様に E P D M— P S樹脂 (樹脂 0 0 0 3 ) を製造した。
(参考例 7 )
前記樹脂 0 0 0 2、 及び樹脂 0 0 0 3を前記参考例 3 と同様に、 成形機加熱筒 内で加熱溶融させ、 滞留させてゴム状重合体 0 0 0 2、 及びゴム状重合体 0 0 0 3の熱安定性の評価を実施した。
評価結果を表 2 5 — 1 , 2 5 — 2に示した。
E P DMを主成分と したゴム状重合体 0 0 0 2、 及び 0 0 0 3は前記ゴム状重 合体 0 0 0 4 と同様に、 熱安定性に優れていた。
(参考例 8 )
熱安定性に優れたゴム状重合体 0 0 0 3である S t — g— E P DM (スチレン のグラフ ト率は 5 5 w t %、 E P DM含有率は 3 8 w t 0、 第 3成分は D C P )
ペレッ トを 2 5 w t %と、 P S樹脂 (A&Mp o l y s t y r e n e H F 7 7 ) ペレッ ト 7 5 w t %の混合樹脂ペレツ ト 5 0 w t %に、 米国特許 4, 7 8 8 , 2 2 7号明細書 (特願昭 6 2 - 7 7 5 7 0号) に記載されている方法にしたがつ て、 ジブチルァミ ンの存在下に 2, 6キシレノールを酸化カップリ ング重合して 製造して得られた P P E樹脂を 5 0 w t %とをタンブラ一を用いて混ぜ合わせ、 前記参考例 3 と同様な装置でペレツ ト化し、 S t — g— E P DM、 及び P S樹脂 によって変性された変性 P P E {E P DM— P S— P P E (樹脂 0 0 0 5 ) } ぺ レッ トを得た。
(参考例 9 )
前記樹脂 0 0 0 4、 樹脂 0 0 0 3、 樹脂 0 0 0 5を用いて前記参考例 1 と同様 の方法、 及び装置 (金型、 成形機、 押し出し機、 ペレタイザ一など) によって、 3 夕一ンのリサイクルを繰り返した結果を表 2 6— 1 , 2 6 - 2 , 2 6 _ 3に示 した。
本参考例 9から熱安定性のよい E P DMを主成分と したゴム状重合体が配合さ れた成形用樹脂では、 リサィクルを繰り返しても衝撃強度の低下が認められない 。 樹脂 0 0 0 3ではリサイクルを繰り返すと衝撃強度に向上が認められたが、 こ れは製造時ゴム状重合体 0 0 0 3の相転換 〔合成 (スラ リー重合) したゴム状重 合体 S ΐ - g - E P DMは、 内部は S tで外側が E P DMとなっている。 この様 な材料は、 相転換 温度と圧力を掛けること内 (S t ) と外 (E P DM) を逆に して、 相容( 溶) 性をもたせることを相転換と言う } して使用する〕 が十分では なく押し出し機をもちいて温度と圧力を掛けリサイクルを繰り返すことで、 さら に相転換が進行し、 内と外とが入れ替わり、 さらに相容( 溶) 性が向上したゴム 状重合体 (S t — g— E P DM) となつた結果である (A n S t — g— E P DM 、 A n S t - g - P B D, S t - g - P B Dの場合も同様である) c
(参考例 1 0 )
参考例 1 0は、 前記参考例 9それぞれの成形品に、 塗料 0 0 0 1 を用いて各夕
—ンごと 1 5 ^ m塗装し、 塗膜付きのまま粉砕ペレツ ト化を 3 ターン繰り返した
場合の I Z〇 D衝撃強度の測定結果を示した。 (表 2 7 — 1, 2 7 - 2 , 2 7 -
3 )
前記表 2 6 _ 1 , 2 6 — 2, 2 6— 3の I Z 0 D衝撃強度の値 (塗装無しのケ —ス) と比較すると衝撃強度において低下が認められた。 これは上述したように 塗膜中の顔料, 染料がリサイクル時加熱溶融の段階で樹脂中に移行し、 樹脂中に 非相容 (溶) な顔料, 染料が増えた結果である。
(実施例 5 )
本実施例 5 は、 前記参考例 1 0の各ターンごとそれぞれの樹脂べレッ トの衝撃 強度の回復を目的のゴム状重合体 0 0 0 4、 ゴム伏重合体 0 0 0 3を加え、 A S TM— D 4 6 8に準拠して、 I Z OD衝撃強度の試験片を成形加工した、 I Z O D衝撃強度を測定した (表 2 8 — 1 , 2 8 - 2 , 2 8 - 3 ) 。
