JP2004223631A - スポンジゴムローラの加工方法 - Google Patents
スポンジゴムローラの加工方法 Download PDFInfo
- Publication number
- JP2004223631A JP2004223631A JP2003012171A JP2003012171A JP2004223631A JP 2004223631 A JP2004223631 A JP 2004223631A JP 2003012171 A JP2003012171 A JP 2003012171A JP 2003012171 A JP2003012171 A JP 2003012171A JP 2004223631 A JP2004223631 A JP 2004223631A
- Authority
- JP
- Japan
- Prior art keywords
- block
- sponge rubber
- roll material
- rubber roller
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920001971 elastomer Polymers 0.000 title claims abstract description 25
- 238000003672 processing method Methods 0.000 title 1
- 239000000463 material Substances 0.000 claims abstract description 26
- 238000005520 cutting process Methods 0.000 claims abstract description 18
- 238000000034 method Methods 0.000 claims abstract description 14
- 230000003746 surface roughness Effects 0.000 abstract description 5
- 238000003825 pressing Methods 0.000 abstract description 3
- 238000003754 machining Methods 0.000 abstract 1
- 239000011162 core material Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000005498 polishing Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 210000002421 cell wall Anatomy 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 229910001120 nichrome Inorganic materials 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images





Landscapes
- Turning (AREA)
- Rolls And Other Rotary Bodies (AREA)
Abstract
【課題】ピーリング加工において、ケバの発生の殆どない加工条件によりスポンジゴムローラを加工することにより、ローラの仕上げ面の表面粗度を良好にする方法を提供する。
【解決手段】スポンジゴムから成るロール材10のブロックを、ピーリング装置1を用いて円筒状に加工する際に、薄い帯状の切削刃の両側部を連結して環状に形成したバンドナイフ3の刃面3aを上記ブロックに押し当てるときの速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの回転速度を1〜20rpmとして上記ロール材10のブロックを切削するようにした。
【選択図】 図1
【解決手段】スポンジゴムから成るロール材10のブロックを、ピーリング装置1を用いて円筒状に加工する際に、薄い帯状の切削刃の両側部を連結して環状に形成したバンドナイフ3の刃面3aを上記ブロックに押し当てるときの速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの回転速度を1〜20rpmとして上記ロール材10のブロックを切削するようにした。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、例えば、角柱状のブロックをピーリング加工にて円柱状に切削して成形する方法に関するものである。
【0002】
【従来の技術】
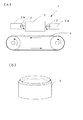
