JP3676473B2 - 塗布装置及び塗布方法 - Google Patents
塗布装置及び塗布方法 Download PDFInfo
- Publication number
- JP3676473B2 JP3676473B2 JP01455396A JP1455396A JP3676473B2 JP 3676473 B2 JP3676473 B2 JP 3676473B2 JP 01455396 A JP01455396 A JP 01455396A JP 1455396 A JP1455396 A JP 1455396A JP 3676473 B2 JP3676473 B2 JP 3676473B2
- Authority
- JP
- Japan
- Prior art keywords
- application
- coating
- nozzle
- syringe
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
Description
【発明の属する技術分野】
本発明は、シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に塗布する塗布装置及び塗布方法に関する。
【0002】
【従来の技術】
この種塗布装置として、特開平6−169159号公報に記載されたものが知られている。この従来技術によれば、シリンジに貯溜されている塗布剤としての接着剤は圧縮空気が所定時間シリンジに加えられることによりプリント基板の所定の位置に塗布されるが、基板の位置によって塗布すべき塗布剤の量が異なるため、塗布量を制御している。その制御は圧縮空気の空気圧とその空気を加える時間である吐出時間を制御することにより行われている。
【0003】
この空気圧と吐出時間の塗布条件は塗布条件データとして記憶され、各塗布条件データは所定の塗布すべき目標量に対応している。この塗布条件データによってその設定された目標量の塗布量を各塗布動作毎に塗布しようとするのであるが、シリンジ内の接着剤の残量が変化すると、最初に設定した塗布条件データの通りに塗布しても塗布量が得られないために塗布条件データの吐出時間を補正する必要がある。そのため生産のための塗布動作とは別に所定の塗布条件で接着剤を塗布してその量をカメラで認識して検出し、目的量となるよう補正すべき吐出時間を算出している。
【0004】
この場合に、塗布条件毎に接着剤を塗布対象面である検出板(認識板)に塗布して認識して吐出時間の補正時間を算出することが考えられる。
また、この検出板に捨て打ち塗布即ち、長時間のノズルの使用がされていない場合などに次の塗布を安定させるための塗布を行う場合もある。
これらの塗布をする場合には、検出板上ではこれらの塗布を順次隣合わせて実行していくが、この塗布のピッチはノズルの最大のものに合わせて常に同じピッチで塗布されていた。
【0005】
【発明が解決しようとする課題】
しかし、前記従来技術では、これらの塗布をする場合、検出板上ではこれらの塗布を順次隣合わせて塗布させていくが、この塗布のピッチはノズルの最大のものに合わせて常に同じピッチで塗布されていたので、検出板がすぐに満杯になって塗布できなくなってしまう状態が頻繁に起こっていた。
【0006】
そこで本発明は、塗布対象面に捨て打ち用塗布あるいは塗布量認識用塗布等を行う場合にこの塗布対象面のスペースを有効に利用することを目的とする。
【0007】
【課題を解決するための手段】
このため本発明は、複数のシリンジに貯溜された塗布剤を該シリンジに連通する種々のノズルを介して吐出して塗布対象面に塗布する塗布装置において、前記ノズルによる塗布動作毎に前記塗布対象面に対して前記ノズルを塗布対象面に沿った方向に相対的に移動させる移動手段と、前記塗布動作毎に次のノズルの移動位置を次の塗布動作をするノズルの種類に合わせて決定する決定手段と、該決定手段の決定した移動位置に前記ノズルを移動させるよう制御する制御手段を設けたものであり、ノズルの種類に応じて塗布剤の塗布点間の距離を必要最小限の最適なものとして塗布ができる。
【0008】
また本発明は、シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に塗布する塗布装置において、前記ノズルによる塗布動作毎に前記塗布対象面に対して前記ノズルを塗布対象面に沿った方向に相対的に移動させる移動手段と、前記塗布動作毎に次のノズルの移動位置を次の塗布動作の塗布剤の塗布量に合わせて決定する決定手段と、該決定手段の決定した移動位置に前記ノズルを移動させるよう制御する制御手段を設けたものであり、塗布剤の塗布量に応じて塗布剤の塗布点間の距離を必要最小限の最適なものとすることができる。