表 2 8 — 1 , 2 8 - 2 , 2 8 — 3から、 塗膜の混入によって衝撃強度が低下し たそれぞれの樹脂は、 相容( 溶) 性のあるゴム状重合体 〔ゴム状重合体 0 0 0 4 {A S樹脂と相容( 溶) 性) } , ゴム状重合体 0 0 0 3 {P S樹脂、 および P P E系樹脂と相容( 溶) 性) } を添加することで回復可能であった。 削除
(実施例 6 )
本実施例 6 は、 前記参考例 1 0 うちで樹脂 0 0 0 5のものを、 衝撃強度をゴム状 重合体 0 0 0 6 (リサイクル助剤用に、 乳化重合によってゴム含有率を高めたゴ ム状重合体で、 P B Dに S tをグラフ 卜共重合させたゴム状重合体で、 S tのグ ラフ ト率は約 6 0 %、 ゴム含有率は約 5 0 %、 平均ゴム粒径は 0. 4 mのゴム 状重体) をもちいて回復させた例である。
前記ゴム状重合体 0 0 0 1 と同様 P B Dを主成分とする 8 1 — 8—? 80を用 いても衝撃強度を回復できた (表 2 8 - 4 ) 。
また、 前記ゴム状重合体 0 0 0 3と、 ゴム状重合体 ( S t — g— P B D ; 塊状 重合によって製造された S tのグラフ 卜率は約 4 0 %, ゴム含有率は 8〜 1 0 %'
、 平均ゴム粒径 1 / m程度、 このゴム状重合体は、 H I P S樹脂、 変性 P P E樹 脂バージン材などに衝撃強度を付与させるのに初めから用いられている一般のゴ
ム状重合体性状である。 ) とが混ざり合った変性 P P E樹脂の成形加工性は、 同 様な樹脂、 例えば X Y R O N 2 2 0 Zや樹脂 0 0 0 4 と同じで、 2種類のゴム 状重合体が混ざり合った事での不具合いは認められない。
(実施例 7 )
本実施例 7 においては、 前記実施例 5の樹脂 0 0 0 1 のリサイ クル 1 ターンの リサイ クル樹脂ペレツ 卜に難燃剤、 及び難燃助剤と して、 臭素化エポキシ樹脂 〔 テ トラブロモビスフヱノール A —テ トラブロモビスフエノール A · ジグリ シジル エーテルコポリマ一 {阪本薬品工業 .製 臭素化エポキシ樹脂 商品名、 及びグ レ— ド ; S R - T 2 0 0 0 0 (数平均分子量は約 3 0 0 0 0、 重量平均分子量は 約 7 0 0 0 0、 臭素含有量は 5 2 w t % ) } 〕 と、 三酸化アンチモンをと添加し 難燃化した。
前記リサイクル樹脂ペレツ 卜に表 2 9に示す 1〜 6の配合割合でタンブラ一を 用いて混ぜ合わせ、 押し出し機を用いて溶融混練し、 ペレツ ト化し、 前記ペレツ 卜を用いて難燃性を評価する試験片を成形加工し、 難燃性を評価した。 合わせて I Z O D衝撃強度を評価する試験片も成形加工し、 難燃剤を添加する事による衝 撃強度の低下を招くかどうかを確認した。
表 2 9から E P D M— A Sは臭素化エポキシと、 三酸化アンチモンにより難燃 化が可能で有り、 然も本実施例 7記載の難燃剤, 難燃助剤 (三酸化アンチモン) の添加によってもそれ程は衝撃強度が低下しない事が確認された。
本実施例 7 は、 難燃剤 (難燃助剤含む) を難燃化予定の樹脂と混ぜ合わせ、 溶 融混練してペレツ 卜化したが、 他の実施例と して、 前記臭素化エポキシ (S R— T 2 0 0 0 0 ) は熱可塑性を示す事が確認されているので、 S R— T 2 0 0 0 0 をペレツ 卜化し、 また別に S R— T 2 0 0 0 0 と三酸化アンチモンとを混ぜ合わ せた物 (例えば混合比は重量比で 7 0 / 3 0など) とをペレツ 卜化し、 難燃剤マ スターバッチを作り、 前記難燃剤マスタ一バッチペレツ ト ( S R— T 2 0 0 0 0 のべレツ 卜、 及び S R— T 2 0 0 0 0 と三酸化アンチモンとを混ぜ合わせたぺレ ッ ト) と難燃化予定の樹脂ペレツ 卜とをタンブラ一などの混合装置を用いて混ぜ 合わせて得られた混合樹脂ペレツ 卜を用いる事も可能である。
(参考例 1 1 )