従来、トナー供給ローラや現像ローラ等の円筒状のローラを製造する際には、例えば、図4(a),(b)に示すように、中心部に円筒状の中空部が設けられたポリウレタン等の樹脂またはゴム等を含む角柱状ブロックのロール材10の上記中空部に、熱硬化性の接着剤11が表面にコーティングされた丸棒状の金属材料から成る芯材12を挿入したものを製造しておき、これをオーブン等の加熱装置で加熱することにより、上記接着剤11を溶融,固化させて上記芯材12とロール材10とを溶着させた後、図5(a),(b)に示すように、回転砥石50を用いて上記ロール材10の外周部10sを研磨して除去するプランジ研磨加工を施し、上記ロール材10のブロックを円筒状に形成していた。
【0003】
しかしながら、ワークがスポンジゴムの場合には、上記のような回転砥石50を用いた加工では、スポンジゴムの骨格部がケバとして残りやすく、ロール材10の仕上げ面の表面粗度が粗くなってしまうという欠点があった。また、研磨による加工では、研磨粉がスポンジ内部に入りやすく、エア等の吸引や吹付けでは上記研磨粉を十分に除去することが困難であった。
一方、ウレタン発泡体の外径加工方法として、図6(a)に示すように、ロール材10の芯材12の両端をピーリング装置1の回転チャック2a,2bに把持して上記ロール材10を回転させるとともに、図6(b)に示すような環状のバンドナイフ3を上記ロール材10の回転方向と直角な回転方向で回転させることにより、ロール材10の外周部に上記バンドナイフ3の刃面側を押し当てて、上記ブロックを円筒状に切削するピーリング加工が知られている。
【発明が解決しようとする課題】
【0004】
しかしながら、上記ピーリング加工では、ワークがスポンジゴムのように硬度が低く変形しやすい材質である場合には、ケバの発生を十分に防止する加工条件を設定することが困難であるため、加工後に、発熱したニクロム線によるケバ焼き処理を行う必要があった。
【0005】
本発明は、従来の問題点に鑑みてなされたもので、ピーリング加工において、ケバの発生の殆どない加工条件によりスポンジゴムローラを加工することにより、ローラの仕上げ面の表面粗度を良好にする方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明の請求項1に記載の発明は、スポンジゴムから成るロール材のブロックを円筒状に加工するスポンジゴムローラの加工方法であって、上記ブロックを回転させながら、該ブロックに切削刃の刃面側を押し当てて、上記ブロックを円筒状に切削するとともに、上記切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとしたことを特徴とするものである。
【0007】
【発明の実施の形態】
以下、本発明の実施の形態について、図面に基づき説明する。
図1は、本実施の形態に係るスポンジゴムローラの切削方法を示す図である。同図において、1はスポンジゴムローラを切削するためのピーリング装置であり、このピーリング装置1は、角柱状のロール材10の芯材12の両端をそれぞれ把持するチャック2a,2bと、上記チャックの一方のチャック2aを回転させて上記ロール材10を回転させるモータ2Mを備えた回転部2と、図2(a)に示すような、薄い帯状の切削刃の両側部を連結して環状に形成したバンドナイフ3がベルト掛けされるとともに、モータ5Mにより上記環状のバンドナイフ3を回転させるプーリー4a,4bを備えたカッター部5とから構成され、図2(b)に示すように、上記回転するロール材10のブロックの外周部に上記バンドナイフ3の刃面3aを押し当てて、上記ロール材10のブロックの外周部を円柱状に切削するものである。
【0008】
上記プーリー4a,4bにおいて、一方のプーリー4aには駆動用モータ5Mが連結され、上記プーリー4a,4bの外周側に環状のバンドナイフ3を装着し、上記モータ5Mによりプーリー4aを上記ロール材10の回転方向と直角な回転方向で回転させることにより、上記バンドナイフ3をロール材10のブロックの長手方向に移動させるとともに、図示しない押付手段により、上記バンドナイフ3の刃面3aをロール材10の芯材12方向に押し付けるように移動させる。
【0009】
次に、ロール材の切削方法について説明する。
まず、ピーリング装置1の回転部2のチャック2a,2bのそれぞれにスポンジゴムから成るロール材10の芯材12の両端を挿入し、上記ロール材10を上記回転部2に水平に把持した後、モータ2Mを駆動して上記ロール材10を回転させる。一方、ピーリング装置1のカッター部5に、環状のバンドナイフ3を装着するとともに、プーリー4a,4bにより、上記バンドナイフ3が上記ロール材10のブロックの長さ方向に移動するように、モータ5Mを駆動して上記環状のバンドナイフ3を回転させる。次に、上記バンドナイフ3を芯材12の方向に移動させ、上記回転するロール材10のブロックの外周部(切削面)に上記バンドナイフ3の刃面3aを当てがって、適度な圧力を加えつつ、上記外周部を切削する。本例では、上記切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとして、上記ロール材10を切削加工するようにしている。これにより、直方体ブロック状のロール材10の断面は、角が徐々に削り取られ円形となり、円筒状のプリンタ用スポンジゴムローラが完成する。
