EP2210813B2 - Procédé et dispositif destinés à l'emballage d'articles de petite taille - Google Patents
Procédé et dispositif destinés à l'emballage d'articles de petite taille Download PDFInfo
- Publication number
- EP2210813B2 EP2210813B2 EP10004445.2A EP10004445A EP2210813B2 EP 2210813 B2 EP2210813 B2 EP 2210813B2 EP 10004445 A EP10004445 A EP 10004445A EP 2210813 B2 EP2210813 B2 EP 2210813B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- head
- pick
- article
- packing
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/06—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths
- B65B11/28—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a curved path, e.g. on rotary tables or turrets
- B65B11/30—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a curved path, e.g. on rotary tables or turrets to fold the wrappers in tubular form about contents
- B65B11/34—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a curved path, e.g. on rotary tables or turrets to fold the wrappers in tubular form about contents the ends of the tube being subsequently twisted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/005—Packaging other articles presenting special problems packaging of confectionery
- B65B25/006—Packaging other articles presenting special problems packaging of confectionery packaging of lollipops
Definitions
- the invention relates to a method and an apparatus for packaging small-sized articles, in particular with a handle (Lollipop).
- both intermittent packaging machines and packaging machines which operate on the continuous operation principle, with packaging machines in the high performance area generally require the application of a continuous working principle, otherwise beside inevitable Loss times also the product and packaging material accelerations stand in the way of higher performance requirements.
- Known packaging machine Lollipops are separated from a supply in a substantially in a horizontal deployment plane article-task and - singularized, and the isolated Lollipops are removed from the pockets by means of a removal head, by fixed thereto on a plate gripper assemblies and then handed over to the packaging head.
- a swivel plate is used in conjunction with a base plate and a stalk gripper which grips the stem.
- the invention is therefore an object of the invention to provide a method and apparatus for packaging small-sized items, especially with a handle, which allow to achieve higher packaging quality with high packaging quality and to create the conditions, even in the packaging of complicated items in the High-performance area. In particular, a higher quality packaging for the article is to be achieved.
- the methods and apparatus of the present invention are particularly advantageous in that they are the first in the field of continuously operating machines, i.
- the articles are picked up by a rotating removal head and passed on to a rotating packing head and are preferably dispensed after completion of the product packaging by a dispensing device.
- the inventive method is particularly advantageous in that already in the area of a first device after receiving a single article, a packaging supply takes place and the article is passed along with an associated piece of packaging material to a second device, which causes as genuinely packaging head, the formation of the article packaging.
- the new methods and devices are provided, in particular with regard to the packaging of articles with handles (lollipops).
- the method according to the invention is characterized in particular by the fact that the reception of the product, i. the collection on the stem in close proximity to the ball of the article and not as previously done at the exposed end of the stem.
- the device according to the invention is also advantageously further developed in that the packaging material supply is displaced into the removal head, whereas hitherto a separate gripper head has been provided between the removal head and the packing head of continuously operating machines is.
- the first head in the machine which receives the individual articles from an article-feeding and separating device, such as a separating disk, thus also contains the means previously associated with a separate gripper head for feeding packaging material into the removal head to the article and the article together with the packaging material to be delivered directly from the removal head to the packing head.
- the present application relates, in particular, to the packaging of small-sized articles with a stem, so-called lollipops, without being limited thereto.
- Such articles have not hitherto been able to be packaged with high performance machines which have a product output of e.g. equip approx. 1,000 pieces per minute.
- An advantageous process for the packaging of such products according to the working principle of continuously operating packaging machines is that the isolated, a stem having articles are not taken as before on the free end of the stem, but are included in the range of an article-side end of the stem, i. immediately or as close as possible behind the ball of the product. This results in the advantage that e.g. Positional error of the stem to the ball does not affect the product handling, so that a very safe product removal takes place, and tolerances (for example, eccentricities between stem and ball) have no influence on the further packaging process.
- Such small-sized products, and also the stemmed articles considered here as an embodiment thereof, are occasionally packaged in a wrapper with a rotary wing wrap.
- heated rotary grippers are used, which allow a heat seal and thus high seal strength and quality of the package in the transition from the stem to the ball of the article .
- a heated rotary gripper could also be used for the formation of a rotary vane on the side opposite the handle of the article or are such rotary gripper even when using heat-sealable packaging films for packaging products in double twisting applicable (article without stem), or it can also for the lolling of stemmed articles may be used with higher recovery packaging film without affecting the appearance or sealing of the lolly.
- the rotary blades on the opposite side of the stem of the article are formed here but with conventional (unheated) rotary grippers as simple twist stops.
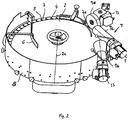
- FIG. 1 shows a packaging machine 100, which operates on the continuous principle, the articles A (see. Fig. 4 ) of a feeding and separating device 1, which is located on a horizontal U-profile frame 1 a of the machine (the latter is supported by machine feet 1 b to the ground) by a removal head 10 which is about a rotation axis 11 (FIG. Fig. 5 ) is rotatably received continuously and passed together with a piece of packaging material 12 to a packing head 20, which also about a stationary axis of rotation 21 (FIG. Fig.
- a front rotary head 60 coaxially disposed in front of the packing head 20 is omitted for clarity, while a rear rotary head 70 is shown as part of a rotating station 80.
- the packaging machine 100 is characterized in that it has only two packaging-essential, article-carrying heads, namely the removal head 10 and the packing head 20 between finished-packed article A and receiving the article A from the article feeding and separating device 1, whereby the packaging process significantly condensed, accelerated and made more efficient.
- the delivery wheel 50 is only an auxiliary device independent of the packing operation.
- article A with working speeds of eg about 1,000 cycles per minute, ie in the high-performance area, too
- the articles A are those which consist of a ball of hard caramel or other sweetener material attached to a stem A1.
- the ball of the article A is designated A2.
- arrows K, L, M, N, O, P denote the respective directions of rotation of distributor disc 2 (arrow K), feeding ring 3 (arrow L), removal head 10 (arrow M), packing head 20 (arrow N), dispensing wheel 50 (arrow O) and conveying direction of the delivery belt 40 (arrow P).
- Fig. 2 shows as a detail schematically the article-task and -Zeller 1, ie a separating disc 2, which in a known manner from its axis 2a sloping towards the outside, along the outer periphery of the separating disc 2 astancering 3 with pockets 4 for receiving the ball A2 of the article A is provided, on whose outer circumference pass over the pockets 4 in receiving slots 5, in which, with the product position being correct, the respective handle A1 of the article A is received radially outward (cf. Fig. 4 and 5 ).
- a Farmweiser 6 on the separating disc 2 provides a brush system 7 with individually driven brushes 7b, 7c, 7d in conjunction with a coil 7a, that the pockets 4 ofassiringes 3 with the products A (Ball A2) filled and located on the article A.
- Stems by the brush system 7 and the coil 7a are folded radially outwards, so that they are received in the receiving slots 5 with radially outwardly facing stem A1 (see. 4 to 6 ).
- An outer cover 8 ensures the shielding of the separating disc 2 to the outside.
- FIG. 3 and 4 are in different perspective and schematic representation again details on the one hand of the brush system 7 ( Fig. 3 ) and an empty-cycle sensor device 9 explained below. It clarifies Fig. 3 again, the different geometries of the brushes 7b, 7c, 7d, wherein the brush 7b forms a substantially elongated cylindrical body, with a first cylindrical portion 7b1, and a leading conical portion 7b2 with increasing diameter, for sorting the article A with the balls A2 in the pockets 4, which also participates in this function, the cylindrical brush 7c.
- the disk-shaped, in its width about the width ofoptionringes 3 corresponding brush 7c is used again for secure fixing of the products A (in Fig. 3 not shown) in the pockets 4. Small three-phase motors 13 individually drive each of the brushes 7b, 7c, 7d.
- Upstream of a removal position for the article A is an empty cycle sensor device 9, which scans in the present embodiment by means of a forked light barrier 15, the stems A1 of Article A, wherein downstream of the removal position a blower (blower nozzle) 16 is for articles that without Stem (so only as a ball) are in one of the pockets 4 and can not be processed.
- a blower (blower nozzle) 16 is for articles that without Stem (so only as a ball) are in one of the pockets 4 and can not be processed.
- the rail 14 are not provided so that the articles can fall freely down into a corresponding collection container.
- the gravitational force for product removal would not be sufficient, so that forcible ejection with defective articles without stem is provided by means of the blower 16.
- a packaging means feed device is stopped, so that in this case no piece of packaging material 12 is guided into the removal head 10, since then there is no article A at the corresponding point of the removal head 10.
- a positioning bracket 17 provided above the charging ring 3 and in the area above the stems A1 likewise serves for the correct positioning of the articles A and thus the positioning security. In view of the high working speeds, the most error-free orientation of the separated articles A is important.
- brush system 7 for the reliable placement of the article A in the pockets 4 and thus to ensure a high degree of filling the mindfulringes 3 may also consist of a single mold brush having a correspondingly adapted geometry in individual sections to the here on three brushes 7b, 7c, 7d split placement function to ensure.
- Fig. 5 shows in a schematic and perspective partial representation of the article recording situation and the removal head 10 at the sampling point at which the article A are removed from the innovationring 3. Its direction of rotation is indicated by the arrow L, while the direction of rotation of the removal head 10 rotating about the axis of rotation 11 is designated by the arrow M in the clockwise direction.
- the articles A positioned in the feed ring 3 are placed on the stem A1 at an in Fig. 5 taken with E designated removal point, wherein the removal head 10 in the opposite direction to the direction of rotation of innovationringes 3 about the stationary axis of rotation 11 rotates.
- On its front are removal units 18, which in turn are pivotally mounted about a respective pivot axis 19 on the removal head 10.
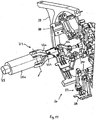
- the removal head 10 is provided with six arranged in the circumferential direction at a uniform angular distance, pivotable removal units 18 (s. Fig. 6 ), wherein each removal unit 18 is associated with an additional and about a parallel pliers pivot axis 22 pivotable packaging tongs 23, as shown in Fig. 6 and 7 can be seen in more detail.
- the pliers pivot axis 22 extends parallel to the axis of rotation 11 of the removal head 10 and parallel to the pivot axis 19 of the removal units 18 (holding jaw pairs 24).
- Each removal unit 18 consists of a holding jaw pair 24 with a front in the direction of rotation of the removal head, front holding jaw 24a and a lying in the direction of rotation of the removal head 10, rear holding jaw 24b.
- the holding jaws 24a, 24b of each holding jaw pair 24 are each arranged on the common pivot axis 19, around which they perform an opening and closing movement for detecting and holding the handle A1 of the article A, as well as about this pivot axis 19 and the holding jaw pair 24 in total relative to Rotary movement of the removal head 10 about the rotation axis 11 is pivotable.
- the holding jaws 24a and 24b have, as clearly in the Fig. 5 and 6 shown, on their inner surfaces prismatic surfaces Z on, for safe and reliable gripping the respective cylindrical stem A1 of the article A. Moreover, contributes a large opening width of the holding jaw pairs 24 in addition to the prism shape to securely hold the stems A1, lead and thus to ensure extremely reliable product handling without relying on other management bodies.
- pivotable removal units 18 may be provided on the removal head 10.
- a Packstoffzange 23 which consists essentially of a U-shaped, ie slotted plate, and about a pliers pivot axis 22, the parallel for holding jaw pivot axis 19, but runs separately from this and also controlled independently, is pivotable.
- This packaging tongs 23 performs an accelerated movement and serves to create the possibility already between sampling point onsidering 3 and transfer point to the packing head 20 for the packaging of the article A required piece of packaging material 12 to the removal head 10 and this on the article A in conjunction to arrange with the holder of the same by the holding jaw pair 24.
- the removal head 10 is in "rolling engagement" with the packing head 20, which has in a comparable manner and number of packs 36, each of a relative to a rotation axis pivotable packing head holding jaw pairs 37, each associated with a separately pivotally mounted inner folder 38 , To carry out the wrapping and wrapping of the article A by a packaging tube, as will be explained below.
- the holding jaw pairs 24 of the same may also be rotatable about a running in a radial plane vertical axis, if a reorientation of the position of the product, for example, by 90 °, before feeding the piece of packaging required or useful , That is, the removal head can also in addition to a Position-reorientation of the article between removal position ofoptionring 3 and a transfer position on the packing head 20 serve.
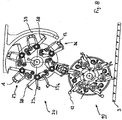
- Fig. 8 schematically shows the interaction between the extraction head 10 and packing head 20 and illustrates the processes that take place respectively within the heads 10, 20.
- Fig. 8 Prior to transfer of the article A with the packaging material piece 12 to a packing head holding jaw pair 37 with the packing head holding jaws 37a and 37b, the piece of packaging material is placed in an angular or U-shape around the article (ie around the ball A2 thereof) Fig. 8 clarified (see also Fig. 15 ).
- the packing head holding jaws 37a, 37b of a packing head holding jaw pair 37 grip the article A, ie in each case with the packaging material piece 12 forming a packaging tube in connection with the wrapping of the packaging material 12 by means of the inner folder 38 and an outer folding sheet 39 (see FIG. Fig. 8 ).
- the cylindrical packing tube around the ball A2 is formed by means of a pivoting movement of the inner butterfly 38 and the circumferential movement along the outer folding sheet 39, as is familiar to those skilled in the art, so that further detailed explanations appear dispensable (vlg. Fig. 11 ).
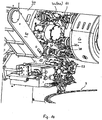
- the article A (Lollipop) on the one hand (above) to be wrapped with a rotary wing impact, while on the opposite side (on the stem A1) is a clean screwing and sealing the packaging material to the stem A1 for a consumer-friendly product is essential. Therefore, the packing head 20 is part of a rotating station 80 having a front turret 60 and a rear turret 70, as shown in FIG Fig. 13 is illustrated in a side view. For reasons of clarity, in particular the front rotary head 60 in the other representations, with the exception of Fig. 10 Not shown.
- Each of the front and rear turrets 60, 70 carries a number of rotary grippers 61, 71 corresponding to the packing units 36, which rotate synchronously with the rotation of the packing head 20 about the rotation axis 21, so that the relative position of the packing head holding jaw pairs 37 to the rotary grippers 61 , 71 with corresponding rotary gripper jaw pairs 62, 72 remains unchanged.
- Fig. 10 shows again in a perspective sectional view of the essential components of the packaging machine according to the present embodiment with the article-task and separation device 1 with theoptionring 3 and the product pockets 4, the removal head 10 with the removal units 18 including the packaging tongs 23 and the packing head 20 with the pack head holding jaw pairs 37 and the front rotary head 60, the rear rotary head 70 with the heated rotary grippers 71 and the delivery belt 40th
- the rotary gripper 71 of the rear rotary head 70 are completely different from the rotary grippers 61 of the front rotary head 60, the latter in this case of conventional construction, as in connection with a packaging material hose opposite to the stem of the product engaged and for the formation of a Rotary vane provided in a conventional manner.
- a rotary gripper 71 is used, that is, one of the number of packing head holding jaw pairs 37 corresponding and synchronous with these rotating number of rotary grippers 71, which are arranged on the rear rotary head 70 and in turn about a longitudinal axis 75 relative to the rotary head 70 are rotatable.
- the rotary gripper 71 with a relation to the rotational speed of the rotary head 70 higher rotational speed of this means each one mounted in the rotary head 70 rotary gripper shaft 75a about its longitudinal axis 75 rotate evenly.
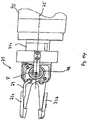
- the rotary grippers 71 have Wheelgreiferbackencrue 72 with a rotary gripper jaw 72a and a rotary gripper jaw 72b, which perform an opening and closing movement about a longitudinal axis 75 orthogonal axis F (pivotal movement).
- a receiving recess 73 is provided, measured taking into account a diameter of the stem A1, which is received therein to screw the packaging tube end between stem A1 and rotary gripper 71 and smoothly seal to the stem A1, wherein the rotary gripper 71 about its longitudinal axis 75 the perform predicted rotational movement relative to the rotary head 70.
- the rotary gripper jaws 72a, 72b are offset relative to their storage section about the axis F by about 90 °, so that the handle A1 of the products consistently smooth and with appropriate clearance for sealing the packaging material can be encompassed.
- the rotary grippers 71 are distinguished from the rotary grippers 61 on the front rotary head 60 in that they are heated, and by heating the rotary gripper 31 or at least one of the rotary gripper jaws 72a, 72b may be a heat sealing and in conjunction with appropriate packing material a high Ansiegel27 on Stalk be realized in the area of the transition from the stem A1 to the ball A2.
- FIG. 12 Like the partial perspective view of the rear turret 70 according to FIG Fig. 12 illustrates the heating of the rotary gripper 71 or one or both rotary gripper jaws 72a, 72b each of the rotary gripper 71 (here always both rotary gripper jaws 72a, 72b heated) with the help of in the rotary gripper jaws 72a, 72b used heating cartridges (not shown here), if necessary But can also be used in the rotary gripper jaws 72a, 72b Schublättchen. The heating can also be carried out inductively or by laser or Elektronenstrahlbeetzschung.
- the power supply to the rotary grippers 71 of the rear rotary head 70 takes place taking into account the required rotational movement of the rotary gripper 71 about its longitudinal axis 75 (parallel to the axis of rotation 21 of the packing head 20 and the rear rotary head 70) via a first slip ring system 74 with slip rings 76 fixed to the housing and on the turret 70 supported contact brushes 77 and a second, not shown here and within the rotary head 70, in particular within rotary hook sleeves 81 (which are respectively connected to the rotary hook shafts 75 a, ie rotate at the rotational speed of the rotary gripper 71) arranged slip ring system, taking into account the rotation of Rotary gripper 71 about its longitudinal axis 75th
- a preferably non-contact temperature measurement (infrared temperature measurement) is provided which is part of a control circuit for controlling the heating power to the rotary gripper jaw pairs.
- a control circuit for controlling the heating power to the rotary gripper jaw pairs.
- the temperature monitoring or measurement could also be done directly via temperature sensor in the heated parts of the rotary gripper 71.
- the application of heated rotary grippers 71 is not limited to the present embodiment or stemmed products, but is also suitable for other applications, e.g. in the manufacture of rotary wing packaging or packaging in double-twist or single-twist (bag folding, Bunch folding), especially when using relatively strong or high return force having packaging materials.
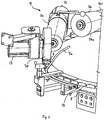
- the dispenser which conveys the finished packaged articles (lollipops) to a delivery belt 40 via a delivery wheel 50 is shown schematically in FIG Fig. 1 shown.
- Fig. 14 shows the heated rotary gripper 71 schematically with the rotary gripper jaws 72a and 72b, a spirally wound to compensate for movement power supply line 78 and a line section 79 to the in Fig. 14 upper rotary gripper jaw 72a in which the heating cartridge is located.
- the power supply line 78 is electrically conductively connected to the second slip ring system within the rotary rotary gripper sleeve 81. It goes without saying that the first slip ring system 77 is conductively connected to the second slip ring system. An envelope of the line section 79 is grounded connected to the housing.
- Fig. 15 is shown schematically the product flow and the positional orientation of the article A in connection with the supply of a packaging.
- the upper packaging material supply 110 and the lower packaging material supply 120 are provided for automatic packaging change.
- the products A arrive from the separating device 1 via the removal head 10, into which the packaging material piece 12 is injected for transfer to the packing head 20, in which the product A is wrapped with a stem (Lollipop) and screwed on the one hand and sealed on the stem A1, on the other hand a rotary wing is closed.
- a circulation of about 270 ° of the finished packaged article is delivered from the packing head 20 to the dispensing wheel 50, which deposits the finished packaged article on the delivery belt 40 for removal from the machine.
- a continuously operating packaging machine is proposed for the first time, which has only two packaging-essential, product-carrying heads, the removal head and the packing head and the removal head is provided with additional functional organs for supplying packaging.
- the invention is not limited to the packaging of confectionery with stem, but it can under appropriate Adapting the principles set out above in a similar way, the packaging of other small-sized articles in other types of folding done.
- the influence of errors and tolerances resulting from product production is practically achieved Virtually eliminate influence on the further packaging process.
- the use of heated rotary grippers enables not only a clean sealing of packaging material on a stick, but in principle an improvement in the manufacture of packages with rotary blades.
- a packaging machine has a compact, compact structure and is characterized by a for complicated products, such as products with stem, previously unattained packaging performance in a range of 600 to 1000 strokes per minute, at the same time dynamic quiet running, the latter, in particular because of the continuous working principle.
- the invention provides, for the first time, a continuous product packaging machine with two product-processing heads, which makes it possible, in the case of complicated products (products with handle), in previously unachievable performance ranges of e.g. Approximately 1,000 work cycles per minute to penetrate, while a compact and product and packaging sparing structure to realize, combined with high product safety and low susceptibility to failure of the packaging device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Claims (15)
- Procédé pour l'emballage continu de petits articles (A), notamment d'articles (A) munis d'une tige (A1), avec une vitesse élevée par exemple de 1 000 cycles de travail par minute,
dans lequel une individualisation des articles (A) est effectuée globalement dans un plan de mise à disposition horizontal par un dispositif de chargement et d'individualisation d'articles (1), et les articles (A) sont reçus individuellement par une tête de prélèvement (10), agencée au-dessus du dispositif de chargement et d'individualisation d'articles (1) et pivotant autour d'un axe de rotation stationnaire (11), dans un mouvement de rotation, au moyen de mâchoires de retenue (24a, 24b), aptes à être déplacées à l'opposé l'une de l'autre, de paires de mâchoires de retenue (24) qui, en tant qu'unités de prélèvement (18), sont logées individuellement sur la tête de prélèvement (10) de manière à pouvoir pivoter autour de leurs propres axes de pivotement (19) qui sont parallèles à l'axe de rotation (11) de la tête de prélèvement (10), et de manière à pouvoir tourner avec ladite tête de prélèvement, et dans lequel les articles sont transportés en continu vers une tête d'emballage (20) réalisant complètement la formation de l'emballage,
dans lequel la tête d'emballage (20) est agencée également au-dessus du dispositif de chargement et d'individualisation d'articles (1) et peut tourner autour d'un axe de rotation stationnaire (21), les articles dans la tête de prélèvement (10) sont guidés sur un premier tronçon de trajectoire circulaire s'étendant globalement dans un plan vertical, et un matériau d'emballage est amené globalement de façon radiale par rapport au mouvement de l'article (A) jusqu'à cet article et est serré à proximité de l'article (A) tenu par une paire de mâchoires de retenue (24) associée, par une pince d'emballage (23) et par un contre-palier de serrage (35) au niveau de la paire de mâchoires de retenue (24) associée, la pince d'emballage (23) pivotant autour d'un axe de pivotement de pince (22) qui tourne avec la tête de prélèvement (10) et qui est parallèle à l'axe de pivotement (19) de l'unité de prélèvement (18) associée. - Procédé selon la revendication 1, caractérisé en ce que le matériau d'emballage est inséré dans la tête de prélèvement (10).
- Procédé selon la revendication 1 ou 2, caractérisé en ce que, dans la tête de prélèvement (10), un morceau de matériau d'emballage (12) est placé en forme d'angle ou en forme de U autour de l'article (A), et/ou des mâchoires de retenue de tête d'emballage (37a, 37b) d'une paire de mâchoires de retenue de tête d'emballage (37) saisissent l'article (A) en intercalant le morceau de matériau d'emballage (12), notamment pour former un tube de matériau d'emballage.
- Procédé selon au moins l'une des revendications précédentes 1 à 3, caractérisé en ce qu'une amenée de matériau d'emballage dans la tête de prélèvement (10) est précédée par un mouvement accéléré de la pince d'emballage (23) prévue pour la fixation d'un morceau de matériau d'emballage (12) sur l'article associé (A).
- Procédé selon au moins l'une des revendications précédentes 1 à 4, caractérisé en ce que, au cours du trajet entre la réception de l'article (A) en provenance du dispositif de chargement et d'individualisation d'articles (1) par la tête de prélèvement (10) et la délivrance de l'article (A) par la tête de prélèvement (10) à la tête d'emballage (20), il s'effectue une réorientation de la position de l'article (A), notamment par rotation de l'article (A) de 90° environ, et/ou l'article (A) est également guidé par la tête d'emballage (20) sur un deuxième tronçon de trajectoire circulaire s'étendant globalement dans un plan vertical.
- Procédé selon au moins l'une des revendications précédentes 1 à 5, caractérisé en ce qu'une mise à disposition des articles individualisés (A) par le dispositif de chargement et d'individualisation d'articles (1) s'effectue par le biais d'une rotation dans le sens inverse des aiguilles d'une montre et/ou la tête d'emballage (20) est entraînée dans le sens inverse des aiguilles d'une montre pour coopérer avec la tête de prélèvement (20) qui est entraînée dans le sens des aiguilles d'une montre.
- Procédé selon au moins l'une des revendications précédentes 1 à 6, caractérisé par- la réception d'un article individualisé (A) provenant d'en haut par une paire de mâchoires de retenue (24) pouvant pivoter autour d'un axe de pivotement (19) sur la tête de prélèvement (10) et la rotation de l'article (A) par la tête de prélèvement (10) dans le sens des aiguilles d'une montre,- l'amenée radiale du matériau d'emballage dans la tête de prélèvement (10) entre le prélèvement de l'article (A) par le dispositif de chargement et d'individualisation d'articles (1) et le transfert de l'article (A) à la tête d'emballage (20),- le maintien d'un morceau de matériau d'emballage (12) à proximité de l'article (A) dans la tête de prélèvement (10) avec pivotement de la pince d'emballage (23) associée à l'unité de prélèvement (18) de la tête de prélèvement (10) autour de son axe de pivotement de pince (22) qui est fixé dans la tête de prélèvement (10), qui est entraîné par une commande à cames et qui s'étend parallèlement à l'axe de rotation (11) de la tête de prélèvement (10) et à l'axe de pivotement (19) des unités de prélèvement (18), et- la formation complète de l'emballage de l'article (A) par la tête d'emballage (20) qui tourne dans le sens inverse des aiguilles d'une montre et qui reçoit les articles (A) avec des mâchoires de retenue de tête d'emballage (37a, 37b) montées pivotantes sur la tête d'emballage (20).
- Procédé selon au moins l'une des revendications précédentes 1 à 7, caractérisé en ce qu'une différence de pas entre les articles individualisés (A) dans le dispositif de chargement et d'individualisation d'articles (1) et des unités de prélèvement (18) de la tête de prélèvement (10) recevant les articles (A) est compensée par un mouvement accéléré, prévu avant et/ou après la réception de l'article (A), des unités de prélèvement (18), notamment un mouvement pivotant autour d'un axe de pivotement respectif (19) desdites unités de prélèvement.
- Dispositif pour l'emballage de petits articles, notamment d'articles munis d'une tige, comportant seulement deux têtes tournantes portant des articles, une tête de prélèvement (10) qui peut tourner autour d'un axe de rotation stationnaire (11) et une tête d'emballage (20) qui peut tourner autour d'un axe de rotation stationnaire (21) et qui se trouve en prise déroulante avec ladite tête de prélèvement étant agencées au-dessus d'un dispositif de chargement et d'individualisation d'articles (1),
la tête de prélèvement (10) est munie d'unités de prélèvement (18) qui comportent des mâchoires de retenue (24a, 24b), mobiles à l'opposé l'une de l'autre, de paires de mâchoires de retenue (24), les unités de prélèvement (18) étant montées sur la tête de prélèvement (10) en pouvant pivoter autour de leurs propres axes de pivotement (19), qui sont parallèles à l'axe de rotation (11) de la tête de prélèvement (10),
une amenée de matériau d'emballage jusqu'à la tête de prélèvement (10) s'effectue globalement de façon radiale par rapport au mouvement de l'article (A) dans ladite tête de prélèvement, et à chaque unité de prélèvement (18) avec les paires de mâchoires de retenue (24) est associée une pince d'emballage (23) qui pivote autour d'un axe de pivotement de pince (22) fixé dans la tête de prélèvement (10) et parallèle à l'axe de pivotement (19) de l'unité de prélèvement (18) associée, et qui est destinée à serrer le morceau de matériau d'emballage (12) à proximité de l'article (A) tenu par la paire de mâchoires de retenue (24) associée, entre ladite pince d'emballage (23) et un contre-palier de serrage (35) sur la paire de mâchoires de retenue (24) associée. - Dispositif selon la revendication 9, caractérisé en ce que la pince d'emballage (23) est constituée d'une tôle qui est pivotante autour de l'axe de pivotement de pince (22), parallèlement à l'axe de pivotement (19) des unités de prélèvement et à l'axe de rotation (11) de la tête de prélèvement (10), et l'axe de pivotement de pince (22) est prévu séparément de l'axe de pivotement (19) des unités de prélèvement (18) et peut être commandé indépendamment de celui-ci, la pince d'emballage est commandée de préférence pour un mouvement accéléré.
- Dispositif selon au moins l'une des revendications précédentes 9 à 10, caractérisé en ce que les unités de prélèvement pivotantes (18) avec les paires de mâchoires de retenue (24) sont prévues à distance angulaire régulière les unes des autres sur la tête de prélèvement (10) et de manière à tourner avec celle-ci.
- Dispositif selon au moins l'une des revendications précédentes 9 à 11, caractérisé en ce que, en relation avec la rotation de la tête de prélèvement (10) autour de l'axe de rotation stationnaire (11), il est prévu des mouvements de commande pour chaque paire de mâchoires de retenue (24) dans leur ensemble, pour un mouvement d'ouverture et de fermeture des mâchoires de retenue (24a, 24b) de chaque paire de mâchoires de retenue (24), de même qu'un mouvement de pivotement de chaque pince d'emballage (23) au moyen de cames de commande stationnaires (25, 26, 31) en relation avec des galets de commande (27, 28) qui servent à la commande de mouvement des axes de pivotement (19) fixés dans la tête de prélèvement (10) ainsi que des axes de pivotement de pince (22).
- Dispositif selon au moins l'une des revendications précédentes 9 à 12, caractérisé en ce que les axes de pivotement (19) des unités de prélèvement (18) et les axes de pivotement de pince (22), associés à ceux-ci, des pinces d'emballage (23) sont fixés stationnaires et rotatifs dans la tête de prélèvement (10), tournent avec celle-ci et peuvent être déplacés par la rotation de la tête de prélèvement (10) par l'intermédiaire de galets de commande (27, 28) ou d'éléments suiveurs de cames en prise avec des cames de commande stationnaires (25, 26, 31).
- Dispositif selon au moins l'une des revendications 9 à 13, caractérisé en ce que les articles (A) sont guidés sur la tête d'emballage (20) selon une rotation d'environ 270° pour obtenir un emballage complet.
- Dispositif selon au moins l'une des revendications précédentes 9 à 14, caractérisé en ce qu'un dispositif d'amenée d'emballage est prévu au voisinage de la tête de prélèvement (10), le matériau d'emballage est inséré dans la tête de prélèvement (10), et il est prévu dans la tête de prélèvement (10) un mouvement de commande pour- ouvrir et fermer les paires de mâchoires de retenue (24) des unités de prélèvement (18),- faire pivoter les paires de mâchoires de retenue (24) des unités de prélèvement (18) dans leur ensemble,- faire pivoter la pince d'emballage (23).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200510017329 DE102005017329B4 (de) | 2005-04-14 | 2005-04-14 | Verfahren und Vorrichtung zum Verpacken kleinstückiger Artikel |
| EP20060003941 EP1712472B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif pour l'emballage de petits articles |
| EP08005994A EP1939093B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
Related Parent Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08005994A Division EP1939093B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
| EP06003941.9 Division | 2006-02-27 | ||
| EP20060003941 Division EP1712472B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif pour l'emballage de petits articles |
| EP08005994.2 Division | 2008-03-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2210813A1 EP2210813A1 (fr) | 2010-07-28 |
| EP2210813B1 EP2210813B1 (fr) | 2012-11-14 |
| EP2210813B2 true EP2210813B2 (fr) | 2017-03-08 |
Family
ID=36283903
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20060003941 Revoked EP1712472B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif pour l'emballage de petits articles |
| EP10004982.4A Expired - Lifetime EP2218645B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
| EP10004445.2A Expired - Lifetime EP2210813B2 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
| EP08005994A Expired - Lifetime EP1939093B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
| EP08005993A Expired - Lifetime EP1939092B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20060003941 Revoked EP1712472B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif pour l'emballage de petits articles |
| EP10004982.4A Expired - Lifetime EP2218645B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08005994A Expired - Lifetime EP1939093B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
| EP08005993A Expired - Lifetime EP1939092B1 (fr) | 2005-04-14 | 2006-02-27 | Procédé et dispositif destinés à l'emballage d'articles de petite taille |
Country Status (3)
| Country | Link |
|---|---|
| EP (5) | EP1712472B1 (fr) |
| DE (4) | DE102005017329B4 (fr) |
| ES (5) | ES2695033T3 (fr) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE430482T1 (de) † | 2006-04-20 | 2009-05-15 | Cfs Weert Bv | Einrichtung zum vereinzeln von lutschern |
| DE102006020517A1 (de) * | 2006-05-03 | 2007-11-08 | Robert Bosch Gmbh | Maschine zum Verpacken von kleinstückigen Süßwaren |
| DE102008018224A1 (de) | 2008-04-10 | 2009-10-15 | Theegarten-Pactec Gmbh & Co. Kg | Verfahren und Vorrichtung zur Übergabe von kleinstückigen, insbesondere mit einem Stiel versehenen Produkten an eine Längsfördereinrichtung |
| DE102008019605A1 (de) * | 2008-04-18 | 2009-10-22 | Theegarten Pactec Gmbh & Co. Kg | Verfahren zur Verpackung kleinstückiger Artikel, insbesondere von Pralinen oder Karamellen mit Schokoladenüberzug, in kontinuierlicher Arbeitsweise und Verpackungsmaschine, insbesondere zur Durchführung des Verfahrens |
| CN102219056B (zh) * | 2011-04-19 | 2012-12-26 | 北京申晨机械设备有限公司 | 一种掐尖包装机及其利用该装置进行掐尖包装的方法 |
| DE102011122542A1 (de) * | 2011-12-27 | 2013-06-27 | Theegarten-Pactec Gmbh & Co. Kg | Verpackungsmaschine zur Verpackung kleinstückiger Produkte und Vereinzelungseinrichtung |
| DE102012019909A1 (de) | 2012-10-11 | 2014-04-17 | Theegarten-Pactec Gmbh & Co. Kg | Hochleistungs-Verpackungsverfahren zur Verpackung von, insbesondere kleinstückigen, Produkten und Hochleistungs-Verpackungseinrichtung, insbesondere zur Durchführung des Verfahrens |
| EP2799349A1 (fr) | 2013-04-30 | 2014-11-05 | Theegarten-Pactec Gmbh & Co. Kg | Procédé de regroupement d'articles en un faisceau d'articles et dispositif de regroupement et machine d'emballage doté d'un tel dispositif de commande pour les dispositifs de retenue de produit |
| DE102013007385A1 (de) | 2013-04-30 | 2014-10-30 | Theegarten-Pactec Gmbh & Co. Kg | Steuerungseinrichtung für Produkt-Halteeinrichtungen und Verpackungsmaschine mit einer solchen |
| EP2894103B1 (fr) | 2014-01-10 | 2016-09-07 | Robert Bosch Gmbh | Procédé et dispositif d'emballage de produits alimentaires en portions individuelles |
| CN104176294A (zh) * | 2014-08-29 | 2014-12-03 | 成都三可实业有限公司 | 一种糖果内纸包装装置 |
| CN105346755B (zh) * | 2015-11-30 | 2018-11-20 | 成都三可实业有限公司 | 一种棒棒糖包装机 |
| ES2660447T3 (es) | 2015-12-29 | 2018-03-22 | Theegarten-Pactec Gmbh & Co. Kg | Procedimiento y dispositivo para empaquetar artículos de tamaño pequeño |
| DE102017206867A1 (de) | 2017-04-24 | 2018-10-25 | Theegarten-Pactec Gmbh & Co. Kg | Rotationskopf und Verfahren zum Transport von Produkten unter Verwendung desselben |
| CN109573146B (zh) * | 2018-11-30 | 2023-07-28 | 江苏飞龙食品机械有限公司 | 一种单扭鼓气包装机 |
| DE102019210354B4 (de) * | 2019-07-12 | 2024-06-06 | Theegarten-Pactec Gmbh & Co. Kg | Rotationskopf mit rotierenden Arbeitsstationen |
| CN111330923B (zh) * | 2020-03-11 | 2021-05-04 | 新昌县兴欧智能科技有限公司 | 一种双头扭结式棒糖包装设备 |
| WO2022152646A1 (fr) * | 2021-01-12 | 2022-07-21 | Gea Food Solutions Weert B.V. | Matériel de séparation servocommandé |
| CN113602569A (zh) * | 2021-08-10 | 2021-11-05 | 上海理工大学 | 一种用于筒制产品的全自动立式包装机 |
| CN115593699B (zh) * | 2022-12-15 | 2023-02-28 | 常州市双马医疗器材有限公司 | 一种用于注射器生产的包装设备 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE606423C (de) † | 1933-03-15 | 1934-12-01 | Bruno Boerner | Maschine zum Verpacken von Massengegenstaenden |
| DE2416656A1 (de) † | 1973-04-07 | 1974-10-17 | Tenchi Kikai Kk | Vorrichtung zum selbsttaetigen verpacken und ausrichten von suesswarenstuecken |
| DE3049590A1 (de) † | 1980-02-14 | 1981-09-24 | Baker Perkins Holdings Ltd., Peterborough, Cambridgeshire | Verpackungsvorrichtung fuer suessigkeiten |
| DE3324984A1 (de) † | 1982-09-30 | 1984-04-05 | Veb Kombinat Nagema, Ddr 8045 Dresden | Vorrichtung zum einwickeln von bonbons |
| DE3713332A1 (de) † | 1986-06-04 | 1987-12-23 | Nagema Veb K | Vorrichtung zum uebergeben von bonbons |
| DE4314142C1 (de) † | 1993-05-01 | 1994-07-28 | Pactec Dresden Gmbh | Einrichtung zum Falten einer Packmittelhülle für die Säckchen- oder Körbchenfaltung |
| DE19502562A1 (de) † | 1995-01-27 | 1996-08-01 | Pactec Verpackungsmaschinen Fa | Verfahren und Einrichtung zum Einhüllen von Gütern in plastisch verformbares, folienartiges Verpackungsmaterial |
| DE19618510A1 (de) † | 1996-05-08 | 1997-11-13 | Pactec Verpackungsmaschinen Fa | Rotations-Transportvorrichtung zur Weitergabe von Gegenständen |
| DE19642014A1 (de) † | 1996-10-11 | 1998-04-16 | Pactec Verpackungsmaschinen Fa | Vorrichtung zum Verpacken von kleinstückigen Artikeln im Falteinschlag |
| DE19715949A1 (de) † | 1997-04-16 | 1998-10-22 | Pactec Verpackungsmaschinen Fa | Verfahren zur Vereinzelung von kleinformatigen Gegenständen und Vereinzelungsvorrichtung |
| DE19920710A1 (de) † | 1999-05-05 | 2000-11-09 | Pactec Verpackungsmaschinen Fa | Verfahren und Vorrichtung zur Verpackung kleinstückiger Artikel |
| DE10217898A1 (de) † | 2002-04-22 | 2003-11-06 | Theegarten Pactec Gmbh & Co Kg | Einrichtung und Verfahren zum Vereinzeln kleinstückiger Artikel |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5215030B2 (fr) * | 1971-11-09 | 1977-04-26 | ||
| EP0036282A1 (fr) * | 1980-03-13 | 1981-09-23 | Wm. Wrigley Jr. Company | Machine à envelopper des objets |
| DE3171685D1 (en) * | 1981-05-13 | 1985-09-12 | Derckx Henricus A J M | A device for twisting a packing wrapping |
| IT1234027B (it) * | 1989-03-14 | 1992-04-24 | Gd Spa | Macchina incartatrice continua |
| US5450706A (en) * | 1993-05-24 | 1995-09-19 | Latini Machine Company, Inc. | Single twist bunch wrapping machine |
| NL9402167A (nl) * | 1994-12-20 | 1996-08-01 | Derckx Henricus A J M | Inrichting voor het verpakken van een lollie. |
| AU9442598A (en) * | 1998-10-15 | 2000-05-01 | Carugil, S.L. | Machine for wrapping lollipops |
| US6539687B1 (en) * | 2000-07-13 | 2003-04-01 | Mars, Incorporated | Modular wrapping apparatus |
| ITMI20011736A1 (it) * | 2001-08-07 | 2003-02-07 | Eurosicma S P A | Macchina di alimentazione ordinata di prodotti dolciari |
| EP1497178B1 (fr) * | 2002-04-18 | 2009-07-08 | CFS Weert B.V. | Machine d'emballage de produits |
| DE10217892A1 (de) * | 2002-04-22 | 2003-11-06 | Theegarten Pactec Gmbh & Co Kg | Einrichtung und Verfahren zum Zuführen von Packstoffmaterial |
| NL1023733C2 (nl) * | 2003-06-24 | 2004-12-28 | C F S Weert B V | Verpakkingsmachine. |
| NL1028314C2 (nl) * | 2004-07-26 | 2006-04-04 | Cfs Weert Bv | Lollie en inrichting voor vervaardiging daarvan. |
| NL1026780C2 (nl) * | 2004-08-04 | 2006-02-13 | Cfs Weert Bv | Overbrenginrichting voor lollies. |
| NL1026777C2 (nl) * | 2004-08-04 | 2006-02-13 | Cfs Weert Bv | Verpakkingsmachine voor lollies. |
-
2005
- 2005-04-14 DE DE200510017329 patent/DE102005017329B4/de not_active Expired - Fee Related
-
2006
- 2006-02-27 DE DE200650006868 patent/DE502006006868D1/de not_active Expired - Lifetime
- 2006-02-27 EP EP20060003941 patent/EP1712472B1/fr not_active Revoked
- 2006-02-27 EP EP10004982.4A patent/EP2218645B1/fr not_active Expired - Lifetime
- 2006-02-27 EP EP10004445.2A patent/EP2210813B2/fr not_active Expired - Lifetime
- 2006-02-27 DE DE200650006945 patent/DE502006006945D1/de not_active Expired - Lifetime
- 2006-02-27 DE DE200650001468 patent/DE502006001468D1/de not_active Expired - Lifetime
- 2006-02-27 ES ES10004982.4T patent/ES2695033T3/es not_active Expired - Lifetime
- 2006-02-27 ES ES08005993T patent/ES2341190T3/es not_active Expired - Lifetime
- 2006-02-27 ES ES06003941T patent/ES2309845T3/es not_active Expired - Lifetime
- 2006-02-27 EP EP08005994A patent/EP1939093B1/fr not_active Expired - Lifetime
- 2006-02-27 ES ES10004445.2T patent/ES2393705T5/es not_active Expired - Lifetime
- 2006-02-27 EP EP08005993A patent/EP1939092B1/fr not_active Expired - Lifetime
- 2006-02-27 ES ES08005994T patent/ES2340635T3/es not_active Expired - Lifetime
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE606423C (de) † | 1933-03-15 | 1934-12-01 | Bruno Boerner | Maschine zum Verpacken von Massengegenstaenden |
| DE2416656A1 (de) † | 1973-04-07 | 1974-10-17 | Tenchi Kikai Kk | Vorrichtung zum selbsttaetigen verpacken und ausrichten von suesswarenstuecken |
| DE3049590A1 (de) † | 1980-02-14 | 1981-09-24 | Baker Perkins Holdings Ltd., Peterborough, Cambridgeshire | Verpackungsvorrichtung fuer suessigkeiten |
| DE3324984A1 (de) † | 1982-09-30 | 1984-04-05 | Veb Kombinat Nagema, Ddr 8045 Dresden | Vorrichtung zum einwickeln von bonbons |
| DE3713332A1 (de) † | 1986-06-04 | 1987-12-23 | Nagema Veb K | Vorrichtung zum uebergeben von bonbons |
| DE4314142C1 (de) † | 1993-05-01 | 1994-07-28 | Pactec Dresden Gmbh | Einrichtung zum Falten einer Packmittelhülle für die Säckchen- oder Körbchenfaltung |
| DE19502562A1 (de) † | 1995-01-27 | 1996-08-01 | Pactec Verpackungsmaschinen Fa | Verfahren und Einrichtung zum Einhüllen von Gütern in plastisch verformbares, folienartiges Verpackungsmaterial |
| DE19618510A1 (de) † | 1996-05-08 | 1997-11-13 | Pactec Verpackungsmaschinen Fa | Rotations-Transportvorrichtung zur Weitergabe von Gegenständen |
| DE19642014A1 (de) † | 1996-10-11 | 1998-04-16 | Pactec Verpackungsmaschinen Fa | Vorrichtung zum Verpacken von kleinstückigen Artikeln im Falteinschlag |
| DE19715949A1 (de) † | 1997-04-16 | 1998-10-22 | Pactec Verpackungsmaschinen Fa | Verfahren zur Vereinzelung von kleinformatigen Gegenständen und Vereinzelungsvorrichtung |
| DE19920710A1 (de) † | 1999-05-05 | 2000-11-09 | Pactec Verpackungsmaschinen Fa | Verfahren und Vorrichtung zur Verpackung kleinstückiger Artikel |
| DE10217898A1 (de) † | 2002-04-22 | 2003-11-06 | Theegarten Pactec Gmbh & Co Kg | Einrichtung und Verfahren zum Vereinzeln kleinstückiger Artikel |
Non-Patent Citations (1)
| Title |
|---|
| "Silesia Confiserie Manual No.3", 1983, article A. MEINERS, K. KREITEN, H. JOIKE: "Das neue Handbuch der Süßwarenindustrie" † |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1939093A3 (fr) | 2008-07-09 |
| EP2218645B1 (fr) | 2018-10-31 |
| ES2393705T3 (es) | 2012-12-27 |
| EP1939092A2 (fr) | 2008-07-02 |
| ES2695033T3 (es) | 2018-12-28 |
| EP1939093B1 (fr) | 2010-04-28 |
| EP2218645A1 (fr) | 2010-08-18 |
| DE102005017329B4 (de) | 2014-10-16 |
| DE502006001468D1 (de) | 2008-10-16 |
| ES2340635T3 (es) | 2010-06-07 |
| EP1939093A2 (fr) | 2008-07-02 |
| DE502006006868D1 (de) | 2010-06-10 |
| EP2210813A1 (fr) | 2010-07-28 |
| DE502006006945D1 (de) | 2010-06-24 |
| EP1712472A1 (fr) | 2006-10-18 |
| ES2341190T3 (es) | 2010-06-16 |
| ES2393705T5 (es) | 2017-07-31 |
| ES2309845T3 (es) | 2008-12-16 |
| EP1712472B1 (fr) | 2008-09-03 |
| EP1939092B1 (fr) | 2010-05-12 |
| EP2210813B1 (fr) | 2012-11-14 |
| DE102005017329A1 (de) | 2006-10-19 |
| EP1939092A3 (fr) | 2008-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2210813B2 (fr) | Procédé et dispositif destinés à l'emballage d'articles de petite taille | |
| EP0034377B2 (fr) | Procédé et dispositif pour amener des objets, notamment des paquets, dans le trajet de circulation d'un convoyeur sans fin | |
| DE2526047A1 (de) | Umlaufende foerdervorrichtung an einer einwickelmaschine | |
| EP0275481B1 (fr) | Procédé et dispositif pour emballer des mouchoirs en papier | |
| DE3545884A1 (de) | Vorrichtung zum herstellen von (zigaretten-) packungen aus mindestens einem faltbaren zuschnitt | |
| DE102014005959A1 (de) | Verfahren zur Gruppierung von Artikeln zu Artikelstangen und Gruppiereinrichtung sowie Verpackungsmaschine mit einer solchen nebst Steuereinrichtung für Produkt-Halteeinrichtungen | |
| EP2108589B1 (fr) | Procédé et dispositif de transfert de produits en petites pièces, notamment dotés d'un manche, sur un dispositif de transport longitudinal | |
| EP2282942A2 (fr) | Procédé d'emballage d'articles en petits morceaux et machine d'emballage modulaire pour la mise en oeuvre du procédé | |
| EP0806358B1 (fr) | Méthode et dispositif de transfert d'articles | |
| DE3915888C2 (de) | Vorrichtung zum Übergeben von Bonbons | |
| DE2454743A1 (de) | Vorrichtung fuer verpackungsmaschinen, um die huelle von bonbons u.dgl. in der verpackungsform mit einem (koerbchen) oder zwei sogenannten zipfeln zu gestalten | |
| DE60310904T2 (de) | Einwickelmaschine | |
| DE69606131T2 (de) | Kontinuierliches Verfahren zum Umhüllen von Gegenständen | |
| EP0835831B1 (fr) | Dispositif de transport rotatif pour le transfert d'articles | |
| DE2329534C3 (de) | Vorrichtung zum kontinuierlichen Einwickeln von Bonbons oder ähnlichen Kleinteilen | |
| DE202005021491U1 (de) | Verpackungsmaschine | |
| EP0806385A1 (fr) | Méthode et dispositif de transfert pour délivrer des groupes d'objets d'un transporteur à bande d'empilage | |
| EP2522604A1 (fr) | Procédé de transfert de petits produits et dispositif d'extraction ainsi que machine d'emballage dotée d'un tel dispositif d'extraction | |
| EP1357066B1 (fr) | Dispositif et procédé de réception et de transfert d'objets | |
| EP1016594A2 (fr) | Procédé et dispositif pour emballer des articles individuels en piles contenant plusieurs articles individuels | |
| CH556767A (de) | Verfahren und vorrichtung zum sammeln und kartonieren von einzelpackungen. | |
| DE19860863A1 (de) | Verfahren und Einrichtung zur Verpackung von Einzelstücken zu mehrere Einzelstücke enthaltende Stangen | |
| DE2454772A1 (de) | Hochleistungsverpackungsmaschine fuer bonbons u.dgl. in verbesserter ausfuehrung fuer die herstellung des schlauchfoermigen verpackungsteils, dessen umgeschlagener endabschnitt auf der breitseite des zu verpackenden artikels endet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1712472 Country of ref document: EP Kind code of ref document: P Ref document number: 1939093 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 20110124 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 11/34 20060101ALN20120621BHEP Ipc: B65B 25/00 20060101AFI20120621BHEP |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 11/34 20060101ALN20120625BHEP Ipc: B65B 25/00 20060101AFI20120625BHEP |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 25/00 20060101AFI20120718BHEP Ipc: B65B 11/34 20060101ALN20120718BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 11/34 20060101ALN20120815BHEP Ipc: B65B 25/00 20060101AFI20120815BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1712472 Country of ref document: EP Kind code of ref document: P Ref document number: 1939093 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES GB IT LI NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2393705 Country of ref document: ES Kind code of ref document: T3 Effective date: 20121227 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006012227 Country of ref document: DE Effective date: 20130110 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: REUTELER AND CIE S.A., CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: ROBERT BOSCH GMBH Effective date: 20130808 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502006012227 Country of ref document: DE Effective date: 20130808 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20170308 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): CH DE ES GB IT LI NL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502006012227 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AELC |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2393705 Country of ref document: ES Kind code of ref document: T5 Effective date: 20170731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190224 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190225 Year of fee payment: 14 Ref country code: ES Payment date: 20190315 Year of fee payment: 14 Ref country code: IT Payment date: 20190228 Year of fee payment: 14 Ref country code: DE Payment date: 20190225 Year of fee payment: 14 Ref country code: CH Payment date: 20190222 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006012227 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200901 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200227 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20210708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200228 |