A S樹脂を熱可塑性エラス トマ一 {東レ ' デュポン (株) 製ポ リエステル系ェ ラス トマ一 商品名、 及びグレー ド ; ハイ ト レル ( H y t r e 1 ) 4 0 5 7 , 5 5 5 7 , 7 2 4 7、 及び東洋紡績 (株) 製ポリエステル系エラス トマ一商品名、 及びグレー ド ; ペルプレン ( P e 1 p r e n e ) P 7 0 B, P 7 5 M , P 1 5 0 B , P 4 0 H , S 2 0 0 2をもちいて変性した熱可塑性エラス トマ一変性 A S樹 脂 (略号 T P E - A S ) 成形品に表 4に示す塗料 0 0 0 1 を用いて塗装した結果 を表 3 0 — 1 , 表 3 0 — 2 に示した。 使用した熱可塑性エラス トマ一はリサイク ルによって低下した衝撃強度の回復は可能であるが、 いずれも塗膜の付着性を低 下させてしまう問題点があった。
(実施例 8 )
本実施例 8においては、 リサイクルによって衝撃強度が低下する原因、 並びに その回復にはゴム状重合体の添加が有効であり、 また難燃性の回復や、 難燃性の 付与 (樹脂の改質) には難燃剤 {例えばハロゲン化合物 (臭素化エポキシ) 、 及 び三酸化ァンチモン } の添加によって可能であつた。
実施例 8 はそれぞれのリサイクル助剤が添加された、 リサイクル材使用の成形 品への塗料 0 0 0 1 の付着性は十分であることを確認した (表 3 1 — 1 , 表 3 1 - 2 ) 塗装適性、 及び塗膜性能は問題無く十分に使用に耐えるだけの性能を有 していた。
(実施例 9 )
本実施例 9においては、 発泡スチロールを減容化し、 ペレツ ト化した発泡スチ ロールの再生樹脂べレッ ト 7 5重量部に、 前記ゴム状重合体 0 0 0 3を 2 5重量 部を混ぜ合わせ混合樹脂ペレツ 卜を得た。 この混合樹脂ペレツ トを A S T M— D
4 6 8に準拠して、 I Z 0 D衝撃強度の試験片を成形加工し、 I Z O D衝撃強度 を測定したところ、 5 . 3 k g— c m / c mの結果であった。
前記発泡スチロールの再生樹脂とゴム状重合体 0 0 0 3 (混合比は発泡スチロ
—ルの再生樹脂/ゴム状重合体 0 0 0 = 7 5 Z 2 5 ) の混合樹脂ペレツ トを前記 参考例 1 と同様な装置、 方法をもちいて、 ペレツ トイ匕し、 発泡スチロールを主原 料にもちいたゴム状重合体 0 0 0 3含有の H I P S (樹脂 0 0 0 7 ) 樹脂をえた この様にして得られた H I P S樹脂 (樹脂 0 0 0 7 ) の I Z 0 D衝撃強度は、 前記混合べレッ トの場合ほぼ同じ値の 5. 5 k g - c mZ c mであつた。
本実施例 9において、 発泡スチロールの場合を例示したが、 その他変性 P P E 樹脂に断熱材、 防音材などを目的に発泡スチロール、 若しく は H I P S樹脂のブ 口一成形品が A S S Yされた (例えば、 張り合わされた成形品) を材質ごとの分 離, 剝離をせずにそのまま粉砕し、 ペレッ ト化したリサイクル材は衝撃強度が低 下する。 このように低下したリサイクル材に、 ゴム状重合体 (例えばゴム状重合 体 0 0 0 3 , 4 , 6など) を添加することで、 リサイクル材の改質が可能である
(実施例 1 0 )
本実施例 1 0は、 前記実施例 9においては発泡スチロールや、 A S S Y品のリ サイクル方法について記したが、 A B S樹脂成形品に、 断熱材 (材質は A S樹脂 の発泡スチロールのような発泡成形品) が張り合わされた製品 {例えば、 冷蔵庫 の内張り (現在の冷蔵庫の内張りは、 A B Sの真空成形品に断熱材がウレタンフ ォ一厶を使用しているので、 リサイクル時にゥレタンフォームとは分離しなくて はならないが、 A B Sと A Sのフォーム (発泡体) にすれば、 互いの樹脂は相容 ( 溶) 性があるので、 分離しないため、 そのままでリサイクルが可能である。 但し、 A S樹脂には A B Sの様なゴム状重合体 (例えば A n S t 一 g— P B D ) が配合されていないので、 混ぜ合わせリサイクルすると、 衝撃強度などの物性 が低下する。