【0009】
また本発明は、シリンジに貯溜された塗布剤を該シリンジに連通して直線上に複数本並ぶノズルを介して吐出して塗布対象面に、該面への塗布点の位置をノズルと該面を相対的に移動手段により同一進行方向に順次変えながら捨て打ち用または塗布量認識用に塗布する塗布装置において、前記捨て打ち用または塗布量認識用の塗布動作の際に前記ノズルの進行方向に対して前記複数本のノズルが並ぶ直線が直交するようシリンジを向けるようにしたものであり、ノズルが並ぶ直線を進行方向に向けた場合に比較して塗布点間のピッチを狭くすることができる。
【0010】
また本発明は、シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に、該面への塗布点の位置をノズルと該面を相対的に移動手段により所定の進行方向に順次変えながら塗布して、それ以上進行することができなくなった場合には該進行方向に平行にずらした方向に進行させて捨て打ち用または塗布量認識用に塗布する塗布装置において、前記塗布対象面を捨て打ち用塗布及び塗布量認識用塗布のための2つのエリアに分け、どちらかのエリアが満杯になった場合には、他のエリアに満杯となったエリアの次の塗布点の塗布を行うよう前記移動手段を制御する制御手段を設けたものであり、一方のエリアが満杯になって他のエリアのスペースが無駄になることがない。
【0011】
また本発明は、複数のシリンジに貯溜された塗布剤を該シリンジに連通する種々のノズルを介して吐出して塗布対象面に、該ノズルを塗布対象面に沿った方向に相対的に移動手段により移動させながら塗布する塗布方法において、前記塗布動作毎に次のノズルの移動位置を次の塗布動作をするノズルの種類に合わせて決定する決定工程と、該決定工程で決定した移動位置に前記ノズルを移動させる移動工程を設けたものであり、ノズルの種類に応じて塗布剤の塗布点間の距離を必要最小限の最適なものとして塗布ができる。
【0012】
また本発明は、シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に、該ノズルを塗布対象面に沿った方向に相対的に移動手段により移動させながら塗布する塗布方法において、前記塗布動作毎に次のノズルの移動位置を次の塗布動作の塗布剤の塗布量に合わせて決定する決定工程と、該決定工程で決定した移動位置に前記ノズルを移動させる移動工程を設けたものであり、塗布剤の塗布量に応じて塗布剤の塗布点間の距離を必要最小限の最適なものとすることができる。
【0013】
また本発明は、シリンジに貯溜された塗布剤を該シリンジに連通して直線上に複数本並ぶノズルを介して吐出して塗布対象面に、該面への塗布点の位置をノズルと該面を相対的に移動手段により同一進行方向に順次変えながら捨て打ちまたは塗布量認識用に塗布する塗布方法において、前記捨て打ち用または塗布量認識用の際に前記複数本のノズルが並ぶ直線に対して直交する方向に進行して塗布剤を塗布するようにしたものであり、ノズルが並ぶ直線を進行方向に向けた場合に比較して塗布点間のピッチを狭くすることができる。
【0014】
また本発明は、シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に、該面への塗布点の位置をノズルと該面を相対的に移動手段により所定の進行方向に順次変えながら塗布して、それ以上進行することができなくなった場合には該進行方向に平行にずらした方向に進行させて捨て打ちまたは塗布量認識用に塗布する塗布方法において、前記塗布対象面を捨て打ち用塗布及び塗布量認識用塗布のための2つのエリアに分け、どちらかのエリアが満杯になった場合には、他のエリアに満杯となったエリアの次の塗布点の塗布を行うようにしたので、一方のエリアが満杯になって他のエリアのスペースが無駄になることがない。
【0016】
【発明の実施の形態】
以下本発明の一実施形態を図に基づき詳述する。
図2において、1はプリント基板であり、X軸モータ2及びY軸モータ3の駆動によりXY方向に移動する相対移動手段としてのXYテ−ブル4上に載置される。5は塗布ユニットであり、シリンジ7内に貯蔵された塗布剤としての接着剤を前記基板1上に該シリンジ7に取り付けられた塗布ノズル6を介して塗布する。該塗布ユニット5はノズル6が取り付けられたシリンジ7を4本備え、該ノズル6のうち使用されるべきノズル6が選択され、図示しないノズル上下機構により昇降し、基板1上にノズル6の先端に吐出された接着剤が塗布される。
【0017】
塗布ノズル6はシリンジ7内部に連通して装着されたノズル保持体9に図6に示すように2本形成されており、ノズル6を結ぶ直線と直交する直線上にストッパピン10が立設されている。ストッパピン10はノズル6よりも若干量長く形成されており、シリンジ7が下降したときに、基板1上に当接してノズル6が直接基板1に当接せず、ノズル下端と基板1との間に所定の空間が形成されるようにしている。
【0018】
シリンジ7の上端からは後述するエア通路30が圧縮空気源に連通され、その途中には夫々のシリンジ7に加えられるべき空気の圧力を設定するため夫々のシリンジ7毎に設けられた後述するレギュレータ26及びシリンジ7へ圧縮空気を加えるか大気に開放するかを切り替える後述する吐出バルブ27が設けられている。前記プリント基板1は供給コンベア11によりXYテ−ブル4上に送り込まれ、XYテ−ブル4上の基板1は排出コンベア12により下流の装置に排出搬送される。XYテ−ブル4上には図3に示すように供給コンベア11より基板1を受け渡される固定シュート13及び可動シュート14が設けられ、該シュート13、14上で基板1は位置決め固定されて接着剤の塗布がなされる。可動シュート14には認識板16が取り付けられており、接着剤の捨て打ち用の塗布及び塗布量認識用の塗布がなされる。捨て打ち用の塗布とは、長時間使用しなかったノズル6を用いて基板1上に接着剤の塗布を行おうとする前等に、該認識板16上に接着剤の塗布を行うもので、接着剤がノズル6から垂れた状態のまま、基板1への塗布動作を行うと接着剤の塗布量が変わってしまうため、これを防ぐために行われる。また、塗布量認識用の塗布が認識板16に行われると、塗布ユニット5に設けられた認識カメラ8がこの塗布された接着剤を認識し、その塗布径が認識される。接着剤は略円形に塗布されるため、その塗布径を認識することにより接着剤の塗布量を認識することになる。認識板16の塗布面が塗布対象面となる。
【0019】
各シリンジ7に装着された塗布ノズル6はその吐出口の径が異なるなど異なる種類のものが装着されており、吐出量の違いなどにより基板1への塗布時に使い分けられる。
前記固定シュート13は固定されているが、前記可動シュート14は固定シュート14に対して接離可能に移動し、基板1の搬送方向に直交する幅方向が基板種により変更したときに対応できるようになされ、認識板16は可動シュート14に取りつけられているため、可動シュート14の移動に伴い認識板16も移動する。尚、本実施形態では、認識板16を基板1とは別に設けて、捨て打ち用塗布及び塗布量認識用の塗布を行うようにするが、基板1内に基板1の生産のための塗布以外の場所に接着剤の塗布を行うようにしてもよい。
【0020】
次に、図4に基づいて、塗布装置の制御ブロック図について説明する。
20は決定手段及び制御手段としてのCPUであり、RAM21に記憶された各種データに基づき、ROM22に記憶された制御用のプログラムに従って塗布装置の塗布作業に係わる各種動作を統括制御する。CPU20が接続されたバスライン23にはインターフェース24を介してX軸モータ2、Y軸モータ3、認識カメラ8、レギュレータ26及び吐出バルブ27に接続されている。また、インターフェース24には種々の画面を表示するCRT28も接続されている。また、圧縮空気の通路であるエア通路30がレギュレータ26及び吐出バルブ27からシリンジ内に連通している。尚、図4ではレギュレータ26及び吐出バルブ27は1個ずつ記載してあるが、シリンジ7毎に設けられているものであり、シリンジ7の数だけ設けてある。
【0021】
NCデータは基板種毎に作成され図5のものは基板種「AAA」に対応するものである。NCデータは基板サイズ(XY方向のサイズ及び厚さサイズ)等のデータからなるオペレーションデータ、塗布ステップデータ及び塗布条件データとより構成されている。塗布装置は該塗布ステップデータのステップ毎に該ステップに支持されるデータに従って塗布すべき位置に塗布すべき量の接着剤を塗布するものであるが、該ステップに示す塗布データ名は塗布条件データの塗布条件毎に付された番号てあり、該塗布データ名より塗布条件データの対応する塗布条件を示す各データが選択される。該塗布条件にはノズル6のノズルID(4個のノズル6のうちのいずれかの位置のノズル6かを示し、図示しない他のデータにより吐出孔の数、ストッパと吐出孔との高さのギャップ等ノズル種がわかるようになされている。)、吐出時間(空気圧をシリンジ7に加える時間)、シリンジ7に加えるべき空気圧を示す吐出圧力、塗布すべき目標の塗布量を示す塗布量のデータ及びゲージ(シリンジ7毎に設けられた前記レギュレータ26を示す番号である。)等のデータが格納されている。
【0022】
前記認識板16は図7に示されるようにエリア1及びエリア2に分けられており、エリア1には前記捨て打ち用の塗布が行われ、エリア2には前記塗布量認識用の塗布が行われる。RAM21には該各エリアの位置が記憶されている。この位置はROM22に記憶しておいてもよい。