【0010】
図3(a)は、上記方法で切削したスポンジゴムローラの表面状態を示す顕微鏡写真(約200倍)で、薄いセル壁も奇麗に切断されて全体にケバのない平滑な表面状態となっていることが分かる。このスポンジゴムローラでは、円筒度も0.3mm以下であり、ケバの高さも100μm以下であった。
一方、従来のプランジ研磨加工を行ったスポンジゴムローラは、円筒度は本発明と同等であるが、ケバも多く、またその高さも約200μmと高かった。また、図3(b)に示すように、表面状態も全体的にボソボソとしていて悪く、引き千切られたような”めくれ”たセル壁が観察された。
このように、スポンジゴムから成るロール材10のブロックを、ピーリング装置1を用いて円筒状に加工する際に、バンドナイフ3の刃面3aを上記ブロックに押し当てるときの速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの回転速度を1〜20rpmとすることにより、ケバの発生を大幅に減少させることができるので、スポンジゴムローラの仕上げ面の表面粗度を良好にすることができる。
【0011】
【発明の効果】
以上説明したように、本発明によれば、スポンジゴムローラをピーリング加工する際に、切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとしたので、ケバの発生を大幅に減少させることができ、スポンジゴムローラの仕上げ面の表面粗度を良好にすることができる。
【図面の簡単な説明】
【図1】本実施の形態に係わるロール材の切削方法を示す図である。
【図2】切削刃と切削方法とを示す図である。
【図3】スポンジゴムローラの表面状態を示す図である。
【図4】従来のローラの製造方法を示す図である。
【図5】従来のローラの製造方法を示す図である。
【図6】ピーリング加工法を示す図である。
【符号の説明】
1 ピーリング装置、2 回転部、2a,2b チャック、2M モータ、
3 バンドナイフ、3a 刃面、4a,4b プーリー、5 カッター部、
5M モータ、10 ロール材、12 芯材。
【発明の属する技術分野】
本発明は、例えば、角柱状のブロックをピーリング加工にて円柱状に切削して成形する方法に関するものである。
【0002】
【従来の技術】
従来、トナー供給ローラや現像ローラ等の円筒状のローラを製造する際には、例えば、図4(a),(b)に示すように、中心部に円筒状の中空部が設けられたポリウレタン等の樹脂またはゴム等を含む角柱状ブロックのロール材10の上記中空部に、熱硬化性の接着剤11が表面にコーティングされた丸棒状の金属材料から成る芯材12を挿入したものを製造しておき、これをオーブン等の加熱装置で加熱することにより、上記接着剤11を溶融,固化させて上記芯材12とロール材10とを溶着させた後、図5(a),(b)に示すように、回転砥石50を用いて上記ロール材10の外周部10sを研磨して除去するプランジ研磨加工を施し、上記ロール材10のブロックを円筒状に形成していた。
【0003】
しかしながら、ワークがスポンジゴムの場合には、上記のような回転砥石50を用いた加工では、スポンジゴムの骨格部がケバとして残りやすく、ロール材10の仕上げ面の表面粗度が粗くなってしまうという欠点があった。また、研磨による加工では、研磨粉がスポンジ内部に入りやすく、エア等の吸引や吹付けでは上記研磨粉を十分に除去することが困難であった。
一方、ウレタン発泡体の外径加工方法として、図6(a)に示すように、ロール材10の芯材12の両端をピーリング装置1の回転チャック2a,2bに把持して上記ロール材10を回転させるとともに、図6(b)に示すような環状のバンドナイフ3を上記ロール材10の回転方向と直角な回転方向で回転させることにより、ロール材10の外周部に上記バンドナイフ3の刃面側を押し当てて、上記ブロックを円筒状に切削するピーリング加工が知られている。
【発明が解決しようとする課題】
【0004】
しかしながら、上記ピーリング加工では、ワークがスポンジゴムのように硬度が低く変形しやすい材質である場合には、ケバの発生を十分に防止する加工条件を設定することが困難であるため、加工後に、発熱したニクロム線によるケバ焼き処理を行う必要があった。
【0005】
本発明は、従来の問題点に鑑みてなされたもので、ピーリング加工において、ケバの発生の殆どない加工条件によりスポンジゴムローラを加工することにより、ローラの仕上げ面の表面粗度を良好にする方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明の請求項1に記載の発明は、スポンジゴムから成るロール材のブロックを円筒状に加工するスポンジゴムローラの加工方法であって、上記ブロックを回転させながら、該ブロックに切削刃の刃面側を押し当てて、上記ブロックを円筒状に切削するとともに、上記切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとしたことを特徴とするものである。
【0007】
【発明の実施の形態】
以下、本発明の実施の形態について、図面に基づき説明する。
図1は、本実施の形態に係るスポンジゴムローラの切削方法を示す図である。同図において、1はスポンジゴムローラを切削するためのピーリング装置であり、このピーリング装置1は、角柱状のロール材10の芯材12の両端をそれぞれ把持するチャック2a,2bと、上記チャックの一方のチャック2aを回転させて上記ロール材10を回転させるモータ2Mを備えた回転部2と、図2(a)に示すような、薄い帯状の切削刃の両側部を連結して環状に形成したバンドナイフ3がベルト掛けされるとともに、モータ5Mにより上記環状のバンドナイフ3を回転させるプーリー4a,4bを備えたカッター部5とから構成され、図2(b)に示すように、上記回転するロール材10のブロックの外周部に上記バンドナイフ3の刃面3aを押し当てて、上記ロール材10のブロックの外周部を円柱状に切削するものである。
【0008】
上記プーリー4a,4bにおいて、一方のプーリー4aには駆動用モータ5Mが連結され、上記プーリー4a,4bの外周側に環状のバンドナイフ3を装着し、上記モータ5Mによりプーリー4aを上記ロール材10の回転方向と直角な回転方向で回転させることにより、上記バンドナイフ3をロール材10のブロックの長手方向に移動させるとともに、図示しない押付手段により、上記バンドナイフ3の刃面3aをロール材10の芯材12方向に押し付けるように移動させる。
【0009】
次に、ロール材の切削方法について説明する。
まず、ピーリング装置1の回転部2のチャック2a,2bのそれぞれにスポンジゴムから成るロール材10の芯材12の両端を挿入し、上記ロール材10を上記回転部2に水平に把持した後、モータ2Mを駆動して上記ロール材10を回転させる。一方、ピーリング装置1のカッター部5に、環状のバンドナイフ3を装着するとともに、プーリー4a,4bにより、上記バンドナイフ3が上記ロール材10のブロックの長さ方向に移動するように、モータ5Mを駆動して上記環状のバンドナイフ3を回転させる。次に、上記バンドナイフ3を芯材12の方向に移動させ、上記回転するロール材10のブロックの外周部(切削面)に上記バンドナイフ3の刃面3aを当てがって、適度な圧力を加えつつ、上記外周部を切削する。本例では、上記切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとして、上記ロール材10を切削加工するようにしている。これにより、直方体ブロック状のロール材10の断面は、角が徐々に削り取られ円形となり、円筒状のプリンタ用スポンジゴムローラが完成する。
【0010】
図3(a)は、上記方法で切削したスポンジゴムローラの表面状態を示す顕微鏡写真(約200倍)で、薄いセル壁も奇麗に切断されて全体にケバのない平滑な表面状態となっていることが分かる。このスポンジゴムローラでは、円筒度も0.3mm以下であり、ケバの高さも100μm以下であった。
一方、従来のプランジ研磨加工を行ったスポンジゴムローラは、円筒度は本発明と同等であるが、ケバも多く、またその高さも約200μmと高かった。また、図3(b)に示すように、表面状態も全体的にボソボソとしていて悪く、引き千切られたような”めくれ”たセル壁が観察された。
このように、スポンジゴムから成るロール材10のブロックを、ピーリング装置1を用いて円筒状に加工する際に、バンドナイフ3の刃面3aを上記ブロックに押し当てるときの速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの回転速度を1〜20rpmとすることにより、ケバの発生を大幅に減少させることができるので、スポンジゴムローラの仕上げ面の表面粗度を良好にすることができる。
【0011】
【発明の効果】
以上説明したように、本発明によれば、スポンジゴムローラをピーリング加工する際に、切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとしたので、ケバの発生を大幅に減少させることができ、スポンジゴムローラの仕上げ面の表面粗度を良好にすることができる。
【図面の簡単な説明】
【図1】本実施の形態に係わるロール材の切削方法を示す図である。
【図2】切削刃と切削方法とを示す図である。
【図3】スポンジゴムローラの表面状態を示す図である。
【図4】従来のローラの製造方法を示す図である。
【図5】従来のローラの製造方法を示す図である。
【図6】ピーリング加工法を示す図である。
【符号の説明】
1 ピーリング装置、2 回転部、2a,2b チャック、2M モータ、
3 バンドナイフ、3a 刃面、4a,4b プーリー、5 カッター部、
5M モータ、10 ロール材、12 芯材。
Claims (1)
- スポンジゴムから成るロール材のブロックを円筒状に加工するスポンジゴムローラの加工方法において、上記ブロックを回転させながら、該ブロックに切削刃の刃面側を押し当てて、上記ブロックを円筒状に切削するとともに、上記切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとしたことを特徴とするスポンジゴムローラの加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003012171A JP2004223631A (ja) | 2003-01-21 | 2003-01-21 | スポンジゴムローラの加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003012171A JP2004223631A (ja) | 2003-01-21 | 2003-01-21 | スポンジゴムローラの加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004223631A true JP2004223631A (ja) | 2004-08-12 |
Family
ID=32900866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003012171A Pending JP2004223631A (ja) | 2003-01-21 | 2003-01-21 | スポンジゴムローラの加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004223631A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014230669A (ja) * | 2013-05-29 | 2014-12-11 | 花王株式会社 | 清掃具 |
| CN104690298A (zh) * | 2015-02-13 | 2015-06-10 | 中钢集团邢台机械轧辊有限公司 | 一种高速钢轧辊的车削方法 |
-
2003
- 2003-01-21 JP JP2003012171A patent/JP2004223631A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014230669A (ja) * | 2013-05-29 | 2014-12-11 | 花王株式会社 | 清掃具 |
| CN104690298A (zh) * | 2015-02-13 | 2015-06-10 | 中钢集团邢台机械轧辊有限公司 | 一种高速钢轧辊的车削方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101824455B1 (ko) | 산업용 부품 연마용 절결공이 형성된 샌드페이퍼의 제조방법 및 샌드페이퍼 | |
| JPH1190801A (ja) | ウェハの両面加工方法及び装置 | |
| JP2004223631A (ja) | スポンジゴムローラの加工方法 | |
| JP3875413B2 (ja) | 内面加工用工具の製作方法 | |
| KR101255052B1 (ko) | 지관척의 죠 표면 재코팅용 지그장치 | |
| JPS6288570A (ja) | 研削砥石 | |
| JP2004195606A (ja) | ゴムロールの製造方法 | |
| JPS591160A (ja) | 加工物の平面を磁気研摩する装置 | |
| JP2008126479A (ja) | 台タイヤのバフ粉除去方法 | |
| JP2001225201A (ja) | ロール材の切削方法及びその切削装置 | |
| JPH10128647A (ja) | バリ取り方法及び該バリ取り方法に使用する研削砥石のバリ取り構造 | |
| JP4129868B2 (ja) | 現像用ローラの外径研磨方法 | |
| CN102626971A (zh) | 一种制作拉矫机胶辊的方法 | |
| JPH0432213Y2 (ja) | ||
| JP2004195575A (ja) | 研削装置及び研削方法 | |
| JPH10271636A (ja) | Cvケーブル外部半導電層削り機および削り工法 | |
| JPH0624657A (ja) | 紙管端面の加工方法 | |
| JPH01199770A (ja) | 側面研削用成形ホイールの製造方法 | |
| JPH0353818Y2 (ja) | ||
| JP3670042B2 (ja) | 弾性ロールの成形方法 | |
| KR200459698Y1 (ko) | 고무 롤러의 버어 제거장치 | |
| JP3089028B2 (ja) | 薄膜体ロールの切断方法 | |
| JPH1199455A (ja) | 車両用ホイールリムの溶接部の仕上げ加工装置 | |
| JP3052640U (ja) | 丸型研磨具 | |
| JP4724270B2 (ja) | ステンレス鋼管の切断方法におけるバリ発生の防止方法 |