このような場合には、 前記リサィクル材に、 ゴム状重合体 (A n S t — g _ E P DM、 あるいは/及び A n S t — g _ P B Dなど) を添加し、 樹脂改質をはか る。
A B S (使用樹脂はスタイラッ ク 1 9 1 F) 樹脂成形品 5 0重量部と、 A S榭
脂 (使用樹脂は K一 1 1 5 8) を窒素ガスを用いて 2倍に発泡させた発泡成形品 5 0重量部とを混ぜ合わせ、 前記参考例 1 と同様の装置をもちいてペレツ ト化し た。
前記再生べレッ トの I Ζ 0 D衝撃強度は 9. 2 k g - c mZ c mであつた。 この 再生ペレツ 卜に、 ゴム状重合体 0 0 0 5 (形態はペレツ 卜) を 5重量部加え、 物 性改質した結果、 I ZOD衝撃強度は 1 7. 5 k g— cm/ cmであった。
(実施例 1 1 )
本実施例 1 1は、 アク リ ロニ ト リル · スチレン共重合体に、 ァク リル系ゴム ( ァク リル酸プチループ夕ジェン共重合体) に Anと S tをグラフ ト重合したァク リル系ゴム含有のァク リ ロ二 ト リルとスチレンとの共重合体 (An S t— g— A M- B P) とのブレン ドポリマ一 (ANM— B— A SZA S) {三菱レイヨン (株) 製 AS A樹脂、 商品名、 及びグレー ド ; ダイヤラック S 7 1 0 A (色 ; ナチュラルカラー) } を前記参考例 3と同様な方法を用いて前記ゴム状重合体 の熱安定性を評価し、 結果を表 3 3に示した。
前記ゴム状重合体のゴム成分が、 アク リル酸ブチルと、 ブタジエンとの共重合 体であるので、 加熱溶融試験の結果、 P B部分が熱劣化し、 ゴム弾性を喪失し、 物性低下が認められたが、 An S t— g— P B Dのものと比べては熱安定性に優 れていた。 実施例 1 1の結果から、 ブタジエンを含有しない飽和のアク リルゴム は、 熱安定性に優れたゴムであると推測される。
(実施例 1 2 )
本実施例 1 2は、 エチレン一プロ ピレンゴムに A n、 及び S tをグラフ ト共重 合させたゴム状重合体 (An S t— g _ E PM) と、 A S樹脂とのプレン ドボリ マー { (株) テク ノポリマーの樹脂 ; テクノ A E S 1 6 0 ( E P M - A S ; 樹 脂 0 0 0 8 ) } を上記実施例 1 1 と同様の方法で熱安定性を評価し、 評価結果を 表 3 4に示した。 前記 A n S t — g— E PMは、 前記 A n S t _ g— ANMと熱 安定性がよいゴム状重合体であると判断された。
上述の実施形態および実施例は、 説明のために例示したもので、 本発明と して はそれらに限定されるものではなく、 特許請求の範囲、 発明の詳細な説明、 およ び図面の記載から当業者が認識することができる本発明の技術的思想に反しない 限り、 変更、 および付加が可能である。
産業上の利用可能性
樹脂成形品のリサイクル方法において、 リサイクル助材と して、 前記樹脂成形 品の主成分である前記熱可塑性樹脂に対して相容 (溶) 性をもち混ぜ合わせて成
7
形可能であるとともに、 衝撃強度を向上 8させる性質を備えたゴム状材料、 あるい は難燃剤を添加することにより、 物性回復 (例えば衝撃強度の回復、 難燃性の付 与など) および向上を可能にする
表 1
リサイクルによる物性の変化を示した表(塗装成形品)
)
成形用樹脂:旭化成工業 (株)製 ABS樹脂 (商品名、及びグレード:スタイラック 1 91 F 色 :クオ一ッ-ホワイト(CZA Spec. 99-0400 )
塗料 ;塗料 0001 色;クオ一ッ'ホワイト(C A Spec. 99— 0400)で塗装 工程は、射出成形加工→塗装—粉砕'ペレタイズ…'で 3ターンをリサイクル) )
表 2 リサイクルによる物性の変化を示した表(成形品;塗装無し)
記事)
成形用樹脂 ;旭化成工業 (株)製 ABS樹脂 (商品名、及びグレード;スタイラック 1 91 F 色 クオ一ッ 'ホワイト(CZA Spec. 99-0400 )
塗料 ;塗装無し (射出成形加工—粉砕'ペレタイズ—成形加工…'で 3タ一ンをリサイクル)
表 3 塗料 #0001の配合表
記事)
番号 1のスチレン変性ァ クリル樹脂は ABS、 HiPS、変性 PPE樹脂等 のスチレン系榭脂と相容 (溶)性を示す塗料用の 樹脂で、大日本インキ化 学工業 (株)製のスチレ ン変性アクリル 脂商品 名はァクリデイク Α— 1 5 7である。
表 4 塗料 #0002の配合表
番号 1のスチレン変性ァ 原材料 配合量 (wt%) クリル樹脂は ABS、 スチレン変性アクリル樹 HiPS、変性 PPE樹脂等
1 40
脂ワニス のスチレン系樹脂と相容
2 酸化チタン 0 (溶)性を示す塗料用の
樹脂で、大日本インキ化
3 体質顔料 0
学工業 (株)製のスチレ
4 トルエン 20.5 ン变性アクリル樹脂商品
5 キシレン 18 名はァクリデイク A— 1 5
6 イソプロピルアルコール 8 7である。
7 イソブタノール 13.3
8 添加剤 0.2
表 5 塗料 #0003の配合表
記事)
番号 1のスチレン変性ァ クリル樹脂は ABS、 HiPS、変性 PPE樹脂等 のスチレン系榭脂と相容 (溶)性を示す塗料用の 樹脂で、大日本インキ化 学工業 (株)製のスチレ ン変性アクリル ¾ί脂商品 名はァクリデイク Α— 1 5
7である。
1 )成形材料;旭化成工業 (株)製 ABS樹脂 商品名及びグレード;スタイラック 1 91 H
2) Izod衝撃強度の単位; kg— cmん m
3)乾燥塗膜厚 = 1 5 u m (但し、この膜厚は塗料 0001 ,表中番号 3の場合で、塗料 0002, 3,表中番号 4, 5, に関しては塗装条件 (塗料粘度、塗装時間等)は塗料 0001 , 表中 番号 3の場合と同じにした。)
記事 畨 検体の作成方法 Izod衝撃強度の
熱履歴の回数 実測値
1 ゲア-シ'ン材 (V材) 20.3 1回(試験片の成形加工時)
V材を成形加工し、粉砕 2回(成形加工時 1回と、試験
2 1 1.8
した検体 片の作成時に 1回) 加熱筒内の滞留と、成形加工
V材を 2500C 0. 5時間
3 1 1.4 時 1回と、試験片の作成時に 1 加熱した
回
加熱筒内の滞留と、成形加工
V材を 250°C 1時間加
4 9.2 時 1回と、試験片の作成時に 1 熱した 回
i己 、
1 )ヴァ一ジン材 (V材);住化工一ビ一エス 'ラテックス (株)製 ABS樹脂
商品名、及びグレード; クララスチック M V F— I K I
2) Izod衝撃強度の単位; kg— cmん m
)
1 )ヴァ一ジン材 (V材);住化工一ビーエス'ラテックス (株)製 AS樹脂
商品名、及びグレード; K一 1 1 58
2) Izod衝撃強度の単位; kg— cm/cm
3)ノッチ無し
9
1 )ヴァ一ジン材(V材);住化工一ビーエス.ラテックス (株)製 ABS樹脂に添 加されているゴム(AS— g— PBR) 商品名、及びグレード;
クララスチック S371 0 (ゴム状重合体 0 0 0 Ί )
2) lzod衝撃強度の単位; kg— cmん m
表 1 0
記事)
1 )ヴァ一ジン材 (V材);住化工一ビーエス'ラテックス (株)製 ABS樹脂の
マザ一ポリマー 商品名、及びグレード K— 2540
2) Izod衝撃強度の単位: kg— cmん m
表 1 1
記事) 5
1 )ヴァージン材 (V材);樹脂 0 0 0 4
2) Izod衝撃強度の単位; kg— cm/cm
表 1 2
記事)
1 )リサイクル助剤はゴム状重合体 0 0 0 1
2) lzod衝撃強度の単位; kg-cm/cm
1 3 添加量 =ABS樹脂 ZABS樹脂(マザ一ポリマー) Izod衝撃強度
100 0(添加無し) 11.3
95/5 12.7
90/10 13.8
85X15 14.4
80/20 15 記事)
1)リサイクル助剤はゴム状重合体 000 1 を含む
{住化工一ビーエス'ラテックス (株)
( K-2540)
2) lzod衝撃強度の単位; kg- cmん m
1 4
記事)
1)リサイクル助剤は.樹脂 0004
2) lzod衝撃強度の単位; kg- cmん m
表 1 5
熱可塑性エラストマ一 ペルプレン S2002
表 1 6
熱可塑性エラストマ一:ペルプレン P40H
評価項目 測定法 単位 ハ'ーシ'ン材 5wt% 1 Owt% 20wt%
1 .熱的な 1 )荷重たわみ温度 ASTM-D648 。C 80 80 80 80 80 性質 ( 18.6kg荷重)
2)破断点伸度 ASTM-D638 % 2.9 3.2 3.7 6.9 21.1
•3)引っ張り破断点強度 ASTM-D638 kgZcm 356 334 319 247 222
4)引っ張り降伏点強度 ASTM-D638 kgZcm 398 374 374 306 239
2.機械的 5)引っ張り弾性率 ASTM-D638 kgZ cm 21 00 20300 19100 16000 12000 な性質 6)曲げ降伏点強度 ASTM-D790 kgZcm 643 593 578 520 431
7)曲げ弾性率 ASTM - D790 kg/ cm 22500 20500 19900 17600 14400
8) lzod衝擎強度(23°C) AST -D256 kg— cm/ cm 27 38.8 41.4 44.6 35.8
9) lzQd衝擎強度(0°C) ASTM-D256 kg— cm/" cm 32.1 29 30.9 35.2 33.9
〇 oヽ
表 1 7
エ ス マ一 ペ P70B
熱可塑性エラストマ一;ペルプレン P I 50B
評価項目 測定法 単位 ハ'ーシ'ン材 5wt% 1 Owt% 20wt% 30wt%
1 .熱的な 1 )荷重たわみ温度 ASTM-D648 。C 80 83 82 82 82 性質 ( 18.6kg荷重)
2)破断点伸度 ASTM-D638 % 2.9 4.5 3.4 3.8 5
3)引っ張り破断点強度 ASTM-D638 kgZ cm 356 268 182 173 162
4)引っ張り降伏点強度 AST -D638 kg/cm 398 268 198 198 185
2.機械的 5)引っ張り弾性率 ASTM-D638 kgZ cm 21400 16100 10800 9900 9000 な性質 6)曲げ降伏点強度 ASTM-D790 kg/cm2 643 623 610 584 543
7 )曲げ弾性率 ASTM-D790 kgZcm2 22500 21700 19900 18900 17300
8 ) lzod衝搫強度(23°C) ASTM-D256 kg— cmZ cm 27 35.8 29J 1 9.8 15.6
9) lzod衝撃強度(0°C) ASTM-D256 kg— cm cm 32.1 20.2 1 7.1 1 6.5 15.8
表 1 9
リサイクル材(1 ペルプレン P70 ペルプレン P70 評価項目 測定法 単位 バ"ーシ"ンキ才
ターン) B 8%添加 B 1 0%添加
1 .熱的な 1 )荷重たわみ温度 82 84 82 83 性質 ( 18.6kg荷重) ASTM-D648 °C
2)破断点伸度 ASTM-D638 % 4.5 5.9 5.6 5.4
3)引っ張り破断点強度 ASTM-D638 kg/ cm 193 190 179 173
4)引っ張り降伏点強度 ASTM-D638 kg/ cm 201 188 172 169
2.機械的 5)引っ張り弾性率 ASTM-D638 kg/ cm 22400 23100 20800 19900 な性質 6)曲げ降伏点強度 ASTM-D790 kgZ cm 721 745 731 650
7 )曲げ弾性率 ASTM-D790 kg/cm2 24600 25700 22800 21900
8) lzod衝擎強度(23°C) ASTM-D256 kg— cm/" cm 14.5 10.6 18.3 20.3
9) lZod衝 »強度(0°C) AST -D256 kg— cm/ cm 10.2 7.9 9.2 10.3
2 1
表 2 3
記事)
1 )リサイクル助剤はゴム状重合体 0 0 0 1
2) lzod衝撃強度の単位; kg-cmん m
表 2 2
表 2 4
記事)
1.試験片の作成方法
1)樹脂乾燥時間; 80°C 3時間
2)成5 ¾時の樹脂 ' 2Z °
3)試験片の状態調節;温度 23°C,湿度 50%雰囲気中で 24時間放匿。 ゥ S:tl^方法
1 )燃焼試験;燃焼性規格 UL— 94に従う。
2)引っ張り試験; JIS K 7113に準拠する。
3)曲げ強度; JIS K 7203に準拠する
4)衝撃試験: JIS K 7110に準拠する
表 25—1
樹脂 0002の場合
単 ίϋ ; kg— cm/cm Izod衝撃強度の測定方法; ASTM— D256
表 26— 1
EPDM— AS (樹脂 0004)/塗装無し
二;
§平 ffi項巨 測疋法 単 ハーンノ材 1ターン 2ターン 3タ一ン
1)荷重たわみ温度
1. 熱的な性質 AST -D468 °c 86. 1 86.2 86. 7 87.7
(18. 6kg荷重)
1)破断点強度 ASTM-D638 kgZ cm 489.6 492.2 493. 5 469.4
2)引っ張り破断点伸]1 ASTM-D638 % 16.6 15. 3 15.4 14.8
2.機械的な性質 3)曲げ降伏点強度 ASTM-D790 kgZcm 760.6 767.7 765. 3 765.2
4)曲げ弾性率 ASTM-D790 kgZ cm 27600 27600 27500 27800
5)lzod衝撃強度 ASTM-D256 kg— cm/cm 18.8 18. 8 18.7 18.9
3.その他 1)耐候 (光)性 FOM120時間照射 色差(ΔΕ) 0. 3 0. 3 0.4 0. 3 表 26— 2
EPDM— PS (樹脂 0003) 塗装無し
評 ffi項目 測定法 単位 バ一ジン材 1ターン 2ターン 3ターン
1)荷重たわみ温度
1. 熱的な性質 ASTM-D468 °C 85.0 85.6 85.9 85. 5
(18.6kg荷重)
1)破断点強度 ASTM-D638 kg/cm 222.5 229.2 239.0 242.9
2)引っ張り破断点伸 J ASTM-D638 % フ2. 1 39.6 47.2 47. 3
2.機械的な性質 3)曲げ降伏点強度 ASTM-D790 kg/cm2 340. 5 339.5 338.6 342. 2
4)曲げ弾性率 ASTM-D790 kgZ cm2 20399 20760 20861 20907
5)lzod衝撃強度 ASTM-D256 kg— cm/ cm 6.20 6.40 6.45 6.90
3.その他 1)耐候 (光)性 FOM120時間照射 色差(ΔΕ) 0.4 0.3 0.3 0. 3 表 26— 3
EPDM— PS— PPE (樹脂 0005)Z塗装無し
評 j面項目 測定法 単位 バージン材 1タ一ン 2ターン 3ターン
1)荷重たわみ温度
1. 熱的な性質 ASTM-D468 。C 87.7 89. 6 90.4 89. 7
(18. 6kg荷重)
1)破断点強度 ASTM-D638 kg/cm2 35.0 34.4 41. 2 36.フ
2)引っ張り破断点伸) ASTM-D638 % 468 473 479 508
2.機械的な性質 3)曲げ降伏点強度 ASTM-D790 kgZcm2 755 778 フ 88 787
4)曲げ弾性率 ASTM-D790 kgZcm2 22200 22600 22900 22600
5)lzod衝撃強度 AST -D256 kg— cm/cm 11. 1 11. 1 10.8 10.9
表 27— 1
評価項目 測定法 単位 ハーシン 1ターン 2ターン 3ターン
2.機械的
5)lzod衝撃強度(23°C) ASTM-D256 g— cm/ cm 18.8 17.4 16.0 15.1 な性質
表 27— 2
EPDM— PS (樹脂 0003)/塗装(塗料 0001 15 m)有り
評価項目 測定法 単位 ハ *-シ'ン材 1ターン 2ターン 3タ一ン
2.機械的
5)lzod衝撃強度(23°C) ASTM-D256 <g— cm/ cm 6.5 6.3 6.1 5.8 な性質
表 2フ一 3
EPDM— PS— PPE (樹脂 0005)/塗装(塗料 0001 15 )有り
評価項目 測定法 単位 ハ—シ *ン材 1タ一ン 2タ一ン 3ターン
2.機械的
5)lzod衝撃強度(23°C) ASTM-D256 kg— cm/ cm 13.3 12J 12.0 11.9 な性質
表 28— 1
EPDM— AS (樹脂 0001 )ZAnSt— g— EPDM (ゴム状重合 UUUO; リサイクル助剤 (ゴム状重合体 バージン
1ターン 2ターン 3ターン 0001)添加量(wt%) 材
添加無し 18. 8 17. 4 16. 0 15. 1 wt% 18. 4 17. 0 15. 5
3wt% 20. 3 19. 0 17. 7
5wt% 21. 6 20. 9 18. 7
7wt% 未実施 21. 5 19. 8
9wt% 未実施 未実施 20. 8 表 28— 2
EPDM— PS (樹脂 0002) St— g— EPDM (ゴム状重合体 0003) リサイクル助剤 (ゴム状重合体 バージン
1ターン 2ターン 3ターン 0002)添加量(wt%) 材
添加無し 6. 5 6. 3 6. 1 5. 8
1 wt% 6. 9 6. 2 6. 3
3wt% 7. 3 7. 2 7. 1
5wt% 7. 7 7. 5 7. 7
7wt% 8. 2 未実施 7. 9
9wt% 8. 9 未実施 8. 7 表 28— 3
EPDM— PS— PPE (樹脂 0004) St— g— EPDM (ゴム状重合体 0003) リサイクル助剤 (ゴム状重合体 バ一ジン
1ターン 2ターン 3ターン 0002)添加量(wt%) 材
添加無し 13. 3 12. フ 12. 0 11. 9
1 wt% 12. 9 12. 5 12. 2
3wt% 14. 5 1 . 3 12. 4
5wt% 16. 8 15. 7 14. 2
7wt% 17. 6 18. 0 16. 5
9wt% 20. 1 19. 7 17. 7 表 28— 4
EPDM— PS— PPE (樹脂 0004)ノ St— g—PBD (ゴム状重合体 0006) リサイクル助剤 (ゴム状重合体
1ターン 2ターン 3ターン 0006)添加量 (wt%) 材
添加無し 13. 3 12. フ 12. 0 11. 9
1 wt% 15. 7 未実施 1 . 2
3wt% 24. フ 23. 9 19. 9
5wt% 未実施 未実施 26. 7
7wt% 未実施 未実施 31. 4
9wt% 未実施 未実施 31. 3
表 29
項目 ハ―ンノ不ォ ノフノク Sen I 酉己 5 酉己 6
EPDM— AS I υυ , uU , UU 1 UU 1 OU I 00 100 配合割合(wt%) 臭素化エポキシ樹脂 0 U 2o o 30 o 3b
三酸化アンチモン u u O "7
Ό / Q Q Q 臭素含有量(wt%) 0 0 8. 4 10. 0 10. 9 11. 4 12. 3 13. 0
1回目残炎時間(秒) 30 58 18-33 3-30 3~18 ぐ 1 ≤1
2回目残炎時間(秒) 0 10 0 13 1 9 " 3 ≤1 1 3 残炎時間合計 (秒) 223 140 117 73 ≤5 10 燃焼時間
(1/16") 残じん時間(秒) 7~20 14〜フフ 22 49 0 41 0 12 0~17 滴下率 5/5 0/5 0/5 0/5 0/5 0/5 綿の発火率 5/5 0/5 0/5 0/5 0/5 0/5 総合評価 可燃 可燃 HB HB(=V-1) V-1 V-1 v-o v-o
1回目残炎時間(秒) 18-46 >1~55 1 26 1 9 ≤1 ≤1
2回目残炎時間(秒) >0 53 2~23 2 19 1 2 1 2 残炎時間合計 (秒) >248 >187 124 64 10 11 燃焼時間
残じん時間(秒) t>18~2£ 3 34 14-25 7 29 6 29 7~30 (1/32")
滴下率 5/5 3/5 2/5 0/5 0/5 0/5 綿の発火率 5/5 2/5 1/5 0/5 0Z5 0/5 総合評価 可燃 可燃 HB HB V-2 V-1 V-0 v-o
Izod衝撃強度(単位; kg— cm/cm) 18. 8 18. 8 16. 7 18: 3 17. 2 17. 8 17. 8 17. 8
表 30—1
記 )クロスカット試験の 価 準; 5 =異 無し 4 =わ かに剥 , 3 = し , 2 =かなり剥離, 1 =全面剥離
表 32
IZOD衝撃強度の測 方法; ASTM— D256 表 33