また、シリンジ7に装着された塗布ノズル6毎にその塗布領域が設定され、RAM21またはROM22内に記憶されている。
【0023】
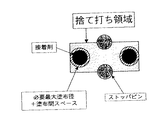
塗布領域はノズル6の種類毎に捨て打ち用塗布のもの及び塗布量認識用塗布のものについて設定されており、図8のものが捨て打ち用塗布に設定した例てあり、図9のものが塗布量認識用塗布に設定した例である。
この塗布領域は、捨て打ち用塗布では、そのノズル6より接着剤が塗布される考えられる最大の塗布径でもすでに塗布された接着剤にストッパピン10が当らず、しかも次に塗布する接着剤が重ならないようにすることを考え、このように設定した塗布領域が他の塗布点の塗布領域と重ならなければ前述のストッパピン10などの条件を満足するような範囲として設定している。
【0024】
また、塗布量認識用塗布では、上述の捨て打ち用塗布の条件に加えて塗布された塗布剤を認識する際に他の塗布点の塗布剤が認識処理の視野に入らないようにすることを条件とし、しかも接着剤の糸引きが発生することも考慮した条件であり、捨て打ち用塗布に比較して広い塗布領域となる。糸引きとはノズル6から吐出された接着剤が塗布対象面に付着してノズル6が上昇するときに、ノズル6から切り離されないで糸を引いて伸びた部分が最終的にノズル6から切れた時に倒れることにより円形に塗布された接着剤よりひげのように伸びて付着した部分のことをいい、この部分を想定すると、塗布径が大きい場合と同じように塗布領域を大きくしなければならないものである。また接着剤の種類によっても塗布領域は変わってくる。
【0025】
本実施形態では、ノズル6の並ぶ直線に平行な方向及び直角な方向に辺を有する長方形の形状にこの領域は設定されている。即ち図7に示すX方向及びY方向の2つの値が設定される。ノズル6の基準位置はこの塗布領域の中心位置となっている。
この塗布領域は一律に決まってしまうものではなく、余裕をどの程度見るかにより設定する人により変わってくるものであるが、なるべく最小限の領域に収めるように設定することで、認識板16を密に効率よく使用することができる。また、ノズル6毎にその塗布量の最大のものに合わせて塗布領域の設定も変わることから、最大のノズルに合わせて一律に決めた場合に比較して小さな吐出径のノズルのものほど小さな塗布領域に設定することとなる。
【0026】
また、この領域は本実施形態ではノズル6の種類毎に1つずつ決めているが、塗布量毎に設定して記憶するようにしてもよい。塗布量毎に決める場合であれば、塗布条件データの目標である塗布量に基づいて決めるのがよい。
また、エリア1及び2毎に塗布剤を塗布した位置である塗布点即ち、ノズル6の基準位置がXYテ−ブル4の移動により認識板16内で位置決めされた位置がRAM21に記憶され、夫々のエリアで最後の塗布点の位置がわかるようになされている。ノズル6の基準位置は本実施形態ではノズル保持体9に形成された2つのノズル6間の中点の位置である。
【0027】
また、各エリアの最初の塗布すべき塗布点の位置である第1開始点の位置及び他のエリアが満杯になったときに回り込んできた時の最初の塗布点である第2開始点がRAM21もしくはROM22に記憶されている。
ROM22にはまた、図1に示すようなフローチャートの動作を制御するためのプログラムが格納されている。
【0028】
次に、塗布装置の生産運転動作について説明する。
CPU20はNCデータの塗布ステップデータの塗布ステップを読み出し、該ステップの塗布データ名より塗布条件データの該当する各塗布条件のデータを読み出す。
次に、指定の位置データの示す位置にXYテ−ブル4を移動させ、指定のノズルIDのノズル6を下降させ、レギュレータ26をデータで示す値とし、吐出バルブ27をデータの時間開放して、指定の吐出時間接着剤を吐出させる。このようにして基板1上の指定の位置に接着剤が塗布される。即ち、ステップM001ならば、ノズルID「1110」のノズル6について圧力P1で吐出時間5msecの間バルブ27を所定のタイミングで圧縮空気側に切替え圧縮空気をシリンジ7内に加える。
【0029】
このようにして塗布ステップデータのステップ毎に接着剤の塗布が行われる。
このようにして、基板1が1枚完成すると、基板枚数のカウントがなされ、該基板1は排出コンベア12により排出搬送される。
排出された基板1の接着剤が塗布された位置には次の電子部品自動装着装置でチップ状電子部品の装着がなされ、該部品は接着剤により基板1に仮固定される。
【0030】
このようにして、例えば基板枚数が塗布量認識の動作条件に達すると、塗布量確認動作条件になったことがCPU20に判断され、塗布量確認動作がこのノズル6について行われる。
このときに、塗布量認識に先だって捨て打ち塗布を行うことが設定されていると、CPU20は捨て打ち塗布をする動作条件を判断し、図1に示すように認識板16のエリア1に捨て打ち用の塗布を行うことを制御する。
【0031】
即ち、エリア1の最終の塗布点の位置をRAM21から読み出す。未だに塗布されていない場合には、塗布点がないことが記憶されており、決定手段としてのCPU20は第1開始点の位置に塗布することを決定し、さらにCPU20は制御手段として相対的な移動手段としてのXYテ−ブル4を制御してノズル6の基準位置が該第1開始点に一致するように移動させ、捨て打ち用の塗布のための接着剤の塗布を行う。
【0032】
この場合には、進行方向である図7のY方向にノズル6が並ぶ方向に図示しないノズル6及びシリンジ7を回動させる機構により回動させ回転方向の位置決めを行いノズル6を下降させて接着剤を塗布する。
捨て打ち用の塗布が2回の設定であれば、もう1回捨て打ち用の塗布を行うが、2回目は第1開始点の塗布を行った当該ノズル6のX方向の塗布領域の値の1/2に今回のノズル6のX方向の塗布領域の値の1/2の値を加えた値を移動ピッチとして決定して(即ち、この場合は両者のノズル6の種類が同じであり、塗布領域は同じである。)、ノズル6をX方向にこの決定した塗布領域分だけ移動させ、ノズル6を下降させて捨て打ち塗布を行う。このようにしてノズル6に設定された最小限の距離を移動させて塗布させ、認識板16の面積のロスを押さえることができる。
【0033】
次に、捨て打ち用塗布が終了したので、塗布量認識用の塗布の条件になったことをCPU20は判断し、塗布量認識用の塗布を行うよう制御する。
即ち、捨て打ち用の塗布と同様にしてRAM21に記憶された最終の認識用の塗布点の位置を読み出し、このときのノズル6の種類に対応する塗布領域のデータを読み出し前回のX方向の塗布領域の値の1/2に今回のX方向の塗布領域の値の1/2を加算して移動すべきピッチとし、この値分ノズル6の基準位置を前回の塗布点の位置からX方向に移動させ、Y方向は移動させないようにXYテ−ブル4を移動させる。
【0034】
次に、この動作条件となったノズル6についての塗布条件をCPU20は塗布条件データより読み出し、それらの条件に基づきレギュレータ26を制御して接着剤を吐出させ、吐出バルブ27を開放してそれに見合った量だけ接着剤が吐出されノズル6の下降により認識板16のエリア2の次に塗布すべき位置に付着して塗布される。
【0035】
このようにして同一のノズル6について各塗布条件毎に認識用の塗布がなされると、各塗布点は順次カメラ8の視野範囲に入るようにXYテ−ブル4の移動により移動される。
このようにして、各塗布点の塗布量が認識されていく。これらの認識結果は、RAM21の所定領域にいずれの塗布データ名のものであるかが分かるように格納されこれらのデータに基づき塗布条件データの補正がなされる。
【0036】
補正がなされた塗布条件で正確な塗布量が得られるかを確認するために再度塗布量認識用の塗布が行われる場合もあり、この場合であれは、前述と同様にしてふ認識板16のエリア2に前の塗布点の次に塗布すべき位置に塗布されていく。
捨て打ち塗布の場合でも塗布量認識用の塗布の場合でもX方向を進行方向として塗布されていくが、次の塗布点を決定する場合に前述と同様にして算出した塗布点に塗布しようとした場合にその塗布領域がエリア1またはエリア2の領域を外れる場合には(RAM21などに記憶されているエリアの範囲から計算が可能である。)、この塗布点には塗布できないことを判断し、改列することを判断する。
【0037】
即ち、今までの進行方向の列から平行にずらした位置に新しい列を設定にこの列の方向を進行方向として塗布点を並べていくもので、Y方向にどのくらいずらして列を設定するかを先ず算出する。
このY方向へのずらし量は、いままでの列の先頭の位置の塗布点のY方向の塗布領域の1/2に次に塗布すべきノズル6のY方向の塗布領域の1/2を加算した値であり、この分だけY方向にずらした位置のX方向の先頭の位置を次に塗布すべき塗布点の位置として決定する。
【0038】
この位置のX方向位置は前回の塗布点の位置と同じ位置として設定するのがよく、このようにすると図10に示すように連続して塗布する場合にXYテ−ブル4の移動量が少なくて済む。または、常にX方向位置は第1開始点の位置と同じとしてジグザグに進むようにすることもできる。
また、同じ列ではY方向の位置は変更しないため、列の一番最初の塗布点の塗布領域よりY方向が大きな塗布領域を有するノズル6で塗布することとなった場合には、すでに塗布した隣りの塗布点の接着剤と重なる恐れがあるため、X方向にはまだ何点が塗布できるスペースがあっても改列を行うようにする。このときには次の列のX方向の位置は第1開始点の位置としてもよいは、それとは反対側の端部の位置と第1開始点のX方向位置の近いほうの位置を選択するようにしてもよい。
【0039】
また、途中でY方向が大きな塗布領域のものが発生した場合に、その塗布点からY方向の位置をすでに塗布した塗布点の列のものと重ならないようにずらして以降の塗布点の位置を決定していき、次の改列のときには、最終的な塗布点のY方向位置を基にして次の列のY方向位置を算出して決定してもよい。
また、エリア1及びエリア2の夫々で接着剤の塗布が行われていくと、いずれかのエリアが先に満杯となり、それ以上塗布する場所がなくなるが、この場合には、まだ満杯となっていないエリアの第2開始点の位置を次の塗布点とすればよく。その後のY方向のずれる方向すなわち改列の方向は反対方向に向かうこととなる。
【0040】
最終的に認識板16が全て満杯になった場合には、次に塗布する塗布点が発生したときに、それを塗布せず、満杯となったことを作業者に報知するようにすればよい。作業者は認識板16をその取付位置からはずし新しいものとするか、認識板16の塗布面を溶剤等を使用して吹き取ればよく、そのときには、塗布したし付点がなくなるので、RAM21の塗布した塗布点のデータをリセットするようにすればよい。
【0041】
尚、本実施形態ではエリアを2つに分け、作業者が見て塗布された塗布点が捨て打ちのものか塗布量認識のものかを区別でき種々の判断ができるようにしたが、エリアを分けないで捨て打ち用と塗布量認識用の塗布を混在して順次塗布することも考えられ、その場合に前後の塗布点が捨て打ち用と塗布量認識用であっても各塗布点の塗布領域の値を前述と同様に処理して次の塗布点の位置を決定することができる。
【0042】
また、本実施形態は塗布対象面として、認識板16を用いたが、基板1のNCデータによって接着剤が塗布される位置以外の空きスペースを塗布対象面として用いる場合でも、その空きスペースを記憶しておき、本実施形態のような制御をすることでそのスペースを無駄なく利用することが可能である。
また、本実施形態では、塗布対象面はXY方向に広がりを持つもので進行方向を変える改列を行って塗布したが、テープ等の直線状のものに塗布していき、1方向にしか進行していかないような場合(このテープは巻き取られていくことになる。)でも、塗布領域をその進行方向でのみ設定して同様に次の塗布点までの距離を制御することでそのテープ等のスペースを無駄なく利用することができ、またこの場合にもシリンジにノズルが直線上に複数本装着されている場合であれば、その直線の方向は進行方向に直交させるようにノズルの向きを回転位置決めして塗布していくことで、塗布領域が小さく設定でき、スペースの有効利用が可能となる。
【0043】
【発明の効果】
以上のように本発明は、ノズルの種類に応じて塗布剤の塗布点間の距離を最適なものとすることができるので、塗布対象面の面積を無駄にすることなく有効に利用して塗布させることができる。
また、塗布剤の塗布量に応じて塗布剤の塗布点間の距離を最適なものとすることができるので、塗布対象面の面積を無駄にすることなく塗布させることができる。
【0044】
また、捨て打ち用または塗布量認識用の際に塗布動作毎に塗布された塗布点のピッチを狭くすることができ、塗布対象面の面積を無駄にすることがないようにできる。
また、前記塗布対象面を捨て打ち用塗布及び塗布量認識用塗布のための2つのエリアに分け、どちらかのエリアが満杯になった場合には、他のエリアに満杯となったエリアの次の塗布点の塗布を行うようにしたので、一方のエリアが満杯になって他のエリアのスペースが無駄になることがなく、全体として塗布対象面のスペースを有効に利用できる。
【図面の簡単な説明】
【図1】塗布量認識用塗布及び捨て打ち用塗布の動作のフローチャートを示す図である。
【図2】塗布装置の正面図である。
【図3】XYテ−ブルを示す平面図である。
【図4】塗布装置の制御ブロック図である。
【図5】NCデータを示す図である。
【図6】ノズル保持体に対するノズル及びストッパピンの位置関係を示す図である。
【図7】認識板を示す平面図である。
【図8】捨て打ち用塗布領域を示す図である。
【図9】塗布量認識用塗布領域を示す図である。
【図10】認識板に塗布される塗布点の軌跡を示す図である。
【符号の説明】
1 プリント基板
4 XYテ−ブル(移動手段)
6 塗布ノズル
7 シリンジ
8 認識カメラ
16 認識板(塗布対象面)
20 CPU(決定手段)(制御手段)
Claims (8)
- 複数のシリンジに貯溜された塗布剤を該シリンジに連通する種々のノズルを介して吐出して塗布対象面に塗布する塗布装置において、
前記ノズルによる塗布動作毎に前記塗布対象面に対して前記ノズルを塗布対象面に沿った方向に相対的に移動させる移動手段と、前記塗布動作毎に次のノズルの移動位置を次の塗布動作をするノズルの種類に合わせて決定する決定手段と、該決定手段の決定した移動位置に前記ノズルを移動させるよう制御する制御手段を設けたことを特徴とする塗布装置。 - シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に塗布する塗布装置において、
前記ノズルによる塗布動作毎に前記塗布対象面に対して前記ノズルを塗布対象面に沿った方向に相対的に移動させる移動手段と、前記塗布動作毎に次のノズルの移動位置を次の塗布動作の塗布剤の塗布量に合わせて決定する決定手段と、該決定手段の決定した移動位置に前記ノズルを移動させるよう制御する制御手段を設けたことを特徴とする塗布装置。 - シリンジに貯溜された塗布剤を該シリンジに連通して直線上に複数本並ぶノズルを介して吐出して塗布対象面に、該面への塗布点の位置をノズルと該面を相対的に移動手段により同一進行方向に順次変えながら捨て打ち用または塗布量認識用に塗布する塗布装置において、
前記捨て打ち用または塗布量認識用の塗布動作の際に前記ノズルの進行方向に対して前記複数本のノズルが並ぶ直線が直交するようシリンジを向けるようにしたことを特徴とする塗布装置。 - シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に、該面への塗布点の位置をノズルと該面を相対的に移動手段により所定の進行方向に順次変えながら塗布して、それ以上進行することができなくなった場合には該進行方向に平行にずらした方向に進行させて捨て打ち用または塗布量認識用に塗布する塗布装置において、
前記塗布対象面を捨て打ち用塗布及び塗布量認識用塗布のための2つのエリアに分け、どちらかのエリアが満杯になった場合には、他のエリアに満杯となったエリアの次の塗布点の塗布を行うよう前記移動手段を制御する制御手段を設けたことを特徴とする塗布装置。 - 複数のシリンジに貯溜された塗布剤を該シリンジに連通する種々のノズルを介して吐出して塗布対象面に、該ノズルを塗布対象面に沿った方向に相対的に移動手段により移動させながら塗布する塗布方法において、
前記塗布動作毎に次のノズルの移動位置を次の塗布動作をするノズルの種類に合わせて決定する決定工程と、該決定工程で決定した移動位置に前記ノズルを移動させる移動工程を設けたことを特徴とする塗布方法。 - シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に、該ノズルを塗布対象面に沿った方向に相対的に移動手段により移動させながら塗布する塗布方法において、
前記塗布動作毎に次のノズルの移動位置を次の塗布動作の塗布剤の塗布量に合わせて決定する決定工程と、該決定工程で決定した移動位置に前記ノズルを移動させる移動工程を設けたことを特徴とする塗布方法。 - シリンジに貯溜された塗布剤を該シリンジに連通して直線上に複数本並ぶノズルを介して吐出して塗布対象面に、該面への塗布点の位置をノズルと該面を相対的に移動手段により同一進行方向に順次変えながら捨て打ちまたは塗布量認識用に塗布する塗布方法において、
前記捨て打ち用または塗布量認識用の際に前記複数本のノズルが並ぶ直線に対して直交する方向に進行して塗布剤を塗布するようにしたことを特徴とする塗布方法。 - シリンジに貯溜された塗布剤を該シリンジに連通するノズルを介して吐出して塗布対象面に、該面への塗布点の位置をノズルと該面を相対的に移動手段により所定の進行方向に順次変えながら塗布して、それ以上進行することができなくなった場合には該進行方向に平行にずらした方向に進行させて捨て打ちまたは塗布量認識用に塗布する塗布方法において、
前記塗布対象面を捨て打ち用塗布及び塗布量認識用塗布のための2つのエリアに分け、どちらかのエリアが満杯になった場合には、他のエリアに満杯となったエリアの次の塗布点の塗布を行うようにしたことを特徴とする塗布方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP01455396A JP3676473B2 (ja) | 1996-01-30 | 1996-01-30 | 塗布装置及び塗布方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP01455396A JP3676473B2 (ja) | 1996-01-30 | 1996-01-30 | 塗布装置及び塗布方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09206648A JPH09206648A (ja) | 1997-08-12 |
| JP3676473B2 true JP3676473B2 (ja) | 2005-07-27 |
Family
ID=11864348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP01455396A Expired - Fee Related JP3676473B2 (ja) | 1996-01-30 | 1996-01-30 | 塗布装置及び塗布方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3676473B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5393116B2 (ja) * | 2008-11-26 | 2014-01-22 | 富士機械製造株式会社 | ディスペンサの制御装置及び制御方法 |
| JP5382005B2 (ja) * | 2011-01-06 | 2014-01-08 | パナソニック株式会社 | ペーストの塗布方法 |
-
1996
- 1996-01-30 JP JP01455396A patent/JP3676473B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09206648A (ja) | 1997-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5807606A (en) | Applying adhesive to substrates | |
| US4919074A (en) | Apparatus for mounting parts onto a printed substrate | |
| JP3676473B2 (ja) | 塗布装置及び塗布方法 | |
| JP2001259499A (ja) | 材料塗布装置 | |
| JP2002204058A (ja) | ペースト塗布方法及びペースト塗布機 | |
| JPH10224089A (ja) | 電子部品の吸着ノズル | |
| TW201731594A (zh) | 膜圖案描繪方法、塗布膜基材、及塗布裝置 | |
| JPH09206656A (ja) | 塗布装置及び塗布方法 | |
| KR102671305B1 (ko) | 기판 처리 장치 및 이를 이용한 기판 처리 방법 | |
| US11766860B2 (en) | Method of controlling inkjet printing process | |
| JPH02188990A (ja) | 液状フォトレジスト剤の塗布方法とその装置 | |
| US5867390A (en) | Adhesive applying method | |
| JPH08206561A (ja) | 接着剤塗布装置 | |
| JP3607369B2 (ja) | 塗布方法及び塗布装置 | |
| JPH0999268A (ja) | 液体塗布方法 | |
| JPH10107411A (ja) | 塗布装置 | |
| JP7090011B2 (ja) | 膜パターン形成方法 | |
| JP3518403B2 (ja) | ペースト塗布方法 | |
| JP4134888B2 (ja) | ペースト塗布装置およびペースト塗布方法 | |
| JPH10107412A (ja) | 塗布装置 | |
| JP2000286275A (ja) | ペースト塗布装置およびペースト塗布方法 | |
| JP3402693B2 (ja) | 塗布装置 | |
| JPH09214116A (ja) | 電子部品実装機の接着適正化装置、および電子部品接着用ディスペンサーの接着適正化装置 | |
| JPH07108205A (ja) | 接着剤塗布方法及びその装置 | |
| JPH06238866A (ja) | 印刷機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041228 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050228 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050428 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080513 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |