JP3909097B2 - リリースフィルムを用いる樹脂モールド装置の金型構造 - Google Patents
リリースフィルムを用いる樹脂モールド装置の金型構造 Download PDFInfo
- Publication number
- JP3909097B2 JP3909097B2 JP20828096A JP20828096A JP3909097B2 JP 3909097 B2 JP3909097 B2 JP 3909097B2 JP 20828096 A JP20828096 A JP 20828096A JP 20828096 A JP20828096 A JP 20828096A JP 3909097 B2 JP3909097 B2 JP 3909097B2
- Authority
- JP
- Japan
- Prior art keywords
- cavity
- mold
- chase
- air
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/37—Mould cavity walls, i.e. the inner surface forming the mould cavity, e.g. linings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2673—Moulds with exchangeable mould parts, e.g. cassette moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
- B29C45/14655—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components connected to or mounted on a carrier, e.g. lead frame
- B29C2045/14663—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components connected to or mounted on a carrier, e.g. lead frame the mould cavity walls being lined with a film, e.g. release film
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明はリリースフィルムを用いる樹脂モールド装置における金型構造に関する。
【0002】
【従来の技術】
図11は従来のトランスファモールド装置の金型構造を示す断面図である。2aは上チェイス、2bは下チェイスで、各々キャビティ凹部を設けたキャビティチェイス3を支持している。4aはキャビティ部分に配設したエジェクタピンであり、4bはランナー部分に配設したエジェクタピンである。エジェクタピン4aは樹脂モールド後にキャビティ凹部から樹脂成形部を突き出して成形品を離型させるためのものであり、エジェクタピン4bはランナー部分で硬化した樹脂を突き出すためのものである。5はエジェクタピン4a、4bを突出入させるエジェクタピンプレートである。6は樹脂タブレットを供給するポット、7はプランジャである。
【0003】
この樹脂モールド装置での樹脂モールド操作は、キャビティチェイス3で被成形品をクランプした後、ポット6からプランジャ7により樹脂を押し出し、ランナーおよびゲートを経由してキャビティ内に樹脂を充填させることによる。樹脂を充填する際には、エジェクタピン4a、4bは端面の位置がキャビティ凹部の内底面あるいはランナーの底面に一致する引き込み位置にあり、樹脂充填が完了して樹脂が硬化した後、製品を離型させる際にキャビティ凹部の内底面、ランナーの底面から突き出されて製品を離型する。
【0004】
【発明が解決しようとする課題】
このように、従来の樹脂モールド装置では成形品を金型から離型させるエジェクタピンは必須の構成であり、樹脂充填後はかならずエジェクタピンによって成形品を離型させるようにしている。エジェクタピンはキャビティごと上チェイス2aと下チェイス2bにそれぞれ配設され、ランナー位置にも配設することから、一つの金型に相当数のエジェクタピンが用いられている。
品種交換する場合、キャビティの配置位置や寸法が異なることからキャビティチェイス3を交換することはもちろんであるが、エジェクタピンもキャビティの配置位置等に応じて配置されるから、従来は、品種交換の際にはエジェクタピンプレート5を含めて金型全体を交換している。
【0005】
このように品種交換の際にそのつど、金型全体を交換する作業は煩雑である。また、金型を交換して設置した場合でも、所定の成形温度まで金型の温度を上昇させ安定温度とするまでに長時間かかるという問題があり、あらかじめ金型を予備加熱しなければならないといった問題があった。
また、従来装置では、品種ごとにキャビティチェイスとエジェクタピン、エジェクタピンプレートを含めて1セットとして製作しなければならず、製作コストがかかるという問題点があった。
【0006】
本発明はこれらの従来の樹脂モールド装置における問題点を解消すべくなされたものであり、品種交換の際にキャビティチェイスのみを交換して樹脂モールドすることを可能とし、上チェイスあるいは下チェイス等の金型部分を汎用的に利用して、品種交換の交換作業を容易にし、かつ金型の製作コストを引き下げることを目的とするものである。
【0007】
【課題を解決するための手段】
本発明は上記目的を達成するため次の構成を備える。
すなわち、リリースフィルムをキャビティ凹部の内面にエア吸着するエア吸着孔と、リリースフィルムをクランプ面にエア吸着する吸着支持孔が設けられたキャビティチェイスと、該キャビティチェイスを支持するベース金型とを備え、金型の樹脂成形面を、リリースフィルムにより被覆して樹脂モールドするリリースフィルムを用いる樹脂モールド装置の金型構造であって、前記ベース金型には、前記キャビティチェイスを設置する設置面に前記キャビティチェイスを介して前記エア吸着孔に連通される溝と、前記吸着支持孔に連通される溝とを設けるとともに、各々の溝内で一端が開口し、他端側で金型外のエア機構に接続されるエア流路を設け、前記キャビティチェイスには、該キャビティチェイスに設けられたエア吸着孔をすべて連通する連絡溝と、前記吸着支持孔をすべて連通する連通溝とを設け、異種製品を樹脂成形するキャビティチェイスについて、前記ベース金型に当接する面に、前記連絡溝に接続して前記エア吸着孔に連通する溝と重複する配置に接続溝を設けるとともに、前記連通溝に接続して前記吸着支持孔に連通する溝と重複する配置に接続溝を設ける配置とすることにより、前記ベース金型を共通に使用して交換装着可能としたことを特徴とする。
また、下チェイスのベース金型に設けたポットに対向する上型のベース金型のカル部分に、上型のベース金型を厚さ方向に貫通するカル孔を設け、該カル孔内にカル駒を摺入したことを特徴とする。
【0008】
【発明の実施の形態】
以下、本発明の好適な実施形態について説明する。
本発明に係る金型構造は、品種交換の際にキャビティチェイスのみを交換し、キャビティチェイス以外の金型を共通に使用できるようにすることを特徴とする。そのため、本発明に係る樹脂モールド装置ではリリースフィルムを用いる樹脂モールド方法を採用する。リリースフィルムを用いる樹脂モールド方法とは、キャビティ凹部等の金型面を所定の耐熱性等を有するリリースフィルムによって被覆し、モールド樹脂がキャビティ凹部等の金型面に付着しないようにして樹脂モールドする方法である。
【0009】
図1はリリースフィルムを用いる樹脂モールド方法の実施形態を示す。図では上チェイス10aと下チェイス10bで被成形品12をクランプし、中心線の左半部にキャビティ14に樹脂を充填する前の状態、右半部にキャビティ14に樹脂16を充填した状態を示す。20a、20bは上型と下型の樹脂成形面を各々被覆するリリースフィルムである。
【0010】
樹脂モールドする際にリリースフィルム20a、20bでキャビティの内面を被覆するが、この被覆操作は、キャビティ凹部の内底面にエア吸着孔22を設け、エア吸着孔22からリースフィルム20a、20bをエア吸引することによって行う。なお、エア吸着孔22でエア吸引する際にリリースフィルム20a、20bが金型面上で位置ずれしないよう、上チェイス10aと下チェイス10bのクランプ面にリリースフィルム20a、20bを吸着支持する吸着支持孔24を設け、吸着支持孔24からエア吸引してクランプ面上でリリースフィルム20a、20bを支持した後、前記エア吸着孔22からエア吸引することによってキャビティ14の内面にリリースフィルム20a、20bを吸着支持する。
【0011】
リリースフィルム20a、20bはエア吸引によって簡単にキャビティ14の内面にならって吸着支持されるように所要の柔軟性、伸展性を有する材料によって形成する。クランプ面でリリースフィルム20a、20bを吸着支持した後、エア吸着孔22からエア吸引すると、リリースフィルム20a、20bでキャビティ凹部が閉止されるから真空吸引によってリリースフィルム20a、20bが容易にキャビティ14の内面に吸着される。図1の左半部はリリースフィルム20a、20bがキャビティ14の内面にエア吸着された状態である。
なお、金型の背面側にエア吸着孔22と吸着支持孔24に通じるエア流路を設け、このエア流路を金型外のエア機構に連絡している。
【0012】
キャビティ14の内面をリリースフィルム20a、20bで被覆した後、キャビティ14内に樹脂16を充填することにより、キャビティ14の内面に樹脂16を接触させずに樹脂モールドされる。
このように、リリースフィルム20a、20bでキャビティ14の内面を被覆して樹脂モールドする方法によれば、樹脂成形部がじかに金型に付着せずに樹脂成形されるから、金型との離型性の良いリリースフィルム20a、20bを使用することで、エジェクタピンを用いずに簡単に離型することができ、リリースフィルム20a、20bと成形品とも簡単に分離することができる。
【0013】
このように、リリースフィルムを用いる樹脂モールド方法によれば、金型にエジェクタピンを設ける必要がなくなり、これによって金型の構造をきわめて単純化することができる。また、エジェクタピンを設けないことからエジェクタピンの摺動孔内に樹脂がはいり込むおそれがなくなり、流動性の高いモールド樹脂を使用することが可能になる。流動性の高い樹脂は樹脂の充填が困難な薄型のパッケージの製造に好適であり、リリースフィルムを用いる樹脂モールド方法はこのような薄型のパッケージの製造にも有効である。
【0014】
なお、図1に示す樹脂モールド装置ではポット26に供給する樹脂として、スティック状に固めた樹脂をラッピングフィルム28で密封したラッピング樹脂30を使用している。これは、樹脂を密封するラッピングフィルム28をポット26からキャビティ14へ通じる樹脂路部分にまで延出させ、ランナーおよびゲート部分でも樹脂が金型面に付着しないようにして樹脂モールドできるようにするためである。
【0015】
図2はリリースフィルムを用いる樹脂モールド装置での下型の平面図を示す。実施形態の金型はキャビティ凹部を形成したキャビティチェイス40a、40bとポット26を形成したインサートブロック42をベース金型44に固定したものである。キャビティチェイス40a、40bにはリードフレーム等の被成形品をセットするためのセット凹部41が設けられる。
【0016】
実施形態のインサートブロック42は平面形状で細長い矩形状に開口するポット26を設けたものである。46はキャビティチェイス40a、40bの長手方向の端部を規制するエンドブロックである。エンドブロック46はキャビティチェイス40a、40bを長手方向に位置決めする。なお、エンドブロック46を金型の幅方向にも配置して、4方向から金型を位置決めすることもできる。
【0017】
キャビティチェイス40a、40bとインサートブロック42は品種交換の際に交換して使用するものであり、ベース金型44は品種交換の際に交換せずに共通に使用するものである。図3はキャビティチェイス40a、40bをベース金型44に装着した状態を長手方向に垂直な断面で見た状態、図4は幅方向に垂直な断面で見た状態である。キャビティチェイス40a、40bはベース金型44の上面に交換可能にセットされる。なお、図3で中心線の左半部にキャビティチェイスとインサートブロックが一体に形成され、キャビティチェイスの幅方向についてもエンドブロックで位置決めした例を示す。
【0018】
キャビティチェイス40a、40bをベース金型44へ固定するには、ベース金型44に締め付け部を設けておき、キャビティチェイス40a、40bとインサートブロック42を位置合わせして固定する。パーティング面側から締め付けるようにすれば、ベース金型44を取り外すことなく固定することができる。リリースフィルム20a、20bを用いて樹脂モールドするから、締め付け部に樹脂が侵入することはない。また、キャビティチェイス40a、40bにエンドブロック46(あるいはベース44)と凹凸係合する係合部40cを設けておけば、チェイスを引き出して交換することができ作業が容易になる。
【0019】
なお、金型の構造によってはキャビティチェイス40a、40bとインサートブロック42を図3の中心線から左半部に示すように一体構造とすることも可能である。
実施形態ではエンドブロック46は2方向を平坦面に形成したが、4方向を平坦面に形成するとチェイスが直方体状になり、加工しやすくなる。
ベース金型44を取り外す場合には、プランジャ26をベース金型44の下方に下げた状態で行う。
【0020】
キャビティチェイス40a、40bに形成するキャビティ凹部は図5、6に示すようにキャビティチェイスの本体40を貫通して設けた矩形孔48内に駒50を装着して形成される。図6に示すように駒50は底部の周縁に突縁50aを突設する一方、貫通孔48の下端には突縁50aの厚さと同寸法の段差48aを形成して、駒50を貫通孔48に抜け止めして装着する。
【0021】
駒50の厚さ寸法は、図6に示すように貫通孔48に駒50を装着した状態で、駒50の上端面がキャビティチェイスの本体40の上端面よりも若干低位になるようにする。貫通孔48の内側面と駒50の上端面によって形成される凹部が樹脂モールド用のキャビティ凹部52を構成する。
キャビティ凹部52の内底面にはリリースフィルムをキャビティ凹部52の内面にならってエア吸着するためのエア吸着孔22を開口させるが、本実施形態では駒50の側面に凹溝を形成し、駒50の端面でスリット状にエア吸着孔22が開口するようにした。
【0022】
キャビティ凹部52の周辺のクランプ面にはリリースフィルムをクランプ面にエア吸着するための吸着支持孔24を開口させる。実施形態では所定間隔で吸着支持孔24を設けた。
なお、これら吸着支持孔24の配置位置あるいは配置数、前記エア吸着孔22の配置数、開口部の形状等は適宜設定できるものであり、上記実施形態に限定されるものではない。すなわち、エア吸着孔22はキャビティ凹部52の内底面で開口するとともにベース金型44に当接する背面部でエア吸引機構に連絡して設ければよく、吸着支持孔24もクランプ面でのリリースフィルムのセット範囲で開口するとともにベース金型44に当接する背面部でエア吸引機構に連絡するように設ければよい。
【0023】
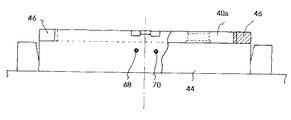
図7、8はキャビティチェイス40a、40bに設けたエア吸着孔22および吸着支持孔24とエア吸引機構とを連絡するためのベース金型44の構成とキャビティチェイス40a、40bの構成を示す。図7はキャビティチェイス40a、40bをセットするベース金型44の平面図を示す。60a、60bはキャビティ凹部52の内底面で開口するエア吸着孔22に連絡するエア流路、62a、62bはクランプ面で開口する吸着支持孔24に連絡するエア流路である。
【0024】
エア流路60a、60bおよびエア流路62a、62bはいずれもベース金型44の内部に設けるもので、ベース金型44上で一端が開口し、エア流路60a、62aは他端がベース金型44の手前側の側面で開口し、エア流路60b、62bは他端がベース金型44の奥側の側面で開口する。
64a、64bはエア流路60a、60bのベース金型44上での開口であり、66a、66bはエア流路62a、62bのベース金型44上での開口である。68はエア流路60a、60bのベース金型44の側面での開口部、70はエア流路62a、62bのベース金型44の側面での開口部である。
【0025】
開口部68、70にはベース金型44の外部に設置したエア吸引機構に連絡するエアチューブが接続され、これによってエア流路60a、60bおよびエア流路62a、62bがエアの吸引路となる。
ベース金型44の上面のキャビティチェイス40a、40bの設置面には前記開口64a、64bおよび開口66a、66bの各々に接続して溝72a、72bおよび溝74a、74bを形成する。これらの溝72a、72bおよび溝74a、74bはキャビティチェイス40a、40bをベース金型44にセットした際に、エア吸着孔22および吸着支持孔24と上記のエアの吸引路とを連通させるために設けるものである。
【0026】
図8はキャビティチェイス40bに設けたエア吸着孔22と吸着支持孔24をエアの吸引路に連通させるためのキャビティチェイスの金型構造を示す。図ではキャビティチェイス40bに設ける連通用のエア流路を図7での配置位置と同一配置で示す。80はキャビティ凹部52の内底面で開口するエア吸着孔22を相互に連通すべくキャビティチェイス40bの底面にほり込んで形成した連絡溝である。連絡溝80は隣接するキャビティ凹部52間を接続するように設け、これによって各々のキャビティ凹部52の内底面で開口するエア吸着孔22をすべて連通させている。
【0027】
一方、金型のクランプ面で開口する吸着支持孔24については個々の吸着支持孔24同士をすべて接続するように、各キャビティ凹部52の外側を一周する連通溝82を設けて連通させる。この連通溝82もキャビティチェイス40bの底面にほり込んで形成する。
このように連絡溝80、連通溝82を介してエア吸着孔22と吸着支持孔24をすべて連通したことにより、ベース金型44上に設けた溝72b、74bに連絡溝80と連通溝82を連絡してキャビティチェイス40bのエア吸着孔22と吸着支持孔24がすべてエア流路に連絡されることになる。
【0028】
図8で81は溝72bと接続するための接続溝、83は溝74bと接続するための接続溝である。接続溝81は連絡溝80に接続してベース金型44の溝72bと一致する位置に設け、接続溝83は連通溝82に接続してベース金型44の溝74bと一致する位置に設ける。
なお、接続溝81と溝72bとは完全に位置が一致する必要はなく、少なくとも部分的に重複するように設ければよい。接続溝83と溝74bについても同様である。
【0029】
このように連絡溝80、連通溝82によりすべてのエア吸着孔22と吸着支持孔24を連通し、接続溝81、83とベース金型44に設けた溝72b、74bとを位置合わせすることにより、キャビティチェイス40bをベース金型44にセットすることで、自動的にすべてのエア吸着孔22と吸着支持孔24が外部のエア吸引機構に連絡される。ベース金型44に設置するもう一方のキャビティブロク40aについてもまったく同様に構成してエア吸着孔22と吸着支持孔24をエア吸引機構に連絡することができる。
【0030】
以上のように、ベース金型44の上面に溝72a、72b、74a、74bを設ける一方、ベース金型44にセットするキャビティチェイス40a、40bについては溝72a、72bと接続溝81とを一致させ、溝74a、74bと接続溝83とを一致させるように設けることで、異種品種の金型について共通にベース金型44を使用して樹脂モールドすることが可能になる。
【0031】
キャビティチェイス40a、40bを製作する際にはエア吸着孔22を連通する連絡溝80と、吸着支持孔24を連通する連通溝82を設けるとともに、溝72a、72b、74a、74bと同一位置に接続溝81、83を形成するようにすればよい。こうして、ベース金型44を共通に使用し、品種交換に応じてキャビティチェイス40a、40bを交換してセットすることによりエア吸引機構に連通させたセッティングが可能になる。
【0032】
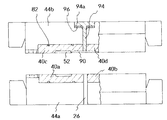
上記実施形態の金型構造はベース金型44を汎用的に使用し、製品に応じてキャビティチェイス40a、40bを交換してセットする構造に関するものである。図9、10に示す金型構造は下チェイスのベース金型44aと上型のベース金型44bを汎用的に使用するとともに、下チェイスにゲートを設けるいわゆる下ゲートと上型にゲートを設けるいわゆる上ゲートの両用とする金型構造の実施形態を示す。
【0033】
本実施形態においても、ベース金型44a、44bにキャビティチェイス40a、40b、40c、40dを交換してセットする構造は上記実施形態と同様で、吸着支持孔24を連通する連通溝82等を設ける。
図9はいわゆる下ゲートとした構成で、下チェイスのベース金型44aにランナー90を設けたキャビティチェイス40a、40bをセットした場合、図10はいわゆる上ゲートとした構成で上型のベース金型44bにランナー90を設けたキャビティチェイス40c、40dをセットした場合を示す。
【0034】
実施形態の金型構造でベース金型44a、44bの構成を変えずに下ゲートと上ゲートを切り換えることができるようにするため、下チェイスのベース金型44aに設けたポット26に対向する上型のベース金型44bのカル部分に、ベース金型44bを厚さ方向に貫通するカル孔92を設け、このカル孔92内にカル駒94を摺入する構成とした。
図9に示す下ゲートの場合は、カル孔92にカル駒94を装着した状態で、その端面位置が上型のキャビティチェイス40c、40dのクランプ面と同一面になるようカル孔92内でのカル駒94の長さ寸法を設定する。
【0035】
カル駒94はベース金型44のプラテンへの取り付け側の端部にフランジ部94aを設けて抜け止め形状である断面T字形に形成する。ベース金型44bの背面にはフランジ部94aが嵌合する凹部を設け、図9ではフランジ部94aの後部にスペーサ96を設けてカル駒94をベース金型44に装着している。スペーサ96はフランジ部94aの厚さと合わせて凹部と同厚に設けるものである。
【0036】
図10はベース金型44の凹部内でカル駒94のフランジ部94aの前側にスペーサ96を装着して組み付けた状態である。フランジ部94aの前側にスペーサ96を装着すると、カル孔92内でカル駒94の端面がスペーサ96の厚さ分だけ後退するから、この後退した空き部分がランナー90と連通しキャビティへ樹脂を充填することが可能になる。すなわち、スペーサ96の厚さをランナー90の深さ寸法と等しく設定しておくことにより、フランジ部94aの前側にスペーサ96を装着して組み付けることによりランナー90と同じ深さで連通させることができる。
【0037】
以上のように、本実施形態ではカル駒94に重ねて配置するスペーサ96の配置位置を変えるだけで、ベース金型44a、44bを共通に使用して、下ゲートと上ゲートを任意に選ぶことが可能になる。
このように下ゲートと上ゲートを変えられるようにすることは、好適な樹脂成形を可能にする上で有効である。実際の樹脂成形ではキャビティの寸法がまったく同じ製品でダイパッドの大きさが異なるものやリードの本数が異なるものがある。このような製品ではキャビティチェイスは下チェイスと上型のどちらにも装着できるから、その場合はキャビティ内での樹脂の充填性を考慮し、より好適な樹脂成形が可能な構成で樹脂成形するのがよい。
【0038】
本実施形態の場合は、下チェイスと上型のキャビティチェイスの交換は容易にできるから、樹脂成形して不具合があったような場合は下ゲートと上ゲートを交換して樹脂成形することも容易に可能になるし、樹脂成形する製品が異なる場合に下ゲートと上ゲートを変えて樹脂成形することも容易に可能になる。これにより、キャビティチェイスを共通に使用する樹脂モールドが可能になる。
また、本実施形態では下チェイスにポット26を設けた例で説明したが、ポット26を上型に設けるタイプの樹脂モールド装置についても同様に適用することができる。
【0039】
【発明の効果】
本発明に係るリリースフィルムを用いる樹脂モールド装置の金型構造によれば、上述したように、ベース金型を共通に使用して、品種によってキャビティ凹部等の形状が異なるキャビティチェイスをベース金型にセットすることで、リリースフィルムを金型面に吸着支持するための吸着支持孔とキャビティ凹部にリリースフィルムを吸着支持するエア吸着孔とエア吸引機構とを連絡させることができるから、リリースフィルムを用いる樹脂モールド装置での金型交換を容易にし、リリースフィルムを用いた樹脂モールド方法を有効に適用することが可能になる。
【図面の簡単な説明】
【図1】リリースフィルムを用いて樹脂モールドする方法を示す断面図である。
【図2】リリースフィルムを用いる樹脂モールド装置での金型の平面図である。
【図3】金型の長手方向に垂直な面での断面図である。
【図4】金型の幅方向に垂直な面での断面図である。
【図5】キャビティチェイスに駒を装着した状態の平面図である。
【図6】キャビティチェイスに駒を装着した状態の断面図である。
【図7】ベース金型の平面図である。
【図8】キャビティチェイスでのエアの連通用のエア流路の平面図である。
【図9】上下ゲートを交換可能とする金型構造を示す断面図である。
【図10】上下ゲートを交換可能とする金型構造を示す断面図である。
【図11】樹脂モールド装置の従来例の構成を示す断面図である。
【符号の説明】
20a、20b リリースフィルム
22 エア吸着孔
24 吸着支持孔
40a、40b キャビティチェイス
44、44a、44b ベース金型
48 貫通孔
50 駒
52 キャビティ凹部
60a、60b、62a、62b エア流路
64a、64b、66a、66b 開口
68、70 開口部
72a、72b、74a、74b 溝
80 連絡溝
82 連通溝
81、83 接続溝
90 ランナー
92 カル孔
94 カル駒
96 スペーサ
Claims (2)
- リリースフィルムをキャビティ凹部の内面にエア吸着するエア吸着孔と、リリースフィルムをクランプ面にエア吸着する吸着支持孔が設けられたキャビティチェイスと、該キャビティチェイスを支持するベース金型とを備え、金型の樹脂成形面を、リリースフィルムにより被覆して樹脂モールドするリリースフィルムを用いる樹脂モールド装置の金型構造であって、
前記ベース金型には、前記キャビティチェイスを設置する設置面に前記キャビティチェイスを介して前記エア吸着孔に連通される溝と、前記吸着支持孔に連通される溝とを設けるとともに、各々の溝内で一端が開口し、他端側で金型外のエア機構に接続されるエア流路を設け、
前記キャビティチェイスには、該キャビティチェイスに設けられたエア吸着孔をすべて連通する連絡溝と、前記吸着支持孔をすべて連通する連通溝とを設け、
異種製品を樹脂成形するキャビティチェイスについて、前記ベース金型に当接する面に、前記連絡溝に接続して前記エア吸着孔に連通する溝と重複する配置に接続溝を設けるとともに、前記連通溝に接続して前記吸着支持孔に連通する溝と重複する配置に接続溝を設ける配置とすることにより、前記ベース金型を共通に使用して交換装着可能としたことを特徴とするリリースフィルムを用いる樹脂モールド装置の金型構造。 - 下チェイスのベース金型に設けたポットに対向する上型のベース金型のカル部分に、上型のベース金型を厚さ方向に貫通するカル孔を設け、
該カル孔内にカル駒を摺入したことを特徴とする請求項1記載のリリースフィルムを用いる樹脂モールド装置の金型構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20828096A JP3909097B2 (ja) | 1996-08-07 | 1996-08-07 | リリースフィルムを用いる樹脂モールド装置の金型構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20828096A JP3909097B2 (ja) | 1996-08-07 | 1996-08-07 | リリースフィルムを用いる樹脂モールド装置の金型構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1044196A JPH1044196A (ja) | 1998-02-17 |
| JP3909097B2 true JP3909097B2 (ja) | 2007-04-25 |
Family
ID=16553635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP20828096A Expired - Lifetime JP3909097B2 (ja) | 1996-08-07 | 1996-08-07 | リリースフィルムを用いる樹脂モールド装置の金型構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3909097B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5673159B2 (ja) * | 2011-02-02 | 2015-02-18 | トヨタ紡織株式会社 | 成形方法及び成形装置 |
-
1996
- 1996-08-07 JP JP20828096A patent/JP3909097B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1044196A (ja) | 1998-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6444157B1 (en) | Method of resin molding | |
| EP0730937B1 (en) | A resin molding machine with release film | |
| KR102393495B1 (ko) | 수지 성형품의 제조 방법 및 수지 성형 장치 | |
| JP3909097B2 (ja) | リリースフィルムを用いる樹脂モールド装置の金型構造 | |
| JP3630446B2 (ja) | モールド金型 | |
| JP3321023B2 (ja) | 液体樹脂を用いる樹脂モールド方法及び樹脂モールド装置 | |
| JP2735287B2 (ja) | 射出成形用金型およびそれを用いた射出成形方法 | |
| JP3214789B2 (ja) | 樹脂モールド装置及び樹脂モールド方法 | |
| JPH0681696B2 (ja) | 複合射出成形機及び複合射出成形方法 | |
| JP2736554B2 (ja) | 樹脂封止成形方法及び樹脂注入ゲートの構成方法 | |
| JPH08142105A (ja) | リリースフィルムを用いる樹脂モールド装置 | |
| JP2992982B2 (ja) | 電子部品の樹脂封止部成形用金型装置 | |
| JP3897461B2 (ja) | スタックモールド型成形用金型 | |
| JPH0510361Y2 (ja) | ||
| JP2969610B2 (ja) | 電子部品の樹脂封止部成形用金型装置 | |
| JPH0642336Y2 (ja) | 半導体素子の樹脂封止装置 | |
| JPH0532270Y2 (ja) | ||
| JPH05104586A (ja) | 電子部品の樹脂封止部成形用金型装置 | |
| JP2748320B2 (ja) | 成形基板の製造方法 | |
| JP2956047B2 (ja) | 電子部品の樹脂封止部成形用金型装置 | |
| JP3003735B2 (ja) | 電子部品の樹脂封止部成形用金型装置 | |
| JP2734165B2 (ja) | 多重成形金型装置 | |
| JPH01169936A (ja) | 半導体素子の樹脂封止成形方法及び装置 | |
| JPH0834263B2 (ja) | 半導体類のパッケージ成形方法とその成形装置及び成形用金型 | |
| JPH0423320Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050308 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070122 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100126 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130126 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130126 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130126 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130126